1. Introduction
It is well-known that nanofillers may increase the properties of the matrix in composite materials. The combination of two different fillers in one matrix generates a hybrid composite material that may present enhanced properties due to the combination of the fillers. Wtaife et al. produced a fiber-reinforced concrete (FRC) hybrid with polyvinylalcohol (PVA) and polyolefin fibers and showed that the hybrid composite improved the tensile strength of the concrete and changed it from a brittle to a ductile material while reducing its compressive properties [
1]. Chen et al. prepared a flame-retardant polypropylene (PP) films with graphene nanoplatelets (GNP) alone and with magnesium hydroxide (MH). This combination resulted in enhanced thermal stability, reduced burning rate, improved tensile performance, and improved Young’s modulus [
2].
Shajariet et al. studied a system of polypropylene with carbon nanotubes (CNT) and stainless-steel fibers (SSF) at different filler loads. For a specific total load (1.75 vol% of each filler), the hybrid system that contained both types of fillers had the highest yield strain and highest electromagnetic interference (EMI) [
3]. Li et al. investigated a system of poly(vinyl alcohol) enclosed in multiwalled CNT and fully exfoliated graphene oxide (GO) sheets and tested different filler compositions. They found that the system that contained 1 wt % of GO and 0.5 wt % of CNT could receive a hybrid and even a synergistic effect on the yield strength and Young’s modulus (increased by 48% and 31%, respectively). Such increases are higher than the sum of the improvement of each of the parent composites alone [
4]. Zakuwan et al. examined a system of k-carrageenan with hybridization of cellulose nanocrystals (CNCs) and organically modified montmorillonite (OMMT). The total filler composition was 4%, with a ratio of 1:1 among the fillers. This led to the highest tensile strength and Young’s modulus [
5].
Another property that can present a hybrid effect is toughness, as was demonstrated in our previous work; here, the PVB (polyvinyl butyral) that contained both surface-treated CNT and nanoclay introduced an improvement of 181% versus neat PVB [
6]. El Miri et al. produced a system of PVA with cellulose nanocrystals (CNC) and graphene oxide nanosheets (GON). The sample that contained 5% filler in the ratio of 1:2 CNC:GON presented an improvement of 159% in toughness, 124% in tensile test, and 320% in Young’s modulus [
7]. Valentini et al. studied ethylene–propylene–diene terpolymer rubber (EPDM) with carbon black (CB) and graphite nanoplatelets (GNPs). The presence of both fillers enhanced the Young’s modulus, maximum strength, damping, and thermal conductivity [
8]. Saharudin et al. analyzed a composition of halloysite nanotubes (HNTs) and CNT embedded in epoxy. The hybrid set demonstrated the highest percentage of improvement: 45% for tensile strength, 49% for Young’s modulus, 46% for flexural strength, 17% for flexural modulus, and 125% for fracture toughness [
9].
Despite these significant improvements achieved by nanofillers, we found that the nanocomposite systems failed to reach their theoretical values of mechanical properties as predicted by the models of micromechanics. This finding reflects mainly the tensile strength and Young’s modulus, where nanosystems suffer from aggregation, which impairs load transfer. This state may be different for the fracture toughness, which increases through mechanisms other than load transfer, e.g., crack front bowing and pull out [
10,
11]. Based on these findings, we examined the effect of geometry and chemical structure of the nanofillers on the fracture energy, and possible hybrid effects of hybrid systems comprised of isotactic polypropylene with different nanofillers. We divided the fillers into two groups: The first group comprised particles of similar chemical structures and different geometries, i.e., vapor-grown carbon nanofibers (VGCF) and graphene nanoplatelets (GNP), or nanoclays (NC) and silicone dioxide nanofibers (SiO
2). The second group comprised particles of similar geometry and different chemical structure, i.e., NC and GNP, or VGCF and zirconium dioxide nanofibers (ZrO
2). The fracture energy was calculated by a unique method while taking a critical approach regarding the ability of the micromechanics to predict the properties of nanocomposite systems.
2. Materials and Methods
2.1. Materials
The iPP (Mw = 5135 000 mol g−1, Capilen U77A) was supplied by Carmel Olefins, Haifa, Israel) and used as the matrix. The VGCF samples (graphitized up to 2800 °C, average diameter 150 nm, length 10–20 mm, density 2.0 g/cm3) were provided by Showa Denko KK, Tokyo, Japan. The GNP (size of less than 2 μm, few nm thickness, surface area of 750 m2/g, bulk density of 0.2–0.4 g/cm2) were supplied by Sigma Aldrich. The NC (Nanomer-1.30E, montmorillonite clay surface modified with 25–30% octa-decylamine, bulk density of 0.41 g/cc, thickness of 8 nm, particle size below 20 μm) were produced from Nanocor Inc. (Arlington Heights, IL, USA) and provided by Sigma Aldrich (St. Louis, MO, USA). The SiO2 nanofibers (amorphous, diameter of 414 ± 96 nm, surface area of 710 ± 50 m2/g) and ZrO2 nanofibers (diameter of 173 ± 47 nm, surface area of 10 ± 3 m2/g) were supplied by Kertack Nanotechnology (Vodickova, Czech Republic). An antioxidant Irganox B-225 was provided by Ciba (Basel, Switzerland).
