
A Quantitative Investigation of Dislocation Density in an Al Matrix Composite Produced by a Combination of Micro-/Macro-Rolling

 ,
,  , ,
, ,  ,
,  and
and
Abstract
:1. Introduction
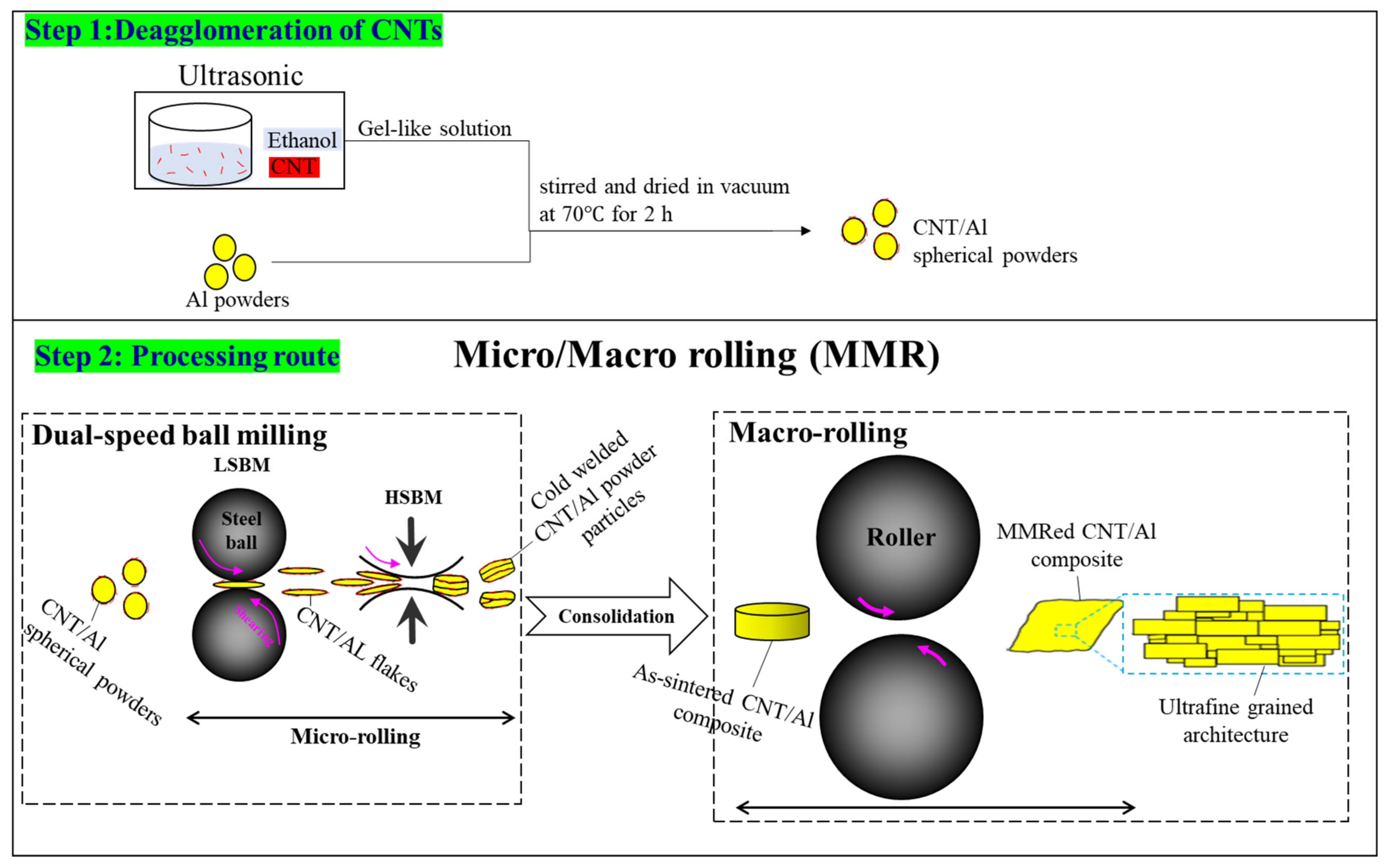
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure and Mechanical Properties
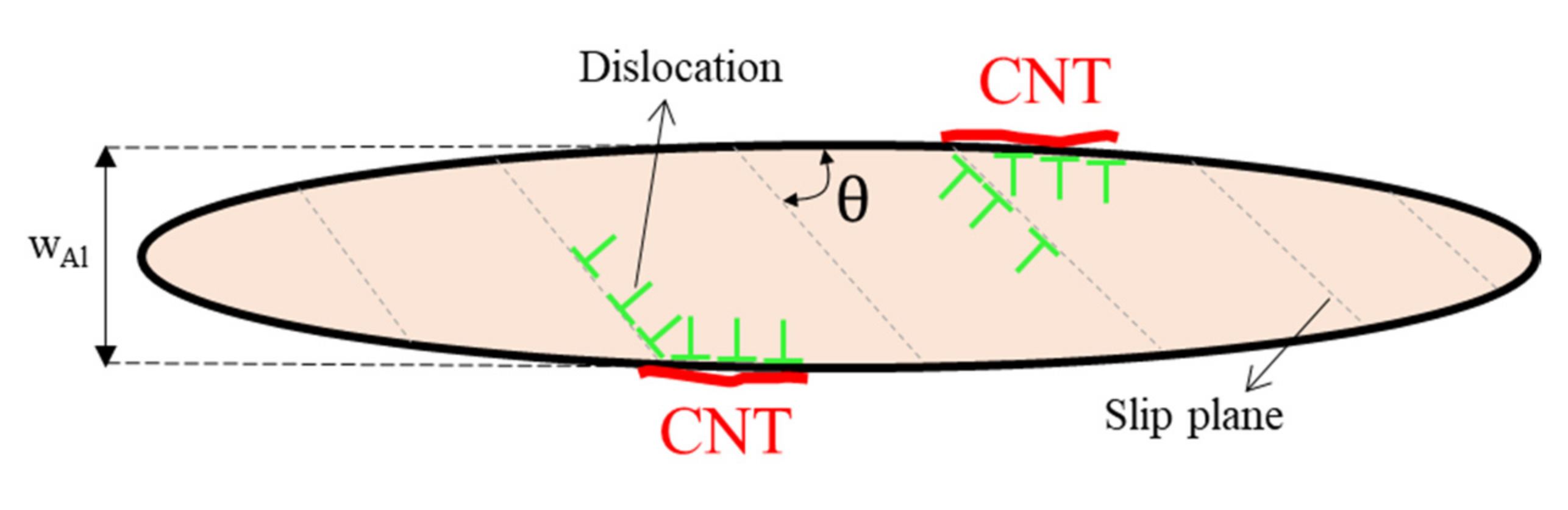
3.2. Deformation Model
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Liu, X.; Wu, K.; Wu, G.; Gao, Y.; Zhu, L.; Lu, Y.; Lu, J. High strength and high ductility copper obtained by topologically controlled planar heterogeneous structures. Scr. Mater. 2016, 124, 103–107. [Google Scholar] [CrossRef]
- Argon, A.S.; Yip, S. The strongest size. Philos. Mag. Lett. 2006, 86, 713–720. [Google Scholar] [CrossRef]
- Sadeghi, B.; Cavaliere, P.; Pruncu, C.I.; Balog, M.; de Castro, M.M.; Chahal, R. Architectural design of advanced aluminum matrix composites: A review of recent developments. Crit. Rev. Solid State Mater. Sci. 2022, 1–71. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, B.; Zou, Q.; Huang, G.; Liu, S.; Zhang, J.; Tang, A.; Jiang, B.; Pan, F. Design of pure aluminum laminates with heterostructures for extraordinary strength-ductility synergy. J. Mater. Sci. Technol. 2022, 100, 193–205. [Google Scholar] [CrossRef]
- Sadeghi, B.; Cavaliere, P. CNTs reinforced Al-based composites produced via modified flake powder metallurgy. J. Mater. Sci. 2022, 57, 2550–2566. [Google Scholar] [CrossRef]
- Sadeghi, B.; Cavaliere, P.; Pruncu, C.I. Architecture dependent strengthening mechanisms in graphene/Al heterogeneous lamellar composites. Mater. Charact. 2022, 188, 111913. [Google Scholar] [CrossRef]
- Sadeghi, B.; Tan, Z.; Qi, J.; Li, Z.; Min, X.; Yue, Z.; Fan, G. Enhanced mechanical properties of CNT/Al composite through tailoring grain interior/grain boundary affected zones. Compos. Part B Eng. 2021, 223, 109133. [Google Scholar] [CrossRef]
- Fan, H.; Wang, Q.; El-Awady, J.A.; Raabe, D.; Zaiser, M. Strain rate dependency of dislocation plasticity. Nat. Commun. 2021, 12, 1845. [Google Scholar] [CrossRef]
- Gao, S.; Yoshino, K.; Terada, D.; Kaneko, Y.; Tsuji, N. Significant Bauschinger effect and back stress strengthening in an ultrafine grained pure aluminum fabricated by severe plastic deformation process. Scr. Mater. 2022, 211, 114503. [Google Scholar] [CrossRef]
