Effect of Carbon Nanotube Deposition Time to the Surface of Carbon Fibres on Flexural Strength of Resistance Welded Carbon Fibre Reinforced Thermoplastics Using Carbon Nanotube Grafted Carbon Fibre as Heating Element

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
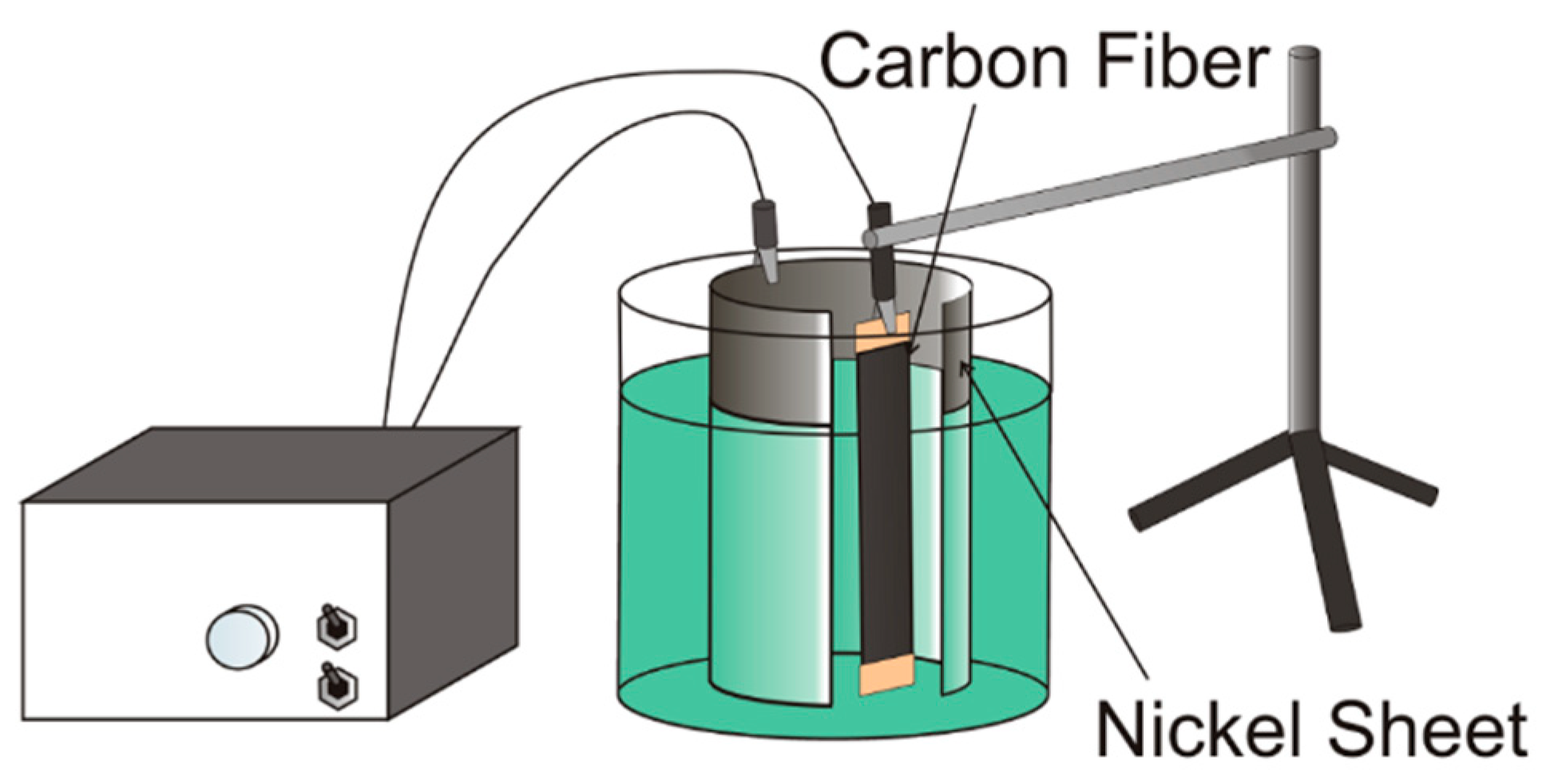
2.2. Method of CNT Deposition
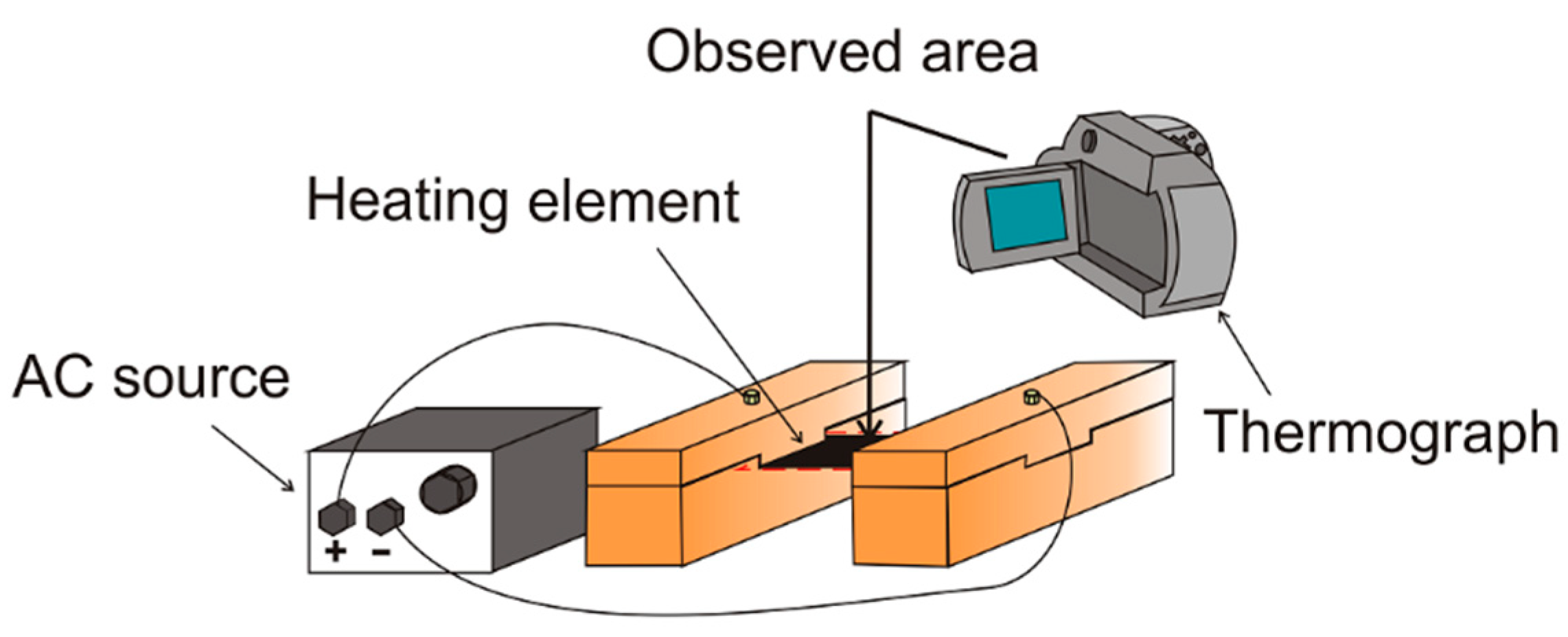
2.3. Resistance Welding Methods and Flexural Test
