
Biobased Polymer Composites: A Review


Department of Chemical and Biological Engineering, University of Saskatchewan, 57 Campus Drive, Saskatoon, SK S7N 5A9, Canada
*
Author to whom correspondence should be addressed.
J. Compos. Sci. 2022, 6(9), 255; https://doi.org/10.3390/jcs6090255
Submission received: 31 July 2022
/
Revised: 26 August 2022
/
Accepted: 30 August 2022
/
Published: 5 September 2022
(This article belongs to the Special Issue Sustainable Biocomposites)
Abstract
:Global environmental concerns, as well as the rapid depletion of non-renewable fossil fuel-based resources, have prompted research into the development of sustainable, environmentally friendly, and biodegradable materials for use in a variety of high-end applications. To mitigate the environmental setbacks caused by nonbiodegradable materials, the development of biocomposites with improved mechanical performance is gradually gaining momentum. Natural fibers such as hemp, flax, and sisal have been well incorporated into biocomposite development. Nonetheless, the impact of functional moieties in their life cycle cannot be underestimated. In this review paper, a detailed discussion of the characteristics and components of biocomposites is presented. The treatment of composite materials (alkali and acetylation), as well as several manufacturing processes (hand layup, 3D printing, extrusion, etc.) and the applications of biocomposites, which are not limited to the aerospace industry, packaging, biomedicine, etc., are presented. Biocomposites with excellent durability, performance, serviceability, and reliability must be produced to expand their applications.
1. Introduction
A growing number of industrialized economies throughout the world are becoming attracted to the production of novel materials made primarily of polymers because of their advantages and key roles in the circular economy concept and model [1]. Despite this, waste from nonbiodegradable materials has increased over the years due to the increased and continued use of non-compostable materials and the low material efficiency of the linear industrialization system. Waste management, as put forward in the amended European Commission act, is defined as “the collecting, transporting, or processing of waste, including sorting, coupled with the monitoring of the aforementioned activities, as well as the following management of waste disposal sites and actions done as a waste seller or waste broker” [2]. The classification of waste is determined by the sources of production as well as the level of setback or harm to the environment, animals, human health, or human life [3]. While waste generation has led to a series of environmental setbacks, waste management, on the other hand, is an interesting pathway to job creation. The efforts of many developing countries center on the resource recovery through material reuse and recycling to reduce negative environmental impact and minimize the pressure on natural resources. Unfortunately, the use of plastic-based materials and consumers’ increasing preference for nonbiodegradable materials is becoming a serious concern for environmental experts. Owing to their polluting effects, the waste produced from these materials threatens natural resources, such as soil, water, and air resources, thereby undermining the goals and objectives of the circular economy. As agreed by several scholars, reusing and remanufacturing in industrial processes could help to mitigate the adverse setbacks of waste generation and provide a framework for sustainable consumption initiatives [4,5,6]. However, many consumers of these products prefer to use landfills for multi-material products (e.g., wind turbines, used tyres, solar panels, etc.) because of the high cost associated with recycling the materials [1]. The landfill deposition of nonbiodegradable products is well rooted and widely adopted in all domains of the industrial and domestic sectors. The decomposition of deposited materials leads to the emission of hazardous leachate and gases. According to Dathurebandara and co-workers [7], the most emitted gases from landfills are methane and carbon dioxide, while leachate can travel to groundwater or even to surface water through cracks in the liners and pose a problem to aquifers. As a result, both the environment’s quality and the public’s health could be at risk from these pollutants. As sustainability and landfill reduction objectives continue to demand more actions through goal-oriented policies and research progress, there is a need for novel alternatives to develop materials with excellent characteristics to meet modern-day applications.
The utilization of synthetic fiber-reinforced composites in the aerospace, automobile and packaging industries is extensive due to their highly promising strength, flexibility, rigidity, and potential for an important and diverse range of applications [8]. For many industries, composites have been an important raw material in their manufacturing processes, particularly for products such as cars, construction, or building materials. From a broad perspective, the uniqueness of composites reveals that they contain at least two microscopically different components which can be combined to address some drawbacks which are not limited to weakness and compatibility issues. Despite this appealing advantage, conventional composites are less desired for high-end applications because of their high energy requirement. Another particular disadvantage is that they are difficult to disassemble at the end of their use phase [9]. To sidestep these drawbacks, synthetic fibers have been replaced with biofibers as composites. Interestingly, environmental concerns such as plastic waste generation and fuel scarcity and the growing concerns among people focusing on the carbon footprint strategies have led human beings to reconsider the consumption of plastics. According to the statistics, more than 300 metric tons of plastics are produced worldwide per year, demonstrating the large quantity of waste produced by the plastic sector [10].
Therefore, the recent studies seek possible alternatives through more eco-friendly and sustainable polymers and materials [11]. It is worth mentioning that the emergence of the circular bioeconomy concept has sparked a lot of attention because of the new environmental policies. In this concept, the effective utilization of all material components is succinctly captured [12]. Thus, many industrial by-products need to be dealt with by sustainable plans and policies to find their feasible applications [13]. Outstanding reports have been published by scholars on the valorization of renewable bioresource materials. Starch, cellulose, and wood biomass, amongst numerous other biobased raw materials, are well rooted as biopolymers [14]. They significantly contribute to lowering the carbon footprint compared to conventional plastics [15]. Nonetheless, the cravings of the rapidly expanding population center on making the best use of developed innovative and sustainable products from these environmentally benign raw materials. As evidenced in the literature, starch, cellulose, alginate, and fiber-rich materials, such as flax, hemp, sisal, jute, etc., could be partially incorporated with another material or blended to form composites. The uniqueness of the end product has drawn attention from the scientific and commercial standpoints, and their uses for novel applications are currently gaining momentum.
2. Scope of the Review
This review paper aimed to provide information on biocomposites, with a focus on the various treatment methods, modes of compatibilization, and environmental impacts of the functional components in biocomposites. In addition, the use of biocomposites in revolutionary applications was documented in this paper. We utilized academic search engines (e.g., Google Scholar) to access all the information while all the articles cited were scientifically indexed and documented in databases such as Scopus, Web of Science, and ScienceDirect. To the best of our knowledge, preference was given first to published articles in the past decade (2012–2022). Nonetheless, relevant articles from earlier years that captured the context of the keywords, such as “biopolymers”, “biocomposites”, “molding techniques”, “compatibilization”, “circular bioeconomy”, “moieties”, etc., were also used. The research gaps, the perspectives and uncertainties, and the outlook were summarized in this paper.
3. Characteristics of Biocomposites
Natural fibers and the matrix component make up biocomposites. Biodegradable or non-biodegradable polymers can be used to create the matrix. According to Sharma and co-workers [16], polymer matrix biocomposites comprise natural (PLA, PHA, PCL) or synthetic matrix materials (thermoplastic and thermosetting plastics) coupled with the addition of one or more reinforcements, such as carbon fibers, glass fibers, or natural fibers. The fibers give strength to the material, and the resin holds it together, which ensures that the product stays rigid and protects the fibers from moisture. The effect of the reinforcement on the polymer matrix composite was reviewed in the literature of Das Lala and colleagues [17]. The authors noted that animal-fiber, protein, and biochemical-reinforced polymer matrix composites have a mechanical strength that makes them a potential material for scaffolds and implants in biomedical applications but advised that the relevant research should concentrate its efforts into finding other potential applications for polymer matrix composites. The aspect ratio and fiber size play essential roles in the strength of the composite [18]. Although the integration of the small particles into the processing equipment is effective, low aspect ratios give rise to stress concentration, resulting in a lower strength when compared to a neat polymer [19,20]. A higher aspect ratio results in superior mechanical characteristics as the load is transferred more effectively with the increasing L/D ratio [18]. Biocomposites made from biopolymers and natural fibers are very appealing because of their ability to provide required functions at a cheaper price [21]. They are biodegradable and recyclable; they can be disposed effortlessly after they have fulfilled their purpose, without negatively affecting the environment. This is not feasible in the case of synthetic composites derived from fossil fuel resources. According to the biocomposites market prediction research, the industry will expand from USD 23.90 billion in 2021 to USD 80.55 billion by 2029 [22]. Plastic composites are being effectively substituted by biocomposites [23].
4. Natural Fibers as Reinforcement and Criteria for Selection
Plant fibers, such as bast, leaf, and wood fibers, have piqued the interest of many scholars and are being considered as reinforcing agents [24,25]. They contain cellulose, lignin, hemicellulose, and pectin in different quantities [26]. The chemical composition of plant fibers is also affected by the growth period, stalk height, and botanical classification of the fibers [27]. Hemp, flax, kenaf, and jute, which are all components of bast fiber, are derived from the plant’s stem and are widely employed for reinforcing composites because of their longer length as well as their high strength and stiffness [28]. Interestingly, various non-wood fibers (e.g., flax, kenaf, sisal, and hemp) are also currently used commercially in biocomposites in proportion with polypropylene for applications in the automotive sectors. Native grass fibers are also attracting scientists’ attention as reinforcement fibers. Some of the widely available fibers are rice, wheat, or corn straw fibers, which can be used as a very economical reinforcement for biocomposite materials [29]. Low embodied energy, good influence on agriculture, and CO2 sequestration are some of the benefits of utilizing natural fibers in composite materials [28]. Natural fibers are recyclable and biodegradable, and this has resulted in the increased use of these fibers in composite reinforcement applications. Natural fibers absorb CO2 while growing which ultimately reduces their carbon footprint compared to the petroleum-based fibers. Korol and colleagues [30] carried out a comparative analysis of the carbon, ecological, and water footprints of polypropylene (PP)-based composites containing cotton, jute, and kenaf fibers. Their results indicated that by incorporating 30% cotton, jute, and kenaf fibers into a polypropylene matrix the carbon footprint was reduced by 3%, 18%, and 18%, respectively. Nonetheless, jute and kenaf fibers performed better than glass fibers for these footprints. Another advantage of natural fibers when compared to glass fibers is their relatively cheap cost [31]. The specific modulus of natural fibers is comparable to that of glass fibers which makes them of particular interest in engineering composites (Table 1). Substituting glass fibers with natural fibers in the development of the sun roof frame led to a 50% weight reduction on the 2017 Mercedes Benz E Class [32]. Table 1 summarizes the properties of various natural and synthetic fibers.
Natural fiber determines the mechanical characteristics of the composite. There are several factors that influence the performance of the fibers, including climate and the geographical location where they were harvested. Seed density, crop variety, extraction techniques, post treatment, etc., are some other factors. Fibers obtained from different sources have varying properties. As a result, one cannot simply choose one natural fiber over another, and the choice is mostly determined by the application needs. As the main application area is structural applications, the mechanical properties of the fiber are the most important parameters as they indubitably affect the performance of the composite. Specific modulus, specific strength, aspect ratio, elongation at break, moisture content, and cost are the major assessment criteria for the selection of fibers [37]. Using continuous fibers produces composites with good structural characteristics for structural applications. However, the natural fibers are not available in continuous form in nature, and typically, the length is of a few millimetres to 20–30 mm [38].
Natural fibers are hydrophilic in nature, i.e., they attract water molecules. The hydrophilicity of natural fibers results in the delamination between the fiber and the polymeric matrix, which reduces the mechanical characteristics of the resulting composites [34]. As depicted in Figure 1, the poor interfacial bonding gives rise to the fiber pull-out phenomenon that further deteriorates the mechanical properties [39]. The thermal degradation temperature of the natural fibers is low (around 200 °C). The presence of waxes on the surfaces of the fibers makes it difficult to achieve good bonding between the fiber and the matrix. These disadvantages, which include hydrophilicity, poor bonding, and thermal instability, can be overcome by subjecting the fibers to physical and chemical treatments.
5. Treatment of Biocomposites
Composite qualities are determined by a number of parameters, including fiber-matrix adhesion, fiber length, fiber content (loading), fiber treatment, and fiber dispersion in the matrix [40,41]. As a result, progress has been made in recent years to understand the behavior of materials as influenced by any of these parameters. Outstandingly, the treatment of biocomposites has gained momentum and is increasingly attracting numerous inputs from scholars. Faruk and co-workers [34], in their report, documented the types of natural fibers addressable as biocomposites. The authors, however, observed that the interfacial adhesion between natural fibers and the matrix because of different treatment processes will continue to be the most important issue in terms of overall performance because it determines the final attributes of the composites. Physical treatments, such as plasma discharge and corona discharge, improve the bonding between the fiber and the matrix without modifying the chemical characteristics of the fibers [34]. However, these physical treatment methods only affect the surface characteristics of the fiber. While plasma discharge roughens up the surface of the fiber in order to enhance better interfacial bonding, corona discharge, on the other hand, results in surface oxidation and leads to a better compatibility between the fiber and the matrix [42]. Other examples of physical treatment methods include ultraviolet bombardment, laser, and gamma-ray [43]. The chemical treatment of biocomposites is somewhat similar to plasma discharge, but it is usually carried out via a chemical reaction pathway. The most commonly reported chemical treatment methods in the literature are alkali treatment (mercerization) [44] and acetylation [45]. Nonetheless, chemical treatments, such as silane treatment [46], benzoylation treatment [47], maleated coupling agents [48], permanganate treatment [49,50], and peroxide treatment [51,52], have been widely reported in the literature. Alkali treatment disrupts the H-H bond in the structure and hence increases the roughness in the fiber’s surface, promoting better interlocking between the matrix and the fibers. Furthermore, the waxes, oils, and lignin present in the fiber’s external surface are washed away, depolymerizing the cellulose, and the short crystallites are exposed due to this treatment [51]. In acetylation treatment, an acetyl group is introduced in the cell wall of the fibers, replacing the hydroxyl group. The acetyl group repels water molecules, thus rendering the fibers hydrophobic. The hygroscopicity of natural fibers can be reduced by the acetylation treatment. As a result, the resulting composites have increased dimensional stability [53]. Given the increased popularity of these two chemical approaches, it is critical to provide more detailed information regarding their distinctiveness and applications (Section 5.1 and Section 5.2). The effects of the various treatments on the properties of fibers have been noted in Table 2.
5.1. Alkaline Treatment
The treatment of natural fibers with alkali solution removes waxes, hemicellulose, and oils, thereby increasing the roughness of the external surface of the fibers and rendering the fibers thermally stable. The increased roughness leads to better interlocking between the fibers and the matrix, enhancing the overall mechanical characteristics of the resulting composites [67]. The concentration of the alkaline solution, the temperature, and the time of the alkaline treatment highly influences the effectiveness [68]. The fiber fragmentation and separation rate increases with alkaline treatment [69]. Sodium hydroxide (NaOH) is generally used for the treatment of natural fibers. Hemicellulose, waxes, oils, and lignin are removed when the fibers are treated with a NaOH solution. As a result, the fibrils are revealed, and the roughness of the fiber surface increases. Amorphous regions are created in the tightly packed cellulose lattice, thereby altering the orientation of the cellulose lattice. The new cellulose lattice has a comparatively larger distance between the cellulose molecules and water molecules fill the space between the cellulose molecules [70]. OH groups sensitive to NaOH are thus broken down and eventually removed from the fiber structure. Hence, water-loving OH groups are removed, resulting in increased moisture resistance. Moreover, oils, waxes, and hemicelluloses are also removed [70]. A Na+ ion reacts with the fiber, as shown in the following chemical reaction [71]. Figure 2 shows the schematic representation of the chemical reaction of the alkali treatment process.
Pannu et al. [73] investigated the influence of alkaline treatment on the mechanical properties of composites and found that the tensile strength and impact energy of the treated composites both increased by around 34% compared to the untreated one. The findings of the scholars were corroborated by Abdullah et al. [44], who observed that the alkaline treatment of seaweed fibers increased the tensile strength of composites by around 48% compared to the untreated one. This increment in tensile strength can be attributed to the greater adhesion between the seaweed fibers and polypropylene. The study also showed the increment of the impact strength of the composites to be 106%. The authors also noticed the lower water absorption in the treated composites compared to the untreated one [44]. In most of the surveyed literature (Table 3), many of the scholars observed that alkaline treatment of the natural fibers leads to greater adhesion between the fiber and the matrix, which improves the composites’ mechanical performance. PLA is well rooted as a matrix for the composite (Table 3). Considering the mechanical features, different matrix materials, such as PLA and polypropylene, amongst several other matrix precursors, offer significantly higher tensile strength.
5.2. Acetylation Treatment
Acetylation treatment modifies the mechanical and thermal properties plasticizing the natural fibers. Acetic anhydride is the commonly used chemical in this treatment. Acetyl groups are introduced in the cell walls of the fibers, replacing the OH groups, making the fibers hydrophobic [53]. Acetic acid is also produced as the by-product, which must be removed before using the fiber. The chemical reaction [53] is shown below:
Fiber-OH + C4H6O3 → Fiber-OCOCH3 + CH3COOH
Chung et al. [79] investigated the effect of acetylation treatment on the mechanical performance of kenaf fiber reinforced with PLA biocomposites and reported the increment in tensile strength and flexural strength of the treated composites compared to the untreated one. The findings agree with the study carried out by Kivade et al. [59], who reported that the tensile strength, impact strength, and flexural strength of the acetylation-treated banana fiber-reinforced composites was increased by around 98%, 58%, and 24% compared to the untreated one. The study also showed that the water absorption rate was lower in the treated composites [59]. With acetylation treatment, the water absorbing tendency of the natural fibers is reduced, and the resulting composites are more dimensionally stable. Table 4 reviews the effect of acetylation treatment on the performance of the composites.
6. Biopolymers as Matrix
Biopolymers are biodegradable and eco-friendly. Biopolymers are derived from agricultural resources, by-products, chemical processing, and microbiological actions [21]. They may also be created by blending two biopolymers. The structure and origin of the polymer and the degradation conditions determine the polymer’s biodegradability [86]. Microbes attack the polymer during degradation and decompose it into small molecules, along with the emission of CO2 [87]. Biopolymers alone have weak mechanical characteristics; however, the addition of natural fibers improves their mechanical performance [88]. Traditional polymers, such as polypropylene, polyester, polyethylene, and epoxy, have been around for a long time and have gone through the various stages of the research and commercialization process [89,90,91]. A significant amount of time and resources has been poured into the development of these polymers, and this has resulted in their superior mechanical performance. Nevertheless, the problem of recycling and the underlying environmental concerns about their usage have moved the interest towards biopolymers [92]. Out of 7 billion metric tonnes of plastics generated, more than three-fourths end up in landfills [93]. PLA [94,95,96,97,98,99,100,101,102,103], PBS [104,105,106,107], PCL [108], and PHA [109,110] are some of the widely used biopolymer matrices. The intriguing features of these materials are succinctly elucidated in the following subsections.
6.1. PHA
PHA is a renewable, eco-friendly polymer produced from fatty acids, sugar, sucrose, molasses, starch, wheat, methane, and corn [93]. Sucrose and glucose are used for the commercial production of PHA [93,111]. The biodegradability of PHA depends upon its surroundings, water content, crystallinity, chemical composition, pH level, and surface area [93]. Hong et al. developed novel heart valves for replacing diseased natural valves using PHA [112]. The use of PHA can also be seen in drug delivery and packaging [113]. Nevertheless, poor physical and mechanical characteristics and the relatively higher cost of production (7–10 EUR/kg) limits the introduction of PHA into the broader market [113,114].
6.2. PBS
PBS is biodegradable and produced from 1,4 butanediol and succinic acid with outstanding thermal (melting temperature of 115 °C) and mechanical performance (Young’s modulus of 500 MPa and tensile yield strength of 35 MPa) [93]. Blending PBS with other biopolymers, such as PLA, starch, and carbohydrates, can improve its mechanical performance. PBS is used to manufacture bottles, packages, shopping bags, etc [115].
6.3. PLA
Poly (lactic acid) or polylactide (PLA) is one of the widely used biopolymers presently. It is an aliphatic polyester (thermoplastic), which is obtained from lactic acid that is found abundantly in renewable resources, such as wheat, corn, cassava, sugar cane, and barley [116]. The significant properties of PLA from a commercial perspective include its good mechanical properties (Young’s modulus 5–10 GPa and flexural strength of up to 140 MPa) [117] and its manufacturing from renewable raw materials [118]. PLA production has several advantages compared to other biopolymers. PLA production consumes CO2 [119]. It is compostable, recyclable, and bio-degradable [120,121]. Its thermal processability is better when compared to PHA, PEG, and PCL. PLA can be produced using 25–55% less energy than that of conventional polymers [122]. The tensile strength and elastic modulus of PLA and PET are comparable [123]. Despite these benefits, PLA has poor toughness; it is extremely brittle [93]. In addition, the degradation rate of PLA is slow [124]. PLA is preferred in biomedical applications because of its biocompatibility. The degradation of PLA does not produce toxic by-products and does not interfere in the healing of tissues [122]. Table 5 compares the mechanical properties of biopolymers such as PLA and PBS to that of synthetic polymers.