- Balog, M.; Orovcik, L.; Nagy, S.; Krizik, P.; Nosko, M.; Oslanec, P.; Zifcak, P. To what extent does friction-stir welding deteriorate the properties of powder metallurgy Al? J. Mater. Res. Technol. 2020, 9, 6733–6744. [Google Scholar] [CrossRef]
- Ruslan, Z.V.; Evgeny, V.P.; Georgy, I.R.; Irina, P.S.; Ludek, D. Bulk nanostructured metals for advanced medical implants and devices. IOP Conf. Ser. Mater. Sci. Eng. 2018, 461, 012089. [Google Scholar]
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y.T. Fundamentals of Superior Properties in Bulk NanoSPD Materials. Mater. Res. Lett. 2016, 4, 1–21. [Google Scholar] [CrossRef]
- Sadeghi, B.; Cavaliere, P.; Balog, M.; Pruncu, C.I.; Shabani, A. Microstructure dependent dislocation density evolution in micro-macro rolled Al2O3/Al laminated composite. Mater. Sci. Eng. A 2022, 830, 142317. [Google Scholar] [CrossRef]
- Sadeghi, B.; Cavaliere, P. Progress of Flake Powder Metallurgy Research. Metals 2021, 11, 931. [Google Scholar] [CrossRef]
- Sadeghi, B.; Qi, J.; Min, X.; Cavaliere, P. Modelling of strain rate dependent dislocation behavior of CNT/Al composites based on grain interior/grain boundary affected zone (GI/GBAZ). Mater. Sci. Eng. A 2021, 820, 141547. [Google Scholar] [CrossRef]
- Sadeghi, B.; Fan, G.; Tan, Z.; Li, Z.; Kondo, A.; Naito, M. Smart Mechanical Powder Processing for Producing Carbon Nanotube Reinforced Aluminum Matrix Composites. KONA Powder Part. J. 2022, 39, 219–229. [Google Scholar] [CrossRef]
- Kwon, H.; Kurita, H.; Leparoux, M.; Kawasaki, A. Carbon nanofiber reinforced aluminum matrix composite fabricated by combined process of spark plasma sintering and hot extrusion. J. Nanosci. Nanotechnol. 2011, 11, 4119–4126. [Google Scholar] [CrossRef]
- Zare, H.; Jahedi, M.; Toroghinejad, M.R.; Meratian, M.; Knezevic, M. Microstructure and mechanical properties of carbon nanotubes reinforced aluminum matrix composites synthesized via equal-channel angular pressing. Mater. Sci. Eng. A 2016, 670, 205–216. [Google Scholar] [CrossRef] [Green Version]
- Kwon, H.; Estili, M.; Takagi, K.; Miyazaki, T.; Kawasaki, A. Combination of hot extrusion and spark plasma sintering for producing carbon nanotube reinforced aluminum matrix composites. Carbon 2009, 47, 570–577. [Google Scholar] [CrossRef]
- Sadeghi, B.; Cavaliere, P.; Roeen, G.A.; Nosko, M.; Shamanian, M.; Trembošová, V.; Nagy, Š.; Ebrahimzadeh, N. Hot rolling of MWCNTs reinforced Al matrix composites produced via spark plasma sintering. Adv. Compos. Hybrid Mater. 2019, 2, 549–570. [Google Scholar] [CrossRef]