2.2. Sample Preparation
All nanocomposite samples were prepared by the same method. First, two films of weighed iPP were prepared by hot pressing and then a weighed quantity of filler was sandwiched between them, hot pressed again, and cut to flakes by scissors. The flakes were then extruded by twin screw microcompounder (DSM Xplore, 15 cc Micro Extruder; Geleen, The Netherlands), along with an addition of 0.1 wt % Irganox B-225 antioxidant to receive composite fibers of iPP with dispersed fillers. The melt blending process was carried out at 195 °C (under N2 gas, for 15 min, at 100 rpm). The resulting fibers were cut to flakes by scissors and then hot pressed at 200 °C (for 10 min, under the pressure of 0.87 MPa) to receive the final composite film, with a thickness of 0.2 mm.
2.3. Characterization
2.3.1. Mechanical Properties
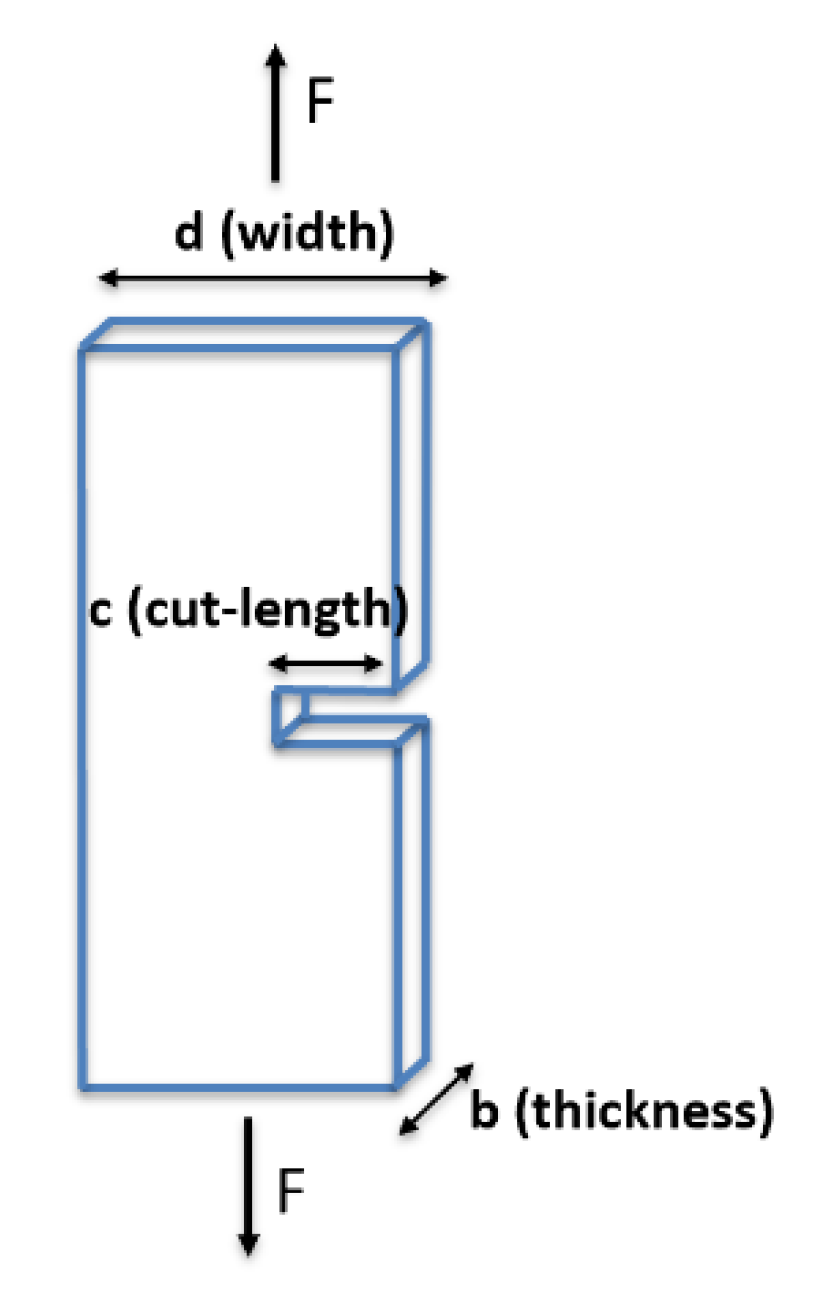
The fracture surface energies were tested by Mode I tensile test using Instron 3345 universal testing machine with a load cell of 500 N. The specimens were 50 mm long and 30 mm, wide with an initial cut of different lengths. Loading the specimens is demonstrated in
Figure 1. The specimens were pulled apart at a constant speed of 0.5 mm/min at room temperature.