6.4. Bio-Epoxy Resins
Several bio-epoxy resins can be obtained from natural sources such as epoxidized vegetable oils (including soya oil and pine oil residues) or residues from other industrial processes, such as cellulose and biofuel production [127]. Sorbitol derived from corn starch and glycerine derived from triglyceride vegetable oil are two common and crucial bio-epoxies. Glycerol-derived epoxy resins, such as polyglycidyl ethers of polyglycerol and glycerol, are inexpensive, commercially available, and utilized in the paper and textile industries. Takada and colleagues explored the utilization of glycerine-epoxy bioresins to make composite materials and stated that glycerine-epoxy resins, because of their high thermal properties and mechanical performance, could be a potential replacement for fossil-based epoxy resins [128]. Shibata’s co-workers shared a similar standpoint when experimenting with glycerol and polyglycidyl ether of sorbitol polymerized with a tannin-based agent that had relatively good and balanced thermomechanical characteristics [129]. Epoxy resins derived from vegetable oils are another broad category, and the most common ones used today are epoxidized linseed oils and soy vegetable oils. Miyawaga et al. [130] prepared biobased soybean oil nanocomposites and carbon fiber-reinforced organic clay and tested their thermal and mechanical performance. Their efforts have resulted in new and advanced materials with high modulus and strength properties. Ahmetli et al. [131] used sunflower residue fatty acids to alter a commercial synthetic epoxy resin. All the modifications improved the mechanical performance with greater strength and elongation, while the resin hardness was also considerably improved [131]. Some other biobased resins are polyfurfuryl bioresin [132], hemp oil-based bioresin [133], furfuryl alcohol [134], epoxidized soybean oil [135], castor oil derivatives [136], and epoxidized hemp oil [137]. Despite the advantages, biopolymers have some disadvantages, such as thermal instability, flammability, and low production volume, which in turn increases the processing costs. Microbial attacks can cause damage to biopolymers [138]. So, depending on the uses, various antibacterial and antifungal components are required. Moisture uptake is high in starch-based biopolymers [139]. Future significant areas of research for matrix materials include the design and creation of novel biopolymers that are thermally stable and have a lower processing temperature and are recyclable and stable while in storage, transportation, and service life and demonstrate good mechanical performance. New uses will emerge as these materials become resistant to moisture, more dimensionally stable, robust, and fire-resistant. The field of nanotechnology provides a good platform on which to develop the novel biocomposites possessing the aforementioned properties. Figure 3 shows the chemical structure of commonly used biopolymers.
7. Compatibilization of Biocomposites
Despite the fact that the combination of various polymers creates a product with superior properties to those of either of the parent polymers, most polymer pairs are thermodynamically immiscible [140]. So, the interactions between phases are weak, resulting in poor mechanical performance [141,142]. Hence, there is an increasing interest in the compatibilization of polymers in academic research and industry.
7.1. Non-Reactive Compatibilization
One of the compatibilization techniques is the adding of the third component in the polymer blends. This technique falls under the non-reactive compatibilization. Most of the additives are graft or block copolymer. The compatibility is improved via non-covalent reactions [143,144]. Theoretically, it is suggested that the compatibilizer’s effectiveness rises with its molecular weight [145]. Compatibilization by addition affects the interfacial characteristics as well as the flow behaviour, which in turn affects the processing and performance [145]. The various non-reactive compatibilizers reported in the literature are PE-PLA di-block copolymers (PE-b-PLLA) [146,147], maleic anhydride grafted PE (MAPE) [148,149,150], ethylene-glycidyl methacrylate copolymer (EGMA) [151,152], and ethylene-methyl acrylate-glycidyl methacrylate (EMA-GMA) terpolymer [152,153]. MAPE and MAPP are commonly used compatibilizers for producing natural fiber-reinforced biocomposites [48]. At temperatures higher than 170 °C, maleated polymer reacts with natural fibers via esterification. As a result, the long polymer chains are in a covalent bond with the natural fibers [154]. This increases the interfacial adhesion between the matrix and the fibers. Therefore, various studies have reported that the addition of maleated polymer significantly enhances the characteristics of the biocomposites [48,65,66,155].
7.2. Reactive Compatibilization
Another technique is reactive compatibilization. It is presently the dominant technique of compatibilization. In this strategy, the graft or block copolymers are formed in situ at the interface because of the specific chemical reaction between the polymers [156,157]. In this method, the copolymers are formed at the region where they should remain. As a result, the interfacial tension between the polymers is reduced; the coalescence of the particles is suppressed; and eventually, the interfacial adhesion is improved [142,158]. This method is employed in the extruder during compounding. Functionalized compatibilizers which possess isocyanate, maleic anhydride, oxazoline, and epoxide as reactive groups are utilized in this method. The compatibilizers are fed into the extruder along with polymers at the same time. Moreover, an appropriate initiator, generally the peroxide with a low decomposition temperature (dicumyl peroxide) is introduced. The rapid decomposition of DCP takes place. The free radicals are formed along the polymers. The reaction between these active points and the compatibilizers takes place. Hence, the compatibilization occurs in the extruder via reaction. The product formed has a complicated structure with grafted polymers and compatibilizers at the interface. As a result, there is a reduction in the interfacial tension and the increment of the interfacial adhesion. There is a substantial reduction in the gap between the two incompatible polymers. There is an interplay between the polymers, and the transmission of the load is permitted from the dispersion to the matrix phase, which improves the overall characteristics [159]. Using DCP as the initiator, the improvement in the interaction between PLA/PBS [160], PHB/PCL [161], and thermoplastic dry starch (DTPS)/PLA with maleic anhydride as the compatibilizer has been reported in the literature. Ferri et al. conducted a study on the impact of various compatibilizers, such as polyethylene vinyl acetate, polyvinyl alcohol, and DCP on a PLA/bio-polyethylene blend [162]. The writers report the increment in ductile properties in the compatibilized blend. The highest impact energy and highest elongation at the break was observed when polyethylene vinyl acetate was used as the compatibilizer [162].
Naturally occurring lignin acts as a promising compatibilizer between hydrophobic matrices and hydrophilic fibers. Lignin, which is the second most prevalent renewable bio-resource after cellulose, is regarded as a waste product in a variety of industrial processes. Many studies and reviews have documented attempts to valorise lignin in recent years [163,164,165]. Lignin has many advantages, including many functional groups, strong biocompatibility, high carbon content, and low toxicity, which can be converted into carbon materials and composites. Lignin-based materials are often low in cost and eco-friendly. The compatibility of hemp [166] and flax fibers [167] with thermoset matrices has been improved by treating the fibers with lignin, thereby increasing the mechanical characteristics of the resulting biocomposites. According to Graupner, the tensile characteristics of compression-molded PLA–cotton composites were improved when the fibers were treated with lignin [168]. Kraft lignin as a compatibilizer was used in the preparation of jute fiber-reinforced polypropylene composites by Acha et al. [169]. The writers report that the thermal degradation temperature increased by around 8 °C in the polypropylene–lignin blend (5% lignin) compared to the neat polypropylene. However, the study shows that there was improvement in the impact characteristics only [169]. An investigation introducing kraft lignin to hemp-reinforced epoxy composites was conducted by Wood et al. [170]. The authors noticed increment in the impact strength with increment in the lignin content. The study further reports that the tensile and flexural modulus also increased up to a 2.5 wt.% addition of lignin. This study showed an increase in the structural properties of the composites to a certain extent compared to the composites without lignin [170]. Luo et al. conducted a study to study the effect of kraft lignin obtained from pulping waste on poplar wood flour-reinforced polypropylene composite [171]. The study shows that the water absorption property was reduced, and the composites were more thermally stable compared to the composites without lignin. Moreover, the authors found that the impact strength, flexural strength, and tensile modulus increased when a small amount of lignin (0.5 wt.% and 1 wt.%) was added, although at higher a lignin content there was no change or even a decrease in properties was observed. This study suggested that the industrial lignin acts as a potential additive in wood flour-reinforced polypropylene composite [171].
8. Moieties in Polymer Compatibilization—Environmental Impact and Applications
To a certain extent, when compared with plastic-based materials, it is widely agreed that biocomposites are safer for people and other living things owing to their unique and appealing attributes. Flax, hemp, jute, etc., which are common sources of lignocellulosic fibers, have been reported in a plethora of reports owing to their compatibility with biodegradable hydrophobic polymers, such as PLA and PBAT, to form biocomposites [172]. The findings of several scholars have documented the enormous benefits of the use of biodegradable hydrophobic polymers with natural fibers [173,174], whereas the manufacturing of biocomposites from recycled polypropylene (PP) matrix has shown the possibility of several phenolic compounds, as well as oxidized chemicals, such as alcohols, aldehydes, ketones, and carboxylic acids [175,176]. The significance of this is that the uncontrolled consumption of manufactured composite materials incorporated with non-biodegradable moieties may cause adverse environmental impacts. It is worth mentioning that the chemicals produced by the breakdown of lignocellulosic fibers, such as carboxylic acids, alcohols, and esters, appear to be more prevalent than other components in the materials as they age. Depending on the type of polymer components and their environmental conditions, polymer blends experience diverse types of deterioration (e.g., photodegradation, oxidation, erosion, and hydrolysis) throughout processing, storage, use, and disposal. Even though the exact implications of the polymeric compatibilization of functional moieties on the environment are relatively known, these products have gained popularity and have been discovered to be important in practically every element of human life. In this regard, and as previously captured in this review, the need for fossil fuels and the problems with plastic waste’s sustainability have prompted continued research developments in the field of more environmentally benign materials of natural origin. Utilizing some natural materials, such as vegetable oils, waste-derived liquids, and essential oils, profoundly creates new possibilities of reactive compatibilizers, active additives, or even natural plasticizers for the development of new polymer formulations with improved sustainability characteristics [177]. Numerous studies have dwelled more on the mechanical performance and end use of the functional moieties than the environmental impacts. For instance, Weng and colleagues studied the interactive effect of block copolymer (BC) and ionic liquid (IL) as a functional moiety on PLA/PCL blends. The authors observed that BCIL copolymer strengthened the contacts between the two polymeric phases and that the particle size of PCL reduces owing to the interfacial reinforced compatibility of IL moiety. In addition, it was discovered that the dialkoxybenzene/dihydroxybenzene moieties either improved the polymers’ already-existing features or merely introduced new ones. The dihydroxybenzene moiety guaranteed the polymer’s metallic adsorption, redox activity, adhesion-promoting, and lacquer-coating abilities, whereas the dialkoxybenzene moiety increased the electrical conductivity and electroluminescence of the poly(para-phenylene)s (PPPs) and poly(phenylenevinylenes) (PPVs) and their associated properties. Cazin and co-workers [178] indicated that novel applications such as 4D printing, soft robotics, medication delivery systems, bioimaging, and tissue engineering are potential areas where functional moieties such as coumarin could play a significant role in the future owing to their electro-optical properties (e.g., absorbance and fluorescence). Despite these appealing outcomes of the research, it is still imperative to provide up-to-date information on the associated environmental impacts of functional moieties in biocomposites.
One of the most widely reported functional moieties with an excellent flexibility and tensile strength in polymer compatibilization is epoxy [179,180]. It has strong mechanical properties, good heat resistance and abrasion, and adheres well to a variety of substrates. Being distinguished by a combination of these beneficial and outstanding properties, epoxy resins are often used in a vast array of different applications as structural adhesives. This suggests an increase in the demand for epoxy in the upcoming years. Currently, photosensitive (e.g., cinnamate, chalcone, stilbene, maleimide, and anthracene), ionic liquids, and coumarin moieties have been documented in the literature. Suresh and colleague opined that most photo-sensitive moieties easily go through photo-crosslinking upon irradiation [181]. Ishiguro and colleagues’ [182] report also provided insight into the photosensitivity and birefringence properties of amorphous polymers containing azobenzene and tolane moieties. In their findings, the scholars observed the degradation effects of the moieties. Degradation is an externally induced irreversible change in the physical characteristics of the compatibilized biocomposites, brought on by chemical reactions in the main or side-chain macromolecules [183,184]. Chemical, thermal, mechanical, biological, and radiation-related degradation processes have been reported by numerous scholars. While chemical degradation is essentially promoted by chemical agents such as oxygen, water, acids, or bases, specifically oxidation and hydrolysis [176], thermal and mechanical degradation processes are caused by heat application and the influence of external stress (including UV light and electromagnetic exposure), respectively [185,186]. On the other hand, biological agents such as fungi or bacteria act on decomposed biocomposites, leading to a disintegration of the polymer matrix, resulting in the creation of fragmented particles of varied sizes and leached additives. Nonetheless, some chemical industries have taken advantage of the leached additives and have used them in the manufacture of chemicals [187]. Leached additives, however, may be wrongly considered as food for mammals such as birds and could potentially threaten their existence in the ecosystem [188]. As observed by Lambert and Wagner [189], lower molecular weight additives travel more readily through a polymer matrix that exhibits a higher pore size; the rate at which additives are leached depends on the pore diameter of a certain polymer structure and the additives utilized. Hammer and co-workers [190] also stressed that the occurrence of plastic-based materials and their associated chemical additives in the aquatic environment is an emerging worldwide problem, and their impacts are now gaining a wider scientific and social audience. Plastic-based composite materials contaminate the environment through the ocean and/or land routes with human activities being the major carrier. In parallel to this, some degradable biocomposites incorporated with functional moieties take a number of years to completely degrade, and it is often found that users of these materials discard them into the ocean. However, this menace is increasingly being curbed through legislation and the enforcement of laws. However, the huge volume of uncontrollable environmental factors, such as wind or the subsequent runoff of rainfall, still compromises the waste reduction efforts [189]. Likewise, a wide range of volatile and other low molecular weight compounds from polymerization residues may have been retained from synthesis, the incorporation of additives which further contaminates biobased composites during degradation. This leads to the emission of toxic substances with foul odors under high processing temperatures. As such, this drawback may not be beneficial to the textiles and construction industries.
Numerous research studies on the degradation of biocomposites have been carried out by researchers. According to John’s report, most natural fibers are highly susceptible to moisture absorption in humid and wet conditions because of the interaction of water and hydroxyl groups inherent in cellulosic and hemicellulosic materials, which are significantly influenced by the hydrophilic nature of the fibers [191]. Azwa and colleagues’ [192] research demonstrated that natural fibers can absorb up to 22% of the water when exposed for an extended period of time, but this drastically reduced to 1.5% of the water after a week and 0.7% to 2% after 24 h when studied for several months. The mechanical properties of flax fiber-reinforced biocomposites were reduced by degradation under temperature (−40 °C to 140 °C) and humidity (25% to 85%) conditions [193]. Some scholars also opined that different sources of water could potentially affect the degradation rate of biocomposites such as kenaf/PLA [194] and flax/PLA [195]. The use of injection-molded flax/PLA biocomposites immersed in seawater for two years at temperatures ranging from −8 °C to 19 °C revealed biological development on the biocomposites’ samples and a plateau value of 3.3% after two months. In the research work of Harmaen and co-workers [196], oil palm empty fruit bunch (EFB) fiber-containing PLA composites were mixed with a slow-releasing fertilizer, and degradation tests were carried out via soil burial experiments at a temperature and relative humidity of 30 °C and 80%, respectively. The scholars observed that the natural fiber bundles were evident on the surface of the composite samples, signifying the presence of shrinkage and roughness. Further analysis using a scanning electron micrograph (SEM) showed the presence of cracks and holes caused by the decomposition of the oil palm fibers. It was discovered that the samples with fibers and fertilizer degraded at a slower rate than neat PLA. Kumar et al. [197] studied how various additives affected the biodegradation of polylactic acid composites reinforced with flax fiber. In the scholars’ methodology, soil burial tests on the samples were performed over an extended period of time. Their findings revealed that mandelic acid, which was employed as a compatibilizer, accelerated biodegradation, whereas dicumyl peroxide, which was intended to slow it down, had the opposite effect, and they attributed this observation to mandelic acid’s amphiphilic properties. The authors further revealed that flax composites with nonwoven flax biodegraded more quickly than samples with woven flax.
The degradability of biocomposites is significantly influenced by several environmental conditions, including moisture, temperature, and humidity. Biocomposites’ short- and long-term reactions to these environmental conditions can restrict their usability [191] because the chemical characteristics of the biocomposites themselves also play a considerable role in the degrading process. The assessment of the life cycle analysis (LCA) of biocomposites may be necessary to expand their application and overall sustainability. A unique advantage of LCA is that it could be used for evaluating products using the circular economy models by figuring out their shortcomings and their impact on variables such as climate change, water use, acidification, and global warming to build methods for continual improvement [198,199]. According to Ita-Nagy and colleagues [200], the LCA of sugarcane-reinforced biocomposites outperformed 100% sugarcane bioPU and fossil-based PE when parameters such as global warming, ozone generation, terrestrial acidification, and the scarcity of fossil fuels were considered. The researchers came to a conclusion which was opposite to the findings of some scholars, noting that while the environmental impact of the original materials was lessened using bagasse fiber reinforcements, more property enhancement is required to make it more useful as a replacement for fossil-based PE. Similarly, De Vegt and Haije [201] in their study indicated that flax fiber-based biocomposites had better LCA points (1.85) compared to carbon and glass fiber composites. Schmehl and co-workers [202] adopted three crucial factors—human health, ecosystem quality, and resource availability—in the LCA of polycarbonate acid anhydride and hemp and glass fibers composites. Their findings revealed that the LCA value of the hemp fiber composite, 0.36, was 50% lower than that of the glass fiber composite (0.74).
In summary, a panacea to the recycling of useful materials with a promising value into the environment requires an adequate understanding of the structural and functional stability during processing and use, along with an appropriate waste management technique when discarded. In addition to the existing body of knowledge, studies should focus on the degradability characteristics of biobased composites when composting and designing a suitable waste management method. This is because the analysis of degradation processes in biocomposites is even more important than in conventional composites due to the environmental susceptibility of their components to many physical and chemical reactions.
9. Manufacturing Process of Biocomposites
9.1. Hand Layup
This process involves spreading over a mold after the fibers have been trimmed. A vacuum bag is then wrapped around the part to prevent air from escaping and to make the assembly more secure. Thermosetting polymer-based biocomposites lend themselves well to the hand-layup approach. Compared to other composite processing processes, the capital investment is smaller, but the rate of production is lower. A high reinforcement volume fraction is challenging to attain in the final composites. The hand-layup technique is widely used with thermoplastic polymers such as polyester/epoxy/MDI(diphenylmethane diisocyanate) [203,204,205]. The hand-layup technique is often used in integration with other techniques such as compression molding [206] and 3D printing [94]. Milenkovic et al. [94] integrated the hand-layup method with 3D printing. The PLA was 3D printed while adding long continuous polyvinylidenfluorid (PVDF) fibers by hand to produce reinforced PLA composites. The authors reported the improvement in ductility [94]. Laying fibers by hand might lead to imperfections between layers. A simple hand-layup process is shown in Figure 4.
9.2. Resin Transfer Molding
Resin transfer molding is used to produce components with a smooth surface finish at low pressure. The fibers are initially spread out by hand in the mold and then the resin is poured into it. Then, the mold is heated and cured under pressure. Thermoset resins are preferred; however, thermoplastic resins with a low viscosity are also being used [208]. Vacuum-assisted RTM is a variation of the RTM technique which uses a vacuum to fill the mold with resin. VARTM is preferred for manufacturing synthetic fiber-reinforced composites on a large scale. The technique delivers a safer, cleaner, and more cost-effective way of manufacturing composites. Void and bubble formation and impurities are reduced, producing a homogeneous product with superior mechanical characteristics [209]. Sun et al. [210] used CRTM techniques (integration of compression molding and RTM) to produce composites that demonstrated superior mechanical characteristics to that of the RTM-prepared composites. The CRTM process has considerable mass production potential and might be utilized to mold structural components of vehicles [210]. A schematic representation of an RTM is shown in Figure 5.
The complete impregnation of the dry fibers is required; so, the resins with low viscosity as well as a wide injection temperature range are preferred for this method [212,213]. Epoxy resins, esters, and polyurethane are commonly used resins [68,208,209,214,215,216,217,218]. Composites with an excellent surface quality and dimensional stability can be obtained by this method [210,212]. Different ways to cure the resin are being investigated. Shimamoto et al. [219] investigated the effect of microwave radiation on the resin curing time and reported that the resin curing time was reduced by 15 times. Moreover, the composites demonstrated superior mechanical characteristics [219]. Despite many advantages, there are some limitations to this technique. Accidental fires may occur while handling highly flammable epoxy resins during resin transfer molding. Much research has been conducted to reduce the flammability of the epoxies, with significant advancements [220,221,222,223]. Zhang et al. [223] produced flame-retardant epoxy composites with a limiting oxygen index (LOI) greater than 30%.