- Chen, B.; Kondoh, K.; Imai, H.; Umeda, J.; Takahashi, M. Simultaneously enhancing strength and ductility of carbon nanotube/aluminum composites by improving bonding conditions. Scr. Mater. 2016, 113, 158–162. [Google Scholar] [CrossRef]
- Resende, T.C.; Bouvier, S.; Abed-Meraim, F.; Balan, T.; Sablin, S.S. Dislocation-based model for the prediction of the behavior of b.c.c. materials—Grain size and strain path effects. Int. J. Plast. 2013, 47, 29–48. [Google Scholar] [CrossRef] [Green Version]
- Hughes, D.A.; Hansen, N.; Bammann, D.J. Geometrically necessary boundaries, incidental dislocation boundaries and geometrically necessary dislocations. Scr. Mater. 2003, 48, 147–153. [Google Scholar] [CrossRef]
- Toth, L.S.; Gu, C.F.; Beausir, B.; Fundenberger, J.J.; Hoffman, M. Geometrically necessary dislocations favor the Taylor uniform deformation mode in ultra-fine-grained polycrystals. Acta Mater. 2016, 117, 35–42. [Google Scholar] [CrossRef]
- Pan, H.; He, Y.; Zhang, X. Interactions between Dislocations and Boundaries during Deformation. Materials 2021, 14, 1012. [Google Scholar] [CrossRef]
- Zheng, J.-H.; Pruncu, C.; Zhang, K.; Zheng, K.; Jiang, J. Quantifying geometrically necessary dislocation density during hot deformation in AA6082 Al alloy. Mater. Sci. Eng. A 2021, 814, 141158. [Google Scholar] [CrossRef]
- Xu, R.; Tan, Z.; Fan, G.; Ji, G.; Li, Z.; Guo, Q.; Li, Z.; Zhang, D. Microstructure-based modeling on structure-mechanical property relationships in carbon nanotube/aluminum composites. Int. J. Plast. 2019, 120, 278–295. [Google Scholar] [CrossRef]
- Dong, S.; Zhou, J.; Hui, D.; Wang, Y.; Zhang, S. Size dependent strengthening mechanisms in carbon nanotube reinforced metal matrix composites. Compos. Part A Appl. Sci. Manuf. 2015, 68, 356–364. [Google Scholar] [CrossRef]
- Cavaliere, P.; Sadeghi, B.; Shabani, A. Carbon nanotube reinforced aluminum matrix composites produced by spark plasma sintering. J. Mater. Sci. 2017, 52, 8618–8629. [Google Scholar] [CrossRef]
- Bo, W.; Chen, X.-h.; Pan, F.-s.; Mao, J.-j.; Yong, F. Effects of cold rolling and heat treatment on microstructure and mechanical properties of AA 5052 aluminum alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 2481–2489. [Google Scholar]
