
Selection of Welding Conditions for Achieving Both a High Efficiency and Low Heat Input for Hot-Wire Gas Metal Arc Welding

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Experimental Procedure
3. Results and Discussion
3.1. Welding Phenomena and Optimal Welding Conditions for Hot-Wire GMAW
3.2. Effects of Arc Current and Welding Speed on the Joint Properties and Power Consumption
3.3. Comparison of HAZ Properties and Welding Efficiency with Other Welding Processes
3.4. Investigation of Improvement in Welding Efficiency with Hot-Wire Method
4. Conclusions
- The optimal combination of welding conditions using hot-wire GMAW is a welding current of 350–500 A and welding speed of 0.3–0.7 m/min, which were derived to avoid defect formation and molten metal precedence using three or four passes.
- The welding speed more dominantly affects the HAZ width and weld metal hardness than the welding current because hot-wire feeding produces large deposition while suppressing increased heat input.
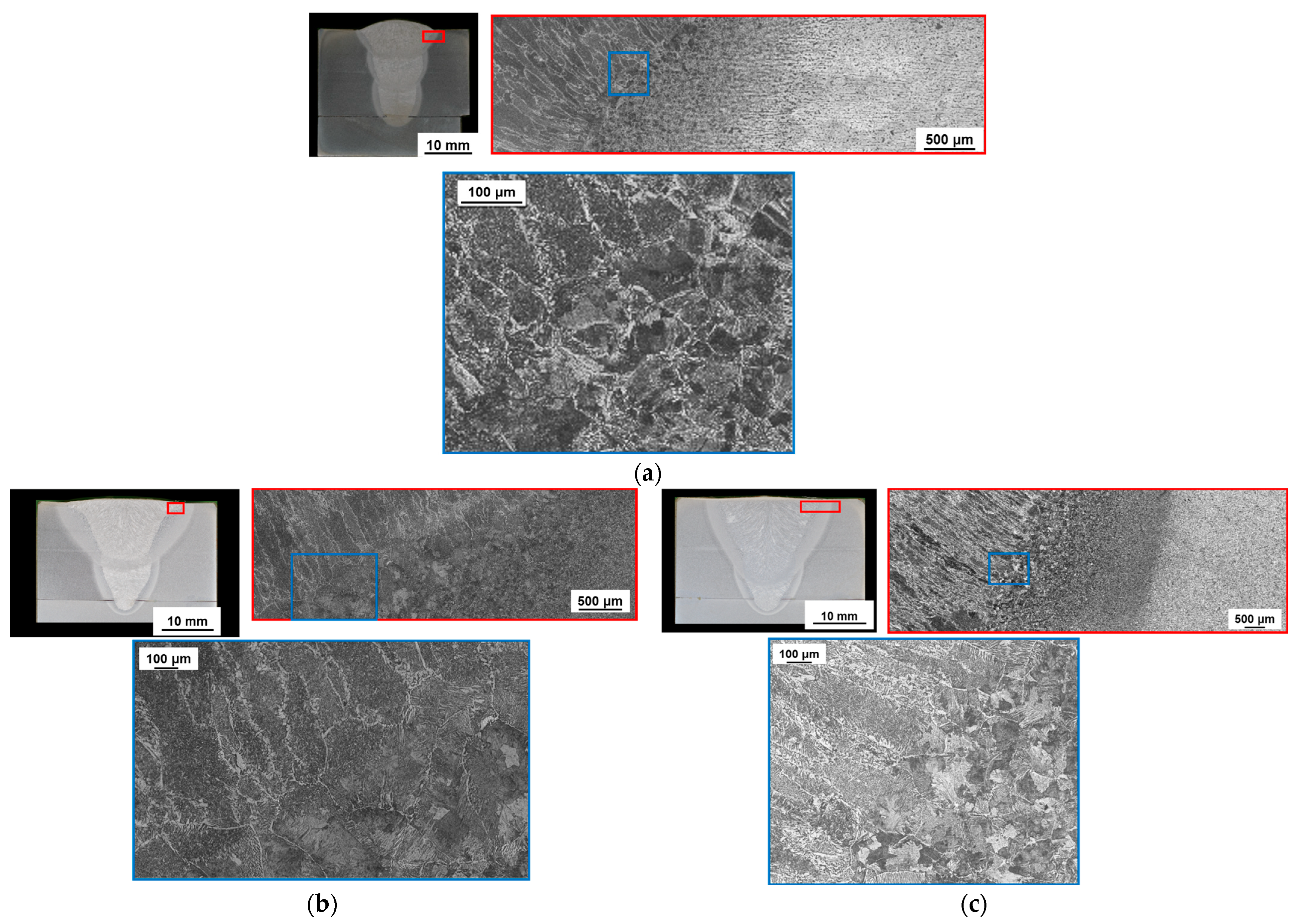
- Hot-wire GMAW can better suppress grain coarsening at the HAZ fusion boundary when compared with the conventional high-heat-input processes of tandem GMAW and high-current GMAW.