9.3. Extrusion Process
Extrusion is a method of producing long items with a uniform cross-section. The polymer is forced through a die containing an opening in this technique. Through a hopper, pellets of polymer are inserted into an extruder. A feeding screw then propels the material ahead and forces it through a die, transforming it into continuous product. The polymer is softened and then melted by placing heating sources above the barrel. Thermocouples are used to regulate the material’s temperature. An air or water bath is used to cool the final product exiting the die. Unlike metal extrusion, polymer extrusion is a continuous process that lasts until the raw pellets are provided [224]. A schematic representation of this process is presented in Figure 6.
Depending on the product, single- or double-screw extruders are used. The single screw provides the limited mixing, whereas the twin screw provides the intense mixing of the melt. A twin-screw extruder disperses natural fibers evenly in the melt [93]. The thermal and mechanical characteristics are highly influenced by the processing parameters of the extrusion [226]. Despite the better aspect ratio being achieved at the high temperature and pressure, the natural fibers deteriorate, resulting in high porosity in the end product [227]. Under the combined action of high temperature and shear loading during extrusion, the delignification of wood flour resulted in greater plastic deformation [18]. Wood flour obtained after the delignification process has low melt viscosity because of the highly porous and flexible structure of holocellulose [18]. The plasticity of the rigid cell wall can be enhanced by altering its composition, which might improve the processability of wood–plastic composites (WPCs) [18]. Previous research has used extrusion to manufacture biocomposites [228,229,230,231,232,233]. Gupta et al. [228] used hemp powder as a filler to reinforce reinforced polybutylene adipate-co-terephthalate (PBAT) for producing PBAT-HP biocomposite via extrusion. The authors reported the homogeneous dispersion of the hemp powder in the PBAT matrix and a significant improvement in the mechanical performance of the biocomposites [228]. Vandi et al. [229] conducted a statistical analysis to study the impact of the processing conditions on the mechanical characteristics of the composites. The authors reported that although the thermal stability of polyhydroxyalkanoate (PHA) is relatively low, its processing can be conducted even at a temperature as high as 190 °C by adjusting the extrusion parameters, such as the feeding rate and the speed of the screw [229]. Etxabide et al. [230] manufactured a fish gelatin biocomposite via the novel approach of combining the extrusion and injection molding techniques. Panariello et al. [231] studied the effect of biobased chain extenders (epoxidized soybean oil (ESO) and biobased dicarboxylic acid (DCA)) on the PLA/PBSA blend. The authors reported a fair increment in melt viscosity of the blend [231]. Silva et al. [232] successfully produced polyvinylidene fluoride—hydroxyapatite composite filaments at various angular velocities—by twin screw extruder and found that the produced filaments were suitable for 3D printing. Hietala et al. [233] found that pelletizing cellulose fibers with the help of a lubricant is a potential method for compacting them. The authors reported the reduction in fiber breakage and the increased dispersion of the fibers with the addition of a lubricant. Introducing the lubricant directly to the cellulose fiber pellets increased the mechanical properties of the composite as compared to adding lubricant while melt compounding [233].
9.4. Injection Molding
Injection molding is a popular technique for manufacturing complex-shaped plastic parts due to its high accuracy, low cost, and high productivity [234]. This technique accounts for more than 30% of the plastic parts manufactured worldwide [235]. Injection molding is used with polymers such as polycarbonate, polystyrene, polypropylene, polyamide, ABS, and polybutylene terephthalate (PBT) [236]. The process may be divided into three different stages for a certain injection molding process: filling, post-filling, and cooling [237]. Initially, a polymer melt at high pressure is injected into the mold so that the melt takes the shape of the desired mold. The part is then released from the mold after solidification and cooling. Complications arise in the filling stage as various phenomena, such as heat and mass transfer, are happening. The quick hardening of the polymer melt upon contact with the mold may cause issues such as incomplete filling of the mold at narrow areas [234]. This issue can be resolved by heating the mold at higher temperature; however, doing so would lengthen the cooling cycle. Therefore, the optimization of the process is necessary. The fibers are oriented in the melt flow direction in injection molded samples, whereas a random orientation was observed in the extruded samples [18]. Gigante et al. produced horticulture pots using paper sludge as a filler via injection molding [13]. Considering that these major sources are from fiber components, it may be interesting for scholars to address injection molding technology on other biomass components, especially sources having less fiber content, such as starch and protein. A schematic representation of this process is presented in Figure 7.
9.5. Three-Dimensional (3D) Printing
In recent years, three-dimensional (3D) printing has advanced quickly. Through digitised and computer-assisted procedures, this technology enables the creation of one-of-a-kind, complicated, and customizable structures, thereby lowering manufacturing costs and time [238]. Furthermore, when compared to typical processing manufacturing, this technology produces less waste and requires less chemical usage. Among 3D printing technologies, fused deposition modeling (FDM) is popular; this involves melting thermoplastic materials at high temperatures and then solidifying them after they cool. Many people have shown an interest in using biomass and biomass-based components in FDM 3D printing in recent years. Three-dimensional printing allows the feasible and economical manufacturing of composites [239]. Complex structures along with good fiber percentage and orientation can be obtained easily [240]. Recently, researchers have been attracted towards using natural fibers as composite fillers for 3D printing. However, the mechanical performance of the composites is low. This may be due to the improper fiber orientation, the presence of pores, the low aspect ratio of the fibers, the poor characteristics of the chosen fibers, and the lower fiber content in the printed structure [241,242,243]. Various works have been reported in the literature to produce 3D printing filaments reinforced with flax fibers [244], hemp fibers [241,243,245,246], hemp hurds [247], bagasse fibers [248], coconut fibers [249], bamboo fibers [244,250], wood particles [242,251], cocoa shell [240,252], waste macadamia nutshell [253], and harakeke fibers [241,243,254]. PLA and ABS are widely used filaments for FDM 3D printing [255,256]. The 3D printing of these filaments requires that the nozzle and the printing bed be maintained at a high temperature of 200 °C for PLA and 220 °C for ABS [257,258]. However, melting lignocellulosic components for extrusion and injection molding techniques is quite difficult, unlike petroleum-based thermoplastic compounds. As a result, developing novel biomass-based materials suited for 3D printing is a challenging task [259,260,261]. The high resistance to flow and the high thermal transition temperature of pure lignin composites limit their production [238]. As a result, lignin is combined with other polymers, enhancing its melting and flow. Kraft softwood lignin [262] and organosolv hardwood lignin [238] have recently been used to make FDM filaments based on PLA and acrylonitrile-butadiene-styrene polymers, respectively. There are some disadvantages associated with using natural fibers in 3D printing. The fibers need to be fully dried before processing otherwise voids and pores will be present in the printed part [263]. Moreover, the natural fibers need to be sieved to very fine particles of less than 75 microns. Otherwise, agglomeration may occur and there will be clogging in the nozzle of the 3D printer [264]. A schematic representation of this process is presented in Figure 8.
9.6. Compression Molding
Compression molding refers to the molding of the material through compression. The feed material is placed in a heated mold cavity in this method. Then, the mold is enclosed within the upper and lower part of the die, and the pressure is applied to spread the material inside the mold. The material is allowed to cure while maintaining heat and pressure. A schematic representation of this process is presented in Figure 9. Low processing time and a high production rate make compression molding a reliable method. The fibers are generally placed within layers of matrix [93]. There are several routes to compression molding techniques. However, the most popular one, which is very widely used in several manufacturing processes, is hot compression molding (HCM). HCM is typically used to manufacture thermoplastic polymer composites reinforced with long fibers. Hot presses are effective techniques for providing the required high pressure and temperature necessary for the complete thermoplastic composite consolidation [266,267]. However, the heating rate is limited (less than 5 °C/min) in the traditional hot presses that are equipped with heat cartridges. There might already be the degradation of natural fibers at the isothermal stage [268]. High pressure, temperature, and processing time favor the matrix flow and the impregnation of fibers but may thermally degrade the natural fibers, resulting in the formation of macro pores [268]. Several techniques have been investigated by scholars to preserve the integrity of the natural fibers, such as vacuum-assisted oven consolidation (VAOC) [269] and fast heating systems [268]. Ramakrishnan et al. [268] used the fast inductive heating system and noted that the fibers had limited thermal degradation.
Zhao et al. [270] used a new approach combining paper manufacturing and compression molding techniques to produce biocomposites from waste paper and poly(butylene succinate). The product demonstrated excellent biodegradability and robust mechanical characteristics.
Figure 9.
Schematic diagram of compression molding for polymers (redrawn from Ref. [271]).
Figure 9.
Schematic diagram of compression molding for polymers (redrawn from Ref. [271]).

The various processing techniques, components, and the characteristics of the biocomposites that have been reported in the literature are reviewed in Table 6.
10. Notable Applicable Areas of Biocomposites
Only a few biocomposites have been marketed while the majority are still in research and development phase. For the cheaper production cost of biocomposites, new production techniques and technologies are being developed. Although the natural fibers are abundant in developing nations, lack of technology and resources hinders them from being used to produce composites. On the other hand, developed nations in Asia and Europe are manufacturing biocomposites [285]. There are various issues associated with biocomposites, such as low reliability, poor mechanical performance, and production costs, that need to be addressed for producing these biocomposites on a large scale [21]. Despite these obstacles, biocomposites offer enormous promise for utilization in a variety of applications. Although research has yielded encouraging results, further research and development are necessary for the successful commercialization of biocomposites [286]. The goal is to acquire characteristics equivalent to synthetic composites. Public awareness and new environmental policies will result in significant advancements in the production of biocomposites. Furthermore, progress in the field of agricultural engineering will aid in the harvesting of fibers with better qualities. Biocomposites have the potential to fully eliminate the need for synthetic products in the coming future [287]. Synthetic composites require a lot of energy to make, but biocomposites use less [288]. Various governments have encouraged the use of biodegradable materials to combat waste and pollution [289]. The mechanical properties of plant fibers vary from place to place, making it difficult for their proper utilization in biocomposites [290]. Various chemical treatments and processes mitigate these flaws. The key fields where biocomposites are utilized the most are automotive, construction, and food packaging.
10.1. Automotive Industry
Composites reinforced with synthetic fibers such as carbon and glass fibers dominate the automotive industry. Growing environmental concerns and the carbon footprint have attracted the usage of biocomposites in this industry. Biobased composites can become promising alternative, sustainable, and eco-friendly materials in the automotive industry. They are light weight, which improves the fuel efficiency of the vehicles. It has been reported that by using biocomposites instead of synthetic fiber composites, the energy and weight can be saved up to 80% and 10%, respectively [93]. The damping characteristics of biocomposites reduce vibrations and noise [291]. Due to the comparatively poor mechanical characteristics and moisture resistance, the biocomposites are mostly used in the automotive components of the interior, such as dashboards, door panels, cabins, etc. [292]. The automobile manufacturer Ford uses seats made out of soy foams, and biobased cushions, and the front grills are made out of hemp-based composites in its several models [293]. There are currently around 8 million Ford vehicles with seats made from soy foam, reducing fossil fuel utilization by around 5 million pounds per year. Nylon 11-derived pure castor bean oil used in the fuel tank tubes of Ford vehicles resulted in a reduction of approximately 1 million pounds of CO2 per year [291]. The interior panels, shelves and trunk covers, and rear panel shelves in Mercedes Benz vehicles are made out of jute fiber composites, flax fiber composites, and sisal-based composites, respectively [294]. Similarly, various automobile manufacturers use biocomposites in seats, tire covers, toolbox areas, package trays, door panels, door inserts, dashboards, etc. [93]. Table 7 summarizes the applications of biocomposites in the automotive sector.
10.2. Construction Industry/Interior Decorations
Biocomposites are used to make windows, doors, window frames, ceilings, floor mats, and roof tiles in the building sector. Floor slabs, beams, pipes, and tanks are all examples of load-bearing applications [93]. Wood–plastic composites (WPCs) are used in making tables, decks, benches, floorings, and landscape timbers. Similarly, biocomposites are also used in the repair and rehabilitation of a variety of structural components [306]. Natural fiber composites are employed as insulating and soundproofing materials because of their superior thermal and acoustic qualities. Hemp/lime/concrete composites have outperformed all other binders in terms of sound absorption [307]. The thermal characteristics of the concrete can be improved by adding hemp. However, hemp needs to be mineralized first for its use with cement [308]. Novakova et al. [308] successfully used hemp hurds as filler in lightweight concrete. Dweib et al. [309] successfully fabricated unit beams and structural beams out of natural fibers and soybean oil-based resin and noted some promising results. Blok et al. [310] designed and manufactured a 14 m-long footbridge out of biocomposites. The study reported that all the required tests, such as creep tests, tensile tests, and moisture content tests, were passed by the bridge. However, before utilizing any biocomposites as a construction material, life cycle assessment, durability qualities, and environmental concerns are considered. Low weight and equivalent mechanical qualities with synthetic composites are critical for building purposes. In addition, many countries are using biocomposite materials to combat environmental challenges. Due to future demand, many companies are investing in biocomposites [307].
10.3. Biomedicine
Extending life expectancy requires the use of novel technologies. Various innovative procedures and new technologies have been developed in this direction, resulting in lower morbidity and mortality rates [311]. Tissue engineering, an aspect of biomedicine is one of the key areas where biocomposites are profoundly used because of the exceptional qualities of biocomposites to modify mechanical characteristics, degradation kinetics, and bioactivity [312]. Nonetheless, the characteristics of biomaterial polymers could be improved by adding mineral polymer fillers (HA) to the primary polymer PET, which has poor bioactivity when compared to other biobased composites such as PLA, PLGA, and PCL [313]. Combining these two polymers creates a new nano-biocomposite scaffold with better capabilities, which is deemed unusual because it concentrates on skin application rather than the more common application on hard tissues [314]. Recently, there have been advances in other biomedical areas such as wound healing and drug delivery, in which the use of biocomposites is highly desired in these areas. Drozdov and colleagues [315], in their efforts to create healing biocomposites, prepared four medicaments with different characteristics. The authors observed that the wound healing rate with a biocomposite was 1.5 times faster than the control group (21 and 14 days for complete healing, respectively). They further observed that the use of a magnetite-based biocomposite resulted in a significant reduction in scar size. Other scholars, such as Bagheri et al., documented the synergistic antibacterial effects of chitosan nanofiber for biocomposites, with an outstanding scratch repair potential of chitosan fiber and polyethylene oxide [316]. The efforts of scholars should be tailored towards addressing the overall long-term effects of these materials on other functional body parts of humans.
10.4. Packaging
The growing global economy and population necessitates a more efficient management of Earth’s natural resources. By 2027, the food packaging sector in the world is predicted to hit the market value of USD 456.6 billion [317]. Unleashing the potential for innovation in the packaging and cosmetics industries will help to boost job creation and competitiveness. Starch-based plastics are renewable, biodegradable, and combustible, due to which they have piqued a lot of interest in industrial applications [318]. Lescher et al. [318] have demonstrated unique manufacturing applications. Starch-derived foam has insulation properties like those of polystyrene foam, which is being produced commercially [319]. Starch-based foams can be used as loose-fill packaging materials to fill empty spaces in packages, effectively substituting polystyrene foams [320]. Loose-fill packing materials protect, stabilise, and cushion packed goods and must have low density, sufficient resilience, and compressibility [321]. When stored in atmosphere with high relative humidity, TPS foams are prone to moisture. The hydrogen bonds in starch are attacked by water molecules. As a result, they are weakened, and their functional characteristics are reduced [318]. The blends of TPS with hydrophobic polymers are being utilized as oxygen barriers at a commercial level [322]. In multi-layered materials, incorporating water-free TPS with hydrophobic polymers is beneficial in protecting gas barrier layers and foamed cores from moisture [318]. Blends containing higher amylose content starch appeared to be more dimensionally stable [318]. The synthesis of polyhydroxyalkanaotes from agro-food by-products, as well as the synthesis of lactic acid co-polymers, are both viable options for creating sustainable polymeric matrices [323]. Natural fibers, polysaccharides (starch, cellulose, chitin, chitosan), cutin, and protein-rich by-products can all be found in abundance in the agro-food business. The research has evidenced the impact of biocomposite film based on high methoxyl pectin reinforced with zeolite Y in prolonging the shelf life of fruits [324]. Table 8 summarizes the application of biocomposites in food packaging.
10.5. Aerospace Industry
Increasing fuel prices have led the aircraft sectors in search of lightweight materials. Around half of the operational costs in aircraft are accounted for by fuel costs. Fiber-reinforced polymer composites increase the fuel efficiency of Boeing 787 by more than 20% [334]. Lightweight aircraft use less fuel, allowing them to carry heavier cargo and cover longer distances. The primary goals of the aviation industry are to reduce carbon dioxide emissions, costs, and fuel consumption; hence, the use of biocomposites is gaining popularity in the aerospace industry. Biocomposites can be used to make aircraft interior sections (such as seats, decks, and floor) and external body panels. To be used in aircraft structures, biocomposites must possess high moisture resistance, flame retardancy, and high specific strength [335]. Biocomposites have low flame retardancy making them questionable for use in aircraft. The external structure of aircraft needs to be flame resistant but the interior structure, such as cabin, decks, seats, and floors, which are less prone to fire hazards, can be manufactured with biocomposites. Cabin interior panels were made from phenolic resin and woven flax [336]. A 12–14% weight reduction in the wing box was observed when compared to the 7000 series aluminium alloy using ramie fiber-reinforced composite [337]. Composite laminates made using goat hair and banana fibers might be employed in aeronautical applications [338].
11. Conclusions
Natural materials, particularly those derived from plant materials, have been used for hundreds of years. Researchers have discovered improved ways for these materials to fulfill both social and industrial needs. The use of nonbiodegradable materials creates and compounds environmental and ecological issues, prompting a rapid change to more environmentally benign materials. Biocomposites provide advantages owing to their exceptional attributes, such as biodegradability, availability of raw materials, and applications. Even though many industrial sectors have tapped into the benefits, the commercialization of manufactured biocomposite materials is still in its early stages. The influence of moieties has various downsides, including the likelihood of harmful chemical release. Nonetheless, as this research area is attracting the interests of many academic and industrial contributions, it indicates that the commercialization of biocomposites is projected to rise in the future as people become more environmentally conscious, manufacturing processes become more efficient, and new applications are discovered. Scholars must also contend with the obstacles of establishing norms and standards for these materials. It is important to emphasize that, because of the poor mechanical and thermal characteristics, replacing standard synthetic composites entirely with biocomposites would require a body of scientific evidence necessary to create the change. At present, research work involving multiple reinforcing fibers and polymer blends appears to be scarce, even though such materials may offer greater production and tailoring flexibility. Because of the possibilities for novel applications, this subject must be researched further. Biocomposites with excellent durability, performance, serviceability, and reliability must be produced to broaden their applications. As scientific breakthroughs and technologies advance, fresh areas of applications of natural fiber-reinforced composites will emerge, influencing the always-expanding market for biobased composites.
