Recycling Waste Tires into Ground Tire Rubber (GTR)/Rubber Compounds: A Review


Department of Department of Chemical Engineering, Université Laval, Quebec, QC G1V 0A6, Canada
*
Author to whom correspondence should be addressed.
J. Compos. Sci. 2020, 4(3), 103; https://doi.org/10.3390/jcs4030103
Submission received: 13 July 2020
/
Revised: 28 July 2020
/
Accepted: 29 July 2020
/
Published: 31 July 2020
(This article belongs to the Special Issue Progress in Rubber Blends and Composites Technology)
Abstract
:Recycling and recovery of waste tires is a serious environmental problem since vulcanized rubbers require several years to degrade naturally and remain for long periods of time in the environment. This is associated to a complex three dimensional (3D) crosslinked structure and the presence of a high number of different additives inside a tire formulation. Most end-of-life tires are discarded as waste in landfills taking space or incinerated for energy recovery, especially for highly degraded rubber wastes. All these options are no longer acceptable for the environment and circular economy. However, a great deal of progress has been made on the sustainability of waste tires via recycling as this material has high potential being a source of valuable raw materials. Extensive researches were performed on using these end-of-life tires as fillers in civil engineering applications (concrete and asphalt), as well as blending with polymeric matrices (thermoplastics, thermosets or virgin rubber). Several grinding technologies, such as ambient, wet or cryogenic processes, are widely used for downsizing waste tires and converting them into ground tire rubber (GTR) with a larger specific surface area. Here, a focus is made on the use of GTR as a partial replacement in virgin rubber compounds. The paper also presents a review of the possible physical and chemical surface treatments to improve the GTR adhesion and interaction with different matrices, including rubber regeneration processes such as thermomechanical, microwave, ultrasonic and thermochemical producing regenerated tire rubber (RTR). This review also includes a detailed discussion on the effect of GTR/RTR particle size, concentration and crosslinking level on the curing, rheological, mechanical, aging, thermal, dynamic mechanical and swelling properties of rubber compounds. Finally, a conclusion on the current situation is provided with openings for future works.
1. Introduction
Vulcanized rubbers, as thermoset materials, show low elasticity and yield strain as well as high Young’s modulus. The vulcanization process results in the formation of a crosslinked structure inside the rubber that can resist against intensive shear and temperature applications, as well as environmental agents [1]. Rubbers have been extensively used in various applications ranging from household, healthcare, military, automotive and construction [2,3]. Automotive and truck tires are the main application of vulcanized rubber because of their high resistance to severe outdoor conditions (chemical reagents, high temperatures, radiations and shear stress) during their lifetime [4]. Despite the high life expectancy of new tires, which is at least 80,000 miles, a large number of scrap tires, about one billion end-of-life tires per year, are generated annually all around the world due to the increased number of cars on the roads [5]. From an environmental point of view, recycling waste tires with a non-biodegradable structure and a high volume of production raises concerns about waste tires management approaches. Landfilling, as the earliest waste management technique, causes health and environmental risks of accidental fires and contamination of the underground water resources [6]. Therefore, regulations for the recovery and disposal of waste tires have been introduced by governments and environmental organizations to adopt more ecofriendly recycling of waste tires. Also, from an economical point of view, discarded tires with low cost can be used in several markets such as tire-derived fuel [7,8], asphalt pavements [9,10], concrete [11,12], plastic composites [13,14], and rubber compounds [15]. Although waste tires have high calorific values to be used as fuel, scrap tires as active or inactive fillers (toughening agents for thermoplastics, thermosets and rubbers) are more profitable and ecofriendly. In order to melt blend waste tires with polymers, grinding methods are used for downsizing the discarded tires and produce ground tire rubber (GTR) having small particle sizes (granulates in the range of 0.5–15 mm and powders with sizes less than 0.5 mm) [16]. However, poor bonding between GTR and most polymer matrices is leading to low mechanical strength and low durability of the resulting compounds, which is a significant challenge limiting the performances of the blends [17,18].
To overcome this challenge, various techniques, such as GTR surface modification [19,20], devulcanization [21], dynamic vulcanization [22], and compatibilizing agent addition [14,23], have been used to increase the GTR-matrix interfacial adhesion generating improved homogeneity and processability, as well as mechanical and long term (durability) properties of the compounds. Recent advances and opportunities on the use of GTR as an inexpensive filler in construction [24,25], energy storage [26], and polymer blends in general with a focus on thermoplastic matrices [16,27] have been reviewed. However, there is very limited work focusing on the recent advances and evolution of GTR application in virgin rubbers. Therefore, to address this gap in the literature, this paper not only reviews the evolution of GTR recycling methods, downsizing techniques, GTR devulcanization and surface treatments, but also reports on the recent development and opportunity of using GTR in rubber formulations.
Tire Composition
Waste automobile and truck tires are the main sources of waste rubbers. Figure 1 shows a typical structure of a tire with its components. The exterior tread to the interior lining of the tire consists of different materials with specific properties. The tread, which is the part in direct contact with the road, is mainly composed of natural rubber (NR) and synthetic rubbers. Rubber, steel and textiles can be used in the composition of the belts depending on the tire application (car, truck, off-the-road, etc.). The materials in the sidewalls require good resistance to crack propagation and attack by ozone (O3) in air, while abrasive wear resistance is the main requirement of rubber treads. The inner liner, responsible for maintaining the air pressure, is made of butyl rubber with a low air permeability and good rolling resistance. The carcass and the beads are composed of twisted metals or textile cords and metal alloy coated steel wires, respectively [28,29].
The tire composition depends on different parameters such as long distances, plane braking, road quality and temperature since the tires need to show extremely high resistance to severe outdoor conditions (chemical reagents, high temperatures, radiations and shear stress) expected during their lifetime. As presented in Table 1, the main components of a tire formulation are natural and synthetic rubbers, carbon black, metal, textile fabrics and other additives with specific concentration depending on the type of tire [30].
The rubber fraction of a tire, mostly in the treads (32.5 wt.%) and the sidewalls (22 wt.%), is a mixture of NR (polyisoprene) and synthetic rubbers such as polybutadiene (PB), styrene-butadiene rubber (SBR) and butyl rubber. The chemical structure of each component is presented in Figure 2 [28,30].
Carbon black and silica play important roles in the mechanical reinforcement and abrasion resistance of a tire depending on their size, structures and content. Recently, silica compounds gained more attention to replace carbon black to produce more ecofriendly tires. Metals, such as steel and alloys, are used to reinforce the tires. However, textiles, such as natural rayon, polyamide and polyester, are mostly used in car tires to replace metals and produce lightweight tires [28,31].
Vulcanization agents (sulfur and sulfur compounds) and different additives (stabilizers, antioxidants, antiozonants, extender oils and waxes) are used in a tire formulation to induce the crosslinked structure and be resistant to photochemical decomposition, chemical reagents, high temperatures and biodegradability [32]. Other additives such as small amount of elements, like calcium, magnesium, sodium, potassium and chloride, can be added to improve the tire properties and durability. Because of their very complex formulation (high number of different components with a wide range of concentration), recycling of waste tires through ecofriendly and inexpensive methods is a serious challenge for the tire industries [33].
2. Tire Recycling
Recycling of waste tires raises significant environmental concerns due to the highly crosslinked structure of vulcanized rubbers and their chemical composition containing toxic components like leachable heavy metals [25]. About 270 million discarded tires are annually generated in the USA alone. This leads to the necessity of finding easy, energy-efficient and cost-effective methods to recycle waste tires [34]. Different solutions have been introduced to reuse discarded tires in order to decrease the amount of disposable scrap tires as poor degradable waste materials in the environment. According to the US Tire Manufacturers Association [35], 16% of waste tires are still landfilled, which do not easily degrade and remain for long periods of time in the environment. However, 86% of scrap tires are being recycled in different ways such as retreading, incineration for energy recovery, pyrolysis to obtain gas and carbon black, as well as shredding to produce small particles used as fillers in a wide variety of matrices such as asphalt, concrete and polymers. These recycling methods not only help to keep the environment safe, but also contribute to the economic growth of several markets such as artificial reef, erosion control, breakwaters, floatation devices, athletic tracks, playground surface, rubberized composites and many more [27,36].
An ideal solution for waste tire management should not have any adverse effect on the environment and safeguard natural resources by using less raw materials, as well as creating industrial applications with commercial added-values. So far, several studies were devoted to improve the common recycling methods and introduce novel techniques for the management of waste tires (disposal issues). The main techniques to recycle waste tires can be classified into retreading, incineration, pyrolysis and blending (composites) through downsizing (particle size reduction) for their incorporation into matrices as explained later [6,37,38].
2.1. Retreading
Retreading is a process to increase the lifetime of a used tire by stripping off its tread and applying a new one via cold or hot processes. However, this method is practical only to recycle tires having no damage to the carcass and passing a wear and tear inspection [39,40]. Usually, the tire carcass goes through a recapping system to introduce a new tread to the tire. The retreading process only needs 30% of the energy and 25% of the raw materials required to produce a new tire [41]. Not only is this method cost effective to recycle discarded tires, but is also an ecofriendly and waste-free method as rubber buffing is the only by-product which can be an appropriate filler for concrete and polymer composites. However, the disadvantages of retreading are low quality and safety concerns at high speeds, limiting the application of this recycling technique for passenger cars. Nevertheless, end-of-life truck tires can be easily retreaded [39,40,42].
2.2. Incineration
Incineration, as a self-supporting and exothermic process occurring above 400 °C, is used for energy recovery due to the high calorific value of waste tires compared to that of coal (18.6–27.9 MJ/kg). Waste tires, with a calorific value of 32.6 MJ/kg, are used as a fuel source for the production of steam, electrical energy, pulp, paper, lime and steel [43]. Also, Oriaku et al. [44] reported on the recovery of carbon black (CB) via incineration by burning the tire in a limited air supply. The recovered material can be used in small scale industries for the production of printing inks and paints. The main advantages of incineration are low energy production cost and maximum heat recovery. However, atmospheric contamination by flue gas and particle emission are sources of air pollution needing to be carefully addressed [45].
2.3. Pyrolysis
Discarded tires are an excellent source of hydrocarbons that can be reused in the form of gas, oil and residues through pyrolysis. Pyrolysis can be classified into a catalytic or non-catalytic reaction, which is a thermal decomposition of the waste tires above 400 °C in an oxygen-free environment [46]. Tire pyrolysis oil (40–60 wt.%), gas (5–20 wt.%) and char (30–40 wt.%) are the main products of waste tire pyrolysis. The oil, gas and residues can be used for carbon nanotube (CNT) synthesis, as fuel in the pyrolysis process and the production of porous activated carbon, respectively [47]. The waste tires pyrolysis products and main applications are presented in Figure 3. However, this solution for waste tire management requires large pyrolysis plants, which are costly to build and operate (high temperature with low pressure) with limited industrial applications at large scales [26].
2.4. Material Composite
Waste tires contain natural and synthetic rubbers, which are appropriate reinforcing materials for composite production. Blending waste tires with virgin matrices not only decreases the cost of the final products, but also lowers the amount of virgin materials being used [27]. For example, the addition of crumb tire as light fillers in asphalt is used in highways enhancing the road surface quality (lower surface rutting), thermal stability and resistance to aging [48]. Scrap tires are also being used for construction applications as fillers in cement mortar for the production of concrete compositions more resistant to bending, dynamic loading and cracking [49]. They are also improving the thermal insulation and acoustic properties, as well as decreasing moisture absorption and permeability to chloride ions [50,51]. Blending waste tires with polymer matrices (thermosets, thermoplastics and rubbers) results in low cost and green composite blends with the possibility of commercialization as substitutes for existing equivalent products. These polymer composites are being used in different applications such as mats, playground surfaces, athletic tracks, and automotive parts [38,52].
Shredding of discarded tires into ground tire rubber (GTR) with small particle sizes and higher specific surface areas improves the filler distribution into matrices and increases the chance of better bonding with rubber chains. Shredding waste tires, also known as downsizing or down-cycling, requires the removal of the textile and steel reinforcements from the rubber particles by pneumatic separators and electromagnets during grinding, respectively [53]. Figure 4 presents typical images of the rubber crumb particles and fibers separated during a grinding process [54]. Different grinding processes have been developed such as cryogenic, ambient, wet and water jet. Each method produces different particle sizes from shred (50–300 mm) to fine powder (<500 μm) with various surface topography. Both parameters are known to have a direct effect on the final properties of each compound [25,55].
Ambient grinding (air impact and water jet) is based on passing the waste tires through the nip gap of a two-roll mill to decrease the particle size. During this milling step, the temperature may rise up to 130 °C [38,56]. Increasing the number of passes leads to smaller particles size, but increases the processing costs. Metal and polymer fibers can be removed from the tire chips (around 5 cm) from a previous step and the remaining rubber particles can be used for further size reduction via granulators, cracker mills and micromills [5]. On the other hand, wet grinding is based on circular grinding plates moving concurrently and lubricated by water, which is also used to control the temperature, and requiring a water jet with pressure above 2000 psi to strip the rubber. However, different parameters, such as water flow rate and the area over which such pressurized water is applied, can determine the efficiency of this process [57]. Also, solution grinding is widely used by swelling the rubber chips in a solvent such as aromatic or chlorinated hydrocarbons before being fed into the gap of the grinding plates to obtain tire powders (<1 mm) [58]. Finally, cryogenic grinding is using liquified gases to change the elastic rubbery chips into brittle particles to eliminate the rubber degradation due to the heat buildup associated with shearing at ambient conditions. In general, the rubber chips are immersed in liquid nitrogen (LN2) to convert them into brittle materials below their glass transition temperature (Tg) followed by grinding through a hammer mill. Cryogenic grinding benefits from higher production rate and lower milling energy consumption compared to ambient grinding and solution processes [59]. Figure 5 shows that cryogenic grinding leads to a smooth rubber particle surface compared to ambient grinding. Therefore, GTR particles obtained from cryogenic processes have lower surface roughness and lower specific surface area leading to poor physical bonding with polymer matrices when blended. Nevertheless, cryogenic grinding operational cost for the production of finer particle sizes (<100 μm) is lower than that of ambient grinding, although the liquid nitrogen consumption is driving the production cost. In all cases, the final particle size is controlled by the number of grinding cycles and the residence time inside the grinding process [38].
3. GTR in Blends
Blending a polymer matrix and GTR (surface modified) with elasticity and impact resistance might result in improved blend properties, such as tensile strength and elongation at break, depending on the level of interfacial interaction between the GTR and the matrix [13,17,22,60]. The incorporation of even as little as 10 wt.% GTR into polymer matrices (thermosets, thermoplastics and rubbers) leads to large consumption of waste tires as a partial replacement of virgin polymers [38]. However, GTR loading in composite materials is limited due to poor interactions between GTR and polymer resulting in a loss of physical and mechanical properties of the blends [13]. This is why several studies have been conducted to find proper techniques to incorporate higher amounts of GTR (above 50 wt.%) into polymer matrices to decrease the costs and uses of fresh/virgin materials. Different approaches, such as compatibilization, surface modification and regeneration, have been introduced to address this challenge and improve the interfacial adhesion between the components [27]. Copolymers with similar segments to the blend components can be used to compatibilize GTR filled blends by acting as (physical/chemical) bridges in immiscible polymers improving compatibility [16]. For example, polyethylene-grafted-maleic anhydride (PE-g-MA), as a well-known compatibilizer, is used to decrease the interfacial tension and stabilize the blend morphology of GTR filled polyolefin blends [13,55]. Surface modification leads to the generation of peroxy, hydroperoxy, hydroxyl and carbonyl groups on the GTR surface to promote interaction with polar polymers or reactive compatibilizers. In this method, oxidizing agents, such as potassium permanganate (KMnO4) [61], nitric acid (HNO3) and hydrogen peroxide (H2O2) [62], and sulphuric acid (H2SO4) [63], as well as energy radiation (microwave [21], gamma [64], and plasma [19]), and ultrasonic waves [65]) have been used for GTR surface treatment. Also, rubber regeneration is used to partially destroy the crosslinked structure and induce more chain mobility (molecular freedom) for better GTR bonding with the matrix chains [66]. All these techniques will be explained in more detail later, including a general discussion on the effect of GTR on the final rubber compounds properties.
3.1. Modification of GTR
Insufficient interfacial adhesion and bonding between the crosslinked or partially regenerated GTR and the continuous phase is the main problem associated with GTR introduction into different polymer matrices, especially at high concentrations (above 50 wt.%). This must be solved to achieve good adhesion and interfacial stress transfer to produce good mechanical strength and long term stability [16]. Therefore, GTR surface modification offers specific interaction sites between the phases resulting in improved interfacial adhesion (lower interfacial tension), avoiding particle agglomeration and morphology stabilization during processing [67]. Consequently, better compatibility in the blends leads to higher mechanical properties as a result of a strong interphase and smooth interfacial stress transfer.
Compatibilization approaches can be classified as physical and chemical methods in which chemical compatibilization is divided into reactive and non-reactive methods [68]. Physical compatibilization is performed to improve the surface activity and roughness by applying external forces such as mechanical or thermo-mechanical shearing [69], microwave [70], γ radiation [64], ultrasonic waves [65], ultraviolet (UV) light [71], ozone [67], plasma [19], and corona discharge [72] treatment to create a thick interphase and improve wetting. On the other hand, reactive compatibilization methods are associated to reactive molecules added during mixing to form a chemically linked interphase, while non-reactive methods are based on the introduction of copolymers (block or graft) and/or nanoparticles (NP) to improve the blend compatibility [14,20,23,73]. It should be mentioned that rubber regeneration also leads to some compatibilizing effect due to possible molecular entanglement with thermoplastic resins and curable rubbers [74].
3.1.1. Physical Methods
Zhang et al. [69] reported an economical method of waste tires recycling by the preparation of compounds based on GTR and waste tire fibers using mechanical milling. As the pan-mill method exerts strong shear forces, a process similar to pulverization was obtained, leading to better dispersion and activation of the materials surface by scission of the vulcanized GTR structure. As shown in Table 2, increasing the number of milling cycles generated a large number of oxygen containing groups on the GTR particle surface attributed to the reaction between the atmospheric oxygen and the free radicals produced during pan milling. Higher oxygen functional group content implies a higher number of polar groups improving the interfacial interactions (adhesion) between GTR and waste fibers.
Low temperature plasma (LTP) is a promising approach for GTR surface modification at room temperature by applying energies less than 20 eV without significant damage of the bulk materials [75]. Different gases such as air, oxygen, nitrogen, hydrogen or ammonia can be used for hydrophilic modification, while tetramethyl silane, carbon tetrafluoride or glycidyl methacrylate are preferred for hydrophobic modification. The plasma conditions lead to easy cleavage of the surface chemical bonds and the formation of functional groups, surface roughness, crosslinks, graft polymerization and thin film coating. Figure 6 presents the different cases [76].
Xiaowei et al. [77] studied the surface modification of GTR by oxygen plasma and the polymerization of ethanol to introduce surface functional groups. As shown in Figure 7, electron bombardment leads to the simultaneous dissociation of O2 molecules and the rupture of C–X or C=C bonds on the GTR main chains or branched chains. Next, the dissociated ethanol molecules (free radicals) react with the functional groups and are grafted on the GTR hydrocarbon chains. From this process, a substantial increase of the surface roughness was reported as a result of ethanol LTP polymerization and specific surface area of the GTR increased from 0.12 to 0.28 m2/g after modification. Also, ATR-FTIR and XPS analysis results confirmed the formation of hydrophilic groups such as –COOH, C–OH and –CHO on the GTR surface as the oxygen content increased from 8.1% to 14.5% and enhanced wetting was confirmed by the decrease of the liquid droplet contact angle on the GTR surface from 122o to 34o.
Ozone (O3) is widely used for the surface oxidation of materials to increase the polarity resulting in better interaction between the phases. Also, a combination of UV-ozone treatment is used for the surface modification of silicon rubber membranes [78], and micro-patterning application [79]. Cataldo et al. [80] worked on the surface oxidation and functionalization of GTR using ozone as the active agent. To prevent the risk of GTR spontaneous ignition in a fixed bed reactor, the reaction was performed in a fluidized bed reactor. An evacuated large round bottomed flask was filled with an O3/O2 mixture and was allowed to reach the desired degree of oxidation (ξoxy) according to:
Figure 8 presents the FTIR spectra where the changes in infrared absorption bands related to the degree of oxidation and the formation of functional groups on the GTR surface can be seen. Increasing the degree of oxidation up to 26 mg/g led to a more intense absorbance peak of the ketone band at 1710 cm−1, which was also shifted to lower wavenumbers than the normal ketone band (1640 cm−1). Also, split bands related to C-O stretching, together with peroxide and ozonide absorption, are present around 1090 cm−1 with increasing levels of ozone treatment. The hydroxyl and hydroperoxide stretching bands also appear around 3410 cm−1 [80].
Martínez-Barreraa et al. [64] worked on GTR surface modification by gamma rays at 200, 250 and 300 kGy. SEM images in Figure 9 show that the untreated GTR particles have a smooth and grated surface with some small particles. However, increasing the gamma radiation energy from 200 kGy to 300 kGy increased the surface roughness with more pronounced cracks and some small cavities. It is expected that the ionizing energy of the gamma rays can form free radicals and chain scissions to produce oxygen functional groups. However, too high intensity leads to the degradation of the rubber chains indicated by the presence of detached particles, cavities and cracks.
3.1.2. Chemical Methods
As mentioned before, the chemical compatibilization of GTR can be done via non-reactive or reactive methods. Fazli and Rodrigue reviewed the different chemical compatibilization methods to improve the interfacial adhesion between GTR and thermoplastics for the production of thermoplastic elastomer (TPE) compounds [27]. For non-reactive methods, different block or graft copolymers such as PE-g-MA [22], styrene-butadiene-styrene block copolymer (SBS) [81], ethylene-vinyl acetate (EVA) [82], and polyolefin elastomer based on ethylene octene copolymer [14] have been used to increase the compatibility of GTR containing blends.
For example, Wang et al. [23] studied the effects of SBS on the mechanical and morphological properties of high density polyethylene (HDPE)/GTR blends. Figure 10 presents typical stress-strain curves of the blends for different SBS loading. The addition of 12 phr SBS significantly improved the tensile strength of HDPE/GTR blends from 11.8 MPa (0 phr SBS) to 15.0 MPa. Also, the elongation at break of the blends increased from 200% to 360% with 12 phr SBS.
The fractured surface morphology of the uncompatibilized blends (Figure 11a,b) shows a smooth and clean surface due to easy GTR particle removal (pull-outs) from HDPE. However, SBS addition shows no tearing strips indicating better elastic recovery ability and better interaction between the GTR and HDPE (Figure 11c,d) [23].
Also, the addition of nanoparticles (NP) such as nanoclays with large specific surface area and high aspect ratio (for natural montmorillonite clay, the specific surface area is 750 m2/g with an aspect ratio of 200–1000, [46]) in rubber compounds have attracted numerous research interests due to the reinforcement potential giving superior mechanical, thermal and barrier properties [83,84]. Moreover, the incorporation of NP (1–10 wt.%) into incompatible blends containing GTR results in a morphological stabilization by selective localization at the interface decreasing the interfacial tension and preventing droplet coalescence during melt blending. The filler particle size and specific surface area, as well as its interactions with the matrix and good dispersion state, are controlling the NP efficiency in immiscible polymer blends [85].
Shan et al. [86] reported on the reinforcing effect of exfoliated organoclay (3 phr) in NR/SB as substantial improvement in tensile strength (92%) and tear strength (63%) was observed. The incorporation of 3 phr organoclay also decreased the scorch time and optimum curing time (T90, cure for 90%) of acrylonitrile butadiene rubber (NBR)/SBR from 2.48 and 14.08 min to 1.06 and 8.03 respectively, indicating that the organoclay acted as a vulcanization accelerator.
Satyanarayana et al. [73] studied the effect of modified montmorillonite (MMT) on the phase morphology of incompatible polar carboxylated nitrile rubber (xNBR)/nonpolar NR evaluating the solubility parameter and interaction parameter (X). As expected, a lower difference in interaction parameter between NR-toluene and Cloisite 15A-toluene (XNR/ toluene-X Cloisite 15A/toluene = 0.04) compared to that of xNBR-toluene and Cloisite 15A-toluene (XxNBR/toluene-XCloisite 15A/toluene = 0.17) was observed as the majority of Cloisite 15A (at 8 phr) migrated to the NR phase resulting in a morphology stabilization (suppressed NR droplet coalescence) leading to a better compatibilizing effect on the system.
As mentioned above, reactive chemical compatibilization is performed through the formation of block or graft copolymers in situ acting as a bridge through covalent reactions of the functionalized components [27]. The main reactive compatibilizers are based on reactive groups randomly grafted onto the main chain inducing a linear structure. Graft compatibilizers have segments showing chemical affinity towards the blend components to decrease the interfacial tension, improving the droplet phase dispersion and stabilizing the morphology [87]. Maleic anhydride (MA) is widely used for the surface modification of rubbers to enhance compatibility and interfacial adhesion of immiscible blends [20,88,89]. Yassin et al. [20] worked on the graft polymerization of styrene and maleic anhydride (MA) onto the GTR surface using H2O2 as an initiator. The grafting level of styrene increased from 2% at 75 oC to 23% at 125 oC. Higher temperatures induced better chain mobility inside the GTR and increased the chance of styrene grafting on its active sites. However, temperatures above 125 oC led to a lower grafting level attributed to the degradation of the grafted monomers. Abou-helal et al. [89] reported on the positive effect of MA grafted on ethylene-propylene-diene monomer (EPDM) rubber to improve the compatibility of EPDM/NR compounds. As expected, the tensile strength and elongation at break of compatibilized EPDM/NR blends increased with higher MA concentration. For example, the tensile strength and elongation at break of EPDM/NR (25/75) increased from 2.4 MPa and 250% to 3 MPa and 290% respectively, by increasing the MA content from 1.5 to 6 phr. This behavior was attributed to a better penetration of the similar segments of the compatibilizers to that in rubbers at the interphase with increasing MA content. Thus better interfacial interaction provided better stress transfer and overall mechanical properties.
3.2. Regeneration of GTR
GTR regeneration is widely used to convert a three dimensional (3D) crosslinked, insoluble and infusible vulcanized rubber (100% gel content) into partially soluble materials with lower crosslink density having more chain mobility. The process leads to a material called regenerated tire rubber (RTR). The soluble fraction of RTR with high molecular weight (MW) results in sufficient bonding with the polymer matrix to improve interfacial adhesion between the phases [90]. Swelling degree estimation combined with the Flory–Rehner equation is used to determine the gel content to quantify the crosslink density [91]. Devulcanization and reclamation are also being used interchangeably related to the process of destroying the crosslinked structure of thermoset rubbers. However, devulcanization aims at S–S and C–S selective bonds scission for partial breakdown of the 3D network of the vulcanized tire to achieve plasticity, while reclamation is associated with the rubber backbone (C-C bonds) degradation to decrease the MW. However, the selective rupture of the crosslinked network is not possible without damage to the backbone chain since the required energies to break the S-S and C-S bonds (227 kJ/mol and 273 kJ/mol, respectively) are very close to the energy required to break the C-C bonds (348 kJ/mol) [66,92]. In this review, both reclaimed and devulcanized processes are associated with regeneration processes to produce RTR particles.
GTR regeneration processes are classified as physical and chemical processes in which thermo-mechanical [93], microwave-assisted [21,94], ultrasonic-based [65,95,96], and thermochemical processes [97] are broadly studied. A detailed description of these methods is reviewed in numerous papers and patent applications [28,74,90,92]. In general, physical regeneration uses external energy sources to breakdown the vulcanized structure, while chemical regeneration is based on organic and inorganic reclaiming agents to react with the crosslinked rubber. Not only sulfide and mercaptan compounds are being used in chemical regeneration processes, but also non-sulfured agents have attracted attention due to ecological and economic benefits [92]. A brief description of the main GTR regeneration processes is presented next.
3.2.1. Thermo-Mechanical Processes
This process is based on the shear (mechanical energy) and heat around 200 oC (thermal energy) using mills and twin-screw extruders to decrease the rubber MW. There is also substantial heat generation (friction) generated in these processes. The use of different solvents such as hexane, supercritical fluids or oils are effective for better heat transfer, as well as swelling the rubber to impose internal stresses making the crosslinks easier to break [98]. Although batch processes, like open mills, were used for GTR regeneration, continuous processes using extruders attracted more attention due to better scalability for industrial application. Figure 12 presents a typical screw configuration for a co-rotating twin-screw extruder which is divided into three zones. The first section is composed of conveying and kneading elements followed by the devulcanization zone in the second part. The last part consists of the discharge zone after a vacuum extraction step to remove the volatiles [66].