- Shabani, A.; Toroghinejad, M.R.; Shafyei, A.; Cavaliere, P. Effect of cold-rolling on microstructure, texture and mechanical properties of an equiatomic FeCrCuMnNi high entropy alloy. Materialia 2018, 1, 175–184. [Google Scholar] [CrossRef]
- Stepanov, N.; Kuznetsov, A.; Salishchev, G.; Raab, G.; Valiev, R. Effect of cold rolling on microstructure and mechanical properties of copper subjected to ECAP with various numbers of passes. Mater. Sci. Eng. A 2012, 554, 105–115. [Google Scholar] [CrossRef]
- Shabani, A.; Toroghinejad, M.R.; Shafyei, A. Fabrication of Al/Ni/Cu composite by accumulative roll bonding and electroplating processes and investigation of its microstructure and mechanical properties. Mater. Sci. Eng. A 2012, 558, 386–393. [Google Scholar] [CrossRef]
- Yu, T.; Hughes, D.A.; Hansen, N.; Huang, X. In situ observation of triple junction motion during recovery of heavily deformed aluminum. Acta Mater. 2015, 86, 269–278. [Google Scholar] [CrossRef] [Green Version]
- Sadeghi, B.; Shabani, A.; Cavaliere, P. Hot rolling of spark-plasma-sintered pure aluminium. Powder Metall. 2018, 61, 285–292. [Google Scholar] [CrossRef]
- Cavaliere, P.; Jahantigh, F.; Shabani, A.; Sadeghi, B. Influence of SiO2 nanoparticles on the microstructure and mechanical properties of Al matrix nanocomposites fabricated by spark plasma sintering. Compos. Part B Eng. 2018, 146, 60–68. [Google Scholar] [CrossRef]
- Shabani, A.; Toroghinejad, M.R. Study on texture evolution and shear behavior of an Al/Ni/Cu composite. J. Mater. Eng. Perform. 2018, 27, 6004–6015. [Google Scholar] [CrossRef]
- Hosseiny, N.; Shabani, A.; Toroghinejad, M.R. Effect of bimodal microstructure on texture evolution and mechanical properties of 1050 Al alloy processed through severe plastic deformation and subsequent annealing. Mater. Sci. Eng. A 2021, 820, 141580. [Google Scholar] [CrossRef]
- Raei, M.; Toroghinejad, M.R.; Jamaati, R.; Szpunar, J.A. Effect of ARB process on textural evolution of AA1100 aluminum alloy. Mater. Sci. Eng. A 2010, 527, 7068–7073. [Google Scholar] [CrossRef]
- Shabani, A.; Toroghinejad, M.R.; Aminaei, M. Effect of prior cold deformation on recrystallization behavior of a multi-phase FeCrCuMnNi high entropy alloy. Mater. Chem. Phys. 2021, 272, 124991. [Google Scholar] [CrossRef]