Author Contributions
A.P.: conceptualization, literature review, writing—original draft, writing—review and editing, and visualization; K.J.F.: literature survey, writing, and source knowledge gaps; A.B.-G.: writing—review and editing; B.A.: conceptualization, funding, source introduction, supervision, and writing—review and editing. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Natural Sciences and Engineering Research Council of Canada—ALLRP 551377-20.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| HDPE | High-density polyethylene |
| LDPE | Low-density polyethylene |
| MAPE | Maleic anhydride polyethylene |
| MAPP | Maleic anhydride polypropylene |
| PVA | Poly (vinyl alcohol) |
| PBS | Polybutylene succinate |
| PCL | Polycaprolactone |
| PEG | Polyethylene glycol |
| PHA | Polyhydroxyalkanoates |
| PHB | Polyhydroxybutyrate |
| PLA | Polylactic acid |
References
- Korniejenko, K.; Kozub, B.; Bąk, A.; Balamurugan, P.; Uthayakumar, M.; Furtos, G. Tackling the Circular Economy Challenges—Composites Recycling: Used Tyres, Wind Turbine Blades, and Solar Panels. J. Compos. Sci. 2021, 5, 243. [Google Scholar] [CrossRef]
- European Comission. Commission Notice on Technical Guidance on the Classification of Waste. Off. J. Eur. Union 2018, C 124, 134. [Google Scholar]
- Ryłko-Polak, I.; Komala, W.; Białowiec, A. The Reuse of Biomass and Industrial Waste in Biocomposite Construction Materials for Decreasing Natural Resource Use and Mitigating the Environmental Impact of the Construction Industry: A Review. Materials 2022, 15, 4078. [Google Scholar] [CrossRef]
- Ordóñez, I.; Rexfelt, O.; Hagy, S.; Unkrig, L. Designing Away Waste: A Comparative Analysis of Urban Reuse and Remanufacture Initiatives. Recycling 2019, 4, 15. [Google Scholar] [CrossRef]
- Kumar, R.; Verma, A.; Shome, A.; Sinha, R.; Sinha, S.; Jha, P.K.; Kumar, R.; Kumar, P.; Shubham; Das, S.; et al. Impacts of Plastic Pollution on Ecosystem Services, Sustainable Development Goals, and Need to Focus on Circular Economy and Policy Interventions. Sustainability 2021, 13, 9963. [Google Scholar] [CrossRef]
- Ginga, C.P.; Ongpeng, J.M.C.; Daly, M.K.M. Circular Economy on Construction and Demolition Waste: A Literature Review on Material Recovery and Production. Materials 2020, 13, 2970. [Google Scholar] [CrossRef]
- Danthurebandara, M.; Passel, S.; Nelen, D.; Tielemans, Y.; Van Acker, K. Environmental and Socio-Economic Impacts of Landfills. Linnaeus Eco-Tech 2012, 2012, 40–52. [Google Scholar]
- Rajak, D.K.; Pagar, D.D.; Kumar, R.; Pruncu, C.I. Recent Progress of Reinforcement Materials: A Comprehensive Overview of Composite Materials. J. Mater. Res. Technol. 2019, 8, 6354–6374. [Google Scholar] [CrossRef]
- Chandramohan, D.; Marimuthu, K. A REVIEW ON NATURAL FIBERS. Int. J. Res. Rev. Appl. Sci. 2011, 8, 194–206. [Google Scholar]
- Liminana, P.; Garcia-Sanoguera, D.; Quiles-Carrillo, L.; Balart, R.; Montanes, N. Development and Characterization of Environmentally Friendly Composites from Poly (Butylene Succinate)(PBS) and Almond Shell Flour with Different Compatibilizers. Compos. Part B Eng. 2018, 144, 153–162. [Google Scholar] [CrossRef]
- Lascano, D.; Quiles-Carrillo, L.; Balart, R.; Boronat, T.; Montanes, N. Toughened Poly (Lactic Acid)—PLA Formulations by Binary Blends with Poly (Butylene Succinate-Co-Adipate)—PBSA and Their Shape Memory Behaviour. Materials 2019, 12, 622. [Google Scholar] [CrossRef] [PubMed]
- Carbonell-Verdu, A.; Boronat, T.; Quiles-Carrillo, L.; Fenollar, O.; Dominici, F.; Torre, L. Valorization of Cotton Industry Byproducts in Green Composites with Polylactide. J. Polym. Environ. 2020, 28, 2039–2053. [Google Scholar] [CrossRef]
- Gigante, V.; Cinelli, P.; Sandroni, M.; D’ambrosio, R.; Lazzeri, A.; Seggiani, M. On the Use of Paper Sludge as Filler in Biocomposites for Injection Moulding. Materials 2021, 14, 2688. [Google Scholar] [CrossRef]
- Falua, K.J.; Pokharel, A.; Babaei-Ghazvini, A.; Ai, Y.; Acharya, B. Valorization of Starch to Biobased Materials: A Review. Polymers 2022, 14, 2215. [Google Scholar] [CrossRef] [PubMed]
- Dolza, C.; Fages, E.; Gonga, E.; Gomez-Caturla, J.; Balart, R.; Quiles-Carrillo, L. Development and Characterization of Environmentally Friendly Wood Plastic Composites from Biobased Polyethylene and Short Natural Fibers Processed by Injection Moulding. Polymers 2021, 13, 1692. [Google Scholar] [CrossRef]
- Sharma, A.K.; Bhandari, R.; Aherwar, A.; Rimašauskienė, R. Matrix Materials Used in Composites: A Comprehensive Study. Mater. Today Proc. 2020, 21, 1559–1562. [Google Scholar] [CrossRef]
- Das Lala, S.; Deoghare, A.B.; Chatterjee, S. Effect of Reinforcements on Polymer Matrix Bio-Composites–an Overview. Sci. Eng. Compos. Mater. 2018, 25, 1039–1058. [Google Scholar] [CrossRef]
- Migneault, S.; Koubaa, A.; Erchiqui, F.; Chaala, A.; Englund, K.; Wolcott, M.P. Effects of Processing Method and Fiber Size on the Structure and Properties of Wood–Plastic Composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 80–85. [Google Scholar] [CrossRef]
- Wolcott, M.P.; Englund, K. A Technology Review of Wood-Plastic Composites. In 33rd International Particleboard/Composite Materials Symposium Proceedings; Washington State University: Pullman, WA, USA, 1999; pp. 103–111. [Google Scholar]
- Gamstedt, E.K.; Nygård, P.; Lindström, M. Transfer of Knowledge from Papermaking to Manufacture of Composite Materials. In Proceedings of the 3rd Wood Fibre Polymer Composites International Symposium, Bordeaux, France, 26–27 March 2007; Volume 12. [Google Scholar]
- Satyanarayana, K.G.; Arizaga, G.G.C.; Wypych, F. Biodegradable Composites Based on Lignocellulosic Fibers—An Overview. Prog. Polym. Sci. 2009, 34, 982–1021. [Google Scholar] [CrossRef]
- Biocomposites Market Is Expected to Grow from USD 23.90. Available online: https://www.globenewswire.com/en/news-release/2022/06/18/2464967/0/en/Biocomposites-Market-is-expected-to-grow-from-USD-23-90-billion-in-2021-to-USD-80-55-billion-by-2029-at-a-CAGR-of-16-8-during-the-forecast-period-2022-2029-Greyviews.html (accessed on 9 August 2022.).
- Drzal, L.; Mohanty, A.; Misra, M. Bio-Composite Materials as Alternatives to Petroleum-Based Composites for Automotive Applications. Magnesium 2001, 40, 1–3. [Google Scholar]
- Summerscales, J.; Dissanayake, N.; Virk, A.; Hall, W. A Review of Bast Fibres and Their Composites. Part 1-Fibres as Reinforcements. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1329–1335. [Google Scholar] [CrossRef]
- Sorieul, M.; Dickson, A.; Hill, S.J.; Pearson, H. Plant Fibre: Molecular Structure and Biomechanical Properties, of a Complex Living Material, Influencing Its Deconstruction towards a Biobased Composite. Materials 2016, 9, 618. [Google Scholar] [CrossRef] [PubMed]
- Nirmal, U.; Hashim, J.; Megat Ahmad, M.M.H. A Review on Tribological Performance of Natural Fibre Polymeric Composites. Tribol. Int. 2015, 83, 77–104. [Google Scholar] [CrossRef]
- Dittenber, D.B.; GangaRao, H.V.S. Critical Review of Recent Publications on Use of Natural Composites in Infrastructure. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Carruthers, J. Technology Overview Biocomposites. Technol. Strateg. Board 2012, 1–40. Available online: chrome-extension://efaidnbmnnnibpcajpcglclefindmkaj/https://netcomposites.com/media/1211/biocomposites-guide.pdf (accessed on 20 December 2021).
- Aladejana, J.; Wu, Z.; Fan, M.; Xie, Y. Key Advances in Development of Straw Fibre Bio-Composite Boards: An Overview. Mater. Res. Express 2020, 7, 012005. [Google Scholar] [CrossRef]
- Korol, J.; Hejna, A.; Burchart-Korol, D.; Wachowicz, J. Comparative Analysis of Carbon, Ecological, and Water Footprints of Polypropylene-Based Composites Filled with Cotton, Jute and Kenaf Fibers. Materials 2020, 13, 3541. [Google Scholar] [CrossRef]
- Ramamoorthy, S.K.; Skrifvars, M.; Persson, A. A Review of Natural Fibers Used in Biocomposites: Plant, Animal and Regenerated Cellulose Fibers. Polym. Rev. 2015, 55, 107–162. [Google Scholar] [CrossRef]
- Natural Fiber Composites Gaining Traction in Automotive|CompositesWorld. Available online: https://www.compositesworld.com/articles/natural-fiber-composites-gaining-traction-in-automotive (accessed on 20 December 2021).
- Bledzki, A.K.; Jaszkiewicz, A. Mechanical Performance of Biocomposites Based on PLA and PHBV Reinforced with Natural Fibres–A Comparative Study to PP. Compos. Sci. Technol. 2010, 70, 1687–1696. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites Reinforced with Natural Fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Which Country Produces the Most Jute?|Helgi Library. Available online: https://www.helgilibrary.com/charts/which-country-produces-the-most-jute/ (accessed on 24 August 2022).
- FAO (Food and Agricultural Organization of the United Nations). Jute, Kenaf, Sisal, Abaca, Coir and Allied Fibers Statistical Bulletin 2020; Food and Agricultural Organization of the United Nations: Rome, Italy, 2022; pp. 1–43. [Google Scholar]
- Mahajan, A.; Binaz, V.; Singh, I.; Arora, N. Selection of Natural Fiber for Sustainable Composites Using Hybrid Multi Criteria Decision Making Techniques. Compos. Part C Open Access 2022, 7, 100224. [Google Scholar] [CrossRef]
- Staiger, M.P.; Tucker, N. 8-Natural-Fibre Composites in Structural Applications. In Woodhead Publishing Series in Composites Science and Engineering; Pickering, K.L., Ed.; Woodhead Publishing: Sawston, UK, 2008; pp. 269–300. ISBN 978-1-84569-267-4. [Google Scholar]
- Khan, A.; Rangappa, S.M.; Siengchin, S.; Asiri, A.M. Biobased Composites: Processing, Characterization, Properties, and Applications, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2021. [Google Scholar]
- Adeniyi, A.G.; Onifade, D.V.; Ighalo, J.O.; Adeoye, A.S. A Review of Coir Fiber Reinforced Polymer Composites. Compos. Part B Eng. 2019, 176, 107305. [Google Scholar] [CrossRef]
- Khan, M.Z.R.; Srivastava, S.K.; Gupta, M.K. A State-of-the-Art Review on Particulate Wood Polymer Composites: Processing, Properties and Applications. Polym. Test. 2020, 89, 106721. [Google Scholar] [CrossRef]
- Ragoubi, M.; George, B.; Molina, S.; Bienaimé, D.; Merlin, A.; Hiver, J.-M.; Dahoun, A. Effect of Corona Discharge Treatment on Mechanical and Thermal Properties of Composites Based on Miscanthus Fibres and Polylactic Acid or Polypropylene Matrix. Compos. Part A Appl. Sci. Manuf. 2012, 43, 675–685. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.P.S.A. Cellulosic/Synthetic Fibre Reinforced Polymer Hybrid Composites: A Review. Carbohydr. Polym. 2011, 86, 1–18. [Google Scholar] [CrossRef]
- Abdullah, N.S.E.; Salim, N.; Roslan, R. Investigation on the Effect of Alkaline Treatment on Seaweed/Polypropylene (SW/PP) Blend Composites. Mater. Today Proc. 2022, 51, 1362–1366. [Google Scholar] [CrossRef]
- Zaman, H.U.; Khan, R.A. Acetylation Used for Natural Fiber/Polymer Composites. J. Thermoplast. Compos. Mater. 2021, 34, 3–23. [Google Scholar] [CrossRef]
- Dehouche, N.; Idres, C.; Kaci, M.; Zembouai, I.; Bruzaud, S. Effects of Various Surface Treatments on Aloe Vera Fibers Used as Reinforcement in Poly(3-Hydroxybutyrate-Co-3-Hydroxyhexanoate) (PHBHHx) Biocomposites. Polym. Degrad. Stab. 2020, 175, 109131. [Google Scholar] [CrossRef]
- Mohd Izwan, S.; Sapuan, S.M.; Zuhri, M.Y.M.; Mohamed, A.R. Thermal Stability and Dynamic Mechanical Analysis of Benzoylation Treated Sugar Palm/Kenaf Fiber Reinforced Polypropylene Hybrid Composites. Polymers 2021, 13, 2961. [Google Scholar] [CrossRef]
- Daghigh, V.; Lacy, T.E., Jr.; Pittman, C.U., Jr.; Daghigh, H. Influence of Maleated Polypropylene Coupling Agent on Mechanical and Thermal Behavior of Latania Fiber-Reinforced PP/EPDM Composites. Polym. Compos. 2018, 39, E1751–E1759. [Google Scholar] [CrossRef]
- Rabhi, S.; Benghanem, N.; Abdi, S. Comparative Study of Two Biocomposites: Effect of Date Stone Flour Treated with Potassium Permanganate as a Filler on the Morphological and Elastic Properties. J. Compos. Mater. 2022, 56, 1071–1089. [Google Scholar] [CrossRef]
- George, G.; Tomlal Jose, E.; Jayanarayanan, K.; Nagarajan, E.R.; Skrifvars, M.; Joseph, K. Novel Bio-Commingled Composites Based on Jute/Polypropylene Yarns: Effect of Chemical Treatments on the Mechanical Properties. Compos. Part A Appl. Sci. Manuf. 2012, 43, 219–230. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical Treatments of Natural Fiber for Use in Natural Fiber-Reinforced Composites: A Review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Sabri, M.N.I.M.; Bakar, M.B.A.; Masri, M.N.; Mohamed, M.; Noriman, N.Z.; Dahham, O.S.; Umar, M.U. Effect of Chemical Treatment on Mechanical and Physical Properties of Non-Woven Kenaf Fiber Mat Reinforced Polypropylene Biocomposites. AIP Conf. Proc. 2020, 2213, 20262. [Google Scholar] [CrossRef]
- Hill, C.A.S.; Khalil, H.P.S.A.; Hale, M.D. A Study of the Potential of Acetylation to Improve the Properties of Plant Fibres. Ind. Crops Prod. 1998, 8, 53–63. [Google Scholar] [CrossRef]
- Tran, T.P.T.; Bénézet, J.-C.; Bergeret, A. Rice and Einkorn Wheat Husks Reinforced Poly(Lactic Acid) (PLA) Biocomposites: Effects of Alkaline and Silane Surface Treatments of Husks. Ind. Crops Prod. 2014, 58, 111–124. [Google Scholar] [CrossRef]
- Kadem, S.; Irinislimane, R.; Belhaneche-Bensemra, N. Study of the Interfacial Adhesion between Alfa Fiber and Synthetic Resin in a New Biocomposite Material. Mater. Today Proc. 2022, 53, 209–212. [Google Scholar] [CrossRef]
- Tan, M.Y.; Nicholas Kuan, H.T.; Lee, M.C. Characterization of Alkaline Treatment and Fiber Content on the Physical, Thermal, and Mechanical Properties of Ground Coffee Waste/Oxobiodegradable HDPE Biocomposites. Int. J. Polym. Sci. 2017, 2017, 6258151. [Google Scholar] [CrossRef]
- Lepetit, A.; Drolet, R.; Tolnai, B.; Zerrouki, R.; Montplaisir, D. Effect of Acetylation on the Properties of Microfibrillated Cellulose-LDPE Composites. J. Appl. Polym. Sci. 2017, 134. [Google Scholar] [CrossRef]
- Ismail, H.; Abdullah, A.H.; Bakar, A.A. Influence of Acetylation on the Tensile Properties, Water Absorption, and Thermal Stability of (High-Density Polyethylene)/(Soya Powder)/(Kenaf Core) Composites. J. Vinyl Addit. Technol. 2011, 17, 132–137. [Google Scholar] [CrossRef]
- Kivade, S.B.; Gunge, A.; Nagamadhu, M.; Rajole, S. Mechanical and Dynamic Mechanical Behavior of Acetylation-Treated Plain Woven Banana Reinforced Biodegradable Composites. Adv. Compos. Hybrid Mater. 2021, 5, 144–158. [Google Scholar] [CrossRef]
- Hassaini, L.; Kaci, M.; Touati, N.; Pillin, I.; Kervoelen, A.; Bruzaud, S. Valorization of Olive Husk Flour as a Filler for Biocomposites Based on Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate): Effects of Silane Treatment. Polym. Test. 2017, 59, 430–440. [Google Scholar] [CrossRef]
- Rong, M.Z.; Zhang, M.Q.; Liu, Y.; Yang, G.C.; Zeng, H.M. The Effect of Fiber Treatment on the Mechanical Properties of Unidirectional Sisal-Reinforced Epoxy Composites. Compos. Sci. Technol. 2001, 61, 1437–1447. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Rafidah, M.; Azrina, A.; Razman, M.R. Dynamic Mechanical Behaviour of Kenaf Cellulosic Fibre Biocomposites: A Comprehensive Review on Chemical Treatments. Cellulose 2021, 28, 2675–2695. [Google Scholar] [CrossRef]
- Głowińska, E.; Datta, J.; Parcheta, P. Effect of Sisal Fiber Filler on Thermal Properties of Bio-Based Polyurethane Composites. J. Therm. Anal. Calorim. 2017, 130, 113–122. [Google Scholar] [CrossRef] [Green Version]
- Mittal, V.; Saini, R.; Sinha, S. Natural Fiber-Mediated Epoxy Composites–a Review. Compos. Part B Eng. 2016, 99, 425–435. [Google Scholar] [CrossRef]
- Chun, K.S.; Husseinsyah, S.; Osman, H. Utilization of Cocoa Pod Husk as Filler in Polypropylene Biocomposites: Effect of Maleated Polypropylene. J. Thermoplast. Compos. Mater. 2013, 28, 1507–1521. [Google Scholar] [CrossRef]
- Baykus, O.; Mutlu, A.; Doğan, M. The Effect of Pre-Impregnation with Maleated Coupling Agents on Mechanical and Water Absorption Properties of Jute Fabric Reinforced Polypropylene and Polyethylene Biocomposites. J. Compos. Mater. 2015, 50, 257–267. [Google Scholar] [CrossRef]
- Ray, D.; Sarkar, B.K.; Rana, A.K.; Bose, N.R. The Mechanical Properties of Vinylester Resin Matrix Composites Reinforced with Alkali-Treated Jute Fibres. Compos. Part A Appl. Sci. Manuf. 2001, 32, 119–127. [Google Scholar] [CrossRef]
- Ariawan, D.; Salim, M.S.; Mat Taib, R.; Ahmad Thirmizir, M.Z.; Mohammad Ishak, Z.A. Durability of Alkali and Heat-Treated Kenaf Fiber/Unsaturated Polyester Composite Fabricated by Resin Transfer Molding under Natural Weathering Exposure. Adv. Polym. Technol. 2018, 37, 1420–1434. [Google Scholar] [CrossRef]
- Iannace, S.; Ali, R.; Nicolais, L. Effect of Processing Conditions on Dimensions of Sisal Fibers in Thermoplastic Biodegradable Composites. J. Appl. Polym. Sci. 2001, 79, 1084–1091. [Google Scholar] [CrossRef]
- Campilho, R.D.S.G. Natural Fiber Composites; CRC Press: Boca Raton, FL, USA, 2015; ISBN 1482239019. [Google Scholar]
- Muthu, S.S. Green Composites: Sustainable Raw Materials; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Silva, N.G.S.; Cortat, L.I.C.O.; Mulinari, D.R. Effect of Alkaline Treatment and Coupling Agent on Thermal and Mechanical Properties of Macadamia Nutshell Residues Based PP Composites. J. Polym. Environ. 2021, 29, 3271–3287. [Google Scholar] [CrossRef]