Yazdani et al. [99] studied the effect of the barrel temperature and the screw speed of a twin-screw extruder on the GTR regeneration rate. It was found that increasing the temperature from 220 to 280 °C at constant screw speed (120 rpm) led to slightly lower regeneration rate from 88% to 85% which might be related to the degradation of the backbone chains instead of the crosslinked network. Similar results were reported by other studies focusing on the effect of processing parameters (compounding sequence, feeding speed, screw speed and temperature profile) on the GTR regeneration rate [100].
Formela et al. [93] studied the effect of the extruder operation by comparing a counter-rotating (screw profile A) and a co-rotating (screw profile B and screw profile C) screw. They reported a decrease of the screw torque and crosslink density and hence a higher regeneration rate by increasing the speed of the counter-rotating twin-screw extruder. They used Horikx’s theory to quantify the difference between crosslink scission and main chain scission during the regeneration process [101]. Horikx’s theory describes the relationship between the sol fraction and changes in the crosslinking density after degradation via:
where v1 and v2 are the crosslinking density before and after regeneration (mol/cm3) respectively, while S1 and S2 represent the sol fraction before and after regeneration (%), respectively. According to the sole fraction curves, the results lower than the theoretical values indicated a selective rupture of the crosslinks (S-S and C-S bonds) during regeneration [102]. Although GTR regeneration was achieved with the counter-rotating twin-screw extruder, the co-rotating design achieved better RTR mechanical properties (closer to virgin rubber).
Most GTR regeneration based on thermo-mechanical processes use reclaiming agents. For example, Shi et al. [103] studied the effect of different regeneration factors, such as temperature, shear force, reaction time, regeneration atmosphere and regeneration agent, on the GTR structure and properties. They used a regeneration activator (RA 420; Henan Jinfeng Chemical Industry, Zhumadian, Henan, China) and diphenyl disulfide (DD) as reagents and observed that high temperatures (200–240 °C) and strong shear forces in a twin-screw extruder led to lower tensile strength and elongation at break attributed to the degradation of the main polymeric chain and a high sol fraction with low MW. The incorporation of RTR into NR increased the tensile strength and elongation at break of NR/GTR from 15 MPa and 350% to 21 MPa and 550%, respectively. These variations were related to the partial break-up of the crosslink network and good interfacial interactions between RTR and NR.
3.2.2. Microwave Method
Microwave regeneration can be performed on GTR having polar groups by applying a 915 to 2450 MHz frequency and 41 to 177 Wh/lb energy to destroy the crosslink bonds and produce RTR with properties very close to the original rubber [90]. Garcia et al. [21] reported long microwave exposure (7 min) of GTR (NR, SBR and carbon black) resulting in lower gel content by breaking the sulfur crosslinks (C-S and S-S) and carbon (C-C) bonds leading to higher RTR chain mobility (fluidity).
Figure 13 shows SEM micrographs of the GTR sheets surface after microwave exposure for 5, 6 and 7 min. Homogenization of the modified GTR in an open two-roll mill enabled the sol phase to more efficiently wet the gel phase. This is why GTR7 shows a smoother surface with smaller voids due to its higher fluidity and sol fraction as a result of a higher level of regeneration. On the other hand, GTR5 shows larger voids because of weak interaction because the rigid particles (higher crosslink density) were not able to deform under mechanical shearing leading to low interaction [21].
Zanchet et al. [104] regenerated SBR via microwave exposure for 1, 2 and 3 min and blended the regenerated SBR (rSBR) with virgin SBR (20 phr) for subsequent revulcanization. As presented in Table 3, the sol fraction, which is a direct indication of the regeneration level, increased with increasing exposure times and temperature.
3.2.3. Ultrasonic Method
Continuous ultrasonic regeneration of GTR is a promising method to break-up the crosslinked structure of vulcanized waste tires in a short time using cavitation bubbles induced by mechanical waves at high frequencies. The amplitude of the ultrasonic wave and the treatment time determine the efficiency of this GTR regeneration process [95].
Isayev et al. [96] investigated the effects of GTR particle size (10 and 30 mesh) on the ultrasonic regeneration efficiency. Ultrasonic regeneration at 250 °C with an amplitude of 10 µm revealed that the crosslink density (0.1 kmole/m3) and gel content (57%) of 30 mesh (600 μm) RTR were lower than the crosslink density (0.2 kmole/m3) and gel content (67%) of 10 mesh (2000 μm) RTR particles indicating that higher regeneration rate can be achieved for smaller particles.
The ultrasonic method can also be combined with an extruder for better efficiency as a continuous process. Feng et al. [65] studied the ultrasonic regeneration of butyl rubber waste tires using a grooved barrel ultrasonic extruder varying the ultrasonic amplitude (5, 7.5 and 10 μm) and the rubber flow rate (0.63, 1.26 and 2.52 g/s). As shown in Figure 14a, the complex viscosity of the regenerated particles is lower than that of the untreated rubber particles attributed to the lower RTR gel content indicating higher regeneration level. Moreover, increasing the ultrasonic amplitude led to lower RTR complex viscosity. However, the tan δ (ratio between the loss and storage moduli) of RTR increased after regeneration indicating a more viscous (less elastic) behavior attributed to a higher sol fraction.
3.2.4. Thermo-Chemical Processes
Chemical reclaiming agents, such as such as benzoyl peroxide [105], tetrabenzylthiuram disulfide [106], diphenyl disulfide [107], and thiosalicylic acid [108], are extensively used in the range of 0.5–10 wt.% for the chemical regeneration of natural and synthetic rubbers. Figure 15 presents the chemical structure of different organic disulfides and mercaptans involved in the chemical regeneration of waste tires [43].
Thermo-chemical regeneration is based on applying thermal energy and mechanical mixing/kneading, as well as adding chemical reclaiming agents to combine the advantages of both regeneration processes. However, elevated temperature might result in severe degradation of the main chain and a drop of the mechanical properties for the regenerated rubber [93,109].
Adhikari et al. [90] reviewed the list of inorganic and organic chemical reclaiming agents used in GTR regeneration. Zhang et al. [97] synthesized thiobisphenols; 4,4′-dithiobis(2,6-di-t-butylphenol) and used it as a novel reclaiming agent in an internal (batch) mixer at 180 and 200 °C. As shown in Figure 16, the RTR crosslink density decreased with increasing reclaiming agent content and temperature because of the break-up of both crosslink bonds and main backbone chains. They explained the inverse relation between crosslink density and MW between crosslinks by the reaction scheme presented in Figure 17.
Figure 17a,b show the reaction leading to the simultaneous break-up of both main chains and crosslink bonds by thiobisphenols (Figure 17c) to form radicals, which can react with polymer radicals. As shown in Figure 17d,e, thiobisphenols radicals may combine with polymer radicals and different types of chain ends are generated decreasing the crosslink bonds, resulting in lower crosslink density. However, low thiobisphenols content led to lower thiobisphenols radical concentration and less chance for reaction with polymer radicals. Therefore, uncapped polymer radicals can combine together, resulting in chain extension leading to higher RTR MW and higher crosslink density (Figure 17f) [97].
Not only solvents, such as alcohol and ketone, were used during GTR regeneration processes, but supercritical solvents (water, ethanol, carbon dioxide and toluene) were also studied. Li et al. [110] investigated the effect of temperature on the regeneration of waste sidewall rubber from passenger car tires using supercritical ethanol and diphenyl disulfide (DPDS) as a regeneration agent. As shown in Figure 18, increasing the reaction temperature from 240 to 270 °C increased the RTR sol fraction from 25 to 55% since ethanol reached its supercritical state making it easier to penetrate into the GTR vulcanized structure to facilitate the crosslinked network breakdown.
3.3. GTR in Curable Rubbers
Ramarad et al. [16] and Karger-Kocsis et al. [38] reviewed the evolution, properties and future of waste tire rubber as a filler/reinforcement in polymer blends. Also, Fazli and Rodrigue presented a review on waste rubber recycling focusing on size reduction and melt blending of GTR/RTR with thermoplastic resins to produce thermoplastic elastomer (TPE) compounds [27]. Even though thermoplastic matrices containing GTR/RTR are being studied by several researchers, very few publications reviewed the progress of blending GTR/RTR with virgin rubbers.
GTR, with and without regeneration, have been rarely mixed with virgin rubbers such as natural rubber (NR), styrene butadiene rubber (SBR), polybutadiene rubber (BR) and acrylonitrile butadiene rubber (NBR) to produce lower costs compounds [38]. The introduction of GTR/RTR into virgin rubbers is mainly leading to the sacrifice of some properties of the final compounds.
As expected, particle size and regeneration level of the GTR directly affect the rubber compounds properties. As described later, smaller particle size show less effect on the mechanical properties loss due to better dispersion and higher specific surface area for sufficient interaction with the rubber matrix chains [111]. On the other hand, RTR is offering better mechanical strength, thermal stability and curing behavior compared to GTR. This is attributed to the soluble fraction of RTR responsible for a good interfacial adhesion with rubber molecules and possible co-crosslinking at the interphase between RTR and rubber matrix [17,22]. Recently, more research attention was directed to find the optimum GTR/RTR loading in rubber matrices with less property loss compared with virgin rubber properties. The next section is reporting on the effect of GTR/RTR addition into rubber matrices and reviewing the literature related to the curing characteristics, rheological, mechanical, aging, thermal, dynamic mechanical and swelling properties of such compounds.
3.3.1. Cure Characteristics
Curing properties of rubber compounds can be determined by evaluating the maximum and minimum torque beside scorch time and cure time using a rheometer. GTR incorporation into virgin rubber is expected to modify the cure characteristics since the materials already have some formulation/history. In general, GTR introduction leads to lower maximum torque and scorch time, while increasing the minimum torque [112]. On the other hand, RTR particles leads to a lower increase in the minimum torque compared with GTR [113]. This is attributed to the partial break-up of the crosslinked RTR structure having better flow and fewer agglomerates in the rubber matrix, decreasing the compound viscosity [114]. Not only better chain mobility of the RTR particles changes the minimum torque, but also the presence of 10–15% of processing oil in their formulation induces a lower increase of the minimum torque, which implies better processability of RTR compared to GTR [113,115]. Also, the presence of carbon black in both GTR and RTR leads to higher minimum torque [116]. On the other hand, the maximum torque, as a measure of the elastic modulus, did not decrease much with RTR loading because its shorter chains acted as plasticizers combined with the presence of some processing oil [113,117]. GTR incorporation leads to a reduction of the maximum torque, which stabilizes upon further addition of crosslinked GTR particles [113]. In general, lower torque for RTR containing rubber compounds is related to the break-up of the crosslinked structure and lower crosslink density compared to GTR [16].
Rubber compounds crosslinking starts at the scorch time, which decreases upon the addition of GTR/RTR into the rubber matrix. This behavior is more prevailing with RTR, which is attributed to the presence of active crosslinking sites or crosslink precursors and unreacted curatives, facilitating the crosslinking reaction upon heating [118]. For example, accelerators as crosslink precursors migrate to the rubber matrix from GTR/RTR particles and decrease the scorch time, which implies an early start of the crosslinking reaction as an undesirable property in the industry [113,119]. Several researches have been done to overcome this challenge and control the cure time of rubber compounds. For example, De et al. [120] reported on the positive effect of 0.25 phr N-cyclohexyl thiophthalimide as a prevulcanization inhibitor (PVI) in NR/RTR (50/50) blends to increase the scorch time by 150% (from 1.5 to 2.25 min) and uniform curing in thick products such as tires. Also, Nelson et al. [115] reported longer scorch time and cure time for NBR/RTR blends by grafting MA onto the RTR surface. Incorporation of 20 wt.% modified RTR increased the cure time of NBR/RTR compounds from 4 to 7 min after the addition of modified RTR particles. This was attributed to the presence of anhydride in the MA structure delaying the curing process (longer onset of the curing process) and decreasing the cure rate resulting in higher cure times.
The optimum cure time is another parameter for the analysis of the rubber cure characteristic revealing the required time to achieve optimum physical properties of the rubber compounds. The optimum cure time varies upon the incorporation of GTR/RTR similar to the scorch time, which decreases with filler content [113]. However, further increase of GTR content leads to the stabilization of the optimum cure time due to the crosslinked GTR structure limiting the crosslink ability [116,121]. A summary of all the changes in the cure characteristic of GTR/RTR containing rubber blends is presented in Figure 19.
3.3.2. Rheological Properties
The incorporation of waste tire rubber into a rubber matrix increases the Mooney viscosity of the rubber compounds due to the crosslinked gel fraction and the presence of carbon black limiting chain mobility. Increasing the GTR loading implies the presence of a more crosslinked gel content and carbon black content resulting in further increase of the rubber compound viscosity [121,122]. Debapriya et al. [121] reported on the increasing Mooney viscosity of NR-polybutadiene rubber (PBR) compounds upon RTR addition due to the increase of carbon black loading inducing more stiffness and processing difficulty of the compounds (Figure 20).
Similar to the Mooney viscosity, the incorporation of waste tire rubber influences the shear viscosity trend in a similar way and shows a pseudoplastic behavior. Extrudate swell or Barus effect is described by the ratio of the extrudate diameter to the capillary die diameter. This phenomenon is attributed to normal stresses released when the material emerges from a capillary die [123]. Sombatsompop et al. [122] studied the effect of RTR incorporation into two NR matrices (STRVS60 and STR20CV) using a sulfur vulcanization system to analyze the extrudate swell. As shown in Figure 21, increasing the RTR loading led to lower extrudate swell due to the higher carbon black content decreasing the rubber chain mobility and elasticity of the compound. Also, molecular interactions between the rubber molecules and the carbon black might be responsible for lower elasticity (normal stresses).
3.3.3. Mechanical Properties
Different investigations were devoted to the effect of GTR incorporation into rubber matrices to evaluate the final compound mechanical properties such as tensile strength, hardness, abrasion resistance, resilience and compression set. As presented in Table 4, GTR incorporation into NR leads to a drop of tensile strength (TS) and elongation at break (EB), while blending GTR with NBR resulted in an improvement of both properties [115,116]. However, the incorporation of GTR into SBR did not show clear trends in mechanical property changes since sometimes TS and EB were improved [117], while other times they were deteriorated [114]. Lower TS and EB of the compounds based on GTR/RTR can be attributed to the low level of blend homogeneity and weak interfacial adhesion between the phases. Increasing the GTR loading implies an increase of the gel fraction with a crosslinked structure that cannot be dispersed as a continuous matrix in the virgin rubber, thus acting as a stress concentrating point resulting in lower TS and EB.
Sombatsompop et al. [122] investigated the effect of RTR addition on the properties of two natural rubber compounds (STRVS60 and STR20CV) with respect to the RTR concentration and mastication time. As shown in Figure 22, the tensile stress at break and elongation at break of both rubber compounds decreased with increasing RTR content due to the difficult distribution of the high filler concentration (80 wt.% RTR) and insufficient interaction with the rubber matrix due to restricted chain mobility of partially regenerated RTR. As shown in Figure 23, SEM micrographs of the fractured blends surface (STRVS60/RTR (20/80)) show less homogeneity generating defects at the interphase leading to lower mechanical properties. Also, the presence of carbon black in the RTR formulation acts as a stress concentration point inhibiting the molecular orientations and chain mobility of the rubber chains leading to compound failure at lower TS and EB.
Debapriya et al. [121] investigated the cure characteristics and tensile properties of NR-PBR compounds filled with different concentrations of tire rubber powders. They reported a tensile modulus increase with increasing rubber powders content due to the higher gel content and crosslink density of the highly filled (up to 60 wt.%) compounds (Figure 24). As reported earlier, increasing the filler content with higher crosslink density restricts the chain mobility so higher load is required for elongation increasing the modulus of the blends. Increasing the proportion of rubber powders also increases the presence of carbon black as an effective reinforcing filler restricting the mobility of the rubber chains under tension; i.e., higher modulus [74]. The incorporation of rubber powders into virgin rubber affects the homogeneity of the rubber compounds, which can be corroborated from SEM micrographs. Increasing the RTR loading increased the number of crack paths and holes with less homogeneity making the compounds more vulnerable under mechanical stress. As shown in Figure 25, increasing the RTR content from 20 to 60 wt.% decreased the blend homogeneity of NR-PBR/RTR blends attributed to the poor filler distribution with higher crosslinked fraction (gel content) at 60 wt.% [121].
However, Sreeja et al. [116,117] reported an increasing trend of the tensile strength with RTR incorporation into NBR and SBR matrices in contrast to the decreasing trend of the tensile strength of NR/RTR compounds [112]. The tensile strength of NBR and SBR samples increased from 1.8 and 1.9 to 6.3 and 5.1 MPa, respectively, with the addition of 80 parts RTR [116,117]. However, increasing the RTR loading led to a tensile strength drop for NR/RTR compounds indicating a higher degradation level (scission of rubber chain) of RTR in the regeneration process [112]. Also, the difference between the tensile strength of NBR and SBR compounds compared to NR compounds containing RTR can be attributed to the non-crystallizing nature of the NBR and SBR leading to poor strength. Also, the tensile strength of NBR and SBR might be related to the presence of reinforcing fillers in the RTR producing a higher dilution effect of the NR matrix than a reinforcement one. Also, the EB increased with increasing RTR content, which is attributed to a plasticization effect caused by the presence of the processing oil in RTR [116,117]. As shown in Figure 26, the elongation at break of NBR/RTR and SBR/RTR compounds increased from 278% and 304% at 0 parts, to 506% and 629% at 80 parts of RTR, respectively [116,117].
The presence of reinforcing filler in GTR enhances the energy dissipation and deviation of the tear path resulting in higher intrinsic strength. The reinforcing fillers can alter the crack path by resisting or delaying the crack growth to stabilize or even improve the tear strength of blends containing GTR. As shown in Figure 27, the incorporation of GTR into an SBR matrix led to the deviation of uniform pattern spacing and deflection of the unidirectional crack path [119].
Han et al. [119] reported on the abrasion resistance improvement of NR/GTR compounds due to the presence of vulcanized GTR particles with higher modulus. However, the incorporation of RTR with a weaker surface and lower MW (shorter fragments and smaller chains) led to the deterioration of the abrasion resistance [113,125]. Rattanasom et al. [125] studied the effect of conventional vulcanization (CV) and efficient vulcanization (EV) on NR/RTR compound properties using sulfur (S):N-tert-butyl-2-benzothiazolesulfenamide (TBBS) ratios of 1.75:0.75 and 0.75:1.75 for CV and EV systems. The addition of 10 phr RTR resulted in 100 and 90 mm3 volume loss of CV and EV vulcanizates, respectively, which are inversely proportional to the abrasion resistance. So higher abrasion resistance of NR/RTR compounds was obtained by the CV system through vulcanization of the RTR surface with the virgin NR matrix. Since the crosslink density, hardness and modulus all influence the abrasion resistance, a CV process increasing the crosslink density should also increase the hardness and modulus leading to better abrasion resistance. As CV results in the formation of crosslink bridges between shorter fragments from the RTR surface and the NR matrix, longer chain length for effective stress transfer to the continuous matrix is obtained.
The effect of GTR particle size on the mechanical properties of the final compounds has been reviewed in different publications [16,27]. Han et al. [119] studied the effect of four different GTR particle sizes (30–40, 60–80, 100–120 and 170–200 mesh) on the mechanical properties of SBR/GTR compounds. As shown in Figure 28, the tensile strength of SBR compounds containing 30 phr GTR decreased from 240 to 160 kg/cm2 with an increase in GTR particle size from 100 to 500 μm (140 to 35 mesh). The incorporation of smaller GTR particles with higher specific surface area and uniform dispersion resulted in strong bonding and good stress transfer leading to higher tensile properties.
However, using smaller particles to improve the tensile properties becomes negligible at high GTR/RTR content (above 50 wt.%) since the interfacial adhesion, rubber particles agglomeration and void formation at the interface between GTR/RTR and rubber matrix are controlling the mechanical strength of highly filled compounds [16].
In general, RTR shows higher TS and EB than GTR. Zhang et al. [124] reported a 69% (23.2 from 13.7 MPa) and 47% (612% from 416%) improvement of TS and EB, respectively, in NR/RTR compounds compared to NR/GTR compounds (10 wt.%). Partial regeneration of the RTR led to better tensile properties as a result of improved interfacial bonding between the RTR and the NR matrix. As schematically shown in Figure 29, the sol fraction of RTR is responsible for co-crosslinking with the NR matrix to form a strong interphase leading to better stress transfer and mechanical properties.
In another work, the incorporation of 20 wt.% RTR in SBR led to 10% and 12% improvement of TS and EB, respectively, compared to the addition of the same concentration of GTR. SEM micrographs of the tensile fracture surfaces of the blends show poor interfacial adhesion of GTR to the SBR indicated by a clear gap between both phases (Figure 30a,b) [126]. On the other hand, no significant void between RTR and SBR can be seen due to better wettability of RTR associated with better compatibility and stronger interface resulting in improved deformation and strength (Figure 30c,d) [126]. Li et al. [127] reported similar observations about the positive effect of partially regenerated RTR particles on better compatibility and co-crosslinking at the interphase between RTR and virgin NR matrix leading to improved TS and EB.
In general, GTR is a vulcanized material with restricted chain mobility and weak interaction with polymer matrices compared to RTR, which is a partially regenerated material that can form a good interphase as well as allowing for co-crosslinking between RTR and matrix chains. Contrary to a 100% gel fraction for GTR, RTR benefits from the presence of a soluble fraction responsible for the interaction or bonding with the polymer matrix to improve interfacial adhesion and hence the tensile strength and elongation at break of the final compounds. Also, regeneration results in lower crosslink density of RTR and lower MW (smaller fragment and shorter chains) compared to GTR, which corresponds to a lower modulus of RTR blends. The effect of GTR/RTR incorporation on the tensile properties of rubber compounds (mainly NR) is summarized in Figure 31.
In general, the hardness of a rubber compound is influenced by the elastic modulus and crosslink density. This is why a difference is again expected between GTR and RTR. As shown in Figure 32, the incorporation of RTR increased the crosslink density (higher gel fraction) of rubber blends with increasing content resulting in higher chain mobility restriction and blend rigidity. This is why the hardness values (Shore A) of NR/RTR compounds increased with RTR content [122].
3.3.4. Aging Properties
Materials of waste tires age and degrade at different levels. This is why the investigation of the aging properties of GTR/RTR rubber compounds is very important. However, very few studies investigated the effect of GTR/RTR on the aging behavior of rubber compounds. Debapriya et al. [121] reported an increase of the 200% moduli retention of NR-PBR/RTR with increasing RTR content from 20 to 60 phr after aging at 70 °C for 24, 48 and 72 h. The variation was attributed to increasing crosslink density and the formation of new crosslinks due to the presence of active sites in RTR (Figure 33). They also reported better aging resistance of RTR containing compounds compared to that of the virgin rubber. Better thermal aging behavior of RTR is related to the hydrocarbon chains stabilization induced by the regeneration process through heating and mechanical shearing, as well as residual additives form the original processing. Therefore, antioxidant addition is not required for the production of rubber compounds due to the intrinsic aging properties of the RTR [90].
As shown in Table 5, Sreeja et al. [116] reported a 120% retention in tensile strength of NBR compared to that of cured NBR/RTR compounds indicating that the state of cure (crosslink density) is increasing while aging. The presence of RTR in the rubber blends led to some degradation since RTR was obtained from an NR source, which was more prone to degradation under elevated temperature and lower tensile strength of the filled compounds.
3.3.5. Thermal Properties
The thermal stability of rubber compounds is highly important with respect to waste tire addition into rubber formulations since the materials are already degraded, affecting the overall compound thermal stability. The presence of volatile materials in GTR leads to lower thermal degradation onset temperature. However, increasing the GTR loading results in lower weight loss of the rubber compounds [16].
Debapriya et al. [128] reported improved thermal stability of SBR/RTR compounds with RTR incorporation as the char residue of SBR increased from 5.3% to 22.6% with the addition of 60 wt.% RTR in SBR/RTR (40/60) compounds. As shown in Figure 34, the increase of initial weight loss of SBR under an N2 atmosphere from 3.6% to 10% after the addition of 60 wt.% RTR was attributed to the volatilization of the processing oil associated with the regeneration process. The presence of RTR in NR produced two distinct peaks in the derivative (DTG) curve similar to NR/SBR blends [129].
Cañavate et al. [70] evaluated the effect of GTR surface treatment on the thermal stability of NBR/NR/GTR compounds. The incorporation of GTR increased the residues at 600 °C of NBR/NR compounds from 15% to 30% with the addition of 50 phr GTR. GTR addition increased the crosslinking degree resulting in better thermal stability, and also, microwave treatment led to a shift of the initial decomposition temperature (T5%) to higher temperatures indicating increased thermal stability attributed to the regeneration that improved the crosslinking in agreement with similar observations in SBR/GTR blends [130]. However, GTR exposure to microwave radiation above 5 min resulted in a thermal stability drop due to excessive treatment degrading the GTR main chains [70].
Xavier et al. [131] determined the stability of NR/GTR compounds using microwave treated GTRcar and GTRtruck (Figure 35). As shown in Table 6, truck tires contain more NR and less carbon black than passenger car tires due to their specific requirements. The temperature for 5% weight loss (T5%) of NR/GTRcar compounds was higher than that of NR/GTRtruck compounds due to higher GTRcar thermal stability. In both cases, the incorporation of 50 phr GTR increased the char residues at 550 °C of NR from 26.6% to 30.8% and 29.4% for NR/GTRcar and NR/GTRtruck respectively, which was related to the presence of carbon black and SiO2 in GTR. Despite reports on the positive effect of GTR regeneration on improving the thermal stability, a negligible effect of the regeneration was reported on the thermal stability of NR/GTR compounds.
Garcia et al. [21] reported that the improved thermal stability for RTR compounds can be related to the barrier effect of the carbon black adsorbing low molecular weight volatile products formed during the thermal degradation, hence improving the thermal stability. However, the preparation of NR/RTR compounds using an internal mixer and compression molding at an elevated temperature (160 °C for 12 min) led to some RTR thermal degradation and the evaporation of low molecular weight volatile products. Also, using a compatibilizer such as MA increased the blend compatibility and interfacial bonding between GTR/RTR and virgin rubber matrices resulting in higher thermal stability of the compounds. Medhat et al. [55] reported that the addition of 5% MA can substantially increase the initial decomposition temperature of NR from 181 to 237 °C for NR/RTR/MA (30/70/5).
3.3.6. Dynamic Mechanical Properties
Dynamic mechanical analysis (DMA) can provide information about the loss modulus (E’’), storage modulus (E’) and damping factor (tan δ = E’’/E’), which are essential to understand the viscoelastic behavior of rubber compounds. The loss and storage moduli are related to the maximum heat dissipation per unit deformation and the maximum energy that can be stored in a period of time reflecting the degree of elasticity/rigidity (crosslinking density), respectively. The value of tan δ is an indication of the ability of rubber compounds to absorb and diffuse energy [3].
As reported before, increasing the GTR/RTR content in a rubber matrix leads to higher crosslink density and carbon black content, as well as further chain mobility restriction leading to increased rigidity and storage modulus of the compounds. This is why Li et al. [126] reported lower storage modulus for RTR/SBR than GTR/SBR, which was attributed to the lower crosslink density of RTR (named DGTR) (Figure 36).
Also, the loss modulus of rubber compounds increase with increasing GTR/RTR content, indicating enhanced viscoelasticity of the compounds with further filler content. The tan δ peak corresponds to the glass transition temperature (Tg), which is related to the mobility of pendant groups and molecular chains in the rubber. Similar to the effect of GTR loading on E’ and E”, the tan δ peak increases with increasing GTR content because of higher crosslink density and the presence of carbon black limiting chain mobility. Lower intensity of the tan δ peak with increasing GTR content implies improved compound elasticity. So the molecular chain motion needs lower energy as it approaches the transition from a glassy to a rubbery state. Li et al. [126] reported higher elasticity of RTR compounds compared to GTR ones as determined by the lower peak height of the former.
3.3.7. Swelling Properties
The swelling degree of rubber compounds represents the sorption and desorption behavior of a solvent, such as toluene or cyclohexane, to determine the crosslink density of the sample. The swelling degree (Q) of rubber compounds is measured at equilibrium in a solvent as:
where mt and m0 are the mass of the swollen sample (g) and its initial mass (g), respectively. Also, the Flory–Rehner equation is used to evaluate the crosslink density as [91]:
where Vr and Vs are the rubber volume fraction in the swollen gel and the molar volume of the toluene (106.2 cm3/mol), respectively. X is the rubber-solvent interaction parameter, while ηswell is the crosslink density of the rubber (mol/cm3) and f is the functionality of the crosslinks (f = 4 in sulphur curing system). Equation (5) is used to determine the volume fraction of a rubber network in the swollen phase:
where W1 and W2 are the weight fraction of the solvent and the polymer in the swollen sample respectively, while d1 and d2 are the density of the solvent and the polymer, respectively.
GTR is composed of the sol and gel fractions formed by free chains (uncrosslinked) and crosslinked chains, respectively. The swelling degree of a rubber compound indicates its state of cure [132]. So the incorporation of GTR results in increased crosslink density of the compounds due to the presence of active crosslinking sites in the GTR to form further crosslinking during mixing. Kumnuantipa et al. [133] reported a fast increase of the toluene uptake in NR/RTR before reaching a plateau (equilibrium state). Figure 37 shows that compounds filled with 80 wt.% RTR reached an equilibrium faster than less filled samples because they have the lowest toluene uptake. Other works reported a similar result of higher GTR content needing less time for the rubber compounds to reach an equilibrium state while having a lower swelling degree [134]. So an inverse relation between the swelling degree and the crosslink density exists as lower swelling degree implies higher crosslink density.
Solvent penetration through vulcanized rubbers with high crosslink density and restricted chain mobility is very difficult. However, a swelling experiment must be performed until an equilibrium state is reached. Therefore the swelling ratio does not depend on the kinetics of solvent molecule penetration, but on the length of chain segments between crosslink points; i.e., the amount of crosslink points per unit volume (crosslink density) and the polymer-solvent interaction parameter. Figure 38 presents a comparison between GTR and RTR on the swelling degree of NR compounds. It can be seen that RTR induces a higher swelling degree compared to GTR, which is attributed to the lower crosslink density of the partially regenerated RTR [124].
Data analysis of the swelling curves can be used to determine the transport mechanism inside the rubber compounds. For example, the solvent mass absorbed (Mt) as a function of time (t) and the value at equilibrium () can be related via [135]:
or
where the slope (n) and intercept (K) are obtained by linear regression. The value of K is a constant associated to rubber/solvent interaction, while the value of n is an indication of the solvent diffusion mode through the rubber blends, which is normally between 0.5 and 1 [135]. A value of n = 0.5 indicates a Fickian mode of transport where the diffusion coefficients are functions of concentration alone. When n = 1, the mechanism is non-Fickian, Case II (relaxation controlled) transport, while a value between 0.5 and 1 represents an anomalous transport behavior. The values of n and K for rubber vulcanizates can be obtained from a plot of log(Qt/Q∞) against log(t) [136].
Kumnuantip et al. [133] reported that K increases with increasing RTR content in NR/RTR compounds because of higher rubber/solvent interaction associated to the increased crosslink density with RTR addition (Table 7). However, increased interaction can lead to more contacts between the rubber and solvent and faster time to equilibrium. So fewer possibilities are provided for the solvent molecules to penetrate the rubber structure, decreasing its swelling. The n values slightly decreased with increasing RTR content attributed to a more restricted diffusion of the solvent into the rubber matrix resulting in a lower degree of swelling.
Finally, to provide the reader with a general overview of the current literature, Table 8 presents a list of the works performed on GTR/RTR containing rubber compounds. Based on the results summarized in Table 8, the development of GTR/RTR containing rubber compounds is a promising approach for waste tire recycling for low cost and negligible environmental impact products, as well as achieving good (comparable) properties with virgin rubber compounds.
4. Conclusions
Based on the current environmental situation and social acceptance, discarded tires should no longer be seen as a pollutant and useless waste material, but rather as a durable and inexpensive raw material for the production of different and innovative parts. The incorporation of even a small fraction of waste tires into polymer matrices (thermosets, thermoplastics and rubbers) can lead to a substantial consumption of discarded tires as a partial replacement of virgin raw materials with advantages such cost reduction and sustainable compound production.
Waste tires can be finely shredded to obtain ground tire rubber (GTR) particles with higher specific surface area to improve the interaction with the corresponding matrices. GTR particle size and surface topography depend on the residence time/number cycles and temperature of the grinding process such as ambient, wet or cryogenic methods. In general, GTR particles obtained from an ambient grinding process have higher surface roughness and higher specific surface area promoting better bonding with polymer matrices. However, the GTR particles are incompatible with most polymer matrices due to a lack of sufficient chain mobility and interaction with the corresponding matrix limiting the use of high GTR concentrations (above 50 wt.%). To address this issue and promote smooth stress transfer between the blend components, GTR surface modification (compatibilization) can be used to decrease the surface tension, suppress droplet coalescence and obtain uniform GTR dispersion in the polymer matrix. Physical surface treatments were developed to increase the surface roughness and wetting properties by introducing polar (oxygen) functional groups on the GTR surface to better interact with polar polymers. Chemical surface modification can also be applied to improve the blend compatibility through in situ generation of a compatibilizer during mixing or by the addition of block/graft copolymers and nanoparticles to modify the interface. Moreover, GTR regeneration is extensively used to partially breakdown the crosslinked structure of vulcanized waste tires to increase the chain mobility (molecular freedom) of GTR for better interaction with the polymer matrix molecules. It can be concluded that a regeneration process can produce a partially vulcanized rubber (RTR) with lower crosslink density and more chain mobility, as well as physico-chemical properties similar to that of a virgin rubber depending on the regeneration process.
The addition of GTR/RTR in rubber matrices results in changes of the curing, rheological, mechanical, aging, thermal, dynamic mechanical and swelling properties of rubber compounds. The introduction of RTR into a rubber formulation results in improved flowability and fewer agglomerates in the rubber matrix compared to GTR addition, hence decreasing the compound viscosity and the minimum torque, leading to better processability. Considering the mechanical properties, increasing the GTR concentration in compounds decreases the tensile strength and elongation at break because of higher gel fractions acting as stress concentrating points. Since waste tires are aged recycled materials exposed to severe conditions (chemical, mechanical, physical and thermal degradation) during their lifetime and recycling processes, the tensile strength of the compounds changes after aging. The thermal stability of the compounds filled with GTR/RTR is still an active research area requiring more attention. The addition of GTR/RTR results in enhanced thermal stability of the rubber compounds due to the barrier effect of carbon black in waste tire formulation. Based on dynamic mechanical analysis, the rigidity and storage modulus of the compounds increase with GTR/RTR loading. It should be mentioned that regeneration leads to lower storage modulus of RTR/rubber compounds compared to that of GTR/rubber ones attributed to the lower crosslink density of RTR. The swelling behavior of the rubber compounds is directly related to the degree of crosslinking. It is concluded that RTR particles show higher swelling degree compared to that of GTR particles attributed to the lower crosslink density of partially regenerated RTR particles and less active sites for crosslinking during mixing. So higher free volume is available for the solvent molecules to enter and diffuse.
It is expected that in the near future, material recycling in general, and waste tires in particular, will attract more attention for research projects and government investments as a promising approach to improve the circular economy and sustainability of rubber tires.
Depletion of natural resources like virgin/natural rubber consumed by the tire industries is expected to accelerate the research efforts and industrial dedication towards waste tire recycling for potential applications in artificial reef, erosion control, breakwaters, floatation devices, mats, playground surfaces and athletic tracks. As stated earlier, waste tires (GTR and RTR) can be used as a source of valuable raw materials in different polymeric matrices for the manufacture of low cost products and a cleaner environment. However, a complete understanding of the phenomena involved in bond break-up mechanisms and the interaction at the interphase of GTR/RTR and virgin rubber are critical steps to control the processing conditions and optimize the final compounds properties. In the near future, more research should be directed to improve the interfacial interaction between all the components. Also, GTR surface modification and compounding/mixing processes should be more environmentally friendly and cost effective following the concepts of green chemistry. Based on the review performed, there is a clear lack of literature about mixing GTR/RTR with virgin rubber, especially for other matrices than NR. This should be the focus for more research on the preparation and characterization of such rubber compounds.
Author Contributions
Conceptualization, D.R.; formal analysis, A.F.; investigation, A.F.; resources, D.R.; data curation, D.R.; writing—original draft preparation, A.F.; writing—review and editing, D.R.; supervision, D.R.; project administration, D.R.; All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- McKeen, L.W. The Effect of Long Term Thermal Exposure on Plastics and Elastomers; William Andrew: Norwich, NY, USA, 2014. [Google Scholar]
- Nuzaimah, M.; Sapuan, S.M.; Nadlene, R.; Jawaid, M. Recycling of waste rubber as fillers: A review. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Selangor, Malaysia, 21–23 November 2017; Volume 368, p. 012016. [Google Scholar]
- Rubber, S.N. Natural rubber and reclaimed Rubber composites–A Systematic Review. Polymer 2016, 2, 7. [Google Scholar]
- Fiksel, J.; Bakshi, B.R.; Baral, A.; Guerra, E.; DeQuervain, B. Comparative life cycle assessment of beneficial applications for scrap tires. Clean Technol. Environ. Policy 2010, 13, 19–35. [Google Scholar] [CrossRef]
- De Sadhan, K.; Isayev, A.; Khait, K. (Eds.) Rubber Recycling; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Sienkiewicz, M.; Kucinska-Lipka, J.; Janik, H.; Balas, A. Progress in used tyres management in the European Union: A review. Waste Manag. 2012, 32, 1742–1751. [Google Scholar] [CrossRef] [PubMed]
- Khan, S.R.; Zeeshan, M.; Masood, A. Enhancement of hydrocarbons production through co-pyrolysis of acid-treated biomass and waste tire in a fixed bed reactor. Waste Manag. 2020, 106, 21–31. [Google Scholar] [CrossRef] [PubMed]
- Banar, M.; Akyıldız, V.; Ozkan, A.; Cokaygil, Z.; Onay, O. Characterization of pyrolytic oil obtained from pyrolysis of TDF (Tire Derived Fuel). Energy Convers. Manag. 2012, 62, 22–30. [Google Scholar] [CrossRef]
- Shu, X.; Huang, B. Recycling of waste tire rubber in asphalt and portland cement concrete: An overview. Constr. Build. Mater. 2014, 67, 217–224. [Google Scholar] [CrossRef]
- Ge, D.; Yan, K.; You, Z.; Xu, H. Modification mechanism of asphalt binder with waste tire rubber and recycled polyethylene. Constr. Build. Mater. 2016, 126, 66–76. [Google Scholar] [CrossRef]
- Yung, W.H.; Yung, L.C.; Lee, H.H. A study of the durability properties of waste tire rubber applied to self-compacting concrete. Constr. Build. Mater. 2013, 41, 665–672. [Google Scholar] [CrossRef]
- Aiello, M.; Leuzzi, F. Waste tyre rubberized concrete: Properties at fresh and hardened state. Waste Manag. 2010, 30, 1696–1704. [Google Scholar] [CrossRef]
- Kakroodi, A.R.; Rodrigue, D. Highly filled thermoplastic elastomers from ground tire rubber, maleated polyethylene and high density polyethylene. Plast. Rubber Compos. 2013, 42, 115–122. [Google Scholar] [CrossRef]
- Wang, Y.-H.; Chen, Y.-K.; Rodrigue, D. Production of Thermoplastic Elastomers Based on Recycled PE and Ground Tire Rubber: Morphology, Mechanical Properties and Effect of Compatibilizer Addition. Int. Polym. Process. 2018, 33, 525–534. [Google Scholar] [CrossRef]
- Araujo-Morera, J.; Hernández, M.; Verdejo, R.; López-Manchado, M.A. Giving a Second Opportunity to Tire Waste: An Alternative Path for the Development of Sustainable Self-Healing Styrene–Butadiene Rubber Compounds Overcoming the Magic Triangle of Tires. Polymers 2019, 11, 2122. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ramarad, S.; Khalid, M.; Ratnam, C.T.; Abdullah, L.; Rashmi, W. Waste tire rubber in polymer blends: A review on the evolution, properties and future. Prog. Mater. Sci. 2015, 72, 100–140. [Google Scholar] [CrossRef]
- Shaker, R.; Rodrigue, D. Rotomolding of Thermoplastic Elastomers Based on Low-Density Polyethylene and Recycled Natural Rubber. Appl. Sci. 2019, 9, 5430. [Google Scholar] [CrossRef] [Green Version]
- Moghaddamzadeh, S.; Rodrigue, D. The effect of polyester recycled tire fibers mixed with ground tire rubber on polyethylene composites. Part II. Prog. Rubber Plast. Recycl. Technol. 2018, 34, 128–142. [Google Scholar] [CrossRef]
- Zhang, X.; Zhu, X.; Liang, M.; Lu, C. Improvement of the properties of ground tire rubber (GTR)-filled nitrile rubber vulcanizates through plasma surface modification of GTR powder. J. Appl. Polym. Sci. 2009, 114, 1118–1125. [Google Scholar] [CrossRef]
- Aggour, Y.A.; Al-Shihri, A.S.; Bazzt, M.R. Surface Modification of Waste Tire by Grafting with Styrene and Maleic Anhydride. Open J. Polym. Chem. 2012, 2, 70–76. [Google Scholar] [CrossRef] [Green Version]
- Garcia, P. Devulcanization of ground tire rubber: Physical and chemical changes after different microwave exposure times. Express Polym. Lett. 2015, 9, 1015–1026. [Google Scholar] [CrossRef]
- Esmizadeh, E.; Bakhshandeh, G.R.; Fasaie, M.R.; Ahmadi, S.; Naderi, G. Reactively compatibilized and dynamically vulcanized thermoplastic elastomers based on high-density polyethylene and reclaimed rubber. Polym. Sci. Ser. B 2017, 59, 362–371. [Google Scholar] [CrossRef]
- Wang, L.; Lang, F.; Li, S.; Du, F.; Wang, Z. Thermoplastic elastomers based on high-density polyethylene and waste ground rubber tire composites compatibilized by styrene–butadiene block copolymer. J. Thermoplast. Compos. Mater. 2013, 27, 1479–1492. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C. A comprehensive review on the applications of waste tire rubber in cement concrete. Renew. Sustain. Energy Rev. 2016, 54, 1323–1333. [Google Scholar] [CrossRef]
- Mohajerani, A.; Burnett, L.; Smith, J.V.; Markovski, S.; Rodwell, G.; Rahman, T.; Kurmus, H.; Mirzababaei, M.; Arulrajah, A.; Horpibulsuk, S.; et al. Recycling waste rubber tyres in construction materials and associated environmental considerations: A review. Resour. Conserv. Recycl. 2020, 155, 104679. [Google Scholar] [CrossRef]
- Sathiskumar, C.; Karthikeyan, S. Recycling of waste tires and its energy storage application of by-products —A review. Sustain. Mater. Technol. 2019, 22, e00125. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Waste Rubber Recycling: A Review on the Evolution and Properties of Thermoplastic Elastomers. Materials 2020, 13, 782. [Google Scholar] [CrossRef] [Green Version]
- Bockstal, L.; Berchem, T.; Schmetz, Q.; Richel, A. Devulcanisation and reclaiming of tires and rubber by physical and chemical processes: A review. J. Clean. Prod. 2019, 236, 117574. [Google Scholar] [CrossRef]
- Shulman, V. Chapter 21-Tyre Recycling; Waste, Academic Press: Boston, MA, USA, 2011; pp. 297–320. [Google Scholar]
- Evans, A.; Evans, R. The Composition of a Tyre: Typical Components; The Waste & Resources Action Programme: Banbury, UK, 2006; p. 5. [Google Scholar]
- Shulman, V.L. Tire Recycling. Waste 2019, 489–515. [Google Scholar] [CrossRef]
- Akiba, M. Vulcanization and crosslinking in elastomers. Prog. Polym. Sci. 1997, 22, 475–521. [Google Scholar] [CrossRef]
- Vergnaud, J.-M.; Rosca, I.-D. Rubber Curing and Properties; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Morin, J.E.; Farris, R.J. Recycling of 100% Cross Linked Rubber Powder by High Temperature High Pressure Sintering. Encycl. Polym. Eng. 2000, 37, 95–101. [Google Scholar]
- Association, United States Tire Manufacturers, U.S. Scrap Tire Disposition 2017. Available online: https://www.ustires.org/ (accessed on 30 July 2020).
- Imbernon, L.; Norvez, S. From landfilling to vitrimer chemistry in rubber life cycle. Eur. Polym. J. 2016, 82, 347–376. [Google Scholar] [CrossRef]
- Czajczynska, D.; Krzyżyńska, R.; Jouhara, H.; Spencer, N. Use of pyrolytic gas from waste tire as a fuel: A review. Energy 2017, 134, 1121–1131. [Google Scholar] [CrossRef]
- Karger-Kocsis, J.; Mészáros, L.; Bárány, T. Ground tyre rubber (GTR) in thermoplastics, thermosets, and rubbers. J. Mater. Sci. 2012, 48, 1–38. [Google Scholar] [CrossRef]
- Zebala, J.; Ciepka, P.; Reza, A.; Janczur, R. Influence of rubber compound and tread pattern of retreaded tyres on vehicle active safety. Forensic Sci. Int. 2007, 167, 173–180. [Google Scholar] [CrossRef] [PubMed]
- Lebreton, B.; Tuma, A. A quantitative approach to assessing the profitability of car and truck tire remanufacturing. Int. J. Prod. Econ. 2006, 104, 639–652. [Google Scholar] [CrossRef]
- Gieré, R.; Smith, K.; Blackford, M. Chemical composition of fuels and emissions from a coal+tire combustion experiment in a power station. Fuel 2006, 85, 2278–2285. [Google Scholar] [CrossRef]
- Tsang, H.-H. Uses of scrap rubber tires. In Rubber: Types, Properties and Uses; Nova Science Publisher: New York, NY, USA, 2013; pp. 477–491. [Google Scholar]
- Saha, P. Rubber Recycling: Challenges and Developments; Royal Society of Chemistry: London, UK, 2018. [Google Scholar]
- Oriaku, E. Waste to wealth through the incineration of waste tyres and recovery of carbon black. Int. J. Multidiscip. Sci. Eng. 2013, 4, 30–36. [Google Scholar]
- Singh, S.; Nimmo, W.; Gibbs, B.; Williams, P. Waste tyre rubber as a secondary fuel for power plants. Fuel 2009, 88, 2473–2480. [Google Scholar] [CrossRef]
- Yu, Q. Application of nanomaterials in alkali-activated materials. In Nanotechnology in Eco-Efficient Construction; Elsevier: Amsterdam, The Netherlands, 2019; pp. 97–121. [Google Scholar]
- Gnanaraj, J.S.; Lee, R.J.; Levine, A.M.; Wistrom, J.L.; Wistrom, S.L.; Li, Y.; Li, J.; Akato, K.; Naskar, A.K.; Paranthaman, M. Sustainable Waste Tire Derived Carbon Material as a Potential Anode for Lithium-Ion Batteries. Sustainability 2018, 10, 2840. [Google Scholar] [CrossRef] [Green Version]
- Navarro, F. Thermo-rheological behaviour and storage stability of ground tire rubber-modified bitumens. Fuel 2004, 83, 2041–2049. [Google Scholar] [CrossRef]
- Medina, N.F.; Garcia, R.; Hajirasouliha, I.; Pilakoutas, K.; Guadagnini, M.; Raffoul, S. Composites with recycled rubber aggregates: Properties and opportunities in construction. Constr. Build. Mater. 2018, 188, 884–897. [Google Scholar] [CrossRef]
- Benazzouk, A.; Douzane, O.; Langlet, T.; Mezreb, K.; Roucoult, J.; Quéneudéc, M. Physico-mechanical properties and water absorption of cement composite containing shredded rubber wastes. Cem. Concr. Compos. 2007, 29, 732–740. [Google Scholar] [CrossRef]
- Oikonomou, N.; Mavridou, S. Improvement of chloride ion penetration resistance in cement mortars modified with rubber from worn automobile tires. Cem. Concr. Compos. 2009, 31, 403–407. [Google Scholar] [CrossRef]
- Hejna, A.; Korol, J.; Przybysz-Romatowska, M.; Zedler, Ł.; Chmielnicki, B.; Formela, K. Waste tire rubber as low-cost and environmentally-friendly modifier in thermoset polymers—A review. Waste Manag. 2020, 108, 106–118. [Google Scholar] [CrossRef]
- Sunthonpagasit, N.; Duffey, M.R. Scrap tires to crumb rubber: Feasibility analysis for processing facilities. Resour. Conserv. Recycl. 2004, 40, 281–299. [Google Scholar] [CrossRef]
- Fernández, A.; Barriocanal, C.; Alvarez, R. Pyrolysis of a waste from the grinding of scrap tyres. J. Hazard. Mater. 2012, 203, 236–243. [Google Scholar] [CrossRef]
- Hassan, M.M.; Mahmoud, G.A.; Hegazy, E.-S.A.; El-Nahas, H.H. Reinforced material from reclaimed rubber/natural rubber, using electron beam and thermal treatment. J. Appl. Polym. Sci. 2007, 104, 2569–2578. [Google Scholar] [CrossRef]
- Dierkes, W. Untreated and treated rubber powder. In Rubber Recycling; CRC Press: Boca Raton, FL, USA, 2005; pp. 151–175. [Google Scholar]
- Darrel, R., Sr. Process for Recycling Vehicle Tires. U.S. Patent 5,115,983, 26 May 1992. [Google Scholar]
- Dufton, P. End-Of-Life Tyres: Exploiting Their Value; iSmithers Rapra Publishing: Akron, OH, USA, 2001. [Google Scholar]
- Adhikari, J.; Das, A.; Sinha, T.K.; Saha, P.; Kim, J.K. Grinding of Waste Rubber. Green Chem. Ser. 2018, 59, 1–23. [Google Scholar]
- Kumar, C.; Fuhrmann, I.; Karger-Kocsis, J. LDPE-based thermoplastic elastomers containing ground tire rubber with and without dynamic curing. Polym. Degrad. Stab. 2002, 76, 137–144. [Google Scholar] [CrossRef]
- Sonnier, R.; Leroy, E.; Clerc, L.; Bergeret, A.; Lopez-Cuesta, J. Polyethylene/ground tyre rubber blends: Influence of particle morphology and oxidation on mechanical properties. Polym. Test. 2007, 26, 274–281. [Google Scholar] [CrossRef]
- Yehia, A.; Mull, M.A.; Ismail, M.N.; Hefny, Y.A.; Abdel-Bary, E.M. Effect of chemically modified waste rubber powder as a filler in natural rubber vulcanizates. J. Appl. Polym. Sci. 2004, 93, 30–36. [Google Scholar] [CrossRef]
- Colom, X.; Cañavate, J.; Carrillo, F.; Velasco, J.I.; Pagès, P.; Mujal, R.; Nogués, F. Structural and mechanical studies on modified reused tyres composites. Eur. Polym. J. 2006, 42, 2369–2378. [Google Scholar] [CrossRef]
- Martínez-Barrera, G.; Del Coz-Díaz, J.J.; Álvarez-Rabanal, F.P.; Gayarre, F.L.; Martínez-López, M.; Cruz-Olivares, J. Waste tire rubber particles modified by gamma radiation and their use as modifiers of concrete. Case Stud. Constr. Mater. 2020, 12, e00321. [Google Scholar] [CrossRef]
- Feng, W.; Isayev, A.I. Recycling of tire-curing bladder by ultrasonic devulcanization. Polym. Eng. Sci. 2005, 46, 8–18. [Google Scholar] [CrossRef]
- Seghar, S.; Asaro, L.; Rolland-Monnet, M.; Hocine, N. Thermo-mechanical devulcanization and recycling of rubber industry waste. Resour. Conserv. Recycl. 2019, 144, 180–186. [Google Scholar] [CrossRef]
- Fan, P.; Lu, C. A Study on Functionalization of Waste Tire Rubber Powder Through Ozonization. J. Polym. Environ. 2011, 19, 943–949. [Google Scholar] [CrossRef]
- Maris, J.; Bourdon, S.; Brossard, J.-M.; Cauret, L.; Fontaine, L.; Montembault, V. Mechanical recycling: Compatibilization of mixed thermoplastic wastes. Polym. Degrad. Stab. 2018, 147, 245–266. [Google Scholar] [CrossRef]
- Zhang, X.; Lu, C.; Liang, M. Preparation of rubber composites from ground tire rubber reinforced with waste-tire fiber through mechanical milling. J. Appl. Polym. Sci. 2006, 103, 4087–4094. [Google Scholar] [CrossRef]
- Cañavate, J. Influence of microwave treatment conditions of GTR on physico-mechanical and structural properties of NBR/NR/GTR composites. Afinidad 2019, 76, 171–179. [Google Scholar]
- Shanmugharaj, A.; Kim, J.K.; Ryu, S.H. UV surface modification of waste tire powder: Characterization and its influence on the properties of polypropylene/waste powder composites. Polym. Test. 2005, 24, 739–745. [Google Scholar] [CrossRef]
- Romero-Sánchez, M.D.; Pastor-Blas, M.M.; Martın-Martınez, J.M. Treatment of a styrene-butadiene-styrene rubber with corona discharge to improve the adhesion to polyurethane adhesive. Int. J. Adhes. Adhes. 2003, 23, 49–57. [Google Scholar] [CrossRef]
- Satyanarayana, M.; Bhowmick, A.K.; Kumar, K.D. Preferentially fixing nanoclays in the phases of incompatible carboxylated nitrile rubber (XNBR)-natural rubber (NR) blend using thermodynamic approach and its effect on physico mechanical properties. Polymer 2016, 99, 21–43. [Google Scholar] [CrossRef]
- Akca, E.; Gursel, A.; Sen, N. A Review on Devulcanization of Waste Tire Rubber. Period. Eng. Nat. Sci. 2018, 6, 154–160. [Google Scholar] [CrossRef] [Green Version]
- Cheng, X.; Long, D.; Huang, S.; Li, Z.; Guo, X. Time effectiveness of the low-temperature plasma surface modification of ground tire rubber powder. J. Adhes. Sci. Technol. 2015, 29, 1330–1340. [Google Scholar] [CrossRef]
- Yoshida, S.; Hagiwara, K.; Hasebe, T.; Hotta, A. Surface modification of polymers by plasma treatments for the enhancement of biocompatibility and controlled drug release. Surf. Coatings Technol. 2013, 233, 99–107. [Google Scholar] [CrossRef]
- Xiaowei, C.; Sheng, H.; Xiaoyang, G.; Wenhui, D. Crumb waste tire rubber surface modification by plasma polymerization of ethanol and its application on oil-well cement. Appl. Surf. Sci. 2017, 409, 325–342. [Google Scholar] [CrossRef]
- Park, H.B.; Han, D.W.; Lee, Y.M. Effect of a UV/Ozone Treatment on Siloxane-Containing Copolyimides: Surface Modification and Gas Transport Characteristics. Chem. Mater. 2003, 15, 2346–2353. [Google Scholar] [CrossRef]
- Diaz-Quijada, G.A.; Wayner, D.D.M. A Simple Approach to Micropatterning and Surface Modification of Poly(dimethylsiloxane). Langmuir 2004, 20, 9607–9611. [Google Scholar] [CrossRef]
- Cataldo, F.; Ursini, O.; Angelini, G. Surface oxidation of rubber crumb with ozone. Polym. Degrad. Stab. 2010, 95, 803–810. [Google Scholar] [CrossRef]
- Formela, K.; Korol, J.; Saeb, M.R. Interfacially modified LDPE/GTR composites with non-polar elastomers: From microstructure to macro-behavior. Polym. Test. 2015, 42, 89–98. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Y.; Zhang, Y. Morphology and mechanical properties of HDPE/SRP/elastomer composites: Effect of elastomer polarity. Polym. Test. 2004, 23, 83–90. [Google Scholar] [CrossRef]
- Naderi, G.; LaFleur, P.G.; Dubois, C. The influence of matrix viscosity and composition on the morphology, rheology, and mechanical properties of thermoplastic elastomer nanocomposites based on EPDM/PP. Polym. Compos. 2008, 29, 1301–1309. [Google Scholar] [CrossRef]
- Amani, M.; Sharif, M.; Kashkooli, A.; Rahnama, N.; Fazli, A. Effect of mixing conditions on the selective localization of graphite oxide and the properties of polyethylene/high-impact polystyrene/graphite oxide nanocomposite blends. RSC Adv. 2015, 5, 77723–77733. [Google Scholar] [CrossRef]
- Sahakaro, K. Mechanism of reinforcement using nanofillers in rubber nanocomposites. In Progress in Rubber Nanocomposites; Elsevier: Amsterdam, The Netherlands, 2017; pp. 81–113. [Google Scholar]
- Shan, C.; Gu, Z.; Wang, L.; Li, P.; Song, G.; Gao, Z.; Yang, X. Preparation, characterization, and application of NR/SBR/Organoclay nanocomposites in the tire industry. J. Appl. Polym. Sci. 2010, 119, 1185–1194. [Google Scholar] [CrossRef]
- Zhang, C.-L.; Feng, L.-F.; Gu, X.-P.; Hoppe, S.; Hu, G.-H. Efficiency of graft copolymers as compatibilizers for immiscible polymer blends. Polymer 2007, 48, 5940–5949. [Google Scholar] [CrossRef]
- Botros, S. Preparation and characteristics of NR/EPDM rubber blends. Polym. Technol. Eng. 2002, 41, 341–359. [Google Scholar] [CrossRef]
- Abou-Helal, M.O.; El-Sabbagh, S. A Study on the Compatibility of NR-EPDM Blends Using Electrical and Mechanical Techniques. J. Elastomers Plast. 2005, 37, 319–346. [Google Scholar] [CrossRef]
- Adhikari, B. Reclamation and recycling of waste rubber. Prog. Polym. Sci. 2000, 25, 909–948. [Google Scholar] [CrossRef]
- Flory, P.J.; Rehner, J. Statistical Mechanics of Cross-Linked Polymer Networks I. Rubberlike Elasticity. J. Chem. Phys. 1943, 11, 512. [Google Scholar] [CrossRef]
- Markl, E.; Lackner, M. Devulcanization Technologies for Recycling of Tire-Derived Rubber: A Review. Materials 2020, 13, 1246. [Google Scholar] [CrossRef] [Green Version]
- Formela, K.; Cysewska, M. Efficiency of thermomechanical reclaiming of ground tire rubber conducted in counter-rotating and co-rotating twin screw extruder. Polimery 2014, 59, 231–238. [Google Scholar] [CrossRef]
- Zanchet, A.; Carli, L.N.; Giovanela, M.; Crespo, J.D.S.; Scuracchio, C.H.; Nunes, R.C. Characterization of Microwave-Devulcanized Composites of Ground SBR Scraps. J. Elastomers Plast. 2009, 41, 497–507. [Google Scholar] [CrossRef]
- Yun, J.; Yashin, V.V.; Isayev, A.I. Ultrasonic devulcanization of carbon black-filled ethylene propylene diene monomer rubber. J. Appl. Polym. Sci. 2003, 91, 1646–1656. [Google Scholar] [CrossRef]
- Isayev, A.I.; Liang, T.; Lewis, T.M. Effect of particle size on ultrasonic devulcanization of tire rubber in twin-screw extruder. Rubber Chem. Technol. 2014, 87, 86–102. [Google Scholar] [CrossRef]
- Zhang, X.; Saha, P.; Cao, L.; Li, H.; Kim, J.K. Devulcanization of waste rubber powder using thiobisphenols as novel reclaiming agent. Waste Manag. 2018, 78, 980–991. [Google Scholar] [CrossRef]
- Wang, X.; Shi, C.; Zhang, L.; Zhang, Y. Effects of shear stress and subcritical water on devulcanization of styrene-butadiene rubber based ground tire rubber in a twin-screw extruder. J. Appl. Polym. Sci. 2013, 130, 1845–1854. [Google Scholar] [CrossRef]
- Yazdani, H.; Karrabi, M.; Ghasmi, I.; Azizi, H.; Bakhshandeh, G.R. Devulcanization of waste tires using a twin-screw extruder: The effects of processing conditions. J. Vinyl Addit. Technol. 2011, 17, 64–69. [Google Scholar] [CrossRef]
- Tao, G.; He, Q.; Xia, Y.; Jia, G.; Yang, H.; Ma, W. The effect of devulcanization level on mechanical properties of reclaimed rubber by thermal-mechanical shearing devulcanization. J. Appl. Polym. Sci. 2013, 129, 2598–2605. [Google Scholar] [CrossRef]
- Horikx, M.M. Chain scissions in a polymer network. J. Polym. Sci. 1956, 19, 445–454. [Google Scholar] [CrossRef]
- Seghar, S.; Asaro, L.; Hocine, N.A. Experimental Validation of the Horikx Theory to be Used in the Rubber Devulcanization Analysis. J. Polym. Environ. 2019, 27, 2318–2323. [Google Scholar] [CrossRef]
- Shi, J.; Jiang, K.; Ren, D.; Zou, H.; Wang, Y.; Lv, X.; Zhang, L. Structure and performance of reclaimed rubber obtained by different methods. J. Appl. Polym. Sci. 2012, 129, 999–1007. [Google Scholar] [CrossRef]
- Zanchet, A.; Carli, L.; Giovanela, M.; Brandalise, R.; Crespo, J.D.S. Use of styrene butadiene rubber industrial waste devulcanized by microwave in rubber composites for automotive application. Mater. Des. 2012, 39, 437–443. [Google Scholar] [CrossRef]
- Rooj, S.; Basak, G.C.; Maji, P.K.; Bhowmick, A.K. New Route for Devulcanization of Natural Rubber and the Properties of Devulcanized Rubber. J. Polym. Environ. 2011, 19, 382–390. [Google Scholar] [CrossRef]
- Mandal, S.K.; Alam, N.; Debnath, S.C. Reclaiming of ground rubber tire by safe multifunctional rubber additives: I. tetra benzyl thiuram disulfide. Rubber Chem. Technol. 2012, 85, 629–644. [Google Scholar] [CrossRef]
- Kojima, M.; Tosaka, M.; Ikeda, Y. Chemical recycling of sulfur-cured natural rubber using supercritical carbon dioxide. Green Chem. 2004, 6, 84. [Google Scholar] [CrossRef]
- Thaicharoen, P.; Thamyongkit, P.; Poompradub, S. Thiosalicylic acid as a devulcanizing agent for mechano-chemical devulcanization. Korean J. Chem. Eng. 2010, 27, 1177–1183. [Google Scholar] [CrossRef]
- Diaz, R.; Colomines, G.; Peuvrel-Disdier, E.; Deterre, R. Thermo-mechanical recycling of rubber: Relationship between material properties and specific mechanical energy. J. Mater. Process. Technol. 2018, 252, 454–468. [Google Scholar] [CrossRef]
- Li, X.; Deng, X.-Q.; Dong, C. Effect of Temperature on Devulcanization of Waste Sidewall Rubber by Supercritical Ethanol. J. Braz. Chem. Soc. 2018, 29, 2169–2179. [Google Scholar] [CrossRef]
- Ismail, H.; Awang, M.; Hazizan, M.A. Effect of Waste Tire Dust (WTD) Size on the Mechanical and Morphological Properties of Polypropylene/Waste Tire Dust (PP/WTD) Blends. Polym. Technol. Eng. 2006, 45, 463–468. [Google Scholar] [CrossRef]
- Sreeja, T.D.; Kutty, S.K.N. Cure characteristics and mechanical properties of natural rubber/reclaimed rubber blends. Polym. Technol. Eng. 2000, 39, 501–512. [Google Scholar] [CrossRef]
- Li, S.; Lamminmäki, J.; Hanhi, K. Effect of ground rubber powder and devulcanizates on the properties of natural rubber compounds. J. Appl. Polym. Sci. 2005, 97, 208–217. [Google Scholar] [CrossRef]
- Yehia, A.; Ismail, M.N.; Hefny, Y.A.; Abdel-Bary, E.M.; Mull, M.A. Mechano-Chemical Reclamation of Waste Rubber Powder and its Effect on the performance of NR and SBR Vulcanizates. J. Elastomers Plast. 2004, 36, 109–123. [Google Scholar] [CrossRef]
- Nelson, P.; Kutty, S. Studies on Maleic Anhydride Grafted Reclaimed Rubber/Acrylonitrile Butadiene Rubber Blends. Prog. Rubber Plast. Recycl. Technol. 2003, 19, 171–188. [Google Scholar] [CrossRef]
- Sreeja, T.; Kutty, S. Studies on acrylonitrile butadiene rubber. J. Elastomers Plast. 2002, 34, 145–155. [Google Scholar] [CrossRef]
- Sreeja, T.D.; Kutty, S.K.N. Styrene butadiene rubber/reclaimed rubber blends. Int. J. Polym. Mater. 2003, 52, 599–609. [Google Scholar] [CrossRef]
- Lamminmäki, J.; Li, S.; Hanhi, K. Feasible incorporation of devulcanized rubber waste in virgin natural rubber. J. Mater. Sci. 2006, 41, 8301–8307. [Google Scholar] [CrossRef]
- Han, S.-C.; Han, M.-H. Fracture behavior of NR and SBR vulcanizates filled with ground rubber having uniform particle size. J. Appl. Polym. Sci. 2002, 85, 2491–2500. [Google Scholar] [CrossRef]
- De, D.; Maiti, S.; Adhikari, B. Reclaiming of rubber by a renewable resource material (RRM). III. Evaluation of properties of NR reclaim. J. Appl. Polym. Sci. 2000, 75, 1493–1502. [Google Scholar] [CrossRef]
- De, D.; Panda, P.K.; Roy, M.; Bhunia, S. Reinforcing effect of reclaim rubber on natural rubber/polybutadiene rubber blends. Mater. Des. 2013, 46, 142–150. [Google Scholar] [CrossRef]
- Sombatsompop, N.; Kumnuantip, C. Rheology, cure characteristics, physical and mechanical properties of tire tread reclaimed rubber/natural rubber compounds. J. Appl. Polym. Sci. 2003, 87, 1723–1731. [Google Scholar] [CrossRef]
- Vlachopoulos, J. Die Swell and Normal Stresses: An Explanation. Rubber Chem. Technol. 1978, 51, 133–138. [Google Scholar] [CrossRef]
- Zhang, X.; Lu, C.; Liang, M. Properties of natural rubber vulcanizates containing mechanochemically devulcanized ground tire rubber. J. Polym. Res. 2008, 16, 411–419. [Google Scholar] [CrossRef]
- Rattanasom, N.; Poonsuk, A.; Makmoon, T. Effect of curing system on the mechanical properties and heat aging resistance of natural rubber/tire tread reclaimed rubber blends. Polym. Test. 2005, 24, 728–732. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, S.; Wang, Y. Microbial Desulfurization of Ground Tire Rubber by Sphingomonas sp.: A Novel Technology for Crumb Rubber Composites. J. Polym. Environ. 2011, 20, 372–380. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, S.; Wang, Y. Improvement of the properties of natural rubber/ground tire rubber composites through biological desulfurization of GTR. J. Polym. Res. 2012, 19, 9864. [Google Scholar] [CrossRef]
- De, D.; De, D. Processing and material characteristics of a reclaimed ground rubber tire reinforced styrene butadiene rubber. Mater. Sci. Appl. 2011, 2, 486. [Google Scholar] [CrossRef] [Green Version]
- Fernandez-Berridi, M.J.; González, N.; Mugica, A.; Bernicot, C. Pyrolysis-FTIR and TGA techniques as tools in the characterization of blends of natural rubber and SBR. Thermochim. Acta 2006, 444, 65–70. [Google Scholar] [CrossRef]
- Formela, K.; Formela, M.; Thomas, S.; Haponiuk, J. Styrene-Butadiene Rubber/Modified Ground Tire Rubber Blends Co-Vulcanization: Effect of Accelerator Type. Macromol. Symp. 2016, 361, 64–72. [Google Scholar] [CrossRef]
- Colom, X.; Marin-Genesca, M.; Mujal, R.; Formela, K.; Cañavate, J. Structural and physico-mechanical properties of natural rubber/GTR composites devulcanized by microwaves: Influence of GTR source and irradiation time. J. Compos. Mater. 2018, 52, 3099–3108. [Google Scholar] [CrossRef]
- De, D.; De, D.; Singharoy, G. Reclaiming of ground rubber tire by a novel reclaiming agent. I. virgin natural rubber/reclaimed GRT vulcanizates. Polym. Eng. Sci. 2007, 47, 1091–1100. [Google Scholar] [CrossRef]
- Kumnuantip, C.; Sombatsompop, N. Dynamic mechanical properties and swelling behaviour of NR/reclaimed rubber blends. Mater. Lett. 2003, 57, 3167–3174. [Google Scholar] [CrossRef]
- Balasubramanian, M. Cure modeling and mechanical properties of counter rotating twin screw extruder devulcanized ground rubber tire—Natural rubber blends. J. Polym. Res. 2008, 16, 133–141. [Google Scholar] [CrossRef]
- Kraus, G. Modification of Asphalt by Block Polymers of Butadiene and Styrene. Rubber Chem. Technol. 1982, 55, 1389–1402. [Google Scholar] [CrossRef]
- Igwe, I.O.; Ezeani, O.E. Studies on the Transport of Aromatic Solvents through Filled Natural Rubber. Int. J. Polym. Sci. 2012, 2012, 1–11. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
Typical tire structure (reproduced with permission from [28]).
Figure 1.
Typical tire structure (reproduced with permission from [28]).