2.3.2. Electron Microscopy
The quality of dispersion was analyzed by XHRSEM (extra high-resolution scanning microscopy) MagellanTM 400L. The operating voltage and current were 2–5 kV and 50 pA, respectively. The samples were tested after the tensile test using a designated cross-section stub. The samples were coated with a mixture of Au-Pd for 60 s using a SC7640 Sputter.
2.3.3. Dynamic Mechanical Properties
The dynamic mechanical properties were characterized with a dynamic mechanical analyzer (DMA) Q800 V21.3 Build 96 instrument. The test was performed under tensile mode at 1 Hz and −40 °C to 60 °C with heating rate of 5 °C/min.
4. Discussion
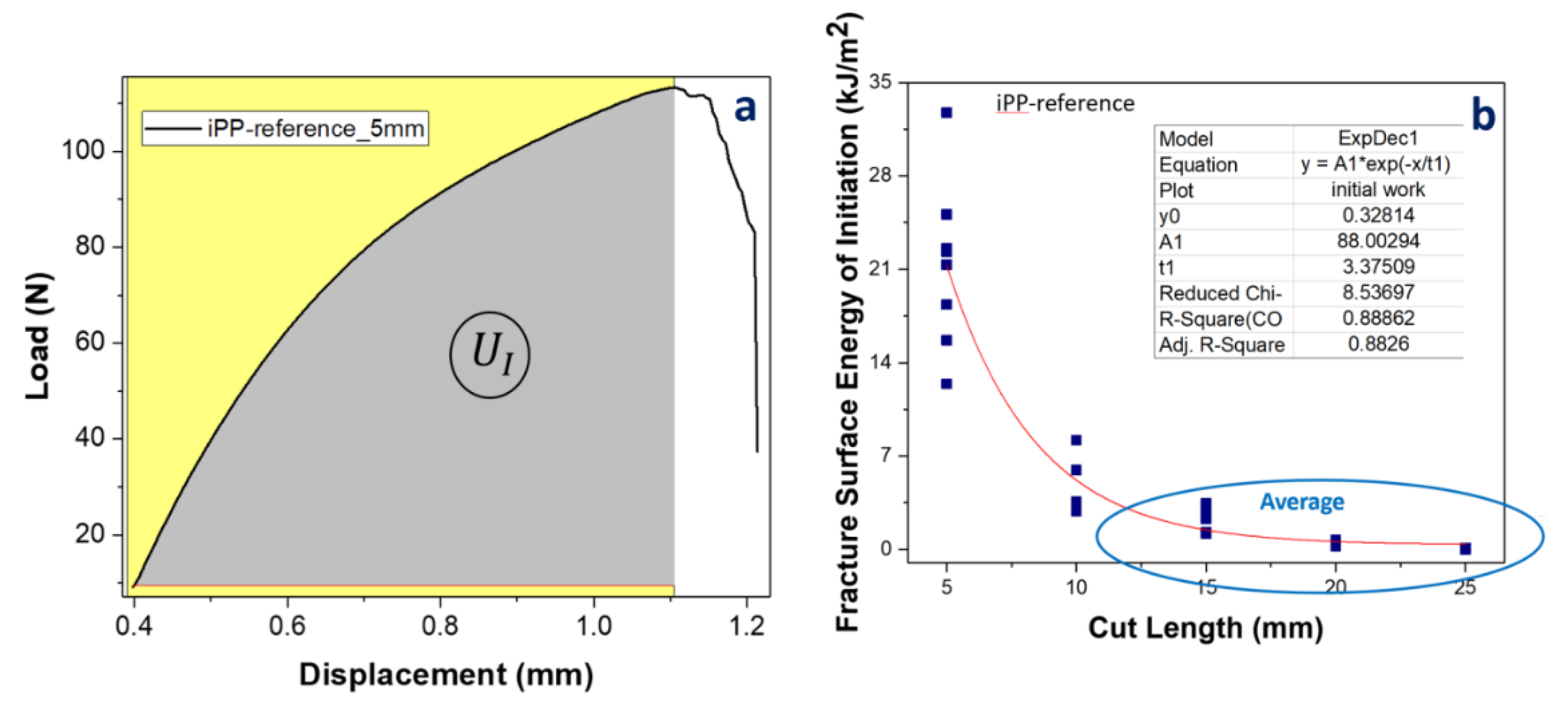
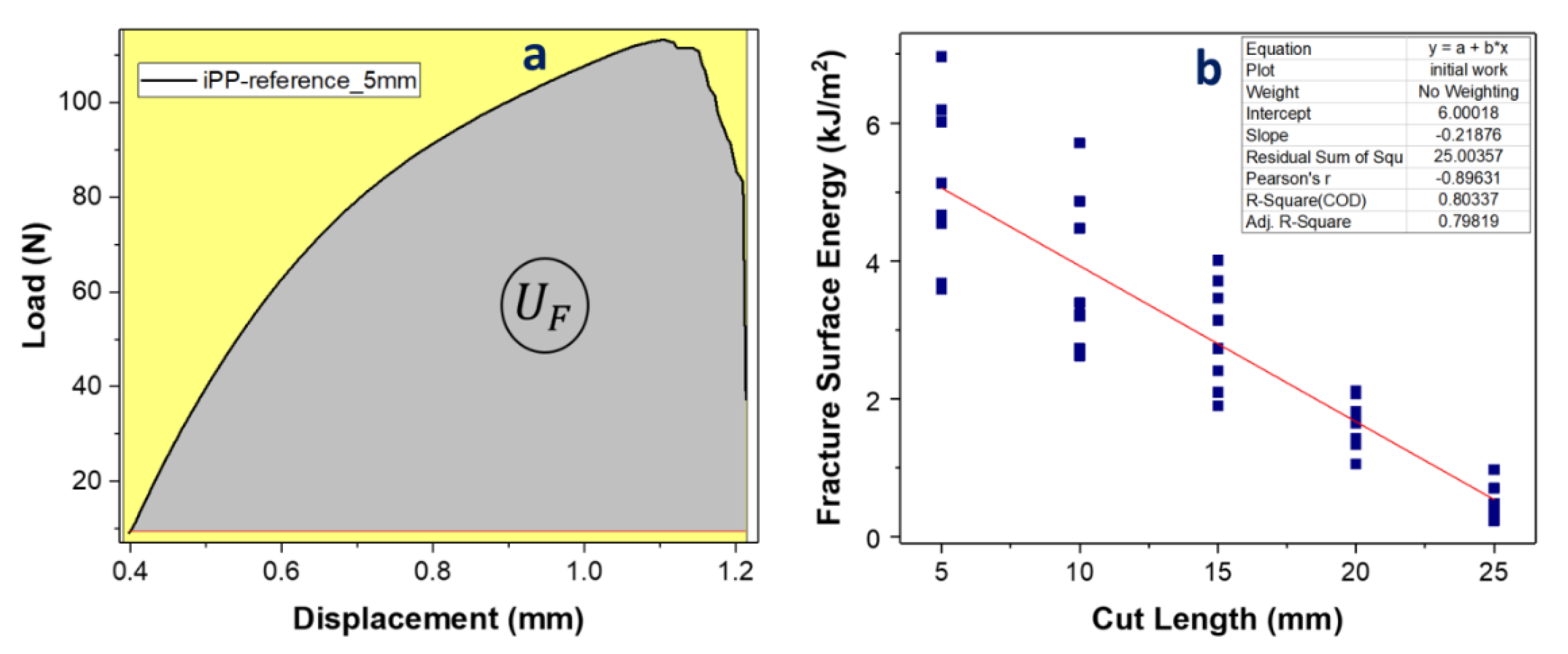
The nature of the fracture process (either controlled or catastrophic) depends on the length of the cut. Samples with lower cut length will experience more controlled fracture, while samples with higher cut length will experience more catastrophic structure. In controlled fracture propagation, all of the invested elastic energy from the tensile is converted to create a new surface during the crack propagation via breaking of the structural bonds. In a catastrophic fracture, the elastic invested energy is much higher than the required energy for surface formation—this excess energy is dissipated as heat, kinetic energy, plastic deformation, etc. A good example of catastrophic failure is glass breakage, in which some of the energy is dissipated via the sound of the breaking glass and not in the creation of a new surface. During crack propagation, a strain energy (proportional to c
2, when c is the crack length) from unloaded regions near the crack tip is released. At the same time, energy for bond breakage (proportional to c) is invested. The applied stress increases up to the onset of crack propagation; thereafter, the crack propagates at a constant strain energy release rate at controlled process [
19]. The nature of the complete fracture process depends on the initial cut (crack) length changing from catastrophic to controlled for shallower cuts. Theoretically, a complete conversion to fracture surface energy of the strain energy dissipated in the fracture process will occur for a cut length equal to the width of the sample.