- Sadeghi, B.; Cavaliere, P.; Nosko, M.; TremboŠovÁ, V.; Nagy, Š. Hot deformation behaviour of bimodal sized Al2O3/Al nanocomposites fabricated by spark plasma sintering. J. Microsc. 2021, 281, 28–45. [Google Scholar] [CrossRef] [PubMed]
- Sadeghi, B.; Shamanian, M.; Ashrafizadeh, F.; Cavaliere, P.; Sanayei, M.; Szpunar, J.A. Microstructural behaviour of spark plasma sintered composites containing bimodal micro- and nano-sized Al2O3 particles. Powder Metall. 2018, 61, 50–63. [Google Scholar] [CrossRef]
- Sadeghi, B.; Shamanian, M.; Ashrafizadeh, F.; Cavaliere, P. Effect of processing parameters on microstructural and mechanical properties of aluminum–SiO2 nanocomposites produced by spark plasma sintering. Int. J. Mater. Res. 2018, 109, 422–430. [Google Scholar] [CrossRef]
- Sadeghi, B.; Cavaliere, P.; Perrone, A. Effect of Al2O3, SiO2 and carbon nanotubes on the microstructural and mechanical behavior of spark plasma sintered aluminum based nanocomposites. Part. Sci. Technol. 2018, 38, 7–14. [Google Scholar] [CrossRef]
- Kang, Y.-C.; Chan, S.L.-I. Tensile properties of nanometric Al2O3 particulate-reinforced aluminum matrix composites. Mater. Chem. Phys. 2004, 85, 438–443. [Google Scholar] [CrossRef]
- Ovid’ko, I.A.; Valiev, R.Z.; Zhu, Y.T. Review on superior strength and enhanced ductility of metallic nanomaterials. Prog. Mater. Sci. 2018, 94, 462–540. [Google Scholar] [CrossRef]
- Alizadeh, M.; Alizadeh, M.; Amini, R. Structural and Mechanical Properties of Al/B4C Composites Fabricated by Wet Attrition Milling and Hot Extrusion. J. Mater. Sci. Technol. 2013, 29, 725–730. [Google Scholar] [CrossRef]
- Sadeghi, B.; Cavaliere, P. Effect of Bimodal Grain Structure on the Microstructural and Mechanical Evolution of Al-Mg/CNTs Composite. Metals 2021, 11, 1524. [Google Scholar] [CrossRef]
- Sadeghi, G.F.B.; Tan, Z.; Li, Z.; Zhang, D. Strain rate dependent deformation mechanisms of CNT/Al laminated composite based on grain interior/grain boundary affected zone (GI/GBAZ) model. Compos. Struct. Rev. 2020. [Google Scholar]
- Ogawa, F.; Masuda, C. Fabrication and the mechanical and physical properties of nanocarbon-reinforced light metal matrix composites: A review and future directions. Mater. Sci. Eng. A 2021, 820, 141542. [Google Scholar] [CrossRef]
- Yuan, C.; Zhang, Z.; Tan, Z.; Xu, L.; Zhang, S.; Fan, G.; Zhang, P.; Li, Z. Enhanced ductility by Mg addition in the CNT/Al-Cu composites via flake powder metallurgy. Mater. Today Commun. 2021, 26, 101854. [Google Scholar] [CrossRef]