Figure 2.
Chemical structure of rubbers used in tire composition (reproduced with permission from [28]).
Figure 2.
Chemical structure of rubbers used in tire composition (reproduced with permission from [28]).
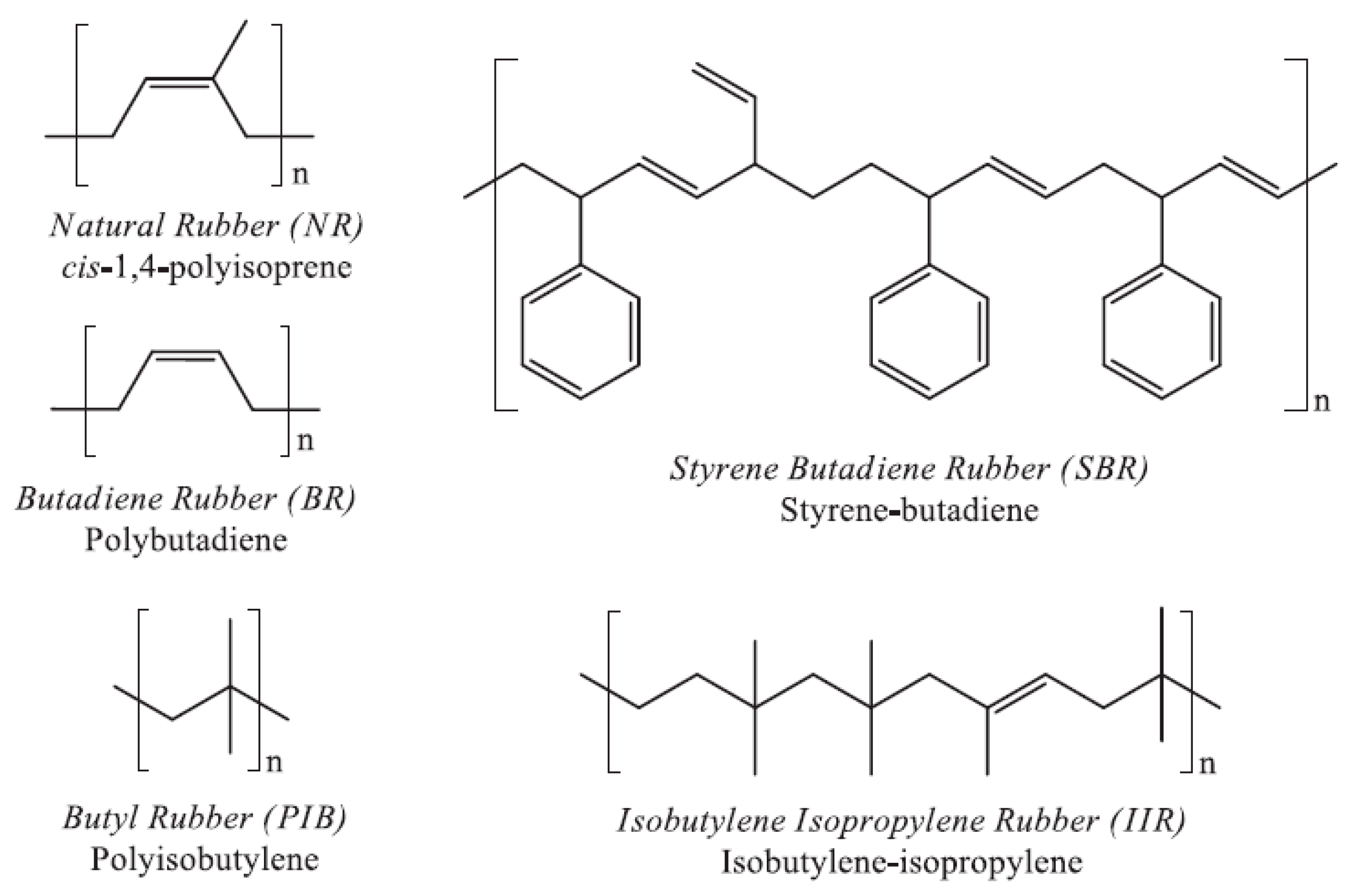
Figure 3.
Waste tire pyrolysis products and their applications (reproduced with permission from [26]).
Figure 3.
Waste tire pyrolysis products and their applications (reproduced with permission from [26]).