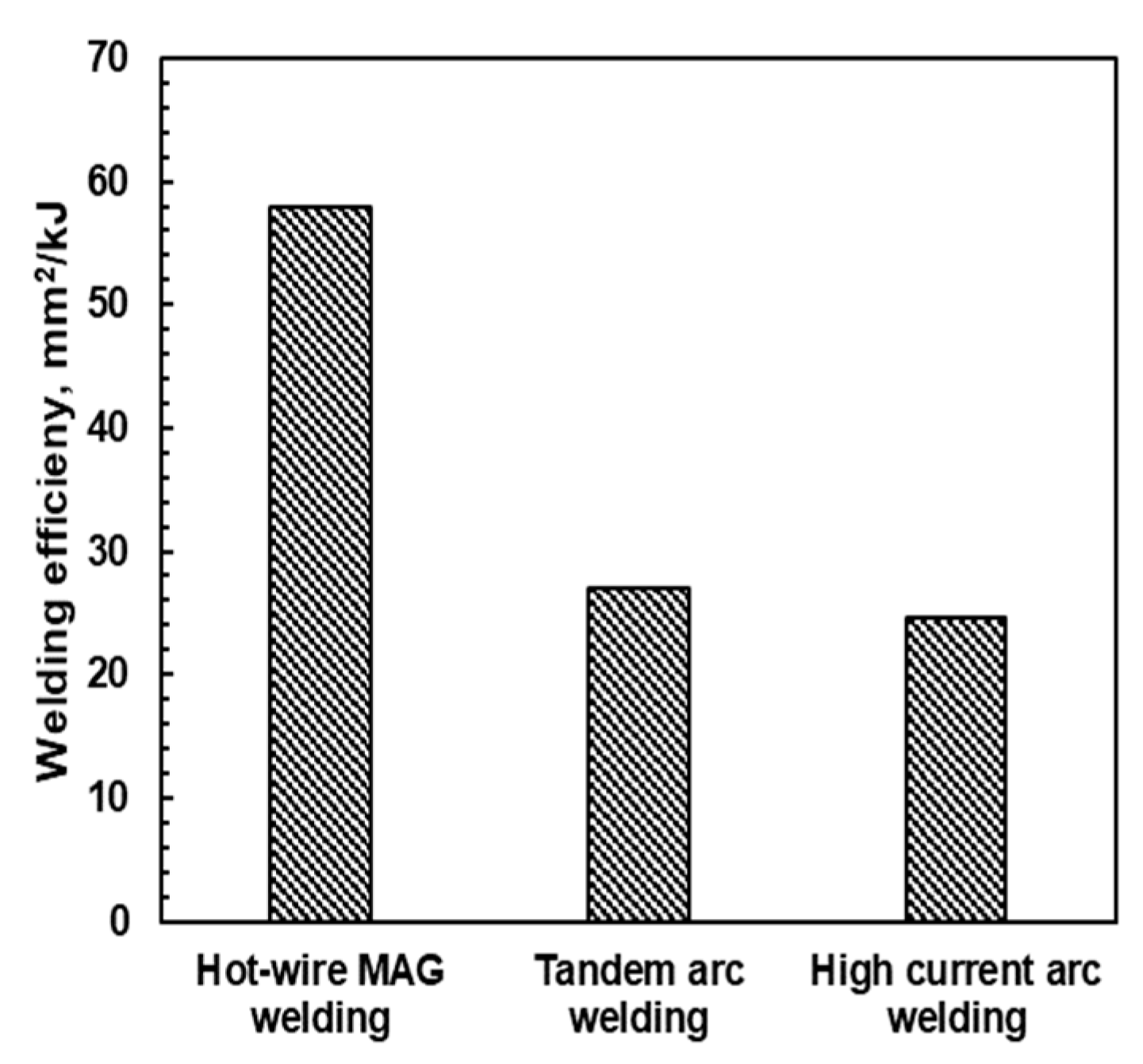
- Hot-wire GMAW achieves a substantially higher welding efficiency (i.e., deposition volume/heat input) and lower power consumption than tandem GMAW and high-current GMAW.