- Maung, K.; Earthman, J.C.; Mohamed, F.A. Inverse Hall–Petch behavior in diamantane stabilized bulk nanocrystalline aluminum. Acta Mater. 2012, 60, 5850–5857. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Jia, L.; Li, S.; Umeda, J.; Takahashi, M.; Kondoh, K. Length effect of carbon nanotubes on the strengthening mechanisms in metal matrix composites. Acta Mater. 2017, 140, 317–325. [Google Scholar] [CrossRef]
- Kelly, A.; Tyson, A.W. Tensile properties of fibre-reinforced metals: Copper/tungsten and copper/molybdenum. J. Mech. Phys. Solids 1965, 13, 329–350. [Google Scholar] [CrossRef]
- Ma, K.K.; Wen, H.M.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Maurice, D.; Courtney, T. Modeling of mechanical alloying: Part III. Applications of computational programs. Metall. Mater. Trans. A 1995, 26, 2437–2444. [Google Scholar] [CrossRef]
- Maurice, D.; Courtney, T. Modeling of mechanical alloying: Part I. deformation, coalescence, bdand fragmentation mechanisms. Metall. Mater. Trans. A 1994, 25, 147–158. [Google Scholar] [CrossRef]
- Razavi-Tousi, S.S.; Szpunar, J.A. Effect of ball size on steady state of aluminum powder and efficiency of impacts during milling. Powder Technol. 2015, 284, 149–158. [Google Scholar] [CrossRef]
- Kamikawa, N.; Huang, X.X.; Tsuji, N.; Hansen, N. Strengthening mechanisms in nanostructured high-purity aluminium deformed to high strain and annealed. Acta Mater. 2009, 57, 4198–4208. [Google Scholar] [CrossRef]
- Hansen, N. Boundary strengthening in undeformed and deformed polycrystals. Mater. Sci. Eng. A 2005, 409, 39–45. [Google Scholar] [CrossRef]
- Liu, Q.; Huang, X.; Lloyd, D.J.; Hansen, N. Microstructure and strength of commercial purity aluminium (AA 1200) cold-rolled to large strains. Acta Mater. 2002, 50, 3789–3802. [Google Scholar] [CrossRef]
- Huang, X.; Hansen, N. Grain orientation dependence of microstructure in aluminium deformed in tension. Scr. Mater. 1997, 37, 1–7. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Agarwal, A. An analysis of the factors affecting strengthening in carbon nanotube reinforced aluminum composites. Carbon 2011, 49, 533–544. [Google Scholar] [CrossRef]
- Kocks, U.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Feaugas, X.; Haddou, H. Effects of grain size on dislocation organization and internal stresses developed under tensile loading in fcc metals. Philos. Mag. 2007, 87, 989–1018. [Google Scholar] [CrossRef] [Green Version]