Figure 4.
General aspects of the waste tire after shredding: (a) crumb rubber particles (1–10 mm) and (b) the reinforcing fibers (reproduced with permission from [54]).
Figure 4.
General aspects of the waste tire after shredding: (a) crumb rubber particles (1–10 mm) and (b) the reinforcing fibers (reproduced with permission from [54]).

Figure 5.
Typical particle surface state for ground tire rubber (GTR) produced from different grinding processes: (a) ambient-mechanical, (b) water jet, (c) cryogenic-pin mill, (d) ambient-rotary mill and (e) cryogenic-rotary mill (reproduced with permission from [38]).
Figure 5.
Typical particle surface state for ground tire rubber (GTR) produced from different grinding processes: (a) ambient-mechanical, (b) water jet, (c) cryogenic-pin mill, (d) ambient-rotary mill and (e) cryogenic-rotary mill (reproduced with permission from [38]).
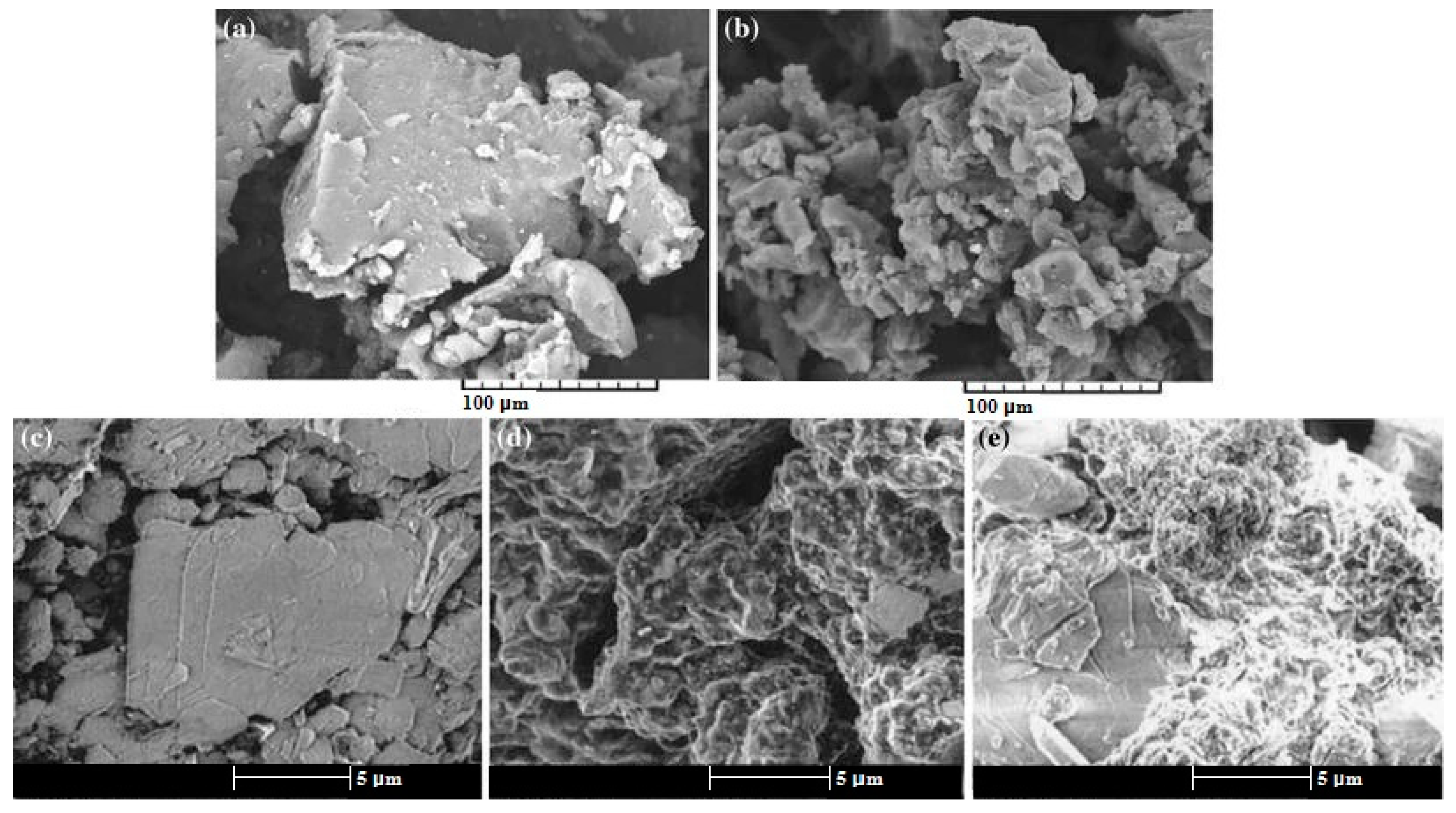
Figure 6.
Schematic representation of the surface modifications of polymers by plasma treatments: (a) introduction of functional groups, (b) introduction of surface roughness, (c) crosslink formation, (d) surface graft polymerization and (e) thin film coating (reproduced with permission from [76]).
Figure 6.
Schematic representation of the surface modifications of polymers by plasma treatments: (a) introduction of functional groups, (b) introduction of surface roughness, (c) crosslink formation, (d) surface graft polymerization and (e) thin film coating (reproduced with permission from [76]).
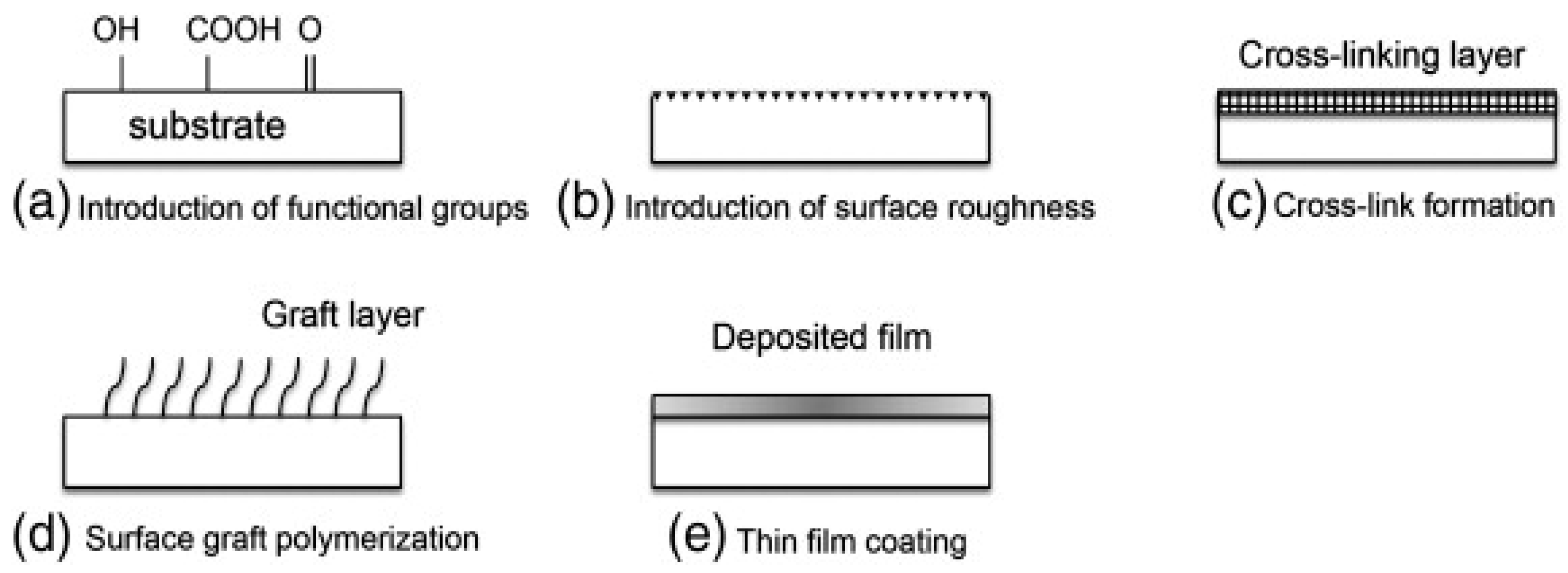
Figure 7.
Treatment steps related to the low temperature plasma (LTP) process to modify the GTR surface (reproduced with permission from [77]).
Figure 7.
Treatment steps related to the low temperature plasma (LTP) process to modify the GTR surface (reproduced with permission from [77]).

Figure 8.
FTIR spectra of rubber crumb with different levels of oxidation. From top to bottom, the spectra were taken on pristine GTR for ξoxy = 11, 19 and 26 mg/g, respectively (reproduced with permission from [80]).
Figure 8.
FTIR spectra of rubber crumb with different levels of oxidation. From top to bottom, the spectra were taken on pristine GTR for ξoxy = 11, 19 and 26 mg/g, respectively (reproduced with permission from [80]).
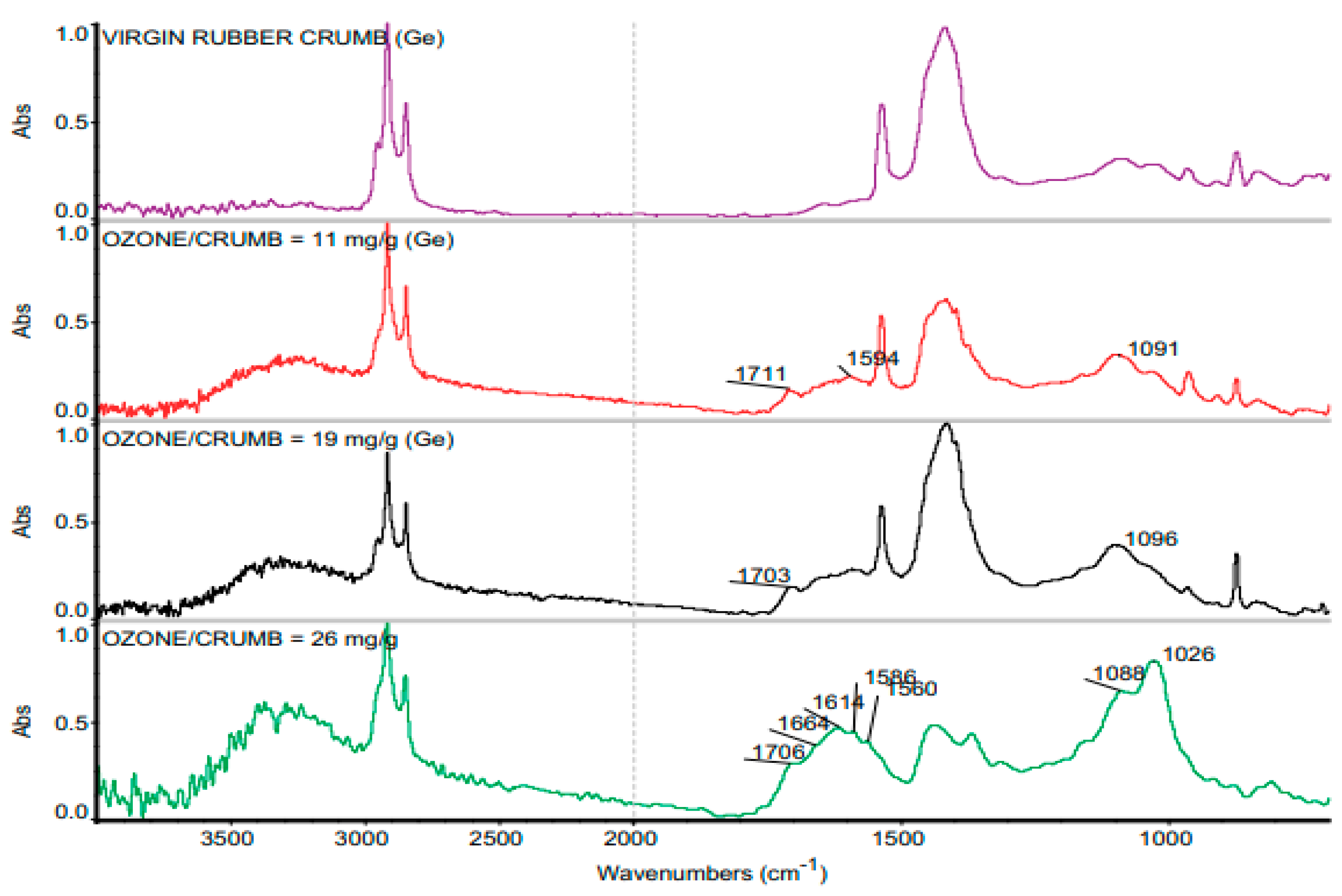
Figure 9.
SEM images of untreated and irradiated (different energy levels) waste tire rubber particles (amplification 1500×) (reproduced with permission from [64]).
Figure 9.
SEM images of untreated and irradiated (different energy levels) waste tire rubber particles (amplification 1500×) (reproduced with permission from [64]).
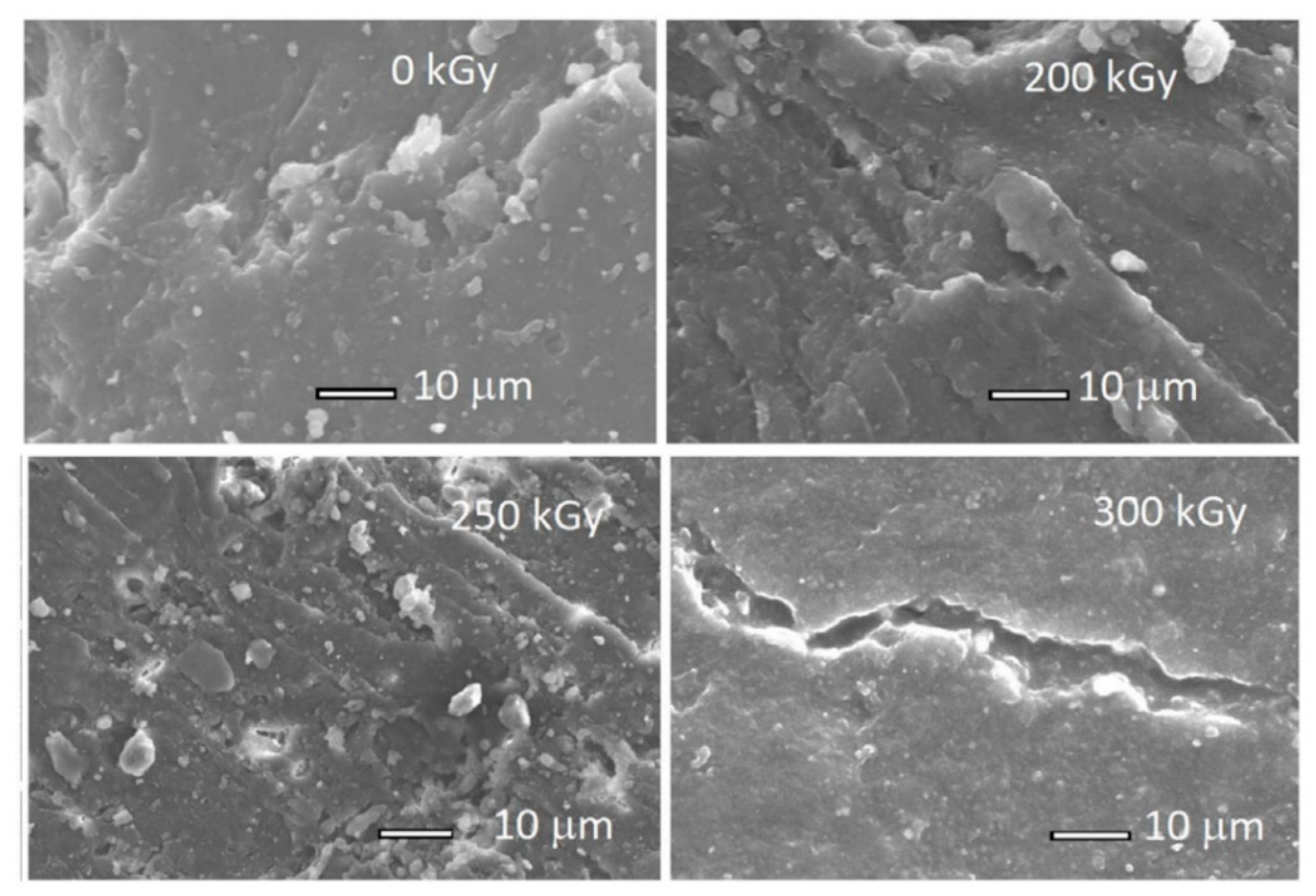
Figure 10.
Typical stress-strain curves of high density polyethylene (HDPE)/GTR compounds compatibilized by styrene-butadiene-styrene (SBS) (reproduced with permission from [23]).
Figure 10.
Typical stress-strain curves of high density polyethylene (HDPE)/GTR compounds compatibilized by styrene-butadiene-styrene (SBS) (reproduced with permission from [23]).