3. Results and Discussion
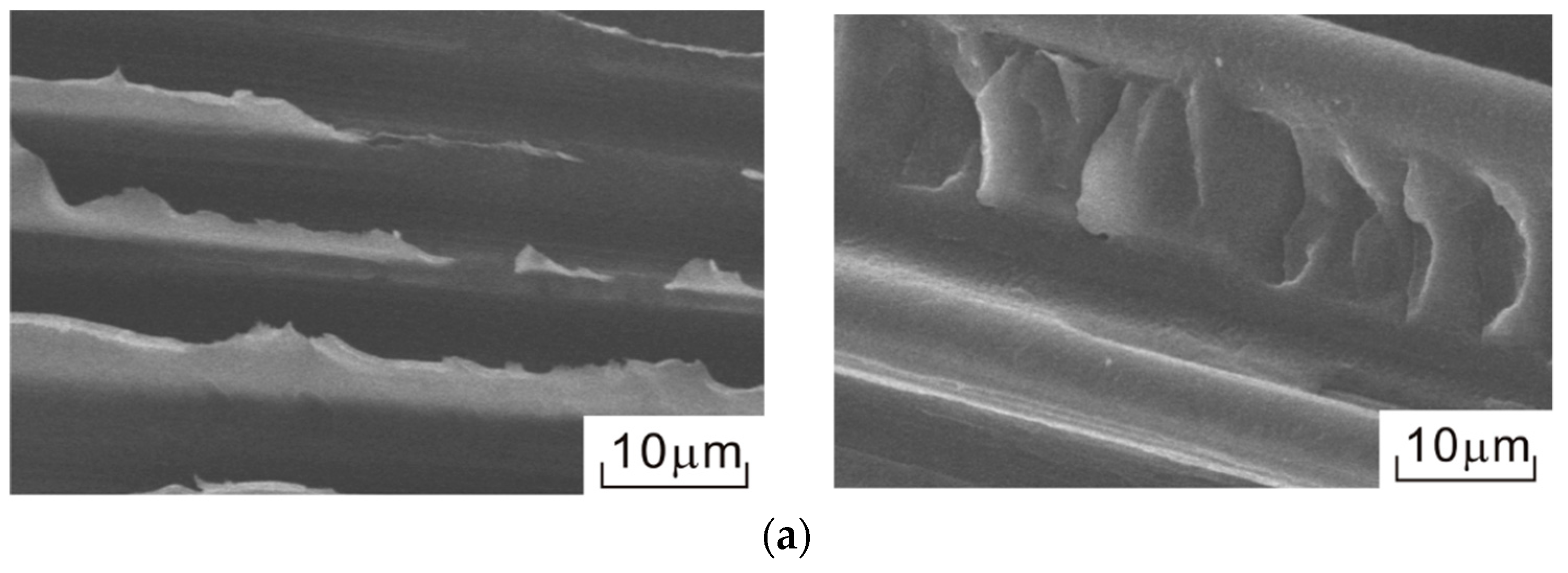
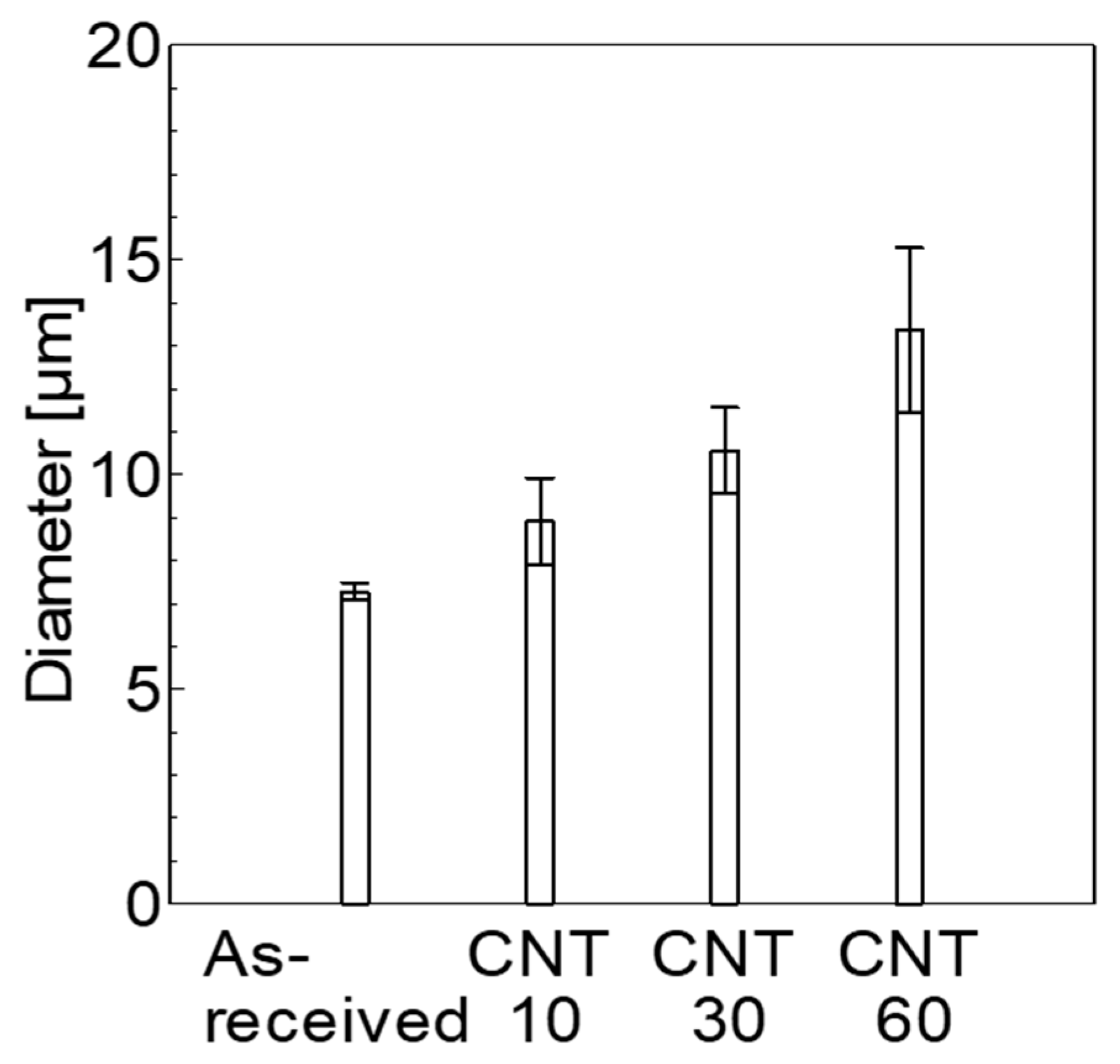
3.1. CNT Deposition to Surface of Carbon Fibre
3.2. Temperature History of the Heating Elements and Welded Zone
3.3. Flexural Test of Welded Specimens
4. Conclusions
- Some Ni particles were observed on the tip of CNTs in CNT10. In contrast, fewer Ni particles were observed on the tip of CNTs in CNT30 and CNT60. CNT grows with curving.
- The reached temperature became higher by CNT deposition to the surface of the carbon fibres in the temperature history of the heating element. In contrast, there was no significant difference between As-received and CNT grafted carbon fibres by heat transfer in the temperature history of the welded zone.
- The highest flexural strength was obtained when CNT grafted carbon fibre grafted at the deposition time of 10 min was used for the heating element of resistance welding. This is due to improvement of the interfacial strength by deposition of CNT on the surface of carbon fibres. The result of the flexural tests shows the same tendency as the results in the tensile lap-shear tests that the tensile lap-shear strengths of CNT grafted carbon fibres are higher than As-received.