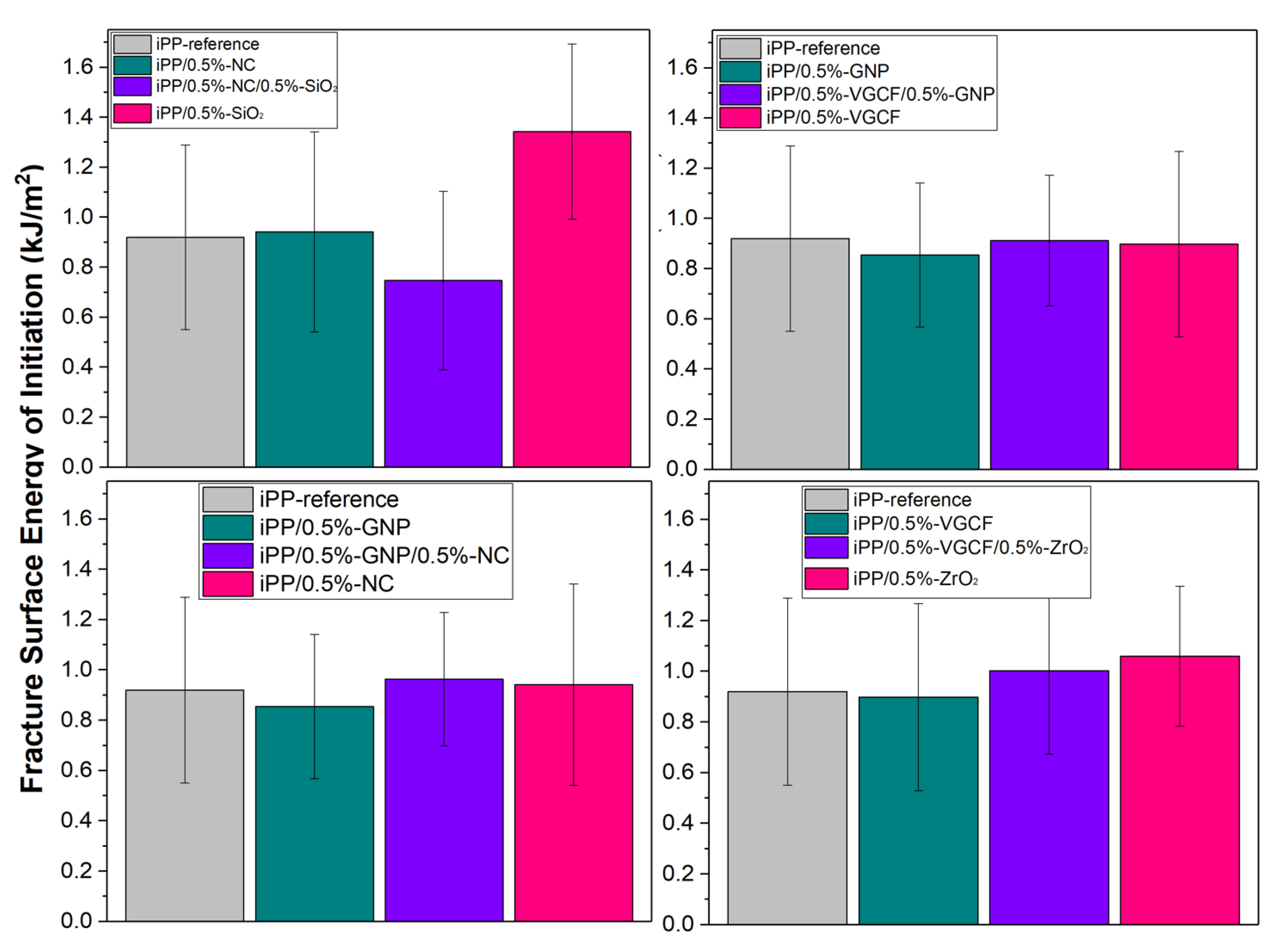
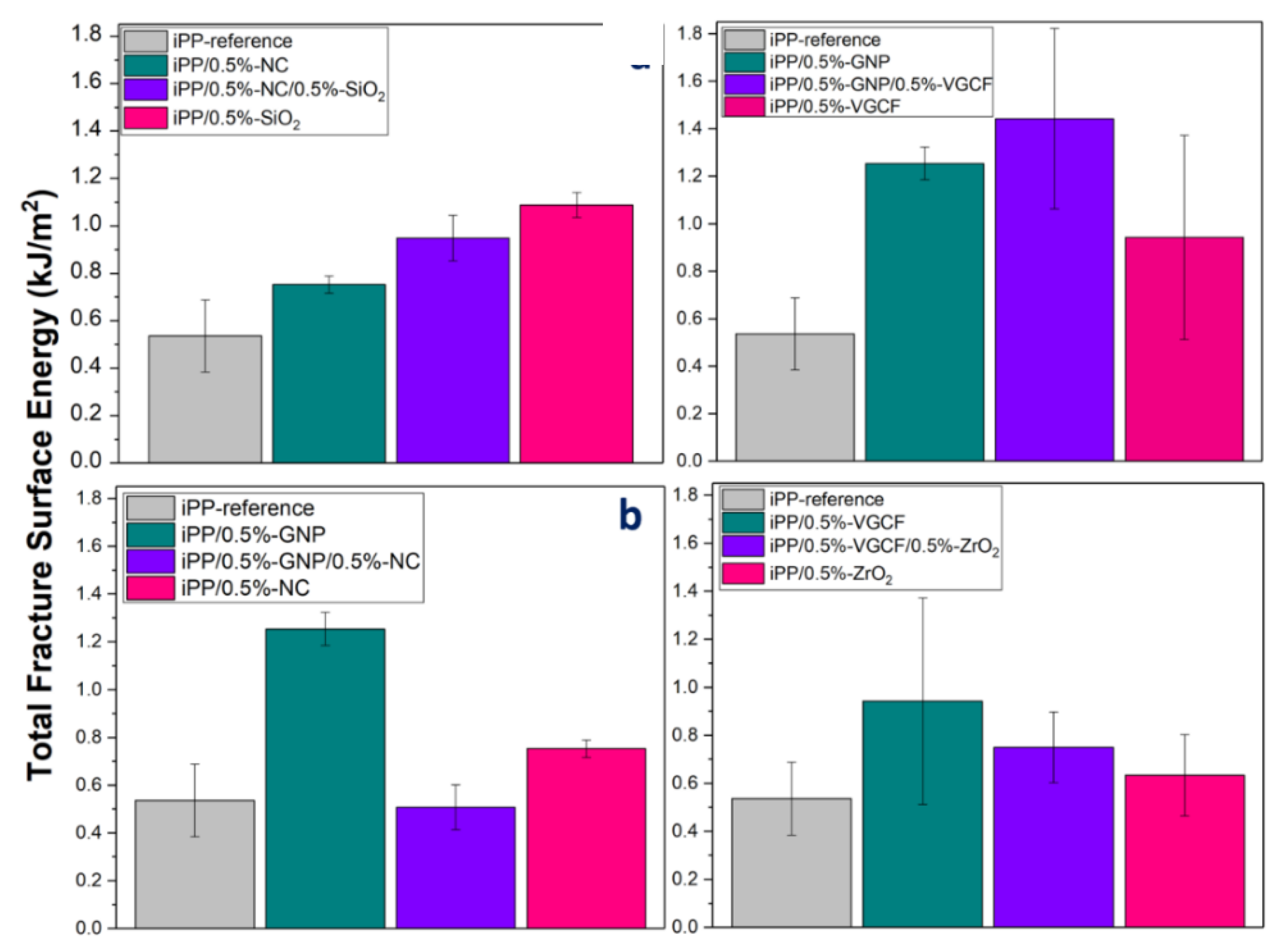
The results indicated that there were no significant differences for γ
I between the samples, and only one sample (iPP/0.5%-SiO
2) exhibited a significantly higher value. This may be attributed to the relatively high fracture surface area of the SiO
2 nanofibers, which allows the iPP to intercalate in between the nanofibers, leading to better interactions between the filler and the polymer. The fracture energy of initiation is a function of the stored energy up to fracture onset, which in turn depends on the quasistatic mechanical properties (modulus and strength) of the composites. Conversely, for γ
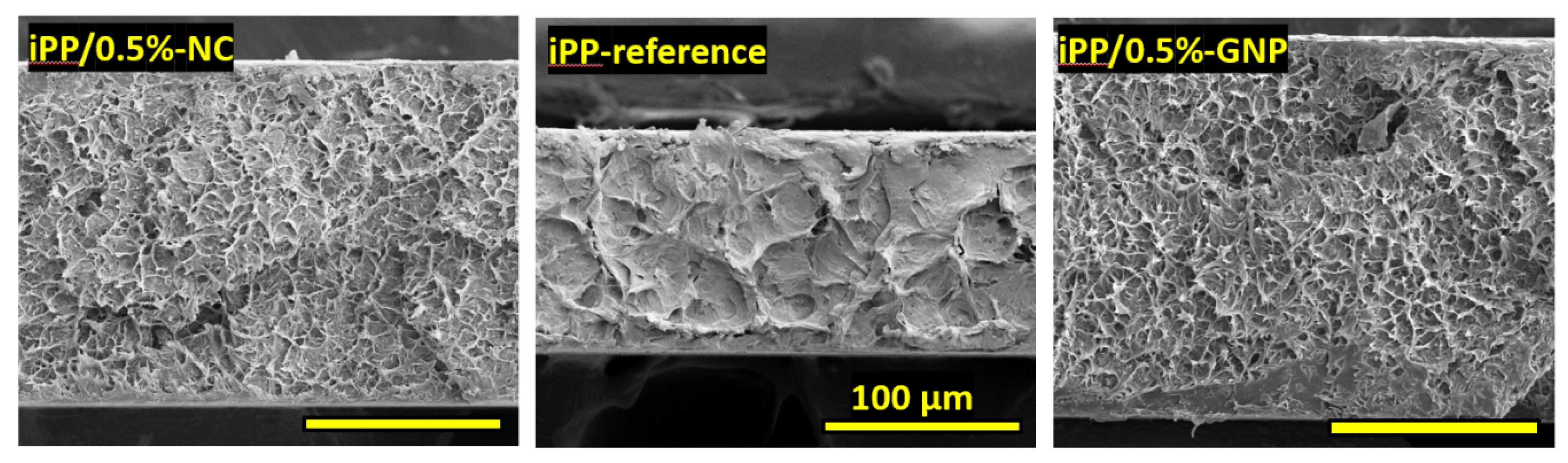
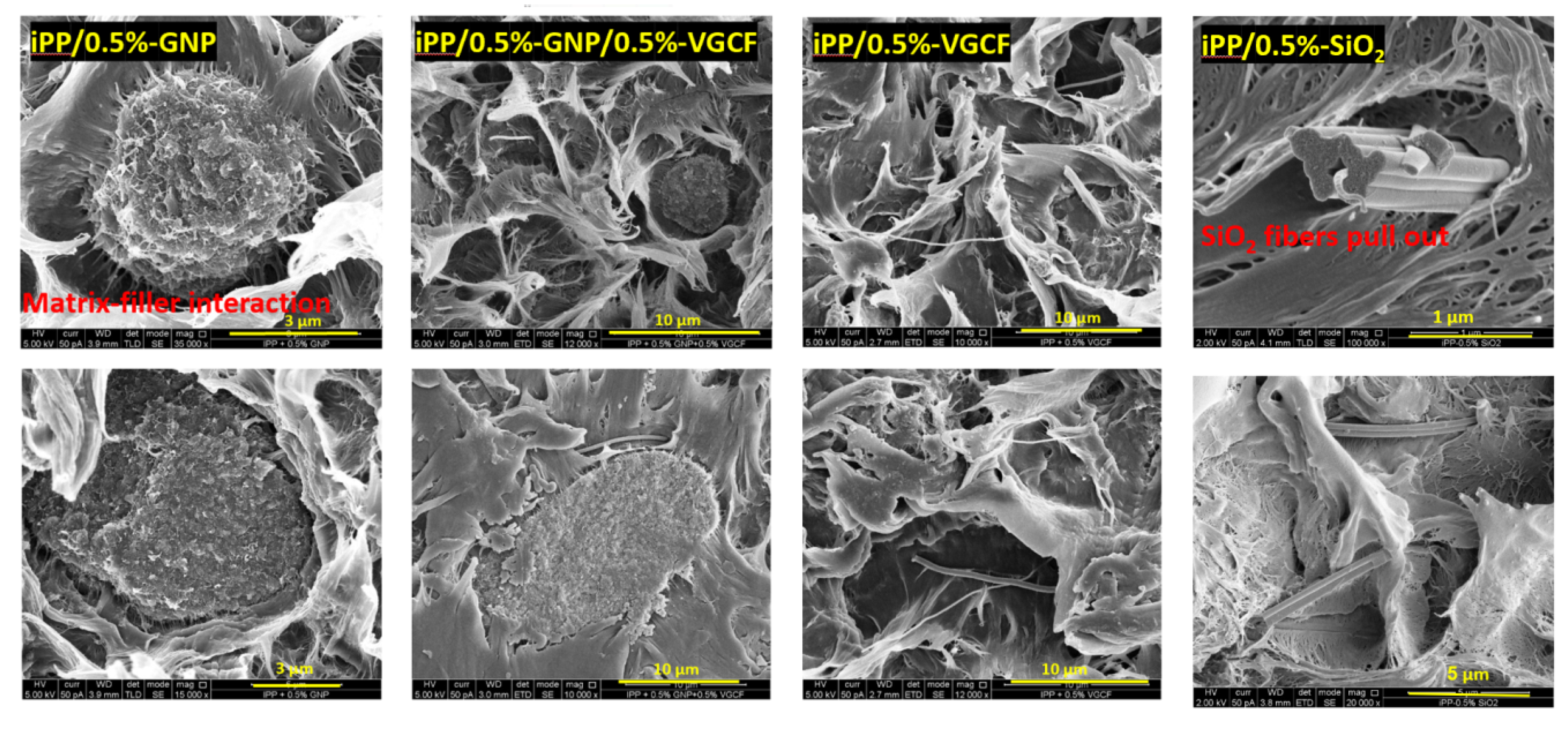