- Welding was conducted by GMAW and hot-wire GMAW on a single bevel with a 45 mm plate thickness and 20 mm root face, and in this experiment, welding was achieved in eight passes with GMAW and in six passes with hot-wire GMAW. These results confirm that hot-wire GMAW can improve the welding efficiency in welding processes not only for butt welding.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yamamoto, H. Welding Technologies for Production of Construction Equipments. J. Jpn. Weld. Soc. 2007, 76, 35–38. [Google Scholar] [CrossRef]
- Okui, N.; Ohga, S.; Saitoh, T.; Suzuki, T.; Maki, S.; Honma, H. Study on High Speed Fillet Welding by Tandem Arc MAG Process. Q. J. Jpn. Weld. Soc. 2000, 18, 555–562. [Google Scholar] [CrossRef]
- Scalet Rossini, L.F.; Valenzuela Reyes, R.A.; Spinelli, J.E. Double-Wire Tandem GMAW Welding Process of HSLA50 Steel. J. Manuf. Process. 2019, 45, 227–233. [Google Scholar] [CrossRef]
- Häßler, M.; Rose, S.; Füssel, U. The Influence of Arc Interactions and a Central Filler Wire on Shielding Gas Flow in Tandem GMAW. Weld. World 2016, 60, 713–718. [Google Scholar] [CrossRef]
- Chen, D.; Chen, M.; Wu, C. Effects of Phase Difference on the Behavior of Arc and Weld Pool in Tandem P-GMAW. J. Mater. Process. Technol. 2015, 225, 45–55. [Google Scholar] [CrossRef]
- Yokota, M.; Kihata, S.; Nakao, T. Tandem Arc Welding System. Kobe Steel Eng. Rep. 2007, 54, 81–85. [Google Scholar]
- Baba, H.; Honda, R.; Era, T.; Komen, H.; Tanaka, M.; Terasaki, H. Microstructure Observation of High-Current Buried-Arc Welded Joint. Q. J. Jpn. Weld. Soc. 2020, 38, 11s–15s. [Google Scholar] [CrossRef]
- Baba, H.; Komen, H.; Igarashi, T.; Kadota, K.; Era, T.; Terasaki, H.; Tanaka, M. Stabilization of High-Current Buried-Arc Welding Using Large Diameter φ1.6mm Wire by Low-Frequency Modulated Voltage Control. Q. J. Jpn. Weld. Soc. 2021, 39, 75–86. [Google Scholar] [CrossRef]
- Baba, H.; Kadota, K.; Era, T.; Ueyama, T.; Maeshima, M.; Kadoi, K.; Inoue, H.; Tanaka, M. Single-Pass Full-Penetration Welding for Thick Stainless Steel Using High-Current GMAW. Q. J. Jpn. Weld. Soc. 2021, 39, 39–50. [Google Scholar] [CrossRef]
- Baba, H.; Era, T.; Ueyama, T.; Tanaka, M. Single Pass Full Penetration Joining for Heavy Plate Steel Using High Current GMA Process. Weld. World 2017, 61, 963–969. [Google Scholar] [CrossRef]
- Tsuyama, T.; Nakai, K.; Noumaru, K.; Sakamoto, T.; Kobayashi, S. Effect of Hot-Wire on Microstructure and Mechanical Property in Weld Metal Formed with CO2 Gas Shielded Arc Welding Method. Q. J. Jpn. Weld. Soc. 2013, 31, 104–111. [Google Scholar] [CrossRef]
- Tsuyama, T.; Nakai, K.; Akiyama, M.; Takahashi, B.; Sakamoto, T.; Kobayashi, S. Effects of Microstructure on Mechanical Property in Weld Metal Formed with the Hot-Wire Method Applying Ordinal CO2 Gas Shielded Arc Welding Method. Tetsu-Hagane 2013, 99, 468–474. [Google Scholar] [CrossRef]
- Spaniol, E.; Trautmann, M.; Ungethüm, T.; Hertel, M.; Füssel, U.; Henckell, P.; Bergmann, J.P. Development of a Highly Productive GMAW Hot Wire Process Using a Two-Dimensional Arc Deflection. Weld. World 2020, 64, 873–883. [Google Scholar] [CrossRef]
- Spaniol, E.; Ungethüm, T.; Trautmann, M.; Andrusch, K.; Hertel, M.; Füssel, U. Development of a Novel TIG Hot-Wire Process for Wire and Arc Additive Manufacturing. Weld. World 2020, 64, 1329–1340. [Google Scholar] [CrossRef]
- Ungethüm, T.; Spaniol, E.; Hertel, M.; Füssel, U. Analysis of Metal Transfer and Weld Geometry in Hot-Wire GTAW with Indirect Resistive Heating. Weld. World 2020, 64, 2109–2117. [Google Scholar] [CrossRef]
- Tsuyama, T.; Nakai, K.; Tsuji, T. Development of Submerged Arc Welding Method Using Hot Wire. Weld. World 2014, 58, 713–718. [Google Scholar] [CrossRef]