Figure 11.
Fractured surfaces of HDPE/SBS/GTR compounds prepared by melt compounding (extrusion). The compositions (weight ratio) are: (a) 30/0/70, (b) 30/0/70, (c) 30/12/70 and (d) 30/12/70 (reproduced with permission from [23]).
Figure 11.
Fractured surfaces of HDPE/SBS/GTR compounds prepared by melt compounding (extrusion). The compositions (weight ratio) are: (a) 30/0/70, (b) 30/0/70, (c) 30/12/70 and (d) 30/12/70 (reproduced with permission from [23]).
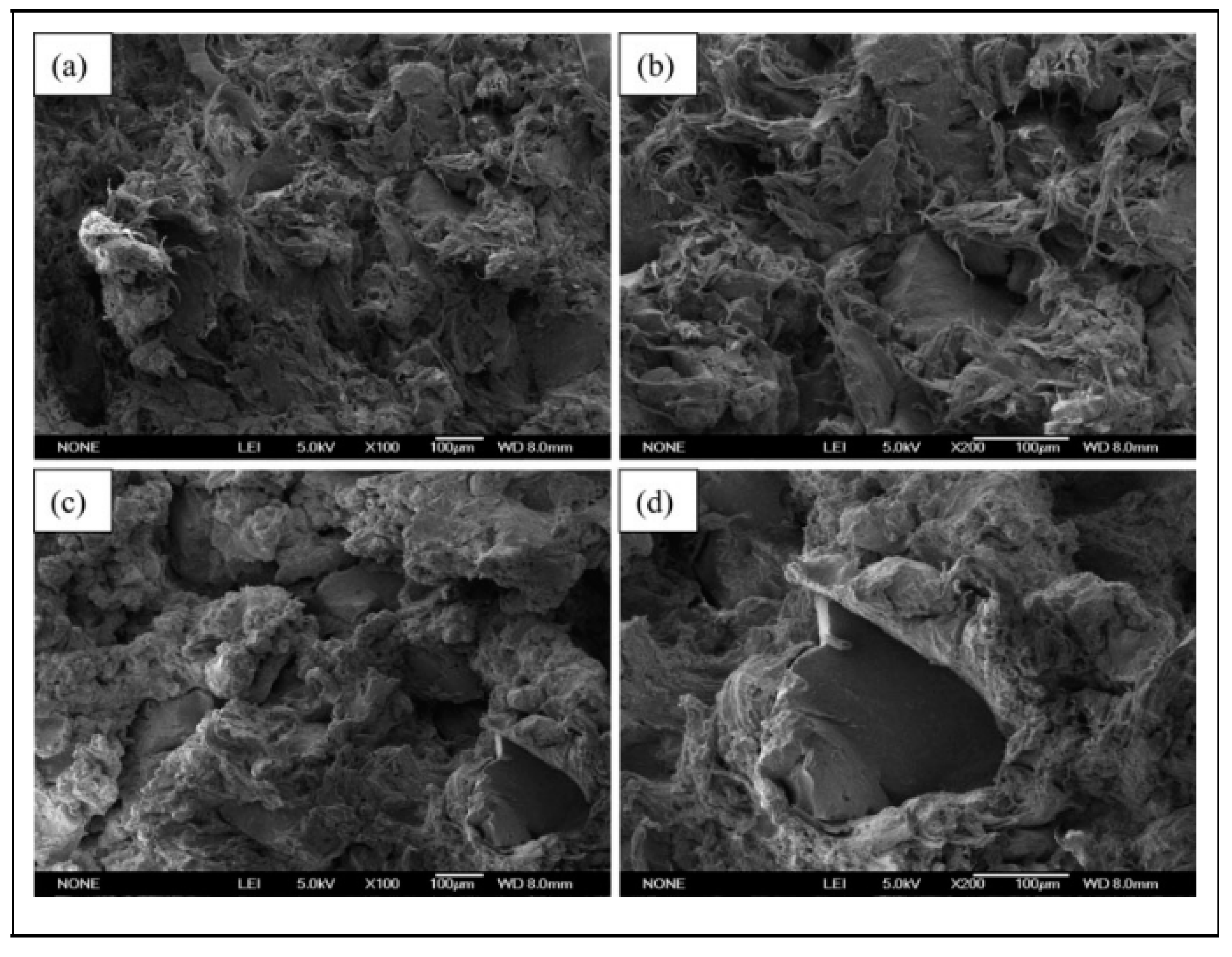
Figure 12.
A typical screw configuration for GTR regeneration showing the different processing sections (reproduced with permission from [66]).
Figure 12.
A typical screw configuration for GTR regeneration showing the different processing sections (reproduced with permission from [66]).

Figure 13.
Typical SEM images of the surface sheets of different GTR microwave treated for 5 (GTR5), 6 (GTR6) and 7 (GTR7) minutes (reproduced with permission from [21]).
Figure 13.
Typical SEM images of the surface sheets of different GTR microwave treated for 5 (GTR5), 6 (GTR6) and 7 (GTR7) minutes (reproduced with permission from [21]).
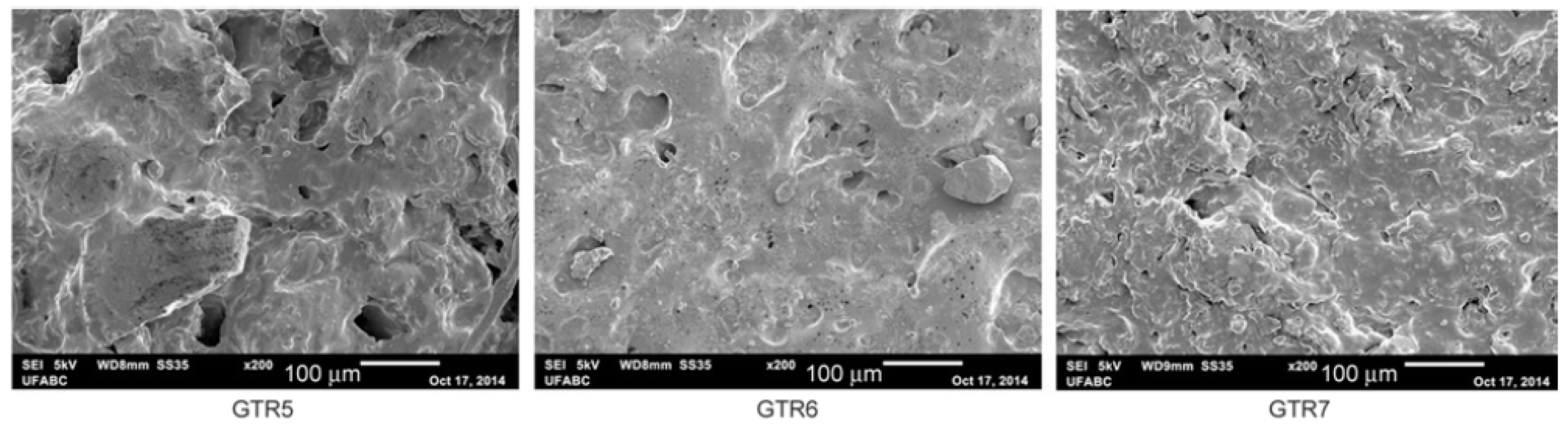
Figure 14.
(a) Complex dynamic viscosity and (b) loss tangent as a function of frequency for untreated and regenerated rubber obtained at various amplitudes and flow rates (reproduced with permission from [65]).
Figure 14.
(a) Complex dynamic viscosity and (b) loss tangent as a function of frequency for untreated and regenerated rubber obtained at various amplitudes and flow rates (reproduced with permission from [65]).

Figure 15.
Typical sulfides and mercaptans used in tire regeneration (reproduced with permission from [28]).
Figure 15.
Typical sulfides and mercaptans used in tire regeneration (reproduced with permission from [28]).

Figure 16.
Effect of thiobisphenols content and temperature on the crosslink density of reclaimed rubber (reproduced with permission from [97]).
Figure 16.
Effect of thiobisphenols content and temperature on the crosslink density of reclaimed rubber (reproduced with permission from [97]).
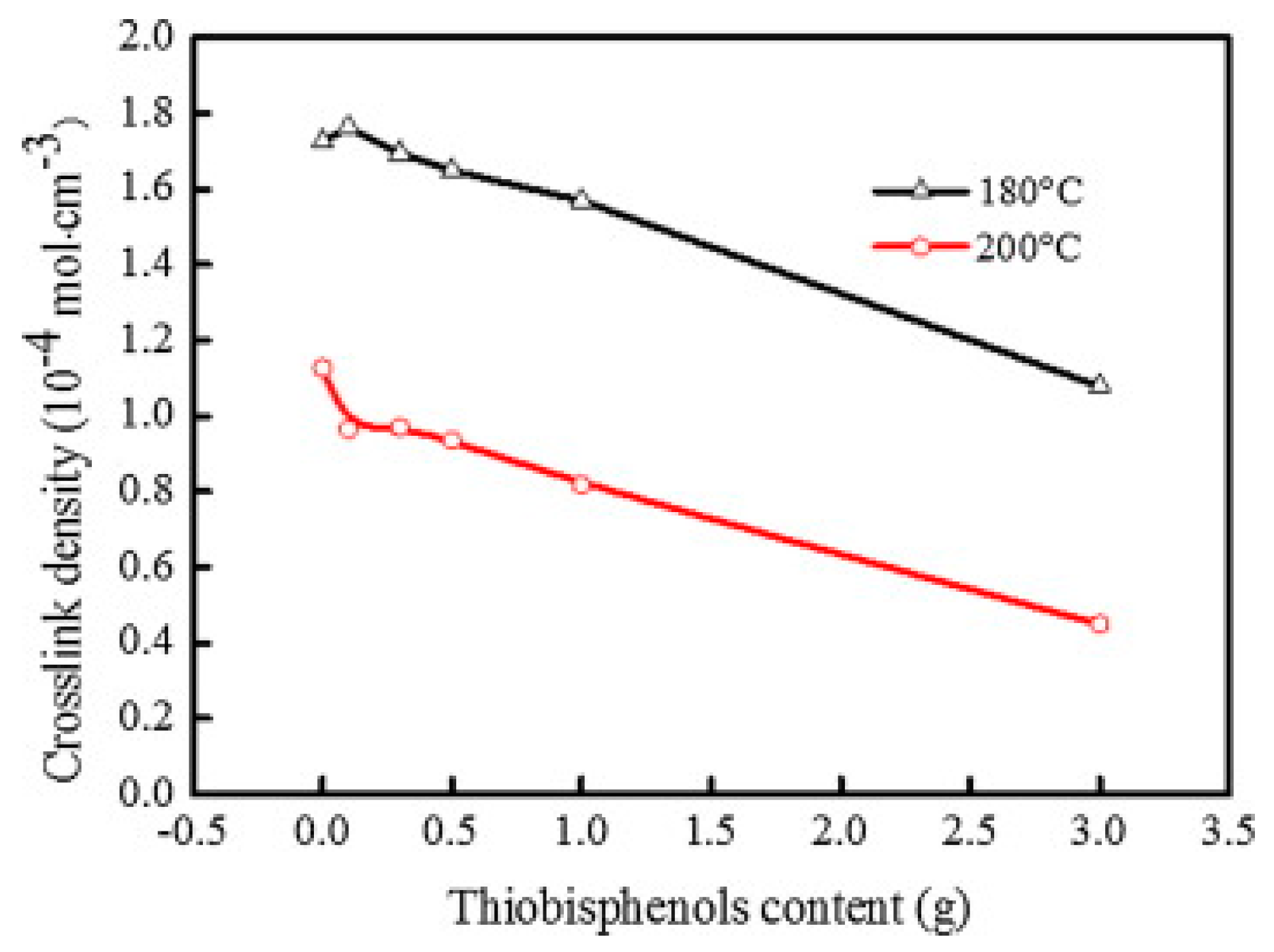
Figure 17.
Reaction scheme for the regeneration of sulfur vulcanized rubber with thiobisphenols (reproduced with permission from [97]).
Figure 17.
Reaction scheme for the regeneration of sulfur vulcanized rubber with thiobisphenols (reproduced with permission from [97]).

Figure 18.
Effect of temperature on the sol fraction of regenerated sidewall rubber obtained from a passenger car tire (regeneration reaction conditions are 8 MPa for 60 min) (reproduced with permission from [110]).
Figure 18.
Effect of temperature on the sol fraction of regenerated sidewall rubber obtained from a passenger car tire (regeneration reaction conditions are 8 MPa for 60 min) (reproduced with permission from [110]).
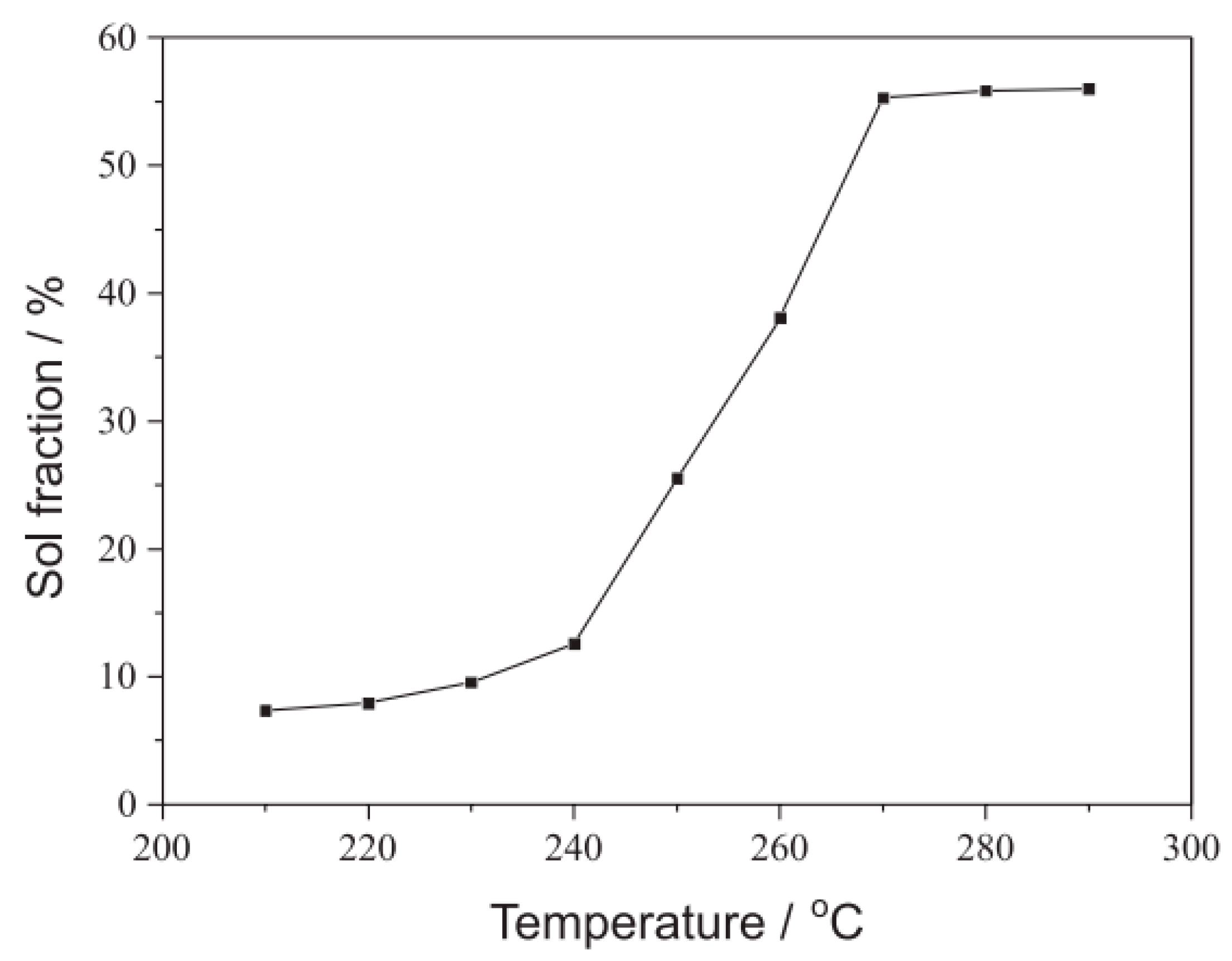
Figure 19.
Effect of tire rubber content on the cure characteristic of rubber blends (reproduced with permission from [16]).
Figure 19.
Effect of tire rubber content on the cure characteristic of rubber blends (reproduced with permission from [16]).

Figure 20.
Mooney viscosity of NR-PBR/RR blends as a function of carbon black/regenerated tire rubber (RTR) loading (reproduced with permission from [121]).
Figure 20.
Mooney viscosity of NR-PBR/RR blends as a function of carbon black/regenerated tire rubber (RTR) loading (reproduced with permission from [121]).
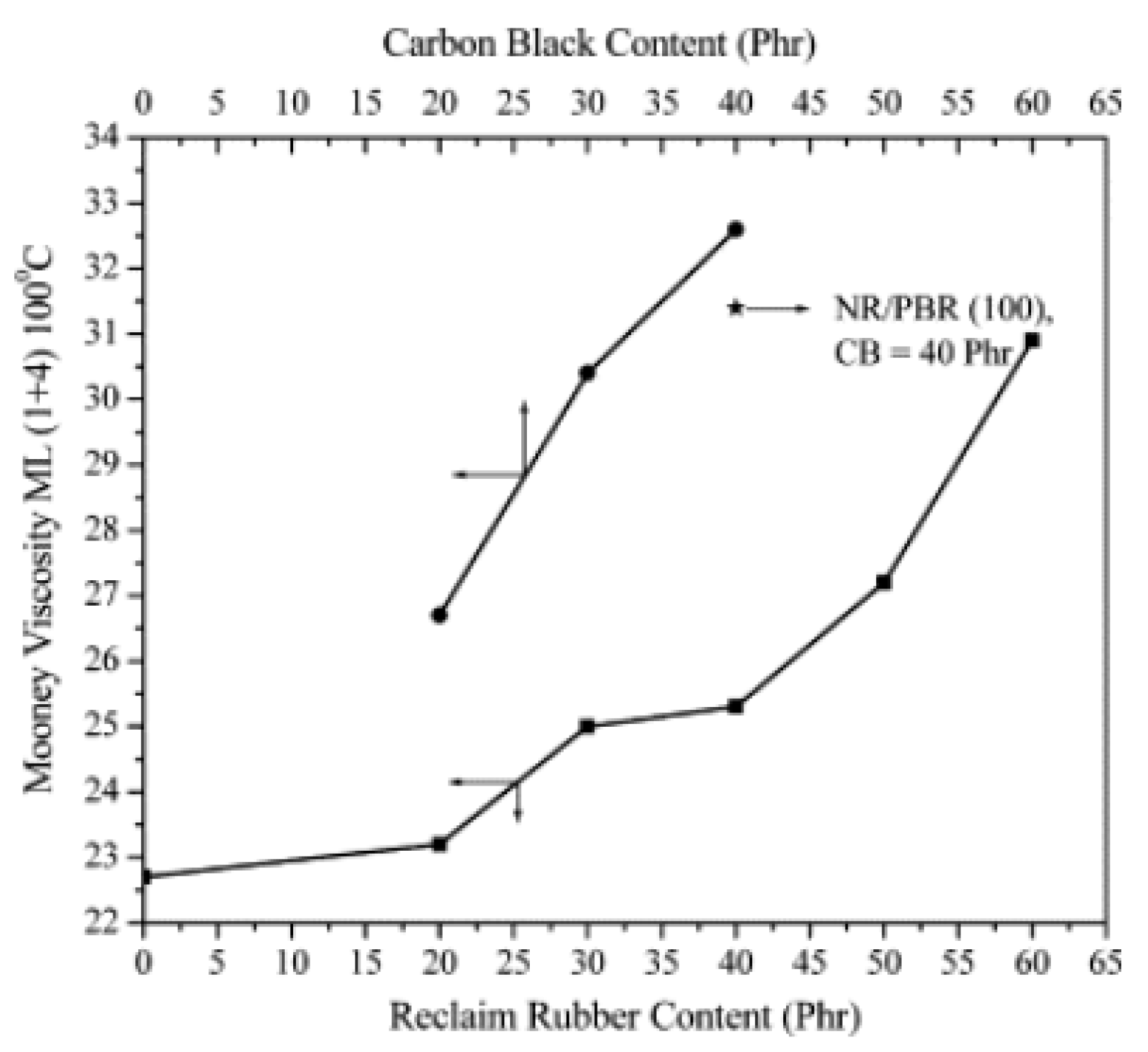
Figure 21.
Extrudate (die) swell as a function of RTR content for NR (STRVS60 and STR20CV) at a temperature of 80 °C for 10 min of mastication and a shear rate of 3.6 s-1 (reproduced with permission from [122]).
Figure 21.
Extrudate (die) swell as a function of RTR content for NR (STRVS60 and STR20CV) at a temperature of 80 °C for 10 min of mastication and a shear rate of 3.6 s-1 (reproduced with permission from [122]).

Figure 22.
Tensile stress at break and elongation at break as a function of RTR content in NR (STRVS60 and STR20CV) compounds (reproduced with permission from [122]).
Figure 22.
Tensile stress at break and elongation at break as a function of RTR content in NR (STRVS60 and STR20CV) compounds (reproduced with permission from [122]).
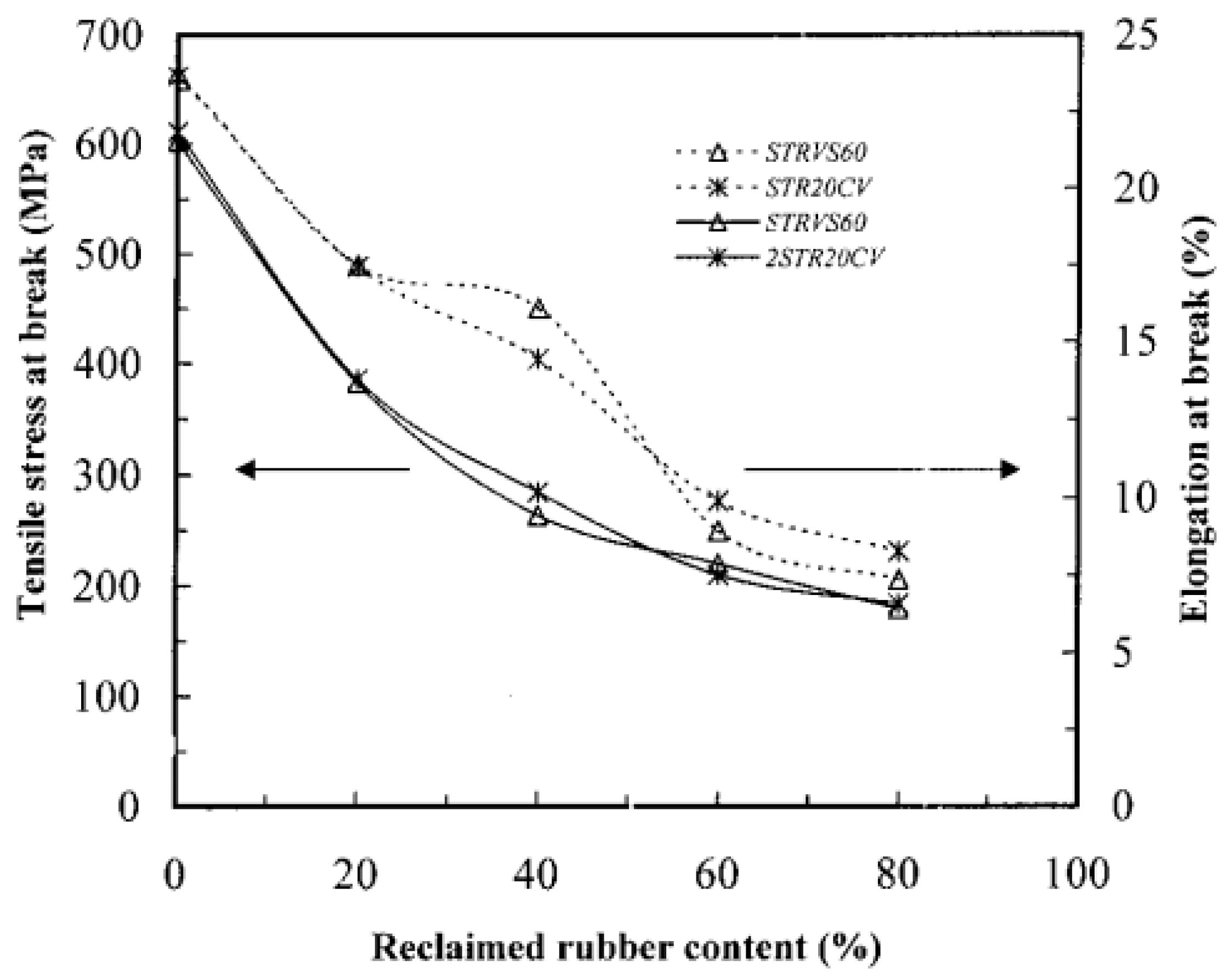
Figure 23.
SEM micrographs of some rubber compounds related to Figure 22: (a) STRVS60, (b) RTR and (c) STRVS50/RTR (20/80) (reproduced with permission from [122]).