F, all the composite samples reached an enhanced fracture energy, in comparison to the neat iPP, wherein different energies were measured, reflecting their different compositions, geometries, and structures. Considering that all the samples were treated identically, the results and the quality of dispersions were a product of the type of nanoparticle and its interface with iPP. As pointed out in the previous section, SEM analysis (
Figure 7) revealed that fibrous nanofillers (VGCF, SiO
2, and ZrO
2) dispersed better than platelet fillers (GNP, NC). Nevertheless, it seems that the major factor for high fracture energy is the nature of the interactions between the advancing crack-front and the nanoparticles. The iPP/0.5%-GNP nanocomposite, which presented the best nanoparticle (GNP)-iPP affinity, exhibited the highest value of fracture energy regardless of the poor GNP dispersion quality, showing mainly large aggregates. Moreover, the nanohybrid of iPP/0.5%-GNP/0.5%-VGCF reached the highest value relative to all the nanocomposites and thus exhibited a positive hybrid effect. These results stem from the behavior of the respective parent nanocomposites as follows. The iPP/0.5%-VGCF nanocomposite in itself exhibited higher values than the neat iPP, showing the best dispersion of fully exfoliated single nanofibers with no aggregates. These well dispersed individual nanofibers of high aspect ratio could increase the energy by the classical debonding/fiber breakage/pull-out mechanism of fiber reinforced composites [
10,
20]. Conversely, the iPP/0.5%-GNP nanocomposite contained GNP aggregates of micro dimension, which contributed to the improvement of the fracture energy by the classical mechanism of crack-front pinning at adjacent particles and bowing away from them to increase the crack front surface area [
21].