- Wonthaisong, S.; Shinohara, S.; Shinozaki, K.; Phaoniam, R.; Yamamoto, M. High-Efficiency and Low-Heat-Input CO2 Arc-Welding Technology for Butt Joint of Thick Steel Plate Using Hot Wire. Q. J. Jpn. Weld. Soc. 2020, 38, 164–170. [Google Scholar] [CrossRef]
- Suwannatee, N.; Wonthaisong, S.; Yamamoto, M.; Shinohara, S.; Phaoniam, R. Optimization of Welding Conditions for Hot-Wire GMAW with CO2 Shielding on Heavy-Thick Butt Joint. Weld. World 2022, 66, 833–844. [Google Scholar] [CrossRef]
- Kim, J.; Van, D.; Lee, J.; Yim, J.; Lee, S.H. The Effect of a Hot-Wire in the Tandem GMAW Process Ascertained by Developing a Multiphysics Simulation Model. J. Mech. Sci. Technol. 2021, 35, 267–273. [Google Scholar] [CrossRef]
- Suwannatee, N.; Yamamoto, M. Single-Pass Process of Square Butt Joints without Edge Preparation Using Hot-Wire Gas Metal Arc Welding. Metals 2023, 13, 1014. [Google Scholar] [CrossRef]
- Suwannatee, N.; Yamamoto, M.; Shinohara, S. Optimization of Hot-Wire Fraction for Enhance Quality in GMAW. Weld. World 2023. [Google Scholar] [CrossRef]
- Ungethüm, T.; Schilling, P.; Spaniol, E.; Füssel, U. GMAW Hot-Wire Process with Indirect Resistive Heating of the Auxiliary Wire. Weld. World 2023, 67, 2031–2038. [Google Scholar] [CrossRef]
- Shinozaki, K.; Yamamoto, M.; Mitsuhata, K.; Nagashima, T.; Kanazawa, T.; Arashin, H. Bead Formation and Wire Temperature Distribution during ULTRA-HIGH-SPEED GTA WELDING Using Pulse-Heated Hot-Wire. Weld. World 2011, 55, 12–18. [Google Scholar] [CrossRef]
- Onozuka, M.; Ushirokawa, O.; Kumakura, Y.; Tsuji, I. Stress Concentrations of the Bead Toe and Fatigue Life. J. Soc. Nav. Archit. Jpn. 1991, 1991, 693–703. [Google Scholar] [CrossRef]
- Takano, Y. Technical Information. Special Issue. The-State-of-the-Art and the Subjects of Arc Welding Automation in Construction Machine Industry. J. Jpn. Weld. Soc. 1993, 62, 448–454. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| GMAW Conditions | |
|---|---|
| Arc current, A | 350 |
| Arc voltage, V | 27 |
| Shielding gas, L/min | 25 |
| Extension length, mm | 33 |
| Weaving width, mm | 2.5 |
| GMAW Conditions | |
| Arc current, A | 350~500 |
| Arc voltage, V | 27~36 |
| Welding speed, m/min | 0.2~0.8 |
| Shielding gas, L/min | 25 |
| Extension length, mm | 33 |
| Weaving width, mm | 2.5 |
| Hot-wire Conditions | |
| Wire current, A | 234 |
| Wire feeding speed, m/min | 10 |
| Power supply distance, mm | 75 |
| Wire feeding position, mm | 7 |
| Wire feeding angle, degree | 80 |
| GMAW Conditions | |
| Arc current, A | 300~400 |
| Arc voltage, V | 32~39 |
| Welding speed, m/min | 0.22~0.42 |
| Shielding gas, L/min | 25 |
| GMAW Conditions | |
| Arc current, A | 320~500 |
| Arc voltage, V | 32~39 |
| Welding speed, m/min | 0.3~0.42 |
| Shielding gas, L/min | 25 |
| Hot-wire Conditions | |
| Wire feeding speed, m/min | 10~15 |
| Power supply distance, mm | 75 |
| Wire feeding angle, degree | 45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marumoto, K.; Fujinaga, A.; Takahashi, T.; Yamamoto, H.; Yamamoto, M. Selection of Welding Conditions for Achieving Both a High Efficiency and Low Heat Input for Hot-Wire Gas Metal Arc Welding. J. Manuf. Mater. Process. 2024, 8, 82. https://doi.org/10.3390/jmmp8020082
Marumoto K, Fujinaga A, Takahashi T, Yamamoto H, Yamamoto M. Selection of Welding Conditions for Achieving Both a High Efficiency and Low Heat Input for Hot-Wire Gas Metal Arc Welding. Journal of Manufacturing and Materials Processing. 2024; 8(2):82. https://doi.org/10.3390/jmmp8020082
Chicago/Turabian StyleMarumoto, Keita, Akira Fujinaga, Takeshi Takahashi, Hikaru Yamamoto, and Motomichi Yamamoto. 2024. "Selection of Welding Conditions for Achieving Both a High Efficiency and Low Heat Input for Hot-Wire Gas Metal Arc Welding" Journal of Manufacturing and Materials Processing 8, no. 2: 82. https://doi.org/10.3390/jmmp8020082