- Pannu, A.S.; Singh, S.; Dhawan, V. Effect of Alkaline Treatment on Mechanical Properties of Biodegradable Composite (BF/PLA) Rod. Mater. Today Proc. 2021, 46, 9367–9371. [Google Scholar] [CrossRef]
- Sunny, T.; Pickering, K.L.; Lim, S.H. Alkali Treatment of Hemp Fibres for the Production of Aligned Hemp Fibre Mats for Composite Reinforcement. Cellulose 2020, 27, 2569–2582. [Google Scholar] [CrossRef]
- Silva, C.G.; Campini, P.A.L.; Rocha, D.B.; Rosa, D.S. The Influence of Treated Eucalyptus Microfibers on the Properties of PLA Biocomposites. Compos. Sci. Technol. 2019, 179, 54–62. [Google Scholar] [CrossRef]
- Mohamad, M.; Ting, S.W.; Bakar, M.B.A.; Osman, W.H.W. The Effect of Alkaline Treatment on Mechanical Properties of Polylactic Acid Reinforced with Kenaf Fiber Mat Biocomposite. IOP Conf. Ser. Earth Environ. Sci. 2020, 596, 12002. [Google Scholar] [CrossRef]
- Gnanasekaran, S.; Ahamad Nordin, N.I.A.; Hamidi, M.M.M.; Shariffuddin, J.H. Effect of Alkaline Treatment on the Characteristics of Pineapple Leaves Fibre and PALF/PP Biocomposite. J. Mech. Eng. Sci. 2021, 15, 8518–8528. [Google Scholar] [CrossRef]
- Oladimeji, A.T.; Dominic, O.O.; Echeng, W.P.; Chukwudi, M.M. Influence of Chemical Surface Modifications on Mechanical Properties of Combretum Dolichopetalum Fibre-High Density Polyethylene (HDPE) Composites. Pakistan J. Sci. Ind. Res. Ser. A Phys. Sci. 2018, 61, 28–34. [Google Scholar] [CrossRef]
- Chung, T.-J.; Park, J.-W.; Lee, H.-J.; Kwon, H.-J.; Kim, H.-J.; Lee, Y.-K.; Tai Yin Tze, W. The Improvement of Mechanical Properties, Thermal Stability, and Water Absorption Resistance of an Eco-Friendly PLA/Kenaf Biocomposite Using Acetylation. Appl. Sci. 2018, 8, 376. [Google Scholar] [CrossRef]
- Wang, H.; Kabir, M.M.; Lau, K.T. Hemp Reinforced Composites With Alkalization and Acetylation Fibre Treatments. Polym. Polym. Compos. 2014, 22, 247–251. [Google Scholar] [CrossRef]
- Lo Re, G.; Spinella, S.; Boujemaoui, A.; Vilaseca, F.; Larsson, P.T.; Adås, F.; Berglund, L.A. Poly(ε-Caprolactone) Biocomposites Based on Acetylated Cellulose Fibers and Wet Compounding for Improved Mechanical Performance. ACS Sustain. Chem. Eng. 2018, 6, 6753–6760. [Google Scholar] [CrossRef]
- Ben Mbarek, T.; Robert, L.; Sammouda, H.; Charrier, B.; Orteu, J.-J.; Hugot, F. Effect of Acetylation and Additive on the Tensile Properties of Wood Fiber–High-Density Polyethylene Composite. J. Reinf. Plast. Compos. 2013, 32, 1646–1655. [Google Scholar] [CrossRef]
- Jung, J.S.; Song, K.H.; Kim, S.H. Biodegradable Acetylated Kenaf Fiber Composites. Fibers Polym. 2021, 22, 3437–3443. [Google Scholar] [CrossRef]
- Duan, L.; Liu, R.; Duan, Y.; Li, Z.; Li, Q. A Simultaneous Strategy for the Preparation of Acetylation Modified Cellulose Nanofiber/Polypropylene Composites. Carbohydr. Polym. 2022, 277, 118744. [Google Scholar] [CrossRef] [PubMed]
- Hung, K.-C.; Wu, T.-L.; Chen, Y.-L.; Wu, J.-H. Assessing the Effect of Wood Acetylation on Mechanical Properties and Extended Creep Behavior of Wood/Recycled-Polypropylene Composites. Constr. Build. Mater. 2016, 108, 139–145. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World. J. Polym. Environ. 2002, 10, 19–26. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Hinrichsen, G.I. Biofibres, Biodegradable Polymers and Biocomposites: An Overview. Macromol. Mater. Eng. 2000, 276, 1–24. [Google Scholar] [CrossRef]
- Van de Velde, K.; Kiekens, P. Biopolymers: Overview of Several Properties and Consequences on Their Applications. Polym. Test. 2002, 21, 433–442. [Google Scholar] [CrossRef]
- Eagan, J.M.; Xu, J.; Di Girolamo, R.; Thurber, C.M.; Macosko, C.W.; LaPointe, A.M.; Bates, F.S.; Coates, G.W. Combining Polyethylene and Polypropylene: Enhanced Performance with PE/i PP Multiblock Polymers. Science 2017, 355, 814–816. [Google Scholar] [CrossRef]
- Alavudeen, A.; Rajini, N.; Karthikeyan, S.; Thiruchitrambalam, M.; Venkateshwaren, N. Mechanical Properties of Banana/Kenaf Fiber-Reinforced Hybrid Polyester Composites: Effect of Woven Fabric and Random Orientation. Mater. Des. 2015, 66, 246–257. [Google Scholar] [CrossRef]
- Carrillo-Escalante, H.J.; Alvarez-Castillo, A.; Valadez-Gonzalez, A.; Herrera-Franco, P.J. Effect of Fiber-Matrix Adhesion on the Fracture Behavior of a Carbon Fiber Reinforced Thermoplastic-Modified Epoxy Matrix. Carbon Lett. 2016, 19, 47–56. [Google Scholar] [CrossRef]
- Isikgor, F.H.; Becer, C.R. Lignocellulosic Biomass: A Sustainable Platform for the Production of Bio-Based Chemicals and Polymers. Polym. Chem. 2015, 6, 4497–4559. [Google Scholar] [CrossRef]
- Zwawi, M. A Review on Natural Fiber Bio-Composites, Surface Modifications and Applications. Molecules 2021, 26, 404. [Google Scholar] [CrossRef] [PubMed]
- Milenkovic, S.; Slavkovic, V.; Fragassa, C.; Grujovic, N.; Palic, N.; Zivic, F. Effect of the Raster Orientation on Strength of the Continuous Fiber Reinforced PVDF/PLA Composites, Fabricated by Hand-Layup and Fused Deposition Modeling. Compos. Struct. 2021, 270, 114063. [Google Scholar] [CrossRef]
- Silva, R.V.; Aquino, E.M.F.; Rodrigues, L.P.S.; Barros, A.R.F. Curaua/Glass Hybrid Composite: The Effect of Water Aging on the Mechanical Properties. J. Reinf. Plast. Compos. 2009, 28, 1857–1868. [Google Scholar] [CrossRef]
- Hu, R.; Lim, J.-K. Fabrication and Mechanical Properties of Completely Biodegradable Hemp Fiber Reinforced Polylactic Acid Composites. J. Compos. Mater. 2007, 41, 1655–1669. [Google Scholar] [CrossRef]
- Lee, B.-H.; Kim, H.-S.; Lee, S.; Kim, H.-J.; Dorgan, J.R. Bio-Composites of Kenaf Fibers in Polylactide: Role of Improved Interfacial Adhesion in the Carding Process. Compos. Sci. Technol. 2009, 69, 2573–2579. [Google Scholar] [CrossRef]
- Ochi, S. Mechanical Properties of Kenaf Fibers and Kenaf/PLA Composites. Mech. Mater. 2008, 40, 446–452. [Google Scholar] [CrossRef]
- Tanase-Opedal, M.; Espinosa, E.; Rodríguez, A.; Chinga-Carrasco, G. Lignin: A Biopolymer from Forestry Biomass for Biocomposites and 3D Printing. Materials 2019, 12, 3006. [Google Scholar] [CrossRef]
- Wu, C.-S.; Tsou, C.-H. Fabrication, Characterization, and Application of Biocomposites from Poly(Lactic Acid) with Renewable Rice Husk as Reinforcement. J. Polym. Res. 2019, 26, 44. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-Dimensional Printing of Continuous-Fiber Composites by in-Nozzle Impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]
- Cisneros-López, E.O.; Pérez-Fonseca, A.A.; González-García, Y.; Ramírez-Arreola, D.E.; González-Núñez, R.; Rodrigue, D.; Robledo-Ortíz, J.R. Polylactic Acid–Agave Fiber Biocomposites Produced by Rotational Molding: A Comparative Study with Compression Molding. Adv. Polym. Technol. 2018, 37, 2528–2540. [Google Scholar] [CrossRef]
- Woo, Y.; Cho, D. Effects of Ammonium Polyphosphate on the Flame Retarding, Tensile, Dynamic Mechanical, and Thermal Properties of Kenaf Fiber/Poly(Lactic Acid) Biocomposites Fabricated by Compression Molding. Fibers Polym. 2021, 22, 1388–1396. [Google Scholar] [CrossRef]
- Lule, Z.C.; Wondu, E.; Kim, J. Highly Rigid, Fire-Resistant, and Sustainable Polybutylene Adipate Terephthalate/Polybutylene Succinate Composites Reinforced with Surface-Treated Coffee Husks. J. Clean. Prod. 2021, 315, 128095. [Google Scholar] [CrossRef]
- Mochane, M.J.; Magagula, S.I.; Sefadi, J.S.; Mokhena, T.C. A Review on Green Composites Based on Natural Fiber-Reinforced Polybutylene Succinate (PBS). Polymers 2021, 13, 1200. [Google Scholar] [CrossRef]
- Ghani, M.U.; Siddique, A.; Abraha, K.G.; Yao, L.; Li, W.; Khan, M.Q.; Kim, I.-S. Performance Evaluation of Jute/Glass-Fiber-Reinforced Polybutylene Succinate (PBS) Hybrid Composites with Different Layering Configurations. Materials 2022, 15, 1055. [Google Scholar] [CrossRef]
- Nanni, A.; Messori, M. Thermo-Mechanical Properties and Creep Modelling of Wine Lees Filled Polyamide 11 (PA11) and Polybutylene Succinate (PBS) Bio-Composites. Compos. Sci. Technol. 2020, 188, 107974. [Google Scholar] [CrossRef]
- Kellersztein, I.; Amir, E.; Dotan, A. Grafting of Wheat Straw Fibers with Poly (Ε-caprolactone) via Ring-opening Polymerization for Poly (Lactic Acid) Reinforcement. Polym. Adv. Technol. 2016, 27, 657–664. [Google Scholar] [CrossRef]
- Cunha, M.; Berthet, M.; Pereira, R.; Covas, J.A.; Vicente, A.A.; Hilliou, L. Development of Polyhydroxyalkanoate/Beer Spent Grain Fibers Composites for Film Blowing Applications. Polym. Compos. 2015, 36, 1859–1865. [Google Scholar] [CrossRef]
- Raza, Z.A.; Abid, S.; Banat, I.M. Polyhydroxyalkanoates: Characteristics, Production, Recent Developments and Applications. Int. Biodeterior. Biodegradation 2018, 126, 45–56. [Google Scholar] [CrossRef]
- Keshavarz, T.; Roy, I. Polyhydroxyalkanoates: Bioplastics with a Green Agenda. Curr. Opin. Microbiol. 2010, 13, 321–326. [Google Scholar] [CrossRef] [PubMed]
- Hong, H.; Dong, N.; Shi, J.; Chen, S.; Guo, C.; Hu, P.; Qi, H. Fabrication of a Novel Hybrid Heart Valve Leaflet for Tissue Engineering: An in Vitro Study. Artif. Organs 2009, 33, 554–558. [Google Scholar] [CrossRef] [PubMed]
- Bugnicourt, E.; Cinelli, P.; Lazzeri, A.; Alvarez, V.A. Polyhydroxyalkanoate (PHA): Review of Synthesis, Characteristics, Processing and Potential Applications in Packaging. Express Polym. Lett. 2014, 8, 791–808. [Google Scholar] [CrossRef]
- Singh, M.; Kumar, P.; Ray, S.; Kalia, V.C. Challenges and Opportunities for Customizing Polyhydroxyalkanoates. Indian J. Microbiol. 2015, 55, 235–249. [Google Scholar] [CrossRef]
- Frollini, E.; Bartolucci, N.; Sisti, L.; Celli, A. Biocomposites Based on Poly(Butylene Succinate) and Curaua: Mechanical and Morphological Properties. Polym. Test. 2015, 45, 168–173. [Google Scholar] [CrossRef]
- Garlotta, D. A Literature Review of Poly(Lactic Acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Oksiuta, Z.; Jalbrzykowski, M.; Mystkowska, J.; Romanczuk, E.; Osiecki, T. Mechanical and Thermal Properties of Polylactide (PLA) Composites Modified with Mg, Fe, and Polyethylene (PE) Additives. Polymers 2020, 12, 2939. [Google Scholar] [CrossRef] [PubMed]
- Yu, L. Biodegradable Polymer Blends and Composites from Renewable Resources, 1st ed.; Wiley: Hoboken, NJ, USA, 2009. [Google Scholar]
- Dorgan, J.R.; Lehermeier, H.J.; Palade, L.-I.; Cicero, J. Polylactides: Properties and Prospects of an Environmentally Benign Plastic from Renewable Resources. Macromol. Symp. 2001, 175, 55–66. [Google Scholar] [CrossRef]
- Sawyer, D.J. Bioprocessing-No Longer a Field of Dreams. In Macromolecular Symposia; WILEY-VCH: Weinheim, Germany, 2003; Volume 201, pp. 271–282. [Google Scholar]
- Drumright, R.E.; Gruber, P.R.; Henton, D.E. Polylactic Acid Technology. Adv. Mater. 2000, 12, 1841–1846. [Google Scholar] [CrossRef]
- Rasal, R.M.; Janorkar, A.V.; Hirt, D.E. Poly(Lactic Acid) Modifications. Prog. Polym. Sci. 2010, 35, 338–356. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and Mechanical Properties of PLA, and Their Functions in Widespread Applications—A Comprehensive Review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed]
- Janorkar, A.V.; Metters, A.T.; Hirt, D.E. Modification of Poly(Lactic Acid) Films: Enhanced Wettability from Surface-Confined Photografting and Increased Degradation Rate Due to an Artifact of the Photografting Process. Macromolecules 2004, 37, 9151–9159. [Google Scholar] [CrossRef]
- Sanivada, U.K.K.; Mármol, G.; Brito, F.; Fangueiro, R. PLA Composites Reinforced with Flax and Jute Fibers-A Review of Recent Trends, Processing Parameters and Mechanical Properties. Polymers 2020, 12, 2373. [Google Scholar] [CrossRef] [PubMed]
- Saffian, H.A.; Yamaguchi, M.; Ariffin, H.; Abdan, K.; Kassim, N.K.; Lee, S.H.; Lee, C.H.; Shafi, A.R.; Humairah Alias, A. Thermal, Physical and Mechanical Properties of Poly(Butylene Succinate)/Kenaf Core Fibers Composites Reinforced with Esterified Lignin. Polymers 2021, 13, 2359. [Google Scholar] [CrossRef] [PubMed]
- Tan, S.G.; Chow, W.S. Biobased Epoxidized Vegetable Oils and Its Greener Epoxy Blends: A Review. Polym. Plast. Technol. Eng. 2010, 49, 1581–1590. [Google Scholar] [CrossRef]
- Takada, Y.; Shinbo, K.; Someya, Y.; Shibata, M. Preparation and Properties of Bio-Based Epoxy Montomorillonite Nanocomposites Derived from Polyglycerol Polyglycidyl Ether and ε-Polylysine. J. Appl. Polym. Sci. 2009, 113, 479–484. [Google Scholar] [CrossRef]
- Shibata, M.; Nakai, K. Preparation and Properties of Biocomposites Composed of Bio-Based Epoxy Resin, Tannic Acid, and Microfibrillated Cellulose. J. Polym. Sci. B. Polym. Phys. 2010, 48, 425–433. [Google Scholar] [CrossRef]
- Miyagawa, H.; Jurek, R.J.; Mohanty, A.K.; Misra, M.; Drzal, L.T. Biobased Epoxy/Clay Nanocomposites as a New Matrix for CFRP. Compos. Part A. Appl. Sci. Manuf. 2006, 37, 54–62. [Google Scholar] [CrossRef]
- Ahmetli, G.; Deveci, H.; Soydal, U.; Gurler, S.P.; Altun, A. Epoxy Resin/Polymer Blends: Improvement of Thermal and Mechanical Properties. J. Appl. Polym. Sci. 2012, 125, 38–45. [Google Scholar] [CrossRef]
- Deka, H.; Misra, M.; Mohanty, A. Renewable Resource Based “All Green Composites” from Kenaf Biofiber and Poly(Furfuryl Alcohol) Bioresin. Ind. Crops Prod. 2013, 41, 94–101. [Google Scholar] [CrossRef]
- Cardona, F.; Sultan, M.T.; Talib, A.R.A.; Ezzah, F.; Derahman, A. Interpenetrating Polymer Network (IPN) with Epoxidized and Acrylated Bioresins and Their Composites with Glass and Jute Fibres. Bioresources 2015, 11, 2820–2838. [Google Scholar] [CrossRef]
- Fam, A.; Eldridge, A.; Misra, M. Mechanical Characteristics of Glass Fibre Reinforced Polymer Made of Furfuryl Alcohol Bio-Resin. Mater. Struct. 2013, 47, 1195–1204. [Google Scholar] [CrossRef]
- Díez-Pascual, A.M.; Díez-Vicente, A.L. Epoxidized Soybean Oil/ZnO Biocomposites for Soft Tissue Applications: Preparation and Characterization. ACS Appl. Mater. Interfaces 2014, 6, 17277–17288. [Google Scholar] [CrossRef] [PubMed]
- Díez-Pascual, A.M.; Díez-Vicente, A.L. Wound Healing Bionanocomposites Based on Castor Oil Polymeric Films Reinforced with Chitosan-Modified ZnO Nanoparticles. Biomacromolecules 2015, 16, 2631–2644. [Google Scholar] [CrossRef] [PubMed]
- Manthey, N.W.; Cardona, F.; Francucci, G.; Aravinthan, T. Thermo-Mechanical Properties of Epoxidized Hemp Oil-Based Bioresins and Biocomposites. J. Reinf. Plast. Compos. 2013, 32, 1444–1456. [Google Scholar] [CrossRef] [Green Version]
- Beck, B.H.; Yildirim-Aksoy, M.; Shoemaker, C.A.; Fuller, S.A.; Peatman, E. Antimicrobial Activity of the Biopolymer Chitosan against Streptococcus Iniae. J. Fish Dis. 2019, 42, 371–377. [Google Scholar] [CrossRef]
- Andrew, J.J.; Dhakal, H.N. Sustainable Biobased Composites for Advanced Applications: Recent Trends and Future Opportunities–A Critical Review. Compos. Part C Open Access 2022, 7, 100220. [Google Scholar] [CrossRef]
- Stamm, M. Polymer Surfaces and Interfaces [Electronic Resource]: Characterization, Modification and Applications; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Xu, Y.; Loi, J.; Delgado, P.; Topolkaraev, V.; McEneany, R.J.; Macosko, C.W.; Hillmyer, M.A. Reactive Compatibilization of Polylactide/Polypropylene Blends. Ind. Eng. Chem. Res. 2015, 54, 6108–6114. [Google Scholar] [CrossRef]
- Wang, H.; Dong, W.; Li, Y. Compatibilization of Immiscible Polymer Blends Using in Situ Formed Janus Nanomicelles by Reactive Blending. ACS Macro Lett. 2015, 4, 1398–1403. [Google Scholar] [CrossRef]
- Lin, B.; Mighri, F.; Huneault, M.A.; Sundararaj, U. Effect of Premade Compatibilizer and Reactive Polymers on Polystyrene Drop Deformation and Breakup in Simple Shear. Macromolecules 2005, 38, 5609–5616. [Google Scholar] [CrossRef]
- Chen, D.; Wang, H.; Li, Y. Reactive Compatibilization: Formation of Double-Grafted Copolymers by In Situ Binary Grafting and Their Compatibilization Effect. ACS Appl. Mater. Interfaces 2017, 9, 33091–33099. [Google Scholar] [CrossRef] [PubMed]
- Utracki, L.A. Compatibilization of Polymer Blends. Can. J. Chem. Eng. 2002, 80, 1008–1016. [Google Scholar] [CrossRef]
- Wang, Y.; Hillmyer, M.A. Polyethylene-poly (L-lactide) Diblock Copolymers: Synthesis and Compatibilization of Poly (L-lactide)/Polyethylene Blends. J. Polym. Sci. Part A Polym. Chem. 2001, 39, 2755–2766. [Google Scholar] [CrossRef]
- Anderson, K.S.; Hillmyer, M.A. The Influence of Block Copolymer Microstructure on the Toughness of Compatibilized Polylactide/Polyethylene Blends. Polymer 2004, 45, 8809–8823. [Google Scholar] [CrossRef]
- Singh, G.; Bhunia, H.; Rajor, A.; Choudhary, V. Thermal Properties and Degradation Characteristics of Polylactide, Linear Low Density Polyethylene, and Their Blends. Polym. Bull. 2011, 66, 939–953. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Jorda-Vilaplana, A.; Balart, R.; Torres-Giner, S. A Comparative Study on the Effect of Different Reactive Compatibilizers on Injection-molded Pieces of Bio-based High-density Polyethylene/Polylactide Blends. J. Appl. Polym. Sci. 2019, 136, 47396. [Google Scholar] [CrossRef]
- Boubekeur, B.; Belhaneche-Bensemra, N.; Massardier, V. Low-density Polyethylene/Poly (Lactic Acid) Blends Reinforced by Waste Wood Flour. J. Vinyl Addit. Technol. 2020, 26, 443–451. [Google Scholar] [CrossRef]