- Yazdani, N.; Toroghinejad, M.R.; Shabani, A.; Cavaliere, P. Effects of Process Control Agent Amount, Milling Time, and Annealing Heat Treatment on the Microstructure of AlCrCuFeNi High-Entropy Alloy Synthesized through Mechanical Alloying. Metals 2021, 11, 1493. [Google Scholar] [CrossRef]
- Jazaeri, H.; Humphreys, F. The transition from discontinuous to continuous recrystallization in some aluminium alloys: I–the deformed state. Acta Mater. 2004, 52, 3239–3250. [Google Scholar] [CrossRef]
- Razavi-Tousi, S.; Szpunar, J. Microstructural evolution and grain subdivision mechanisms during severe plastic deformation of aluminum particles by ball milling. Philos. Mag. 2015, 95, 1425–1447. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thickness Reduction, % | POhkl | εMMR | |||
|---|---|---|---|---|---|
| 111 | 002 | 220 | |||
| 20 | 1.39 | 1.03 | 1.12 | 1.56 | 1.46 |
| 45 | 1.43 | 1.09 | 1.19 | 2.12 | 5.32 |
| 90 | 2.32 | 1.17 | 1.65 | 3.89 | 8.79 |
| Thickness Reduction, % | |||||||
|---|---|---|---|---|---|---|---|
| 20 | 1.21 | 1.63 | 1.001 | 1.01 | 1.3 | 2.2 | 31.4 |
| 45 | 1.43 | 1.96 | 1.016 | 1.02 | 1.89 | 2.7 | 19.41 |
| 90 | 1.89 | 2.41 | 1.051 | 1.04 | 2.21 | 2.9 | 7.99 |
| Thickness Reduction, % | Experimental, MPa | ||||
|---|---|---|---|---|---|
| 20 | 187 | 56 | 72 | 356 | |
| 45 | 59 | 217 | 56 | 73 | 407 |
| 90 | 74 | 258 | 56 | 75 | 468 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sadeghi, B.; Shabani, A.; Heidarinejad, A.; Laska, A.; Szkodo, M.; Cavaliere, P. A Quantitative Investigation of Dislocation Density in an Al Matrix Composite Produced by a Combination of Micro-/Macro-Rolling. J. Compos. Sci. 2022, 6, 199. https://doi.org/10.3390/jcs6070199
Sadeghi B, Shabani A, Heidarinejad A, Laska A, Szkodo M, Cavaliere P. A Quantitative Investigation of Dislocation Density in an Al Matrix Composite Produced by a Combination of Micro-/Macro-Rolling. Journal of Composites Science. 2022; 6(7):199. https://doi.org/10.3390/jcs6070199
Chicago/Turabian StyleSadeghi, Behzad, Ali Shabani, Ali Heidarinejad, Aleksandra Laska, Marek Szkodo, and Pasquale Cavaliere. 2022. "A Quantitative Investigation of Dislocation Density in an Al Matrix Composite Produced by a Combination of Micro-/Macro-Rolling" Journal of Composites Science 6, no. 7: 199. https://doi.org/10.3390/jcs6070199