Figure 24.
Stress-strain behavior of NR-PBR/RR blends (reproduced with permission from [121]).
Figure 24.
Stress-strain behavior of NR-PBR/RR blends (reproduced with permission from [121]).

Figure 25.
Tensile fractured surface of the compounds of Figure 24: (a) NR-PBR (100), (b) NR-PBR/RTR (80/20), (c) NR-PBR/RTR (60/40) and (d) NR-PBR/RTR (40/60) (reproduced with permission from [121]).
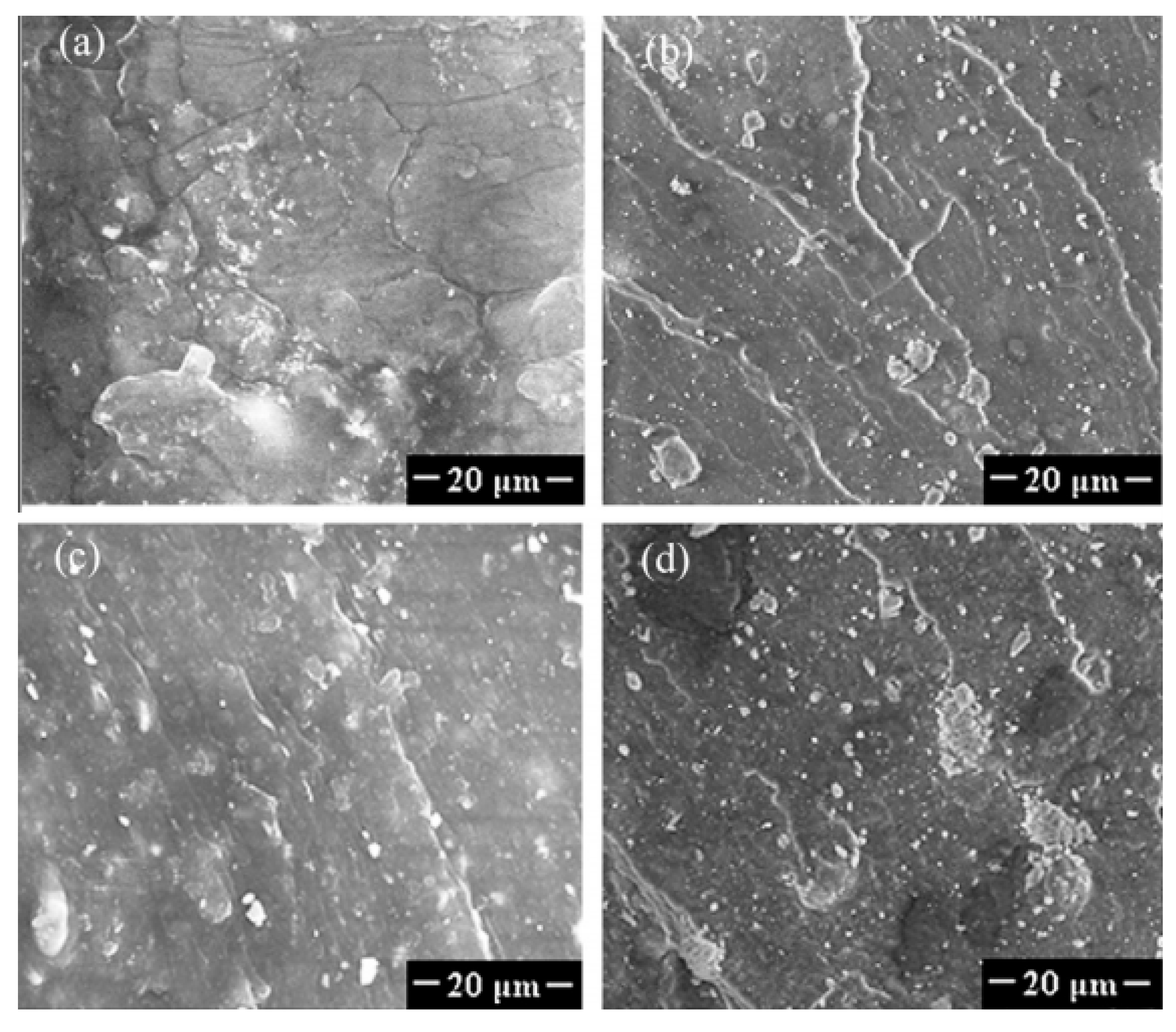
Figure 26.
Elongation at break as a function of reclaim rubber content for acrylonitrile butadiene rubber (NBR) (left) and styrene butadiene rubber (SBR) (right) compounds (reproduced with permission from [116,117]).
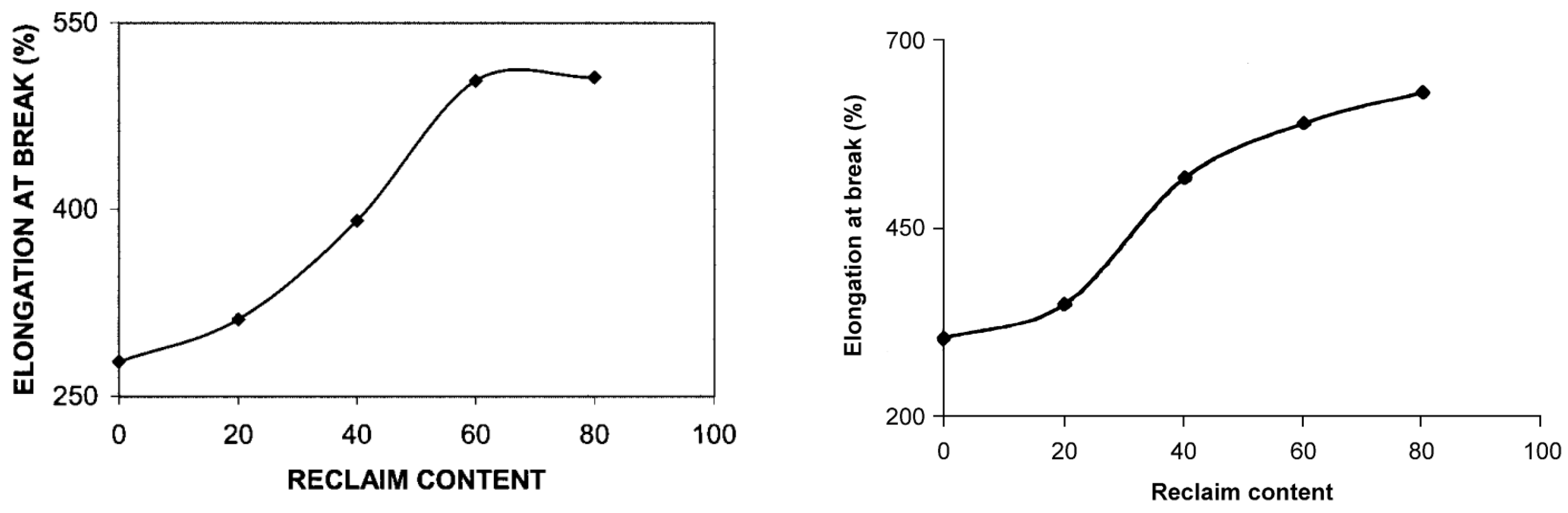
Figure 27.
Abrasion pattern of SBR samples (normal load = 25 N): (A) without GTR, (B) with GTR (particle size = 420–600 μm; content = 30 phr) (reproduced with permission from [119]).
Figure 27.
Abrasion pattern of SBR samples (normal load = 25 N): (A) without GTR, (B) with GTR (particle size = 420–600 μm; content = 30 phr) (reproduced with permission from [119]).
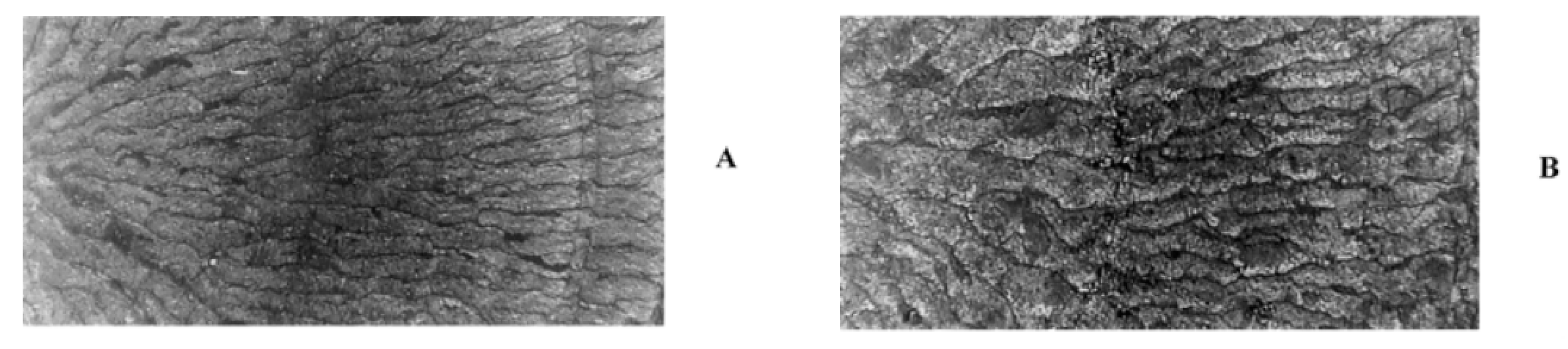
Figure 28.
Tensile properties of SBR/GTR compounds as a function of GTR particle sizes at 30 phr (reproduced with permission from [119]).
Figure 28.
Tensile properties of SBR/GTR compounds as a function of GTR particle sizes at 30 phr (reproduced with permission from [119]).

Figure 29.
Schematic representation of the partial regeneration process and its effect on the morphology of rubber blends (reproduced with permission from [124]).
Figure 29.
Schematic representation of the partial regeneration process and its effect on the morphology of rubber blends (reproduced with permission from [124]).
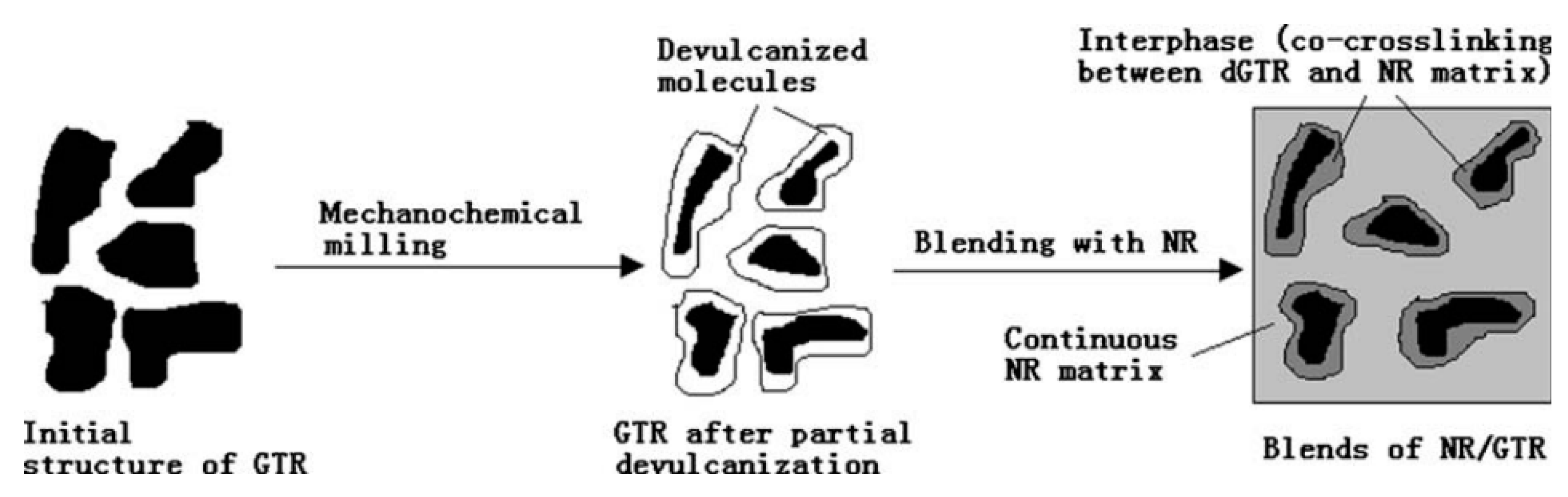
Figure 30.
SEM micrographs of the tensile fracture surfaces of SBR compounds filled with GTR (a,b) or RTR (c,d) (30 phr) (reproduced with permission from [126]).
Figure 30.
SEM micrographs of the tensile fracture surfaces of SBR compounds filled with GTR (a,b) or RTR (c,d) (30 phr) (reproduced with permission from [126]).
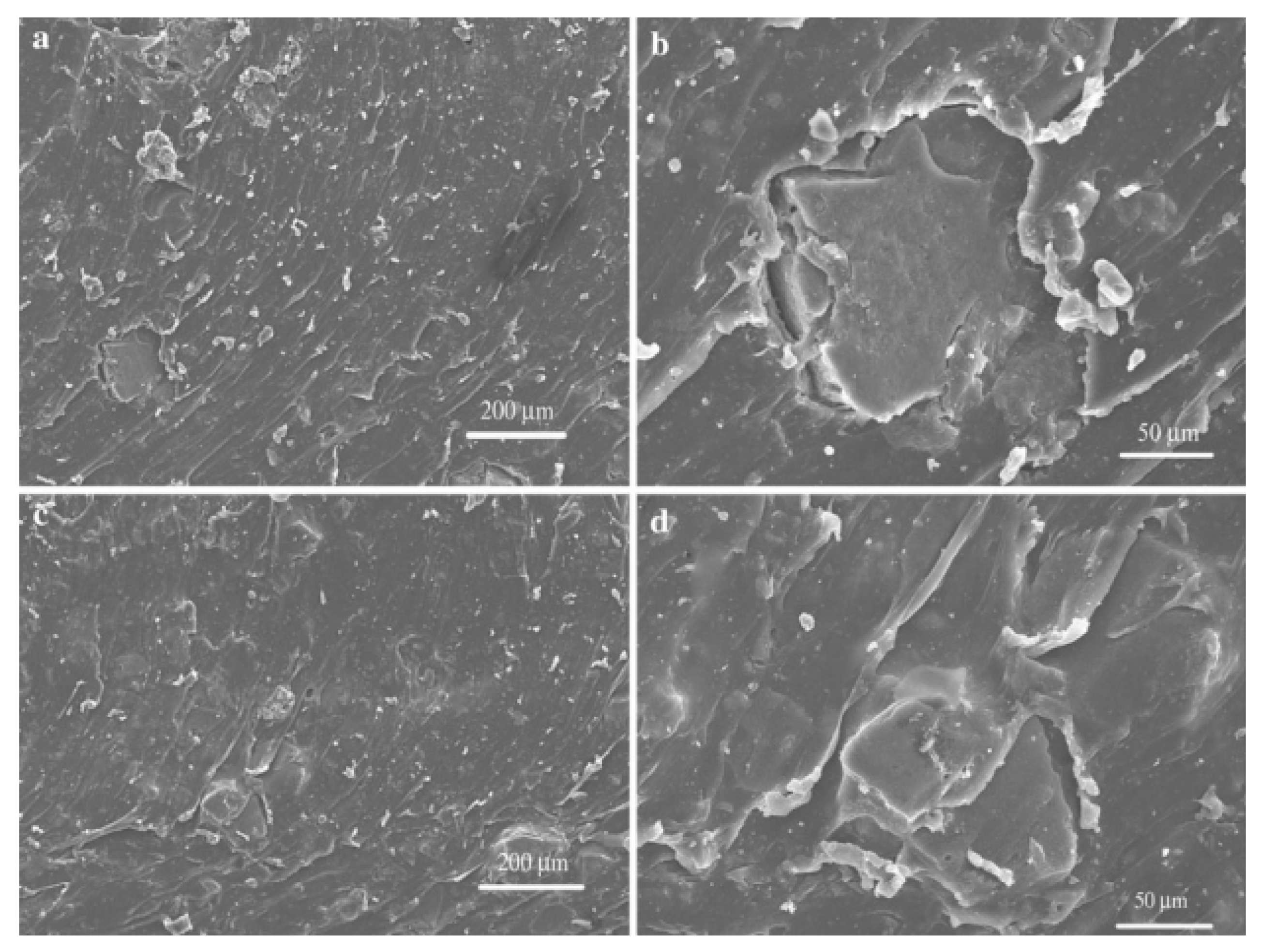
Figure 31.
The effect of tire rubber content on the mechanical properties of rubber blends (reproduced with permission from [16]).
Figure 31.
The effect of tire rubber content on the mechanical properties of rubber blends (reproduced with permission from [16]).
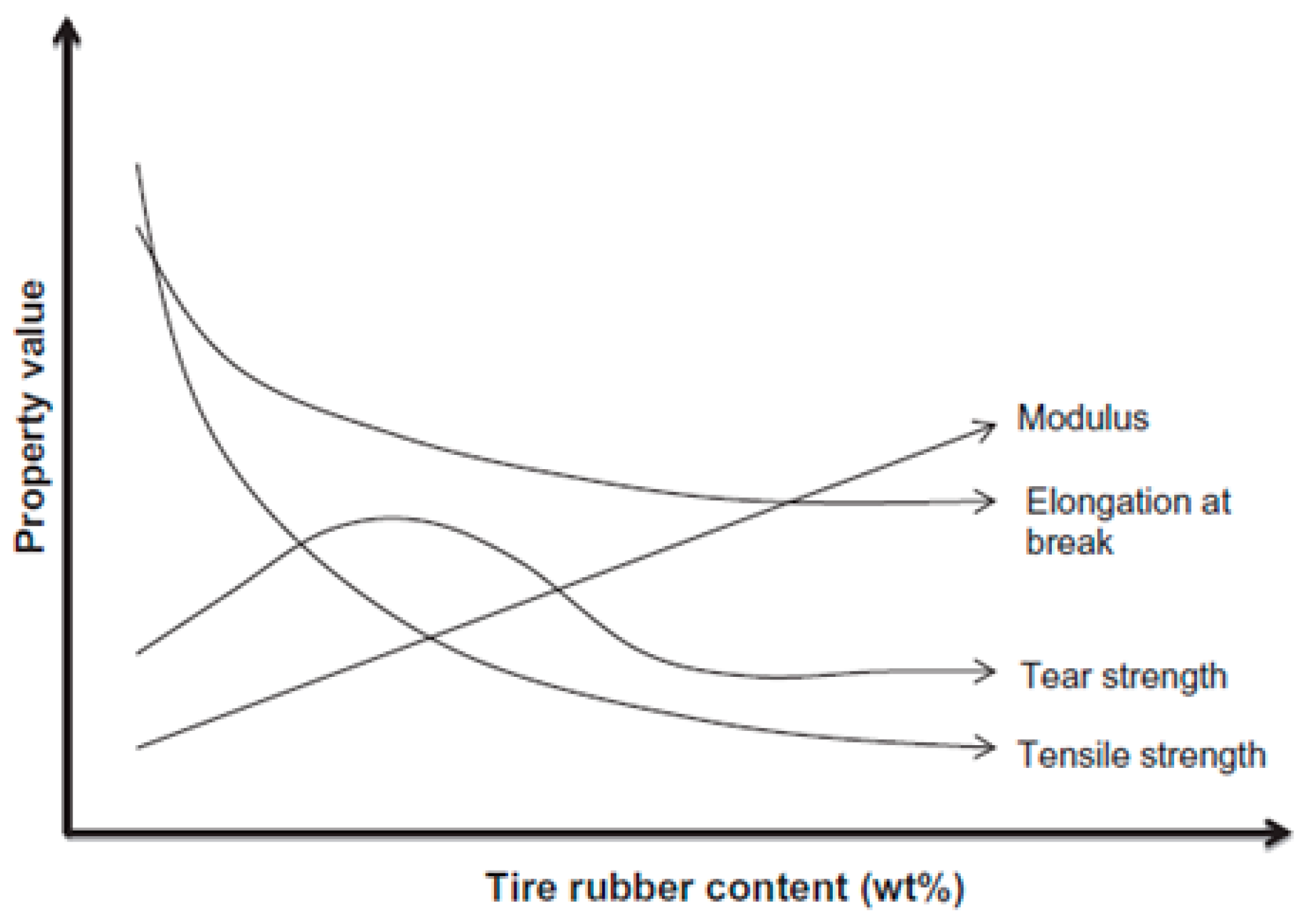
Figure 32.
Crosslink density (left) and hardness (right) of NR/RTR compounds as a function of RTR content (reproduced with permission from [122]).
Figure 32.
Crosslink density (left) and hardness (right) of NR/RTR compounds as a function of RTR content (reproduced with permission from [122]).
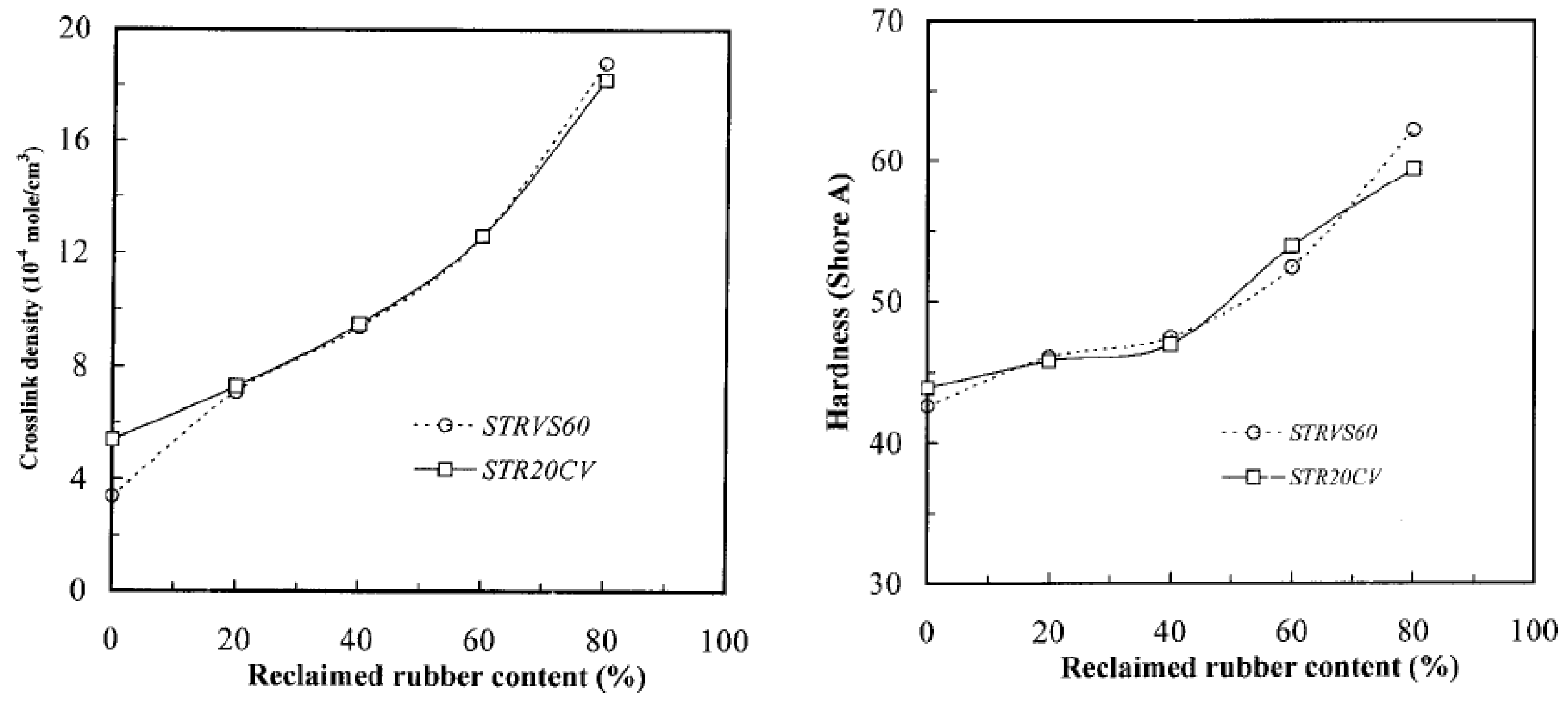
Figure 33.
Effect of RTR content on the retention of the 200% modulus of NR-PBR/RR blends (reproduced with permission from [121]).
Figure 33.
Effect of RTR content on the retention of the 200% modulus of NR-PBR/RR blends (reproduced with permission from [121]).