- Djellali, S.; Haddaoui, N.; Sadoun, T.; Bergeret, A.; Grohens, Y. Structural, Morphological and Mechanical Characteristics of Polyethylene, Poly (Lactic Acid) and Poly (Ethylene-Co-Glycidyl Methacrylate) Blends. Iran. Polym. J. 2013, 22, 245–257. [Google Scholar] [CrossRef]
- Brito, G.F.; Agrawal, P.; Mélo, T.J.A. Mechanical and Morphological Properties of PLA/BioPE Blend Compatibilized with E-GMA and EMA-GMA Copolymers. In Macromolecular Symposia; Wiley Online Library: Hoboken, NJ, USA, 2016; Volume 367, pp. 176–182. [Google Scholar]
- Zolali, A.M.; Favis, B.D. Toughening of Cocontinuous Polylactide/Polyethylene Blends via an Interfacially Percolated Intermediate Phase. Macromolecules 2018, 51, 3572–3581. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical Treatments on Plant-Based Natural Fibre Reinforced Polymer Composites: An Overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Saeed, U.; Rathur, S.U.; AlTuraif, H.; Bamufleh, H. Effect of Coupling Agent on Softwood Kraft Nanocellulose Fibril-Reinforced Polylactic Acid Biocomposite. J. Nanomater. 2021, 2021, 1–13. [Google Scholar] [CrossRef]
- Dong, W.; Wang, H.; He, M.; Ren, F.; Wu, T.; Zheng, Q.; Li, Y. Synthesis of Reactive Comb Polymers and Their Applications as a Highly Efficient Compatibilizer in Immiscible Polymer Blends. Ind. Eng. Chem. Res. 2015, 54, 2081–2089. [Google Scholar] [CrossRef]
- Wang, H.; Fu, Z.; Dong, W.; Li, Y.; Li, J. Formation of Interfacial Janus Nanomicelles by Reactive Blending and Their Compatibilization Effects on Immiscible Polymer Blends. J. Phys. Chem. B 2016, 120, 9240–9252. [Google Scholar] [CrossRef]
- Eklind, H.; Schantz, S.; Maurer, F.H.J.; Jannasch, P.; Wesslén, B. Characterization of the Interphase in PPO/PMMA Blends Compatibilized by P(S-g-EO). Macromolecules 1996, 29, 984–992. [Google Scholar] [CrossRef]
- Detyothin, S.; Selke, S.E.M.; Narayan, R.; Rubino, M.; Auras, R.A. Effects of Molecular Weight and Grafted Maleic Anhydride of Functionalized Polylactic Acid Used in Reactive Compatibilized Binary and Ternary Blends of Polylactic Acid and Thermoplastic Cassava Starch. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Srimalanon, P.; Prapagdee, B.; Markpin, T.; Sombatsompop, N. Effects of DCP as a Free Radical Producer and HPQM as a Biocide on the Mechanical Properties and Antibacterial Performance of in Situ Compatibilized PBS/PLA Blends. Polym. Test. 2018, 67, 331–341. [Google Scholar] [CrossRef]
- Semba, T.; Kitagawa, K.; Ishiaku, U.S.; Kotaki, M.; Hamada, H. Effect of Compounding Procedure on Mechanical Properties and Dispersed Phase Morphology of Poly (Lactic Acid)/Polycaprolactone Blends Containing Peroxide. J. Appl. Polym. Sci. 2007, 103, 1066–1074. [Google Scholar] [CrossRef]
- Ferri, J.M.; Garcia-Garcia, D.; Rayón, E.; Samper, M.D.; Balart, R. Compatibilization and Characterization of Polylactide and Biopolyethylene Binary Blends by Non-Reactive and Reactive Compatibilization Approaches. Polymers 2020, 12, 1344. [Google Scholar] [CrossRef]
- Rinaldi, R.; Jastrzebski, R.; Clough, M.T.; Ralph, J.; Kennema, M.; Bruijnincx, P.C.A.; Weckhuysen, B.M. Paving the Way for Lignin Valorisation: Recent Advances in Bioengineering, Biorefining and Catalysis. Angew. Chem. Int. Ed. 2016, 55, 8164–8215. [Google Scholar] [CrossRef]
- Figueiredo, P.; Lintinen, K.; Hirvonen, J.T.; Kostiainen, M.A.; Santos, H.A. Properties and Chemical Modifications of Lignin: Towards Lignin-Based Nanomaterials for Biomedical Applications. Prog. Mater. Sci. 2018, 93, 233–269. [Google Scholar] [CrossRef]
- Schutyser, W.; Renders, T.; Van Den Bosch, S.; Koelewijn, S.-F.; Beckham, G.T.; Sels, B.F. Chemicals from Lignin: An Interplay of Lignocellulose Fractionation, Depolymerisation, and Upgrading. Chem. Soc. Rev. 2018, 47, 852–908. [Google Scholar] [CrossRef] [PubMed]
- Thielemans, W.; Wool, R.P. Kraft Lignin as Fiber Treatment for Natural Fiber-Reinforced Composites. Polym. Compos. 2005, 26, 695–705. [Google Scholar] [CrossRef]
- Thielemans, W.; Can, E.; Morye, S.S.; Wool, R.P. Novel Applications of Lignin in Composite Materials. J. Appl. Polym. Sci. 2002, 83, 323–331. [Google Scholar] [CrossRef]
- Graupner, N. Application of Lignin as Natural Adhesion Promoter in Cotton Fibre-Reinforced Poly(Lactic Acid) (PLA) Composites. J. Mater. Sci. 2008, 43, 5222–5229. [Google Scholar] [CrossRef]
- Acha, B.A.; Marcovich, N.E.; Reboredo, M.M. Lignin in Jute Fabric–Polypropylene Composites. J. Appl. Polym. Sci. 2009, 113, 1480–1487. [Google Scholar] [CrossRef]
- Wood, B.M.; Coles, S.R.; Maggs, S.; Meredith, J.; Kirwan, K. Use of Lignin as a Compatibiliser in Hemp/Epoxy Composites. Compos. Sci. Technol. 2011, 71, 1804–1810. [Google Scholar] [CrossRef]
- Luo, S.; Cao, J.; Sun, W. Evaluation of Kraft Lignin as Natural Compatibilizer in Wood Flour/Polypropylene Composites. Polym. Compos. 2017, 38, 2387–2394. [Google Scholar] [CrossRef]
- Mazzanti, V.; Pariante, R.; Bonanno, A.; Ballesteros, O.; Mollica, F.; Filippone, G. Reinforcing Mechanisms of Natural Fibers in Green Composites: Role of Fibers Morphology in a PLA/Hemp Model System. Compos. Sci. Technol. 2019, 180, 51–59. [Google Scholar] [CrossRef]
- Thyavihalli Girijappa, Y.G.; Mavinkere Rangappa, S.; Parameswaranpillai, J.; Siengchin, S. Natural Fibers as Sustainable and Renewable Resource for Development of Eco-Friendly Composites: A Comprehensive Review. Front. Mater. 2019, 6, 226. [Google Scholar] [CrossRef]
- Karimah, A.; Ridho, M.R.; Munawar, S.S.; Adi, D.S.; Ismadi; Damayanti, R.; Subiyanto, B.; Fatriasari, W.; Fudholi, A. A Review on Natural Fibers for Development of Eco-Friendly Bio-Composite: Characteristics, and Utilizations. J. Mater. Res. Technol. 2021, 13, 2442–2458. [Google Scholar] [CrossRef]
- Vera, P.; Canellas, E.; Nerín, C. Compounds Responsible for Off-Odors in Several Samples Composed by Polypropylene, Polyethylene, Paper and Cardboard Used as Food Packaging Materials. Food Chem. 2019, 309, 125792. [Google Scholar] [CrossRef] [PubMed]
- Chamas, A.; Moon, H.; Zheng, J.; Qiu, Y.; Tabassum, T.; Jang, J.H.; Abu-Omar, M.; Scott, S.L.; Suh, S. Degradation Rates of Plastics in the Environment. ACS Sustain. Chem. Eng. 2020, 8, 3494–3511. [Google Scholar] [CrossRef]
- Balart, R.; Montanes, N.; Dominici, F.; Boronat, T.; Torres-Giner, S. Environmentally Friendly Polymers and Polymer Composites. Materials 2020, 13, 4892. [Google Scholar] [CrossRef] [PubMed]
- Cazin, I.; Rossegger, E.; Guedes de la Cruz, G.; Griesser, T.; Schlögl, S. Recent Advances in Functional Polymers Containing Coumarin Chromophores. Polymers 2021, 13, 56. [Google Scholar] [CrossRef]
- Zhao, X.; Lu, S.; Li, W.; Zhang, S.; Li, K.; Nawaz, K.; Wang, P.; Yang, G.; Ragauskas, A.; Ozcan, S.; et al. Epoxy as Filler or Matrix for Polymer Composites. In Epoxy-Based Composites; IntechOpen: Rijeka, Croatia, 2022; p. Ch. 1. ISBN 978-1-80355-160-9. [Google Scholar]
- Berzins, R.; Merijs-Meri, R.; Zicans, J. Comparison of Two-Component Silyl-Terminated Polyether/Epoxy Resin Model and Complete Systems and Evaluation of Their Mechanical, Rheological and Adhesive Properties. Polymers 2022, 14, 2421. [Google Scholar] [CrossRef] [PubMed]
- Suresh, J.; Arun, A. Acrylate Polymers of Triazine Containing Chalcone Moiety: Synthesis, Characterization, Reactivity Ratio and Photocrosslinking Studies. Polym. Polym. Compos. 2022, 30, 09673911221107447. [Google Scholar] [CrossRef]
- Ishiguro, M.; Sato, D.; Shishido, A.; Ikeda, T. Bragg-Type Polarization Gratings Formed in Thick Polymer Films Containing Azobenzene and Tolane Moieties. Langmuir 2007, 23, 332–338. [Google Scholar] [CrossRef] [PubMed]
- Bryll, K.; Gawdzińska, K.; Nabiałek, M.; Pawłowska, P. The Effect of Degradation in Aqueous Media on Viscosity Average Molecular Weight of Single Polymer Polyester Composites. Rev. Chim. 2017, 68, 2034–2038. [Google Scholar] [CrossRef]
- Vohlidal, J. Polymer Degradation: A Short Review. Chem. Teach. Int. 2020, 3, 213–220. [Google Scholar] [CrossRef]
- Fajardo Cabrera de Lima, L.D.; Santana, R.M.; Chamorro Rodríguez, C.D. Influence of Coupling Agent in Mechanical, Physical and Thermal Properties of Polypropylene/Bamboo Fiber Composites: Under Natural Outdoor Aging. Polymers 2020, 12, 929. [Google Scholar] [CrossRef]
- Yousif, E.; Haddad, R. Photodegradation and Photostabilization of Polymers, Especially Polystyrene: Review. Springerplus 2013, 2, 398. [Google Scholar] [CrossRef] [PubMed]
- Campanale, C.; Massarelli, C.; Savino, I.; Locaputo, V.; Uricchio, V.F. A Detailed Review Study on Potential Effects of Microplastics and Additives of Concern on Human Health. Int. J. Environ. Res. Public Health 2020, 17, 1212. [Google Scholar] [CrossRef] [PubMed]
- Smith, M.; Love, D.C.; Rochman, C.M.; Neff, R.A. Microplastics in Seafood and the Implications for Human Health. Curr. Environ. Health Rep. 2018, 5, 375–386. [Google Scholar] [CrossRef] [PubMed]
- Lambert, S.; Wagner, M. Microplastics Are Contaminants of Emerging Concern in Freshwater Environments: An Overview. In Freshwater Microplastics: Emerging Environmental Contaminants? Wagner, M., Lambert, S., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 1–23. ISBN 978-3-319-61615-5. [Google Scholar]
- Hammer, J.; Kraak, M.H.S.; Parsons, J.R. Plastics in the Marine Environment: The Dark Side of a Modern Gift. Rev. Environ. Contam. Toxicol. 2012, 220, 1–44. [Google Scholar] [PubMed]
- John, M.J. 7-Environmental Degradation in Biocomposites. In Biocomposites for High-Performance Applications; Ray, D., Ed.; Woodhead Publishing: Sawston, UK, 2017; pp. 181–194. ISBN 978-0-08-100793-8. [Google Scholar]
- Azwa, Z.N.; Yousif, B.F.; Manalo, A.C.; Karunasena, W. A Review on the Degradability of Polymeric Composites Based on Natural Fibres. Mater. Des. 2013, 47, 424–442. [Google Scholar] [CrossRef] [Green Version]
- Thuault, A.; Eve, S.; Blond, D.; Bréard, J.; Gomina, M. Effects of the Hygrothermal Environment on the Mechanical Properties of Flax Fibres. J. Compos. Mater. 2013, 48, 1699–1707. [Google Scholar] [CrossRef]
- Anuar, H.; Ahmad, Z.; Fuad, F. Biodegradable PLA-Kenaf Fibre Biocomposite for Cleaner Environment. In Proceedings of the Malaysian Science and Technology Congress (MSTC 2010), Crystal Crown Hotel, Petaling Jaya, Malaysia, 9–11 November 2010. [Google Scholar]
- Le Duigou, A.; Bourmaud, A.; Davies, P.; Baley, C. Long Term Immersion in Natural Seawater of Flax/PLA Biocomposite. Ocean Eng. 2014, 90, 140–148. [Google Scholar] [CrossRef]
- Harmaen, A.S.; Khalina, A.; Azowa, I.; Hassan, M.A.; Tarmian, A.; Jawaid, M. Thermal and Biodegradation Properties of Poly(Lactic Acid)/Fertilizer/Oil Palm Fibers Blends Biocomposites. Polym. Compos. 2015, 36, 576–583. [Google Scholar] [CrossRef]
- Kumar, R.; Yakubu, M.; Anandjiwala, R. Biodegradation of Flax Fiber Reinforced Poly Lactic Acid. Express Polym. Lett. 2010, 4, 423–430. [Google Scholar] [CrossRef]
- Ghoroghi, A.; Rezgui, Y.; Petri, I.; Beach, T. Advances in Application of Machine Learning to Life Cycle Assessment: A Literature Review. Int. J. Life Cycle Assess. 2022, 27, 433–456. [Google Scholar] [CrossRef]
- Mongo, M.; Laforest, V.; Belaïd, F.; Tanguy, A. No Title. J. Innov. Econ. Manag. 2022. [Google Scholar] [CrossRef]
- Ita-Nagy, D.; Vázquez-Rowe, I.; Kahhat, R.; Quispe, I.; Chinga-Carrasco, G.; Clauser, N.M.; Area, M.C. Life Cycle Assessment of Bagasse Fiber Reinforced Biocomposites. Sci. Total Environ. 2020, 720, 137586. [Google Scholar] [CrossRef] [PubMed]
- De Vegt, O.M.; Haije, W.G. Comparative Environmental Life Cycle Assessment of Composite Materials; Netherlands Energy Research Foundation ECN: Sint Maartensvlotbrug, The Netherlands, 1997. [Google Scholar]
- Schmehl, M.; Müssig, J.; Schönfeld, U.; Von Buttlar, H.-B. Life Cycle Assessment on a Bus Body Component Based on Hemp Fiber and PTP®. J. Polym. Environ. 2008, 16, 51–60. [Google Scholar] [CrossRef]
- Yuhazri, M.; Sihombing, H. A Comparison Process between Vacuum Infusion and Hand Lay-up Method toward Kenaf/Polyester Composite. Int. J. Basic Appl. Sci. 2010, 10, 63–66. [Google Scholar]
- Kikuchi, T.; Tani, Y.; Takai, Y.; Goto, A.; Hamada, H. Relationships between Degree of Skill, Dimension Stability, and Mechanical Properties of Composite Structure in Hand Lay-up Fabrication Method. In Contemporary Ergonomics and Human Factors 2014: Proceedings of the International Conference on Ergonomics & Human Factors 2014, Southampton, UK, 7–10 April 2014; CRC Press: Boca Raton, FL, USA, 2014; pp. 101–109. [Google Scholar]
- Faria, D.L.; Júnior, L.M.; de Almeida Mesquita, R.G.; Júnior, M.G.; Pires, N.J.; Mendes, L.M.; Junior, J.B.G. Production of Castor Oil-Based Polyurethane Resin Composites Reinforced with Coconut Husk Fibres. J. Polym. Res. 2020, 27, 1–13. [Google Scholar] [CrossRef]
- Shahzad, A. Impact and Fatigue Properties of Hemp–Glass Fiber Hybrid Biocomposites. J. Reinf. Plast. Compos. 2011, 30, 1389–1398. [Google Scholar] [CrossRef]
- Aljibori, H.; Alosfur, F.; Ridha, N.; Salim, M. A Study on Thermal Diffusivity and Dielectric Properties of Epoxy Matrix Reinforced by Fibers Material. J. Kerbala Univ. 2016, 14, 42–53. [Google Scholar]
- Sozer, E.M.; Simacek, P.; Advani, S.G. 9-Resin Transfer Molding (RTM) in Polymer Matrix Composites. In Manufacturing Techniques for Polymer Matrix Composites (PMCs); Woodhead Publishing: Sawston, UK, 2012; pp. 245–309. [Google Scholar]
- Paglicawan, M.A.; Emolaga, C.S.; Sudayon, J.M.B.; Tria, K.B. Mechanical Properties of Abaca–Glass Fiber Composites Fabricated by Vacuum-Assisted Resin Transfer Method. Polymers 2021, 13, 2719. [Google Scholar] [CrossRef] [PubMed]
- Sun, Z.; Xiao, J.; Tao, L.; Wei, Y.; Wang, S.; Zhang, H.; Zhu, S.; Yu, M. Preparation of High-Performance Carbon Fiber-Reinforced Epoxy Composites by Compression Resin Transfer Molding. Materials 2018, 12, 13. [Google Scholar] [CrossRef]
- Erden, S.; Ho, K. 3-Fiber Reinforced Composites. In Woodhead Publishing Series in Composites Science and Engineering; Seydibeyoğlu, M.Ö., Mohanty, A.K., Misra, M., Eds.; Woodhead Publishing: Sawston, UK, 2017; pp. 51–79. ISBN 978-0-08-101871-2. [Google Scholar]
- Sun, B.-G.; Yang, K.-X.; Lei, Q.; Shi, H.-Q.; Li, Y.-Q.; Hu, N.; Fu, S.-Y. High Residual Mechanical Properties at Elevated Temperatures of Carbon Fiber/Acetylene-Functional Benzoxazine Composite. Compos. Part A Appl. Sci. Manuf. 2018, 112, 11–17. [Google Scholar] [CrossRef]
- Fontana, Q.P. V Viscosity: Thermal History Treatment in Resin Transfer Moulding Process Modelling. Compos. Part A Appl. Sci. Manuf. 1998, 29, 153–158. [Google Scholar] [CrossRef]
- Ariawan, D.; Mohd Ishak, Z.A.; Salim, M.S.; Mat Taib, R.; Ahmad Thirmizir, M.Z. Wettability and Interfacial Characterization of Alkaline Treated Kenaf Fiber-Unsaturated Polyester Composites Fabricated by Resin Transfer Molding. Polym. Compos. 2017, 38, 507–515. [Google Scholar] [CrossRef]
- Geng, Z.; Yang, S.; Zhang, L.; Huang, Z.; Pan, Q.; Li, J.; Weng, J.; Bao, J.; You, Z.; He, Y.; et al. Self-Extinguishing Resin Transfer Molding Composites Using Non-Fire-Retardant Epoxy Resin. Materials 2018, 11, 2554. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.; Bai, T.; Cheng, W.; Xu, C.; Wang, G.; Cheng, H.; Han, G. Surface Modification of Bamboo Fibers to Enhance the Interfacial Adhesion of Epoxy Resin-Based Composites Prepared by Resin Transfer Molding. Polymers 2019, 11, 2107. [Google Scholar] [CrossRef] [PubMed]
- Ariawan, D.; Mohd Ishak, Z.A.; Salim, M.S.; Mat Taib, R.; Ahmad Thirmizir, M.Z.; Pauzi, H. The Effect of Alkalization on the Mechanical and Water Absorption Properties of Nonwoven Kenaf Fiber/Unsaturated Polyester Composites Produced by Resin-Transfer Molding. Polym. Compos. 2016, 37, 3516–3526. [Google Scholar] [CrossRef]
- Cuinat-Guerraz, N.; Dumont, M.-J.; Hubert, P. Environmental Resistance of Flax/Bio-Based Epoxy and Flax/Polyurethane Composites Manufactured by Resin Transfer Moulding. Compos. Part A Appl. Sci. Manuf. 2016, 88, 140–147. [Google Scholar] [CrossRef]
- Shimamoto, D.; Tominaga, Y.; Hotta, Y. Effect of Microwave Irradiation on Carbon Fiber/Epoxy Resin Composite Fabricated by Vacuum Assisted Resin Transfer Molding. Adv. Compos. Mater. 2016, 25, 71–79. [Google Scholar] [CrossRef]
- Dong, C.; Wirasaputra, A.; Luo, Q.; Liu, S.; Yuan, Y.; Zhao, J.; Fu, Y. Intrinsic Flame-Retardant and Thermally Stable Epoxy Endowed by a Highly Efficient, Multifunctional Curing Agent. Materials 2016, 9, 1008. [Google Scholar] [CrossRef]
- Rwei, S.-P.; Chen, Y.-M.; Chiang, W.-Y.; Ting, Y.-T. A Study of the Curing and Flammability Properties of Bisphenol a Epoxy Diacrylate Resin Utilizing a Novel Flame Retardant Monomer, Bis [Di-Acryloyloxyethyl]-p-Tert-Butyl-Phenyl Phosphate. Materials 2017, 10, 202. [Google Scholar] [CrossRef]
- Zhou, X.; Qiu, S.; Xing, W.; Gangireddy, C.S.R.; Gui, Z.; Hu, Y. Hierarchical Polyphosphazene@ Molybdenum Disulfide Hybrid Structure for Enhancing the Flame Retardancy and Mechanical Property of Epoxy Resins. ACS Appl. Mater. Interfaces 2017, 9, 29147–29156. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, B.; Wang, B.; Liew, K.M.; Song, L.; Wang, C.; Hu, Y. Highly Effective P–P Synergy of a Novel DOPO-Based Flame Retardant for Epoxy Resin. Ind. Eng. Chem. Res. 2017, 56, 1245–1255. [Google Scholar] [CrossRef]
- Extrusion of Polymers [SubsTech]. Available online: https://www.substech.com/dokuwiki/doku.php?id=extrusion_of_polymers (accessed on 14 February 2022).