Author Contributions
Funding
Conflicts of Interest
References
- Ishikawa, T. Overview of Carbon Fiber Reinforced Composites (CFRP) Applications to Automotive Structural Parts,—Focussed on Thermoplastic CFRP—. J. JSPE 2015, 81, 489–493. [Google Scholar]
- Wong, K.H.; Mohammed, S.D.; Pickering, S.J.; Brooks, R. Effect of coupling agents on reinforcing potential of recycled carbon fibre for polypropylene composite. Compos. Sci. Technol. 2012, 72, 835–844. [Google Scholar] [CrossRef]
- Doufnoune, R.; Chebira, F.; Haddaoui, N. Effect of titanate coupling agent on the mechanical properties of calcium carbonate filled polypropylene. Int. J. Polym. Mater. Polym. 2003, 52, 967–984. [Google Scholar] [CrossRef]
- Marsh, G. Reinforced thermoplastics, the next wave? Reinf. Plast. 2014, 58, 24–28. [Google Scholar] [CrossRef]
- Kolesnikov, B.; Herbeck, L.; Fink, A. CFRP/titanium hybrid material for improving composites bolted joints. Compos. Struct. 2008, 83, 368–380. [Google Scholar] [CrossRef]
- Amancio-Filho, S.T.; dos Santos, J.F. Joining of polymers and polymer-metal hybrid structures: Recent developments and trends. Polym. Eng. Sci. 2009, 49, 1461–1476. [Google Scholar] [CrossRef]
- Kumar, S.B.; Sridhar, I.; Sivashanker, S.; Osiyemi, S.O.; Bag, A. Tensile failure of adhesively bonded CFRP composite scarf joints. Mater. Sci. Eng. B 2006, 132, 113–120. [Google Scholar] [CrossRef]
- Costa, A.P.; Botelho, E.; Costa, M.L.; Narita, N.E.; Tarpani, J.R. A review of welding technologies for thermoplastic composites in aerospace applications. JATM 2012, 4, 255–265. [Google Scholar] [CrossRef]
- Tanaka, K.; Tanaka, Y.; Katayama, T. Effect of carbon nanotube grafting on tensile shear strength of resistance welded CFRTP. J. Soc. Mater. Sci. 2016, 65, 727–732. [Google Scholar] [CrossRef]
- Gojny, F.H.; Wichmann, M.H.G.; Fiedler, B.; Bauhofer, W.; Schulte, K. Influence of nano-modification on the mechanical and electrical properties of conventional fibre-reinforced composites. Compos. Part A-Appl. Sci. Manuf. 2005, 36, 1525–1535. [Google Scholar] [CrossRef]
- Ma, P.C.; Siddiqui, N.A.; Marom, G.; Kim, J.-K. Dispersion and functionalization of carbon nanotubes for polymer-based nanocomposites: A review. Compos. Part A-Appl. Sci. Manuf. 2010, 41, 1345–1367. [Google Scholar] [CrossRef]
- Tanaka, K.; Okumura, Y.; Katayama, T.; Morita, Y. Effect of carbon nanotubes deposition form on carbon fiber and polyamide resin interfacial strength. J. Soc. Mater. Sci. 2016, 65, 586–591. [Google Scholar] [CrossRef]
- Yumitori, S.; Arao, Y.; Tanaka, T.; Naito, K.; Tanaka, K.; Katayama, T. Increasing the interfacial strength in carbon fiber/polypropylene composites by growing CNTs on the fibers. WIT Trans. Model. Simul. 2013, 55, 275–284. [Google Scholar] [Green Version]
- Rezvaninasab, M.; Farhadinia, M.; Mirzaei, A.; Ramzaninezhad, M.; Khamseh, F.; Alaei, M.H. Experimental evaluation of reinforcing the single lap joint in both longitudinal and transverse direction under tensile and bending condition. Int. J. Adhes. Adhes. 2019, 88, 19–25. [Google Scholar] [CrossRef]