Figure 34.
Thermogravimetric analysis (TGA/DTG) of SBR/RR compounds (reproduced with permission from [128]).
Figure 34.
Thermogravimetric analysis (TGA/DTG) of SBR/RR compounds (reproduced with permission from [128]).
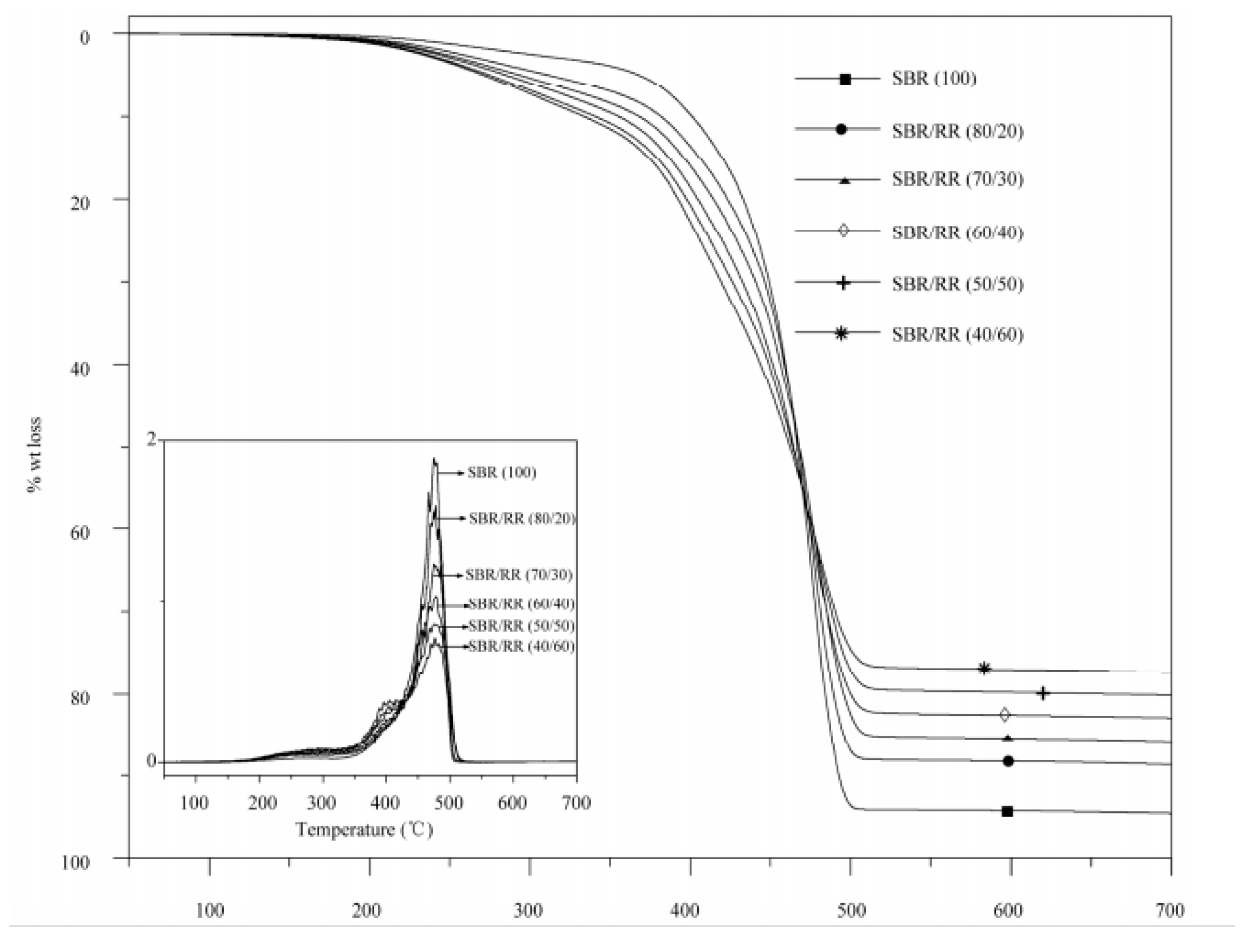
Figure 35.
TGA and DTG curves of: (a) NR/GTRcar and (b) NR/GTRtruck samples (N2 atmosphere and a heating rate of 20 °C/min) (reproduced with permission from [131]).
Figure 35.
TGA and DTG curves of: (a) NR/GTRcar and (b) NR/GTRtruck samples (N2 atmosphere and a heating rate of 20 °C/min) (reproduced with permission from [131]).

Figure 36.
Storage modulus as a function of temperature for SBR/GTR and SBR/DGTR at 30 phr (reproduced with permission from [126]).
Figure 36.
Storage modulus as a function of temperature for SBR/GTR and SBR/DGTR at 30 phr (reproduced with permission from [126]).

Figure 37.
Effect of RTR content on the toluene sorption (25 °C) and desorption (70 °C) curves of RTR/NR(STRVS60) compounds (reproduced with permission from [133]).
Figure 37.
Effect of RTR content on the toluene sorption (25 °C) and desorption (70 °C) curves of RTR/NR(STRVS60) compounds (reproduced with permission from [133]).

Figure 38.
Effect of GTR and RTR content on the swelling ratio of NR compounds soaked in toluene at room temperature for 72 h (reproduced with permission from [124]).
Figure 38.
Effect of GTR and RTR content on the swelling ratio of NR compounds soaked in toluene at room temperature for 72 h (reproduced with permission from [124]).
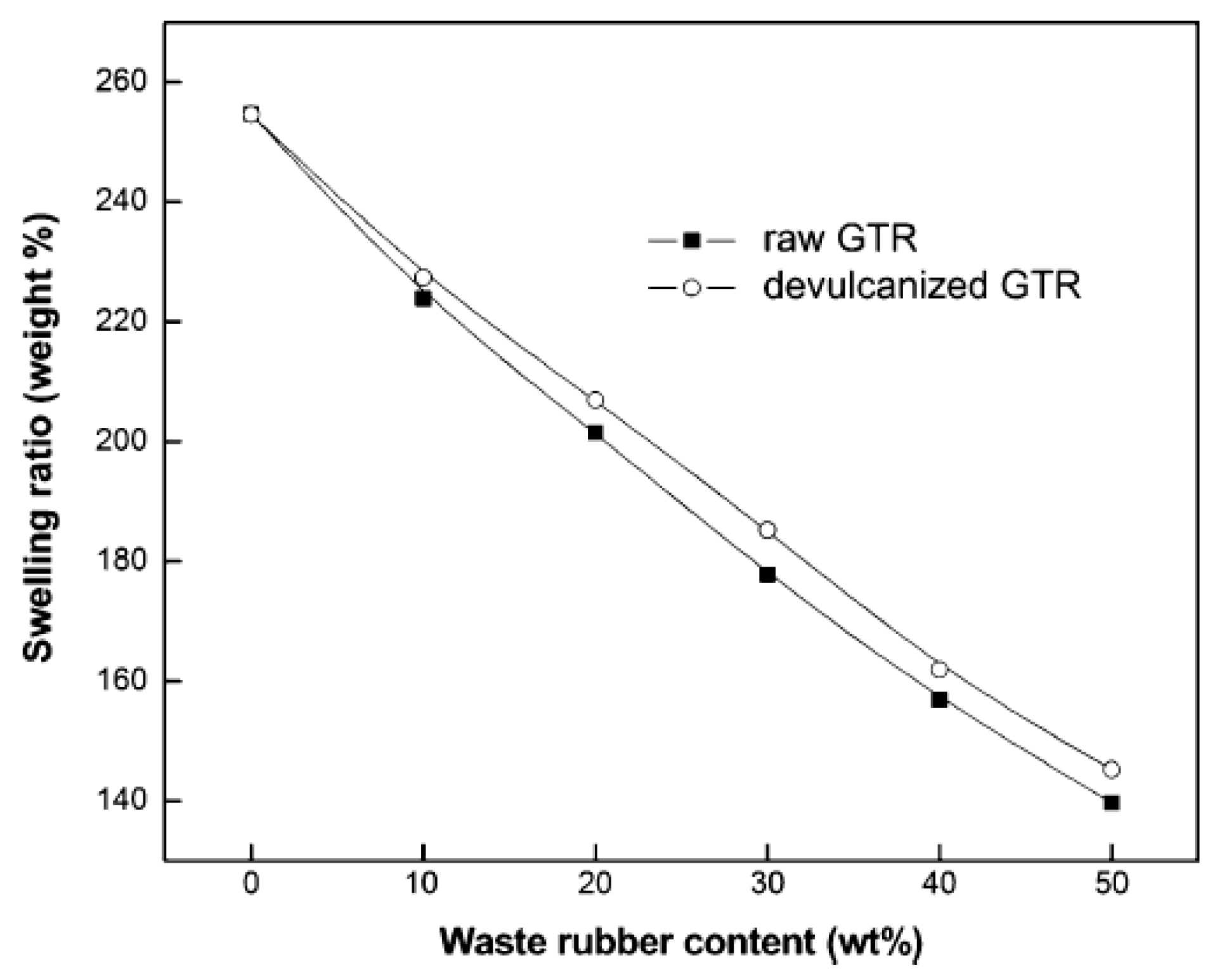

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Tire composition depending on the application (reproduced with permission from [28]).
Table 1.
Tire composition depending on the application (reproduced with permission from [28]).
| Material | Car Tire | Truck Tire | Off-the-Road Tire |
|---|---|---|---|
| Rubbers/Elastomers (wt.%) | 47 | 45 | 47 |
| Carbon black and silica (wt.%) | 22.5 | 21 | 22 |
| Metals (wt.%) | 14 | 23.5 | 12 |
| Textiles (wt.%) | 5.5 | 1 | 10 |
| Vulcanization agents (wt.%) | 2.5 | 3 | 3 |
| Additives (wt.%) | 8.5 | 6.5 | 6 |
Table 2.
Variation of the elemental concentrations on the GTR surface during pan milling (reproduced with permission from [69]).
Table 2.
Variation of the elemental concentrations on the GTR surface during pan milling (reproduced with permission from [69]).
| Sample | Relative Concentration (%) | ||
|---|---|---|---|
| C | O | S | |
| Without milling | 96.46 | 3.17 | 0.37 |
| Milled for 15 cycles | 94.82 | 4.74 | 0.44 |
| Milled for 25 cycles | 94.43 | 5.10 | 0.47 |
Table 3.
Temperature after microwave treatment and gel content of the regenerated styrene-butadiene rubber (rSBR) for different exposure time (1 to 3 min) with a power of 900 W (reproduced with permission from [104]).
Table 3.
Temperature after microwave treatment and gel content of the regenerated styrene-butadiene rubber (rSBR) for different exposure time (1 to 3 min) with a power of 900 W (reproduced with permission from [104]).
| Sample | Temperature (°C) | Gel Content (%) |
|---|---|---|
| SBR-r | - | 93 ± 2 |
| rSBR 1 min | 45 ± 2 | 90 ± 1 |
| rSBR 2 min | 60 ± 2 | 43 ± 2 |
| rSBR 3 min | 80 ± 4 | 33 ± 1 |
Table 4.
Common mechanical properties of GTR/RTR rubber blends.
| Blends | GTR/RTR Loading | Tensile Strength (MPa) | Elongation at Break (%) | Tear Strength (N/mm) | Abrasion Resistance (cc/h) | Compression Set (%) | Resilience (%) |
|---|---|---|---|---|---|---|---|
| NR/RTR [112] | 20 | 15 | 610 | 27 | 10.6 | 18 | 58 |
| 40 | 12.5 | 580 | 29 | 10.7 | 25 | 52 | |
| 60 | 12 | 60 | 30 | 10.7 | 25.2 | 50 | |
| NR/GTR [114] | 20 | 15.9 | 500 | Not reported | |||
| 40 | 13.4 | 417 | |||||
| 60 | 11.6 | 260 | |||||
| NBR/RTR [116] | 20 | 2.5 | 320 | 27.9 | 2.5 | 18 | 30 |
| 40 | 3.0 | 380 | 27.5 | 5 | 21 | 29 | |
| 60 | 5.5 | 500 | 27.3 | 8 | 26.5 | 28 | |
| NBR/GTR [124] | 20 | 4 | 325 | 22 | 4 | 15.5 | 30.5 |
| 40 | 6 | 310 | 27 | 7 | 17.5 | 27 | |
| SBR/RTR [117] | 20 | 2.5 | 350 | 13 | 14.5 | 4.5 | 46 |
| 40 | 3.8 | 525 | 17 | 19 | 5.0 | 45 | |
| 60 | 5.5 | 600 | 21 | 20 | 6.2 | 38 | |
| SBR/RTR [114] | 20 | 17.5 | 350 | Not reported | |||
| 40 | 14.8 | 317 | |||||
| 60 | 8.7 | 260 | |||||
Table 5.
Tensile strength of NBR/RTR compounds before and after aging (reproduced with permission from [116]).
Table 5.
Tensile strength of NBR/RTR compounds before and after aging (reproduced with permission from [116]).
| Sample | Tensile Strength (MPa) | Retention (%) | |
|---|---|---|---|
| Before Aging | After Aging | ||
| NBR | 1.8 | 2.2 | 120 |
| NBR/RTR20 | 2.6 | 2.3 | 89 |
| NBR/RTR40 | 2.6 | 2.5 | 92 |
| NBR/RTR60 | 5.0 | 4.7 | 94 |
| NBR/RTR80 | 6.3 | 5.7 | 91 |
Table 6.
Typical composition of passenger and truck tires (reproduced with permission from [131]).
Table 6.
Typical composition of passenger and truck tires (reproduced with permission from [131]).
| Composition | Passenger Car Tire | Truck Tire |
|---|---|---|
| Natural rubber | 25% | 35% |
| Synthetic rubber | 32% | 25% |
| Carbon black | 33% | 30% |
| SiO2 | 5% | 6% |
| Other additives (curing system, processing aids, etc.) | 5% | 4% |
Table 7.
Values of n and K (Equation (5)) for RTR/NR blends (compounding by a two-roll mill at 25 °C) (reproduced with permission from [133]).
Table 7.
Values of n and K (Equation (5)) for RTR/NR blends (compounding by a two-roll mill at 25 °C) (reproduced with permission from [133]).
| RTR Content (%) | STRVS60 | STR20CV | ||
|---|---|---|---|---|
| n | K × 102 (g/g minn) | n | K × 102 (g/g minn) | |
| 0 | 0.40 | 1.44 | 0.39 | 1.39 |
| 20 | 0.34 | 1.58 | 0.38 | 1.47 |
| 40 | 0.35 | 1.65 | 0.34 | 1.52 |
| 60 | 0.32 | 1.81 | 0.32 | 1.63 |
| 80 | 0.27 | 2.07 | 0.28 | 1.93 |
Table 8.
Effects of GTR/RTR treatment, composition, regeneration, and compounding on the properties of rubber compounds.
Table 8.
Effects of GTR/RTR treatment, composition, regeneration, and compounding on the properties of rubber compounds.
| Compound | GTR/RTR Content | Mixing | Results | Ref. |
|---|---|---|---|---|
| NR/RTR | RTR (25, 40, 50 and 60 phr) | NR regeneration by diallyl disulfide (DADS) at 60 °C for 35 min on an open two-roll mixing mill. Compounding in a laboratory size two-roll mill based on ASTM D 15-54T (1954). | Increasing RTR content resulted in decreased scorch time and optimum cure time. Addition of N-cyclohexylthiophthalimide as PVI increased the scorch time of NR/RTR (50/50) blend. | [120] |
| NBR/RTR | RTR (20, 40, 60 and 80 phr) | MA grafting on RTR at 150 °C in a Brabender Plasticorder at 30 rpm for 3 min. Blends preparation on a laboratory size two-roll mill based on ASTM D 3182. | MA modification of RTR led to longer cure time, scorch time and lower cure rate in all blends since anhydrides grafted on the RTR surface as cure retarders delay the onset of cure reaction resulting in higher cure times. | [115] |
| NR/PBR/RTR | RTR (20, 30, 40, 50 and 60 phr) | Regeneration of GRT by tetramethyl thiuram disulfide (TMTD) in the presence of spindle oil. Mixing of NR/PBR/RTR compounds for 15 min via laboratory size two-roll mill at room temperature. | Increase in minimum torque and Mooney viscosity of the compounds by RTR addition due to higher carbon black content resulting in higher stiffness and chain mobility restriction, as well as lower optimum cure time related to the presence of active crosslinking sites in RTR. Increase in tensile modulus with increasing RTR content attributed to the higher gel fraction and crosslink density of the compounds. Also, increase in 200% moduli retention of NR/PBR/RTR with increasing RTR loading after aging attributed to higher crosslink density and the formation of new crosslinks due to the presence of active sites in RTR. | [121] |
| NR/RTR | RTR (20, 40, 60 and 80 phr) | NR mastication on a laboratory two-roll mill for 10, 20 or 30 min followed by blending with RTR for 10 min at 25 °C. | Shear viscosity increased with RTR content, but decreased with mastication time. Increase in tensile modulus with RTR loading due to the variation of crosslink density and chain mobility of RTR, as well as better blends homogeneity. | [122] |
| NBR/RTR | RTR (20, 40, 60 and 80 phr) | Compound mixing according to ASTM D 3182 on a two-roll laboratory size mixing mill. | Increasing trend of elongation at break with RTR incorporation attributed to a plasticization effect of the processing oil in RTR. Decrease in aging resistance of the blends after RTR addition as it contains NR which is more prone to degradation during mixing. | [116] |
| SBR/GTR and SBR/RTR | GTR and RTR (10, 20, and 30) phr) | SBR mastication on a two-roll mill and blending with various contents of GTR or RTR for 10 min. | Microbial desulfurization of the GTR led to increased GTR sol fraction from 4.69-8.68%. Higher storage modulus and rigidity of SBR/GTR compounds than SBR/RTR compounds attributed to the higher crosslink density, carbon black content and chain mobility restriction of GTR. Higher elasticity of RTR compounds determined by the lower tan δ peak height of RTR. Also, better wettability of RTR due to more compatibility and good interfacial interactions between RTR and SBR. | [126] |
| NR/RTR NR/GTR | GTR and RTR (10, 30 and 50 phr) | GTR regeneration via a pan-mill type mechano-chemical reactor for 25 cycles. Blending with NR using a two-roll mill. | Lower scorch time and optimum cure time of NR/RTR blends compared to NR/GTR blends due to more unsaturated rubber in the RTR. Higher tensile strength and elongation at break of NR/RTR blends because of better compatibility and homogeneity of the blends. Also, RTR induced a higher degree of swelling compared to GTR attributed to the lower crosslink density of the partially regenerated RTR. | [124] |
| NR/GTR | GTR (50 phr) | GTRcar and GTRtruck were exposed to microwave irradiation for 0-10 min. Preparation of NR/GTR blends at 70 °C using an internal batch mixer with rotational speed of 100 rpm. | Better thermal stability of NR/GTRcar than NR/GTRtruck attributed to the higher content of synthetic rubbers in GTRcar and also the evaporation of low MW volatile products formed during the thermal degradation of GTR. Improvement of tensile properties of modified GTR containing blends due to improved interfacial interaction confirmed by SEM images. | [131] |
| NBR/NR/GTR and NBR/NR/RTR | GTR (50 phr) | GTR regeneration in a microwave reactor for 3, 5 and 10 min with a power of 700 W. Blends preparation at 70 °C using an internal batch mixer with a rotational speed of 100 rpm. The curing system was based on zinc oxide, stearic acid, TBBS, TMTD and sulphur. | Microwave modification of GTR enhanced the tensile properties due to good interaction between the RTR and the matrix. GTR microwaves treatment resulted in an improvement of the crosslinking and hence better thermal stability of the blends after revulcanization, but microwave radiation for more than 5 min led to the degradation of the GTR main chains. | [70] |
| SBR/RTR | RTR (20, 30, 40, 50 and 60 phr) | GRT regeneration by tetramethyl thiuram disulfide (TMTD) in the presence of spindle oil in an open two-roll mill. Mixing of fresh SBR and RTR on an open two-roll mill at room temperature for 15 min. | Increase in minimum torque and Mooney viscosity of the SBR/RTR compounds with increasing RTR content, while the scorch time remained unchanged. RTR addition led to increase in tensile strength by about 19% for 20 parts filler and 115% for 60 parts RTR in compounds. Enhanced thermal stability of SBR/RTR compounds with RTR incorporation as char residue of SBR increased from 5.3% to 22.6% with the addition of 60 parts RTR. | [128] |
| NBR/GTR | GTR (5, 10, 15 and 20 phr) | The plasma treatment modification of GTR was carried out before mixing with NBR for 2 min with a plasma discharge power in range of 30 to 80 W. NBR/GTR compounding was performed on a two-roll mill for 10 min. | The water contact angle of the modified GTR decreased from 116° to 0° after 10 s of irritation inducing a hydrophilic nature to the modified GTR. The TS and tear strength of NBR/GTR improved by 42% and 21% respectively, due to increased interfacial bonding between the plasma modified GTR (20 wt.%) and NBR matrix. | [19] |
| SBR/RTR | RTR (20, 40, 60 and 80 phr) | The SBR/RTR blends were prepared in a laboratory size two-roll mill and vulcanization was carried out at 150 °C and 180 kg/cm2 using an electrically heated hydraulic press. | The tensile strength of SBR/RTR compounds increased from 1.9 MPa to 5.1 MPa with the addition of 80 parts RTR. Also, the elongation at break of SBR increased from 506% to 629% at 80 parts of RTR due to a plasticization effect caused by the presence of the processing oil in RTR. | [117] |
| NR/RTR | RTR (20, 40, 60 and 80 phr) | NR masticating was performed on a laboratory two-roll mill for 10 min followed by the addition of RTR and further mastication for 2 min. NR compounding with RTR was performed on a two-roll mill for 8 min at 25 °C. | The swelling degree of the compounds at the equilibrium state decreased with RTR content due to the increased crosslink density and the polymer–solvent interaction. Also, increasing the RTR content led to a higher elastic behavior (reduced tan δmax) and Tg attributed to the increase in crosslink density and the presence of carbon black in RTR. | [133] |
| NR/GTR and NR/RTR | GTR and RTR (0, 10, 20, 30 and 40 phr) | GTR surface regeneration was performed using a biological treatment by Thiobacillus sp. NR was masticated on a two-roll mill and then blended with GTR or RTR for 10 min followed by vulcanization in a press at 15 MPa and 150 °C according to ASTM D 2084. | GTR regeneration resulted in 30% increase of oxygen content on the GTR surface and a reduction of the GTR contact angle from 120.5° to 93.5° (RTR) after regeneration. NR/RTR compounds showed better compatibility and co-crosslinking at the interphase between RTR and virgin NR leading to better tensile properties. Addition of 10 phr RTR in the compounds retained 91% and 92% of their original TS and EB, respectively. | [127] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Fazli, A.; Rodrigue, D. Recycling Waste Tires into Ground Tire Rubber (GTR)/Rubber Compounds: A Review. J. Compos. Sci. 2020, 4, 103. https://doi.org/10.3390/jcs4030103
AMA Style
Fazli A, Rodrigue D. Recycling Waste Tires into Ground Tire Rubber (GTR)/Rubber Compounds: A Review. Journal of Composites Science. 2020; 4(3):103. https://doi.org/10.3390/jcs4030103
Chicago/Turabian StyleFazli, Ali, and Denis Rodrigue. 2020. "Recycling Waste Tires into Ground Tire Rubber (GTR)/Rubber Compounds: A Review" Journal of Composites Science 4, no. 3: 103. https://doi.org/10.3390/jcs4030103