- Senthilkumaran, A.; Babaei-Ghazvini, A.; Nickerson, M.T.; Acharya, B. Comparison of Protein Content, Availability, and Different Properties of Plant Protein Sources with Their Application in Packaging. Polymers 2022, 14, 1065. [Google Scholar] [CrossRef] [PubMed]
- Haag, K.; Padovani, J.; Fita, S.; Trouvé, J.-P.; Pineau, C.; Hawkins, S.; De Jong, H.; Deyholos, M.K.; Chabbert, B.; Müssig, J. Influence of Flax Fibre Variety and Year-to-Year Variability on Composite Properties. Ind. Crops Prod. 2017, 98, 1–9. [Google Scholar] [CrossRef]
- Du, Y.; Wu, T.; Yan, N.; Kortschot, M.T.; Farnood, R. Fabrication and Characterization of Fully Biodegradable Natural Fiber-Reinforced Poly (Lactic Acid) Composites. Compos. Part B Eng. 2014, 56, 717–723. [Google Scholar] [CrossRef]
- Gupta, A.; Chudasama, B.; Chang, B.P.; Mekonnen, T. Robust and Sustainable PBAT–Hemp Residue Biocomposites: Reactive Extrusion Compatibilization and Fabrication. Compos. Sci. Technol. 2021, 215, 109014. [Google Scholar] [CrossRef]
- Vandi, L.-J.; Chan, C.M.; Werker, A.; Richardson, D.; Laycock, B.; Pratt, S. Extrusion of Wood Fibre Reinforced Poly(Hydroxybutyrate-Co-Hydroxyvalerate) (PHBV) Biocomposites: Statistical Analysis of the Effect of Processing Conditions on Mechanical Performance. Polym. Degrad. Stab. 2019, 159, 1–14. [Google Scholar] [CrossRef]
- Etxabide, A.; de la Caba, K.; Guerrero, P. A Novel Approach to Manufacture Porous Biocomposites Using Extrusion and Injection Moulding. Eur. Polym. J. 2016, 82, 324–333. [Google Scholar] [CrossRef]
- Panariello, L.; Coltelli, M.-B.; Vannozzi, A.; Bonacchi, D.; Aliotta, L.; Lazzeri, A. Fully Biobased Reactive Extrusion of Biocomposites Based on PLA Blends and Hazelnut Shell Powders (HSP). Chemistry 2021, 3, 1464–1480. [Google Scholar] [CrossRef]
- Silva, L.E.J.; Volnistem, E.A.; Dias, G.S.; Cótica, L.F.; Santos, I.A.; Fiorentin, E.R.; de Oliveira, M.A.; Witchemichen, D.H.; Freitas, V.F.; Bonadio, T.G.M. Polyvinylidene Fluoride–Hydroxyapatite 0–3 Biocomposite Filaments Processed by Twin-Screw Extrusion. J. Mech. Behav. Biomed. Mater. 2022, 125, 104891. [Google Scholar] [CrossRef]
- Hietala, M.; Oksman, K. Pelletized Cellulose Fibres Used in Twin-Screw Extrusion for Biocomposite Manufacturing: Fibre Breakage and Dispersion. Compos. Part A Appl. Sci. Manuf. 2018, 109, 538–545. [Google Scholar] [CrossRef]
- Semlali Aouragh Hassani, F.-Z.; Ouarhim, W.; Zari, N.; Bensalah, M.O.; Rodrigue, D.; Bouhfid, R.; Qaiss, A. el kacem Injection Molding of Short Coir Fiber Polypropylene Biocomposites: Prediction of the Mold Filling Phase. Polym. Compos. 2019, 40, 4042–4055. [Google Scholar] [CrossRef]
- Mathivanan, D.; Nouby, M.; Vidhya, R. Minimization of Sink Mark Defects in Injection Molding Process–Taguchi Approach. Int. J. Eng. Sci. Technol. 2010, 2, 13–22. [Google Scholar] [CrossRef]
- Singh, G.; Verma, A. A Brief Review on Injection Moulding Manufacturing Process. Mater. Today Proc. 2017, 4, 1423–1433. [Google Scholar] [CrossRef]
- Nguyen, Q.M.P.; Chen, X.; Lam, Y.C.; Yue, C.Y. Effects of Polymer Melt Compressibility on Mold Filling in Micro-Injection Molding. J. Micromech. Microeng. 2011, 21, 95019. [Google Scholar] [CrossRef]
- Nguyen, N.A.; Bowland, C.C.; Naskar, A.K. A General Method to Improve 3D-Printability and Inter-Layer Adhesion in Lignin-Based Composites. Appl. Mater. Today 2018, 12, 138–152. [Google Scholar] [CrossRef]
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Fused Filament Fabrication of Fiber-Reinforced Polymers: A Review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Tran, T.N.; Bayer, I.S.; Heredia-Guerrero, J.A.; Frugone, M.; Lagomarsino, M.; Maggio, F.; Athanassiou, A. Cocoa Shell Waste Biofilaments for 3D Printing Applications. Macromol. Mater. Eng. 2017, 302, 1700219. [Google Scholar] [CrossRef]
- Stoof, D.; Pickering, K.; Zhang, Y. Fused Deposition Modelling of Natural Fibre/Polylactic Acid Composites. J. Compos. Sci. 2017, 1, 8. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Obućina, M.; Kuzman, M.K. Effect of Wood Content in FDM Filament on Properties of 3D Printed Parts. Mater. Today Commun. 2018, 14, 135–140. [Google Scholar] [CrossRef]
- Milosevic, M.; Stoof, D.; Pickering, K.L. Characterizing the Mechanical Properties of Fused Deposition Modelling Natural Fiber Recycled Polypropylene Composites. J. Compos. Sci. 2017, 1, 7. [Google Scholar] [CrossRef]
- Depuydt, D.; Balthazar, M.; Hendrickx, K.; Six, W.; Ferraris, E.; Desplentere, F.; Ivens, J.; Van Vuure, A.W. Production and Characterization of Bamboo and Flax Fiber Reinforced Polylactic Acid Filaments for Fused Deposition Modeling (FDM). Polym. Compos. 2019, 40, 1951–1963. [Google Scholar] [CrossRef]
- Stoof, D.; Pickering, K. Sustainable Composite Fused Deposition Modelling Filament Using Recycled Pre-Consumer Polypropylene. Compos. Part B Eng. 2018, 135, 110–118. [Google Scholar] [CrossRef]
- Coppola, B.; Garofalo, E.; Di Maio, L.; Scarfato, P.; Incarnato, L. Investigation on the Use of PLA/Hemp Composites for the Fused Deposition Modelling (FDM) 3D Printing. AIP Conf. Proc. 2018, 1981, 20086. [Google Scholar]
- Xiao, X.; Chevali, V.S.; Song, P.; He, D.; Wang, H. Polylactide/Hemp Hurd Biocomposites as Sustainable 3D Printing Feedstock. Compos. Sci. Technol. 2019, 184, 107887. [Google Scholar] [CrossRef]
- Liu, H.; He, H.; Peng, X.; Huang, B.; Li, J. Three-dimensional Printing of Poly (Lactic Acid) Bio-based Composites with Sugarcane Bagasse Fiber: Effect of Printing Orientation on Tensile Performance. Polym. Adv. Technol. 2019, 30, 910–922. [Google Scholar] [CrossRef]
- Gama, N.; Magina, S.; Barros-Timmons, A.; Ferreira, A. Enhanced Compatibility between Coconut Fibers/PP via Chemical Modification for 3D Printing. Prog. Addit. Manuf. 2022, 7, 213–223. [Google Scholar] [CrossRef]
- Long, H.; Wu, Z.; Dong, Q.; Shen, Y.; Zhou, W.; Luo, Y.; Zhang, C.; Dong, X. Mechanical and Thermal Properties of Bamboo Fiber Reinforced Polypropylene/Polylactic Acid Composites for 3D Printing. Polym. Eng. Sci. 2019, 59, E247–E260. [Google Scholar] [CrossRef]
- Tao, Y.; Wang, H.; Li, Z.; Li, P.; Shi, S.Q. Development and Application of Wood Flour-Filled Polylactic Acid Composite Filament for 3D Printing. Materials 2017, 10, 339. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Morales, M.A.; Maranon, A.; Hernandez, C.; Porras, A. Development and Characterization of a 3D Printed Cocoa Bean Shell Filled Recycled Polypropylene for Sustainable Composites. Polymers 2021, 13, 3162. [Google Scholar] [CrossRef] [PubMed]
- Girdis, J.; Gaudion, L.; Proust, G.; Löschke, S.; Dong, A. Rethinking Timber: Investigation into the Use of Waste Macadamia Nut Shells for Additive Manufacturing. Jom 2017, 69, 575–579. [Google Scholar] [CrossRef]
- Pickering, K.; Stoof, D. Sustainable Composite Fused Deposition Modelling Filament Using Post-Consumer Recycled Polypropylene. J. Compos. Sci. 2017, 1, 17. [Google Scholar] [CrossRef]
- Song, Y.; Li, Y.; Song, W.; Yee, K.; Lee, K.-Y.; Tagarielli, V.L. Measurements of the Mechanical Response of Unidirectional 3D-Printed PLA. Mater. Des. 2017, 123, 154–164. [Google Scholar] [CrossRef]
- Weng, Z.; Wang, J.; Senthil, T.; Wu, L. Mechanical and Thermal Properties of ABS/Montmorillonite Nanocomposites for Fused Deposition Modeling 3D Printing. Mater. Des. 2016, 102, 276–283. [Google Scholar] [CrossRef]
- Kreiger, M.; Pearce, J.M. Environmental Life Cycle Analysis of Distributed Three-Dimensional Printing and Conventional Manufacturing of Polymer Products. ACS Sustain. Chem. Eng. 2013, 1, 1511–1519. [Google Scholar] [CrossRef]
- Sarazin, P.; Li, G.; Orts, W.J.; Favis, B.D. Binary and Ternary Blends of Polylactide, Polycaprolactone and Thermoplastic Starch. Polymer 2008, 49, 599–609. [Google Scholar] [CrossRef]
- Zhao, D.; Cai, X.; Shou, G.; Gu, Y.; Wang, P. Study on the Preparation of Bamboo Plastic Composite Intend for Additive Manufacturing. Key Eng. Mater. 2016, 667, 250–258. [Google Scholar] [CrossRef]
- Henke, K.; Treml, S. Wood Based Bulk Material in 3D Printing Processes for Applications in Construction. Eur. J. Wood Wood Prod. 2012, 71, 139–141. [Google Scholar] [CrossRef]
- Le Duigou, A.; Castro, M.; Bevan, R.; Martin, N. 3D Printing of Wood Fibre Biocomposites: From Mechanical to Actuation Functionality. Mater. Des. 2016, 96, 106–114. [Google Scholar] [CrossRef]
- Domínguez-Robles, J.; Martin, N.K.; Fong, M.L.; Stewart, S.A.; Irwin, N.J.; Rial-Hermida, M.I.; Donnelly, R.F.; Larrañeta, E. Antioxidant Pla Composites Containing Lignin for 3D Printing Applications: A Potential Material for Healthcare Applications. Pharmaceutics 2019, 11, 165. [Google Scholar] [CrossRef]
- Rajendran Royan, N.R.; Leong, J.S.; Chan, W.N.; Tan, J.R.; Shamsuddin, Z.S. Current State and Challenges of Natural Fibre-Reinforced Polymer Composites as Feeder in FDM-Based 3D Printing. Polymers 2021, 13, 2289. [Google Scholar] [CrossRef]
- Petchwattana, N.; Channuan, W.; Naknaen, P.; Narupai, B. 3D Printing Filaments Prepared from Modified Poly (Lactic Acid)/Teak Wood Flour Composites: An Investigation on the Particle Size Effects and Silane Coupling Agent Compatibilisation. J. Phys. Sci. 2019, 30, 169–188. [Google Scholar] [CrossRef]
- Olivera, S.; Muralidhara, H.B.; Venkatesh, K.; Gopalakrishna, K. Evaluation of surface integrity and strength characteristics of electroplated abs plastics developed using fdm process. In Proceedings of the 17th Asian Pacific Corrosion Control Conference, Mumbai, India, 27–30 January 2016. [Google Scholar]
- Kim, T.W.; Jun, E.J.; Um, M.K.; Lee, W.I. Effect of Pressure on the Impregnation of Thermoplastic Resin into a Unidirectional Fiber Bundle. Adv. Polym. Technol. J. Polym. Process. Inst. 1989, 9, 275–279. [Google Scholar] [CrossRef]
- Hoa, S.V. Principles of the Manufacturing of Composite Materials; DEStech Publications, Inc.: Lancaster, PA, USA, 2009; ISBN 1932078266. [Google Scholar]
- Ramakrishnan, K.R.; Le Moigne, N.; De Almeida, O.; Regazzi, A.; Corn, S. Optimized Manufacturing of Thermoplastic Biocomposites by Fast Induction-Heated Compression Moulding: Influence of Processing Parameters on Microstructure Development and Mechanical Behaviour. Compos. Part A Appl. Sci. Manuf. 2019, 124, 105493. [Google Scholar] [CrossRef]
- Kazmi, S.M.R.; Das, R.; Jayaraman, K. Sheet Forming of Flax Reinforced Polypropylene Composites Using Vacuum Assisted Oven Consolidation (VAOC). J. Mater. Process. Technol. 2014, 214, 2375–2386. [Google Scholar] [CrossRef]
- Zhao, L.; Huang, H.; Han, Q.; Yu, Q.; Lin, P.; Huang, S.; Yin, X.; Yang, F.; Zhan, J.; Wang, H.; et al. A Novel Approach to Fabricate Fully Biodegradable Poly(Butylene Succinate) Biocomposites Using a Paper-Manufacturing and Compression Molding Method. Compos. Part A Appl. Sci. Manuf. 2020, 139, 106117. [Google Scholar] [CrossRef]
- Wang, M.; Guo, L.; Sun, H. Manufacture of Biomaterials. In Reference Module in Biomedical Sciences: Encyclopedia of Biomedical Engineering; Narayan, R., Ed.; Elsevier: Oxford, UK, 2019; pp. 116–134. ISBN 978-0-12-805144-3. [Google Scholar]
- Rezaur Rahman, M.; Hasan, M.; Monimul Huque, M.; Nazrul Islam, M. Physico-Mechanical Properties of Jute Fiber Reinforced Polypropylene Composites. J. Reinf. Plast. Compos. 2010, 29, 445–455. [Google Scholar] [CrossRef]
- Taha, I.; Ziegmann, G. A Comparison of Mechanical Properties of Natural Fiber Filled Biodegradable and Polyolefin Polymers. J. Compos. Mater. 2006, 40, 1933–1946. [Google Scholar] [CrossRef]
- Nishino, T.; Hirao, K.; Kotera, M.; Nakamae, K.; Inagaki, H. Kenaf Reinforced Biodegradable Composite. Compos. Sci. Technol. 2003, 63, 1281–1286. [Google Scholar] [CrossRef]
- Nourbakhsh, A.; Karegarfard, A.; Ashori, A.; Nourbakhsh, A. Effects of Particle Size and Coupling Agent Concentration on Mechanical Properties of Particulate-Filled Polymer Composites. J. Thermoplast. Compos. Mater. 2010, 23, 169–174. [Google Scholar] [CrossRef]
- Ismail, H.; Hamid Abdullah, A.; Abu Bakar, A. Kenaf Core Reinforced High-Density Polyethylene/Soya Powder Composites: The Effects of Filler Loading and Compatibilizer. J. Reinf. Plast. Compos. 2010, 29, 2489–2497. [Google Scholar] [CrossRef]
- Sinha, E.; Panigrahi, S. Effect of Plasma Treatment on Structure, Wettability of Jute Fiber and Flexural Strength of Its Composite. J. Compos. Mater. 2009, 43, 1791–1802. [Google Scholar] [CrossRef]
- Tarrés, Q.; Melbø, J.K.; Delgado-Aguilar, M.; Espinach, F.X.; Mutjé, P.; Chinga-Carrasco, G. Bio-Polyethylene Reinforced with Thermomechanical Pulp Fibers: Mechanical and Micromechanical Characterization and Its Application in 3D-Printing by Fused Deposition Modelling. Compos. Part B Eng. 2018, 153, 70–77. [Google Scholar] [CrossRef]
- Pantano, A.; Militello, C.; Bongiorno, F.; Zuccarello, B. Analysis of the Parameters Affecting the Stiffness of Short Sisal Fiber Biocomposites Manufactured by Compression-Molding. Polymers 2022, 14, 154. [Google Scholar] [CrossRef] [PubMed]
- Sadashiva, M.; Praveen Kumar, S.; Yathish, M.K.; Satish, V.T.; Srinivasa, M.R.; Sharanraj, V. Experimental Investigation of Bending Characteristics of Hybrid Composites Fabricated by Hand Layup Method. J. Phys. Conf. Ser. 2021, 2089, 12033. [Google Scholar] [CrossRef]