- Tanaka, K.; Aoto, K.; Katayama, T. Effects of carbon nanotube deposition time to carbon fiber on tensile lap-shear strength of resistance welded CFRTP. WIT Trans. Eng. Sci. 2017, 116, 309–316. [Google Scholar]
- Tanaka, K.; Okada, K.; Katayama, T. Influence of holding time and pressure on tensile shear strength of resistance welded CFRTP. WIT Trans. Built Environ. 2017, 166, 351–359. [Google Scholar]
- Lo, A.Y.; Liu, S.B.; Kuo, C.T. Effect of temperature gradient direction in the catalyst nanoparticle on CNTs growth mode. Nanoscale Res. Lett. 2010, 5, 1393–1402. [Google Scholar] [CrossRef]
- Kim, S.M.; Jeong, S.; Kim, H.C. Investigation of carbon nanotube growth termination mechanism by in-situ transmission electron microscopy approaches. Carbon Lett. 2013, 14, 228–233. [Google Scholar] [CrossRef] [Green Version]
- Han, J.; Yoo, J.B.; Park, C.Y.; Kim, H.-J.; Park, G.S.; Yang, M.; Han, I.T.; Lee, N.; Yi, W.; Yu, S.G.; et al. Tip growth model of carbon tubules grown on the glass substrate by plasma enhanced chemical vapor deposition. J. Appl. Phys. 2002, 91, 483–486. [Google Scholar] [CrossRef]
- Chhowalla, M.; Teo, K.B.K.; Ducati, C.; Rupesinghe, N.L.; Amaratunga, G.A.J.; Ferrari, A.C.; Roy, D.; Robertson, J.; Milne, W.I. Growth process conditions of vertically aligned carbon nanotubes using plasma enhanced chemical vapor deposition. J. Appl. Phys. 2001, 90, 5308–5317. [Google Scholar] [CrossRef]
- Gavillet, J.; Loiseau, A.; Journet, C.; Willaime, F.; Ducastelle, F.; Charlier, J.C. Root-growth mechanism for single-wall carbon nanotubes. Phys. Rev. Lett. 2001, 87, 275504. [Google Scholar] [CrossRef] [PubMed]
- Esconjauregui, S.; Fouquet, M.; Bayer, B.C.; Eslava, S.; Khachadorian, S.; Hofmann, S.; Robertson, J. Manipulation of the catalyst-support interactions for inducing nanotube forest growth. J. Appl. Phys. 2011, 109, 044303. [Google Scholar] [CrossRef]
- Tanaka, K.; Tanaka, M.; Katayama, T. Evaluation of Heating Property of Carbon Nanotube Grafted Carbon Fibers by Direct Resistance Heating. In Proceedings of the 3rd JSMS Week, Kyoto, Japan, 10–11 October 2017. [Google Scholar]
















© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tanaka, K.; Nishikawa, T.; Aoto, K.; Katayama, T. Effect of Carbon Nanotube Deposition Time to the Surface of Carbon Fibres on Flexural Strength of Resistance Welded Carbon Fibre Reinforced Thermoplastics Using Carbon Nanotube Grafted Carbon Fibre as Heating Element. J. Compos. Sci. 2019, 3, 9. https://doi.org/10.3390/jcs3010009
Tanaka K, Nishikawa T, Aoto K, Katayama T. Effect of Carbon Nanotube Deposition Time to the Surface of Carbon Fibres on Flexural Strength of Resistance Welded Carbon Fibre Reinforced Thermoplastics Using Carbon Nanotube Grafted Carbon Fibre as Heating Element. Journal of Composites Science. 2019; 3(1):9. https://doi.org/10.3390/jcs3010009
Chicago/Turabian StyleTanaka, Kazuto, Takanobu Nishikawa, Kazuhiro Aoto, and Tsutao Katayama. 2019. "Effect of Carbon Nanotube Deposition Time to the Surface of Carbon Fibres on Flexural Strength of Resistance Welded Carbon Fibre Reinforced Thermoplastics Using Carbon Nanotube Grafted Carbon Fibre as Heating Element" Journal of Composites Science 3, no. 1: 9. https://doi.org/10.3390/jcs3010009