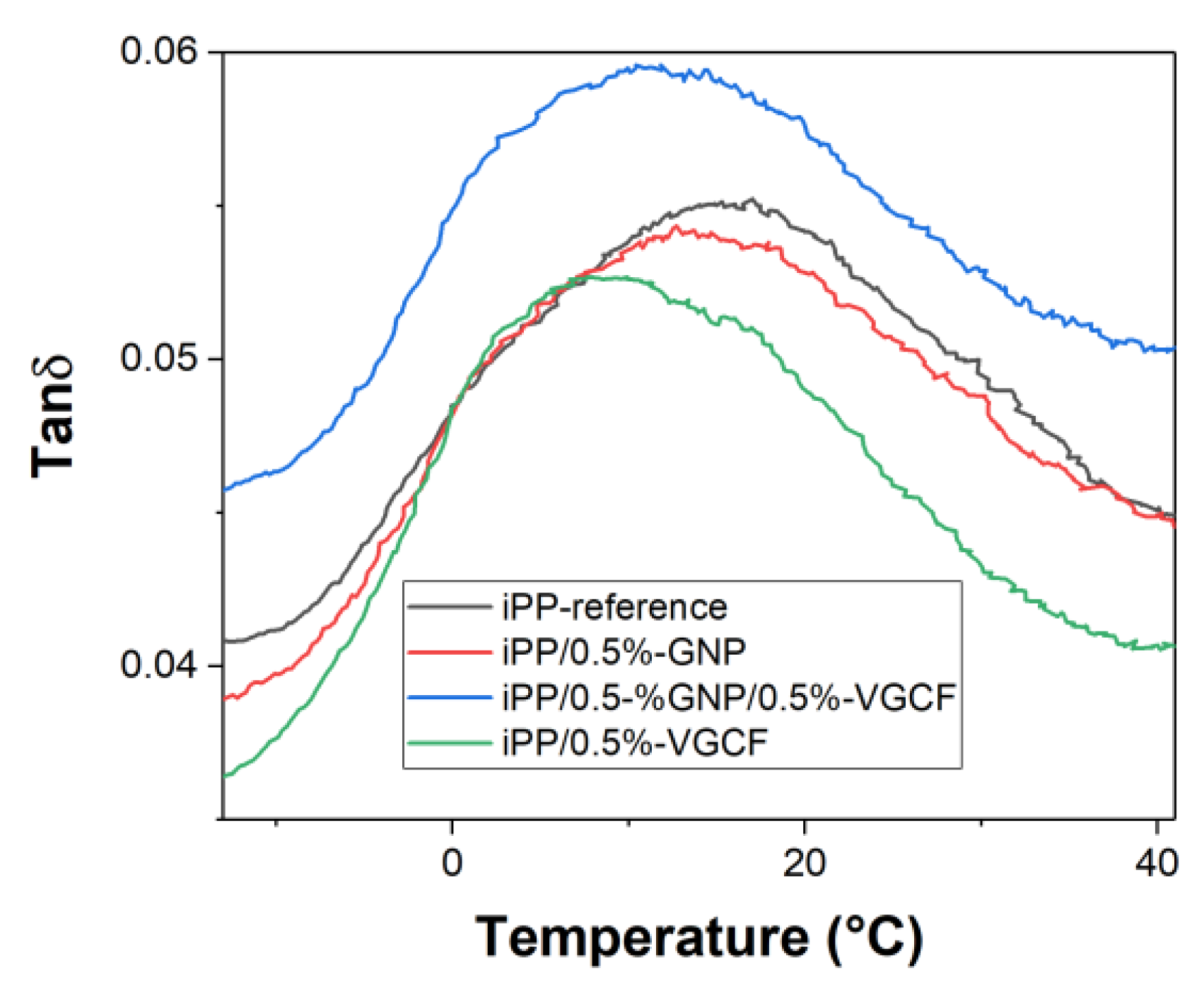
It is noted that the overall content of nanoparticles in the hybrids was twice of those in the parent composites. Yet, we suggest that the significantly high fracture toughness of the nanohybrid in this system may reflect a hybrid effect, wherein the energy dissipation that derives from the simultaneous occurrence of both the crack-front bowing and pull-out mechanisms is higher than the arithmetic sum of the weighted average contributions of the GNP and VGCF alone. This was corroborated by the DMA results showing that the nanohybrid exhibited the highest energy damping capacity by far, which was in agreement with the γF value of this system.
Another system that presented a large fracture energy improvement was the iPP/0.5%-SiO2 nanocomposite, which likewise exhibited a good affinity to the iPP matrix. Both the GNP and the SiO2 nanofibers have high surface areas, which may increase the adhesion with the iPP matrix, and, as a result, activate the mechanism of fracture energy dissipation more effectively.
In summary, the addition of nanoparticles raised the fracture toughness of the iPP matrix in all of the composite systems, regardless of the type of nanoparticle; the quality of the dispersion seemed to play a lesser role in improving toughness. Accordingly, nanoparticles of fibrous geometry presented more uniform dispersions of exfoliated particles than those of the platelet geometries, which generated higher fracture toughness values. Conversely, aggregated GNP nanoparticles produced higher fracture resistance than the individually dispersed VGCF. Apparently, the enhancement of fracture toughness by the nanoparticles is a product of the specific interactions that they generate with the advancing crack front. These interactions, such as fiber pull-out and crack-front pinning and bowing, which leave their marks on the fracture surfaces, depend for each particle on its chemical nature and affinity to the matrix, its physical properties and its geometry.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