- Mohanavel, V.; Sathish, T.; Ravichandran, M.; Arul, K.; Subbiah, R. Mechanical Properties of Waste Silk Fibre Reinforced PLA Bio Composites Manufactured through Hand Layup Method. J. Phys. Conf. Ser. 2021, 2027, 12016. [Google Scholar] [CrossRef]
- Mishra, R.; Bu Aamiri, O.; Satyavolu, J.; Kate, K. Effect of Process Conditions on the Filament Diameter in Single Screw Extrusion of Natural Fiber Composite. Manuf. Lett. 2022, 32, 15–18. [Google Scholar] [CrossRef]
- Elsabbagh, A.; Steuernagel, L.; Ring, J. Natural Fibre/PA6 Composites with Flame Retardance Properties: Extrusion and Characterisation. Compos. Part B Eng. 2017, 108, 325–333. [Google Scholar] [CrossRef]
- Saravanan, R.; Gnanavel, C. Synthesis and Characterization of Treated Banana Fibers and Selected Jute Fiber Based Hybrid Composites. Mater. Today Proc. 2020, 21, 988–992. [Google Scholar] [CrossRef]
- Evans, W.J.; Isaac, D.H.; Suddell, B.C.; Crosky, A. Natural Fibres and Their Composites: A Global Perspective. In Proceedings of the Risø International Symposium on Materials Science, Roskilde, Denmark, 2–5 September 2002; pp. 1–14. [Google Scholar]
- Khalil, H.P.S.A.; Bhat, A.H.; Yusra, A.F.I. Green Composites from Sustainable Cellulose Nanofibrils: A Review. Carbohydr. Polym. 2012, 87, 963–979. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Seydibeyoglu, M.O.; Sahoo, S.; Misra, M. Matching Crops for Selected Bioproducts. In Comprehensive Biotechnology; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Banik, N.; Dey, V.; Sastry, G.R.K. An Overview of Lignin & Hemicellulose Effect upon Biodegradable Bamboo Fiber Composites Due to Moisture. Mater. Today Proc. 2017, 4, 3222–3232. [Google Scholar]
- AL-Oqla, F.M.; Omari, M.A. Sustainable Biocomposites: Challenges, Potential and Barriers for Development. In Green biocomposites; Springer: Berlin/Heidelberg, Germany, 2017; pp. 13–29. [Google Scholar]
- Al-Oqla, F.M.; Sapuan, S.M. Polymer Selection Approach for Commonly and Uncommonly Used Natural Fibers under Uncertainty Environments. Jom 2015, 67, 2450–2463. [Google Scholar] [CrossRef]
- Akampumuza, O.; Wambua, P.M.; Ahmed, A.; Li, W.; Qin, X.-H. Review of the Applications of Biocomposites in the Automotive Industry. Polym. Compos. 2017, 38, 2553–2569. [Google Scholar] [CrossRef]
- Li, M.; Pu, Y.; Thomas, V.M.; Yoo, C.G.; Ozcan, S.; Deng, Y.; Nelson, K.; Ragauskas, A.J. Recent Advancements of Plant-Based Natural Fiber–Reinforced Composites and Their Applications. Compos. Part B Eng. 2020, 200, 108254. [Google Scholar] [CrossRef]
- Andresen, C.; Demuth, C.; Lange, A.; Stoick, P.; Pruszko, R. Biobased Automobile Parts Investigation. A Report Developed for the USDA Office of Energy Policy and New Uses; Iowa State University: Ames, IA, USA, 2012. [Google Scholar]
- La Mantia, F.P.; Morreale, M. Green Composites: A Brief Review. Compos. Part A Appl. Sci. Manuf. 2011, 42, 579–588. [Google Scholar] [CrossRef]
- John, M.J.; Thomas, S. Biofibres and Biocomposites. Carbohydr. Polym. 2008, 71, 343–364. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural-Fiber-Reinforced Polymer Composites in Automotive Applications. Jom 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Marsh, G.P. Man and Nature; University of Washington Press: Seattle, WA, USA, 2003; ISBN 0295983167. [Google Scholar]
- Koronis, G.; Silva, A.; Fontul, M. Erratum to ‘“Corrigendum to ‘Green Composites: A Review of Adequate Materials for Automotive Applications’ [Composites Part B: Engineering 44 (2013) 120–127]”’ [Composites Part B: Engineering 47 (2013) 391]. Compos. Part B 2013, 49, 93. [Google Scholar] [CrossRef]
- Wallenberger, F.T. Value-in-Use of Composite Reinforcing Fibers. MRS Online Proc. Libr. 2001, 702, U5.1.1. [Google Scholar] [CrossRef]
- Finkbeiner, M.; Hoffmann, R. Application of Life Cycle Assessment for the Environmental Certificate of the Mercedes-Benz S-Class (7 Pp). Int. J. Life Cycle Assess. 2006, 11, 240–246. [Google Scholar] [CrossRef]
- Sinon, F.G.; Kohler, R.; Cotter, M.; Mueller, J. Tenacity, Fineness and Ultimate Fiber Recovery of Abaca Fiber Strands. J. Biobased Mater. Bioenergy 2011, 5, 433–441. [Google Scholar] [CrossRef]
- Cunha, A.M.; Campos, A.R.; Cristovao, C.; Vila, C.; Santos, V.; Parajó, J.C. Sustainable Materials in Automotive Applications. Plast. Rubber Compos. 2006, 35, 233–241. [Google Scholar] [CrossRef]
- Ashori, A. Wood–Plastic Composites as Promising Green-Composites for Automotive Industries. Bioresour. Technol. 2008, 99, 4661–4667. [Google Scholar] [CrossRef] [PubMed]
- Shinoj, S.; Visvanathan, R.; Panigrahi, S.; Kochubabu, M. Oil Palm Fiber (OPF) and Its Composites: A Review. Ind. Crops Prod. 2011, 33, 7–22. [Google Scholar] [CrossRef]
- Pickering, K. Properties and Performance of Natural-Fibre Composites; Elsevier: Amsterdam, The Netherlands, 2008; ISBN 1845694597. [Google Scholar]
- Mosallam, A.; Bayraktar, A.; Elmikawi, M.; Pul, S.; Adanur, S. Polymer Composites in Construction: An Overview. SOJ Mater. Sci. Eng. 2014, 2, 25. [Google Scholar] [CrossRef]
- Kinnane, O.; Reilly, A.; Grimes, J.; Pavia, S.; Walker, R. Acoustic Absorption of Hemp-Lime Construction. Constr. Build. Mater. 2016, 122, 674–682. [Google Scholar] [CrossRef]
- Novakova, P.; Sal, J. Use of Technical Hemp for Concrete-Hempcrete. IOP Conf. Ser. Mater. Sci. Eng. 2019, 603, 52095. [Google Scholar] [CrossRef]
- Dweib, M.A.; Hu, B.; O’Donnell, A.; Shenton, H.W.; Wool, R.P. All Natural Composite Sandwich Beams for Structural Applications. Compos. Struct. 2004, 63, 147–157. [Google Scholar] [CrossRef]
- Blok, R.; Smits, J.; Gkaidatzis, R.; Teuffel, P. Bio-Based Composite Footbridge: Design, Production and In Situ Monitoring. Struct. Eng. Int. 2019, 29, 453–465. [Google Scholar] [CrossRef]
- Baranwal, J.; Barse, B.; Fais, A.; Delogu, G.L.; Kumar, A. Biopolymer: A Sustainable Material for Food and Medical Applications. Polymers 2022, 14, 983. [Google Scholar] [CrossRef]
- Alatawi, R.A.S.; Elsayed, N.H.; Mohamed, W.S. Influence of Hydroxyapatite Nanoparticles on the Properties of Glass Ionomer Cement. J. Mater. Res. Technol. 2019, 8, 344–349. [Google Scholar] [CrossRef]
- Hu, Y.; Chen, J.; Fan, T.; Zhang, Y.; Zhao, Y.; Shi, X.; Zhang, Q. Biomimetic Mineralized Hierarchical Hybrid Scaffolds Based on in Situ Synthesis of Nano-Hydroxyapatite/Chitosan/Chondroitin Sulfate/Hyaluronic Acid for Bone Tissue Engineering. Colloids Surf. B Biointerfaces 2017, 157, 93–100. [Google Scholar] [CrossRef] [PubMed]
- Sughanthy, S.A.P.; Ansari, M.N.M.; Atiqah, A. Dynamic Mechanical Analysis of Polyethylene Terephthalate/Hydroxyapatite Biocomposites for Tissue Engineering Applications. J. Mater. Res. Technol. 2020, 9, 2350–2356. [Google Scholar] [CrossRef]
- Drozdov, A.; Volodina, K.; Vinogradov, V.; Vinogradov, V. Biocomposites for Wound-Healing Based on Sol– Gel Magnetite. RSC Adv. 2015, 5, 82992–82997. [Google Scholar] [CrossRef]
- Bagheri, M.; Validi, M.; Gholipour, A.; Makvandi, P.; Sharifi, E. Chitosan Nanofiber Biocomposites for Potential Wound Healing Applications: Antioxidant Activity with Synergic Antibacterial Effect. Bioeng. Transl. Med. 2022, 7, e10254. [Google Scholar] [CrossRef]
- Santi, R.; Garrone, P.; Iannantuoni, M.; Del Curto, B. Sustainable Food Packaging: An Integrative Framework. Sustainability 2022, 14, 8045. [Google Scholar] [CrossRef]
- Lescher, P.; Jayaraman, K.; Bhattacharyya, D. Characterization of Water-Free Thermoplastic Starch Blends for Manufacturing Processes. Mater. Sci. Eng. A 2012, 532, 178–189. [Google Scholar] [CrossRef]
- Kalambur, S.; Rizvi, S.S.H. An Overview of Starch-Based Plastic Blends from Reactive Extrusion. J. Plast. Film Sheeting 2006, 22, 39–58. [Google Scholar] [CrossRef]
- Guan, J.; Hanna, M.A. Functional Properties of Extruded Foam Composites of Starch Acetate and Corn Cob Fiber. Ind. Crops Prod. 2004, 19, 255–269. [Google Scholar] [CrossRef]
- Tatarka, P.D.; Cunningham, R.L. Properties of Protective Loose-fill Foams. J. Appl. Polym. Sci. 1998, 67, 1157–1176. [Google Scholar] [CrossRef]
- Alavi, S.; Rizvi, S.S.H. Strategies for Enhancing Expansion in Starch-Based Microcellular Foams Produced by Supercritical Fluid Extrusion. Int. J. Food Prop. 2005, 8, 23–34. [Google Scholar] [CrossRef]
- Cinelli, P.; Seggiani, M.; Coltelli, M.B.; Danti, S.; Righetti, M.C.; Gigante, V.; Sandroni, M.; Signori, F.; Lazzeri, A. Overview of Agro-Food Waste and By-Products Valorization for Polymer Synthesis and Modification for Bio-Composite Production. Proceedings 2021, 69, 22. [Google Scholar] [CrossRef]
- Nesic, A.; Meseldzija, S.; Cabrera-Barjas, G.; Onjia, A. Novel Biocomposite Films Based on High Methoxyl Pectin Reinforced with Zeolite Y for Food Packaging Applications. Foods 2022, 11, 360. [Google Scholar] [CrossRef] [PubMed]
- Shogren, R.; Wood, D.; Orts, W.; Glenn, G. Plant-Based Materials and Transitioning to a Circular Economy. Sustain. Prod. Consum. 2019, 19, 194–215. [Google Scholar] [CrossRef]
- Halonen, N.; Pálvölgyi, P.S.; Bassani, A.; Fiorentini, C.; Nair, R.; Spigno, G.; Kordas, K. Bio-Based Smart Materials for Food Packaging and Sensors–A Review. Front. Mater. 2020, 7, 82. [Google Scholar] [CrossRef]
- Thurber, H.; Curtzwiler, G.W. Suitability of Poly(Butylene Succinate) as a Coating for Paperboard Convenience Food Packaging. Int. J. Biobased Plast. 2020, 2, 1–12. [Google Scholar] [CrossRef]
- Ohishi, T.; Otsuka, H. PET (Poly(Ethylene Terephthalate)) and PTT (Poly(Trimethylene Terephthalate)). In Encyclopedia of Polymeric Nanomaterials; Kobayashi, S., Müllen, K., Eds.; Springer: Berlin/Heidelberg, Germany, 2021; pp. 1–5. ISBN 978-3-642-36199-9. [Google Scholar]
- Babaei-Ghazvini, A.; Acharya, B. Influence of Cellulose Nanocrystal Aspect Ratio on Shear Force Aligned Films: Physical and Mechanical Properties. Carbohydr. Polym. Technol. Appl. 2022, 3, 100217. [Google Scholar] [CrossRef]
- Babaei-Ghazvini, A.; Acharya, B.; Korber, D.R. Multilayer Photonic Films Based on Interlocked Chiral-Nematic Cellulose Nanocrystals in Starch/Chitosan. Carbohydr. Polym. 2022, 275, 118709. [Google Scholar] [CrossRef]
- Babaei-Ghazvini, A.; Cudmore, B.; Dunlop, M.J.; Acharya, B.; Bissessur, R.; Ahmed, M.; Whelan, W.M. Effect of Magnetic Field Alignment of Cellulose Nanocrystals in Starch Nanocomposites: Physicochemical and Mechanical Properties. Carbohydr. Polym. 2020, 247, 116688. [Google Scholar] [CrossRef]
- Babaei-Ghazvini, A.; Shahabi-Ghahfarrokhi, I.; Goudarzi, V. Preparation of UV-Protective Starch/Kefiran/ZnO Nanocomposite as a Packaging Film: Characterization. Food Packag. Shelf Life 2018, 16, 103–111. [Google Scholar] [CrossRef]
- Shahabi-Ghahfarrokhi, I.; Babaei-Ghazvini, A. Using Photo-Modification to Compatibilize Nano-ZnO in Development of Starch-Kefiran-ZnO Green Nanocomposite as Food Packaging Material. Int. J. Biol. Macromol. 2019, 124, 922–930. [Google Scholar] [CrossRef]
- Njuguna, J.; Pielichowski, K.; Fan, J. Polymer Nanocomposites for Aerospace Applications. Adv. Polym. Nanocomposites 2012, 5, 472–539. [Google Scholar]
- Kuram, E. Hybrid Biocomposites: Utilization in Aerospace Enginee. In Advanced Composites in Aerospace Engineering Applications; Mazlan, N., Sapuan, S.M., Ilyas, R.A., Eds.; Springer International Publishing: Cham, Switzerland, 2022; pp. 281–301. ISBN 978-3-030-88192-4. [Google Scholar]
- John, M.J.; Anandjiwala, R.D.; Wambua, P.; Chapple, S.A.; Klems, T.; Doecker, M.; Goulain, M.; Erasmus, L.D. Bio-Based Structural Composite Materials for Aerospace Applications. In Proceedings of the South African International Aerospace Symposium, Cape Town, South Africa, 14–16 September 2008. [Google Scholar]
- Boegler, O.; Kling, U.; Empl, D.; Isikveren, A.T. Potential of Sustainable Materials in Wing Structural Design; Deutsche Gesellschaft für Luft-und Raumfahrt-Lilienthal-Oberth eV: Bonn, Germany, 2015. [Google Scholar]
- Rao, D.N.; Mukesh, G.; Ramesh, A.; Anjaneyulu, T. Investigations on the Mechanical Properties of Hybrid Goat Hair and Banana Fiber Reinforced Polymer Composites. Mater. Today Proc. 2020, 27, 1703–1707. [Google Scholar]
Figure 1.
Analysis of fractured surface in composites reinforced with fibers (redrawn from Ref. [39]).
Figure 1.
Analysis of fractured surface in composites reinforced with fibers (redrawn from Ref. [39]).

Figure 2.
Schematic showing the alkaline treatment of raw natural fibers (redrawn from Ref. [72]).
Figure 2.
Schematic showing the alkaline treatment of raw natural fibers (redrawn from Ref. [72]).
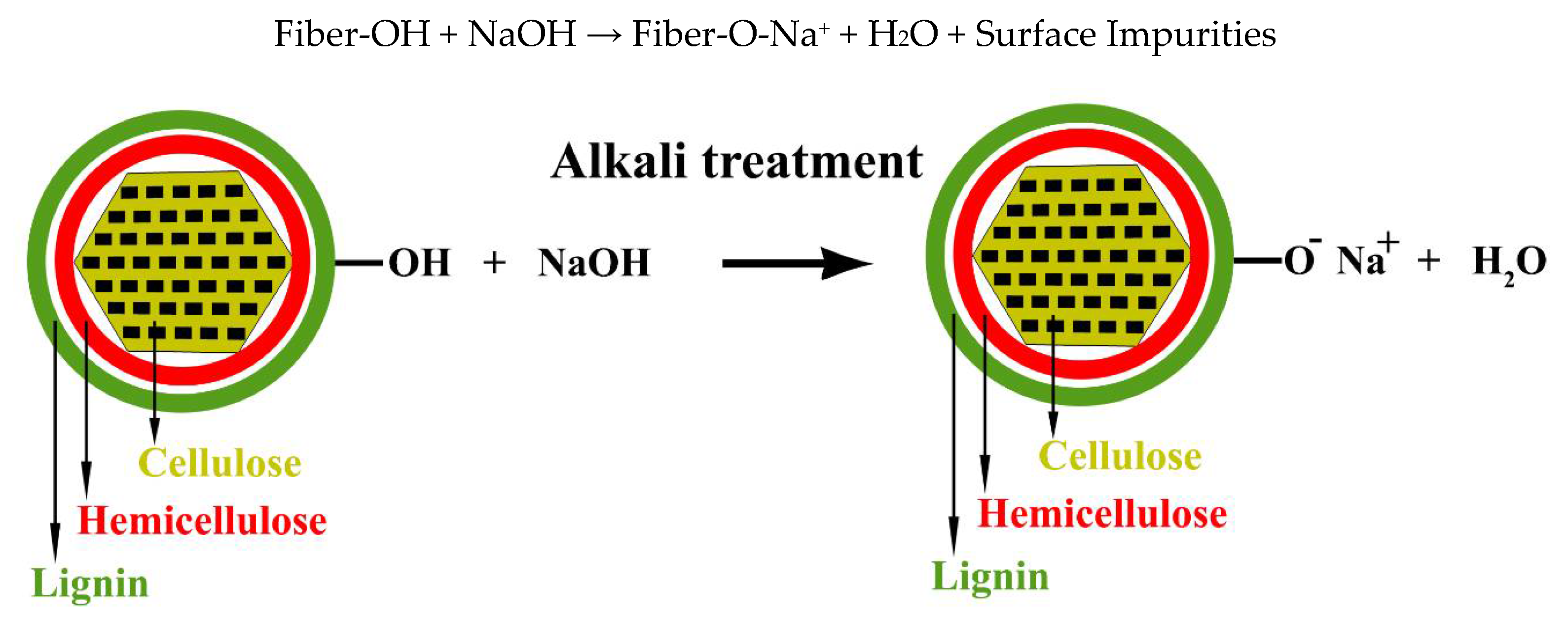
Figure 3.
Chemical structure of commonly used biopolymers.

Figure 4.
Hand layup (redrawn from Ref. [207]).
Figure 4.
Hand layup (redrawn from Ref. [207]).

Figure 5.
Schematic of resin transfer molding process (redrawn from Ref. [211]).
Figure 5.
Schematic of resin transfer molding process (redrawn from Ref. [211]).
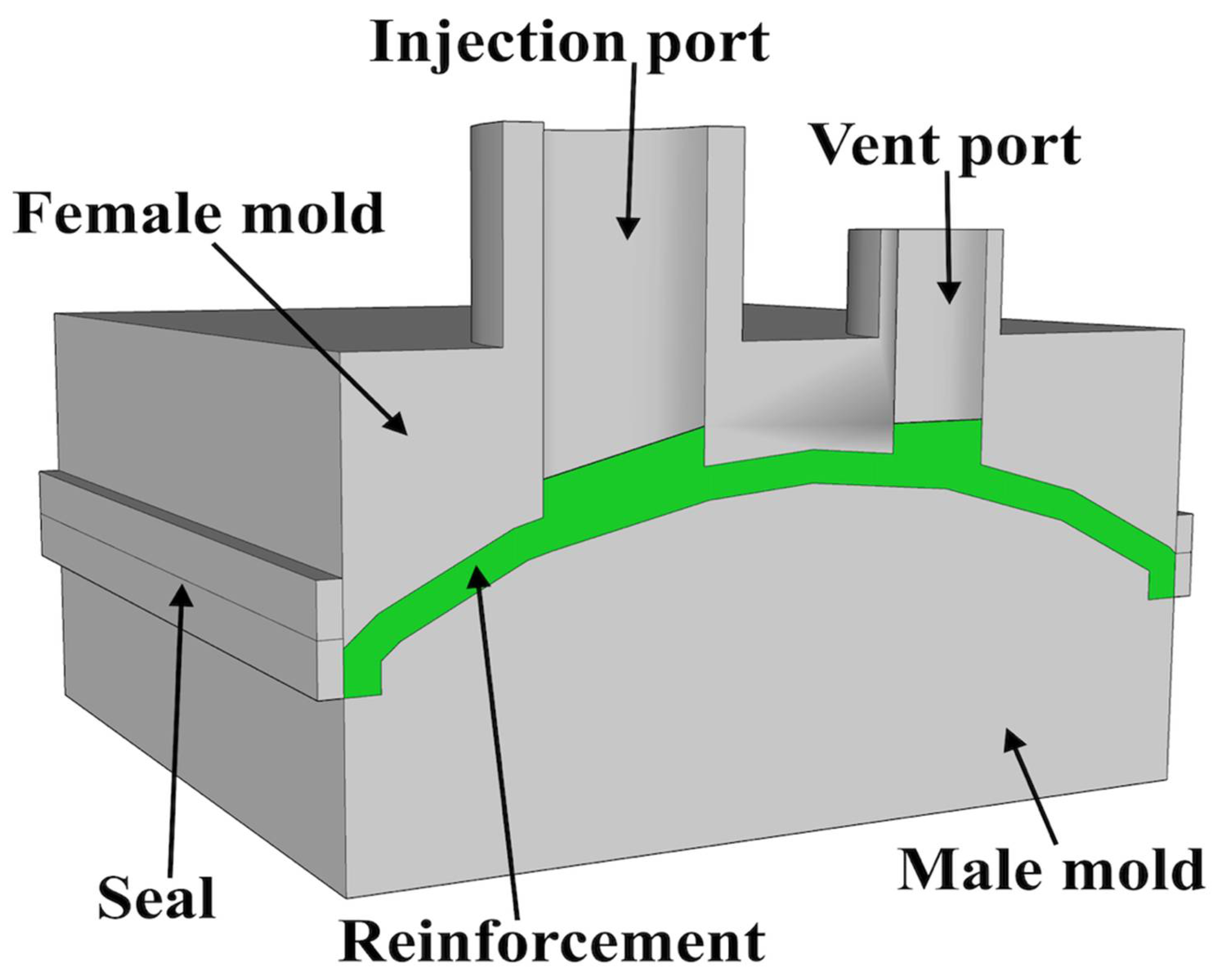
Figure 6.
Schematic diagram of a polymer extrusion machine. The barrel and screw are the two major industrial components (redrawn from Ref. [225]).
Figure 6.
Schematic diagram of a polymer extrusion machine. The barrel and screw are the two major industrial components (redrawn from Ref. [225]).

Figure 7.
Schematic diagram of injection molding of polymers (redrawn from Ref. [225]).
Figure 7.
Schematic diagram of injection molding of polymers (redrawn from Ref. [225]).

Figure 8.
FDM 3D printing (redrawn from Ref. [265]).
Figure 8.
FDM 3D printing (redrawn from Ref. [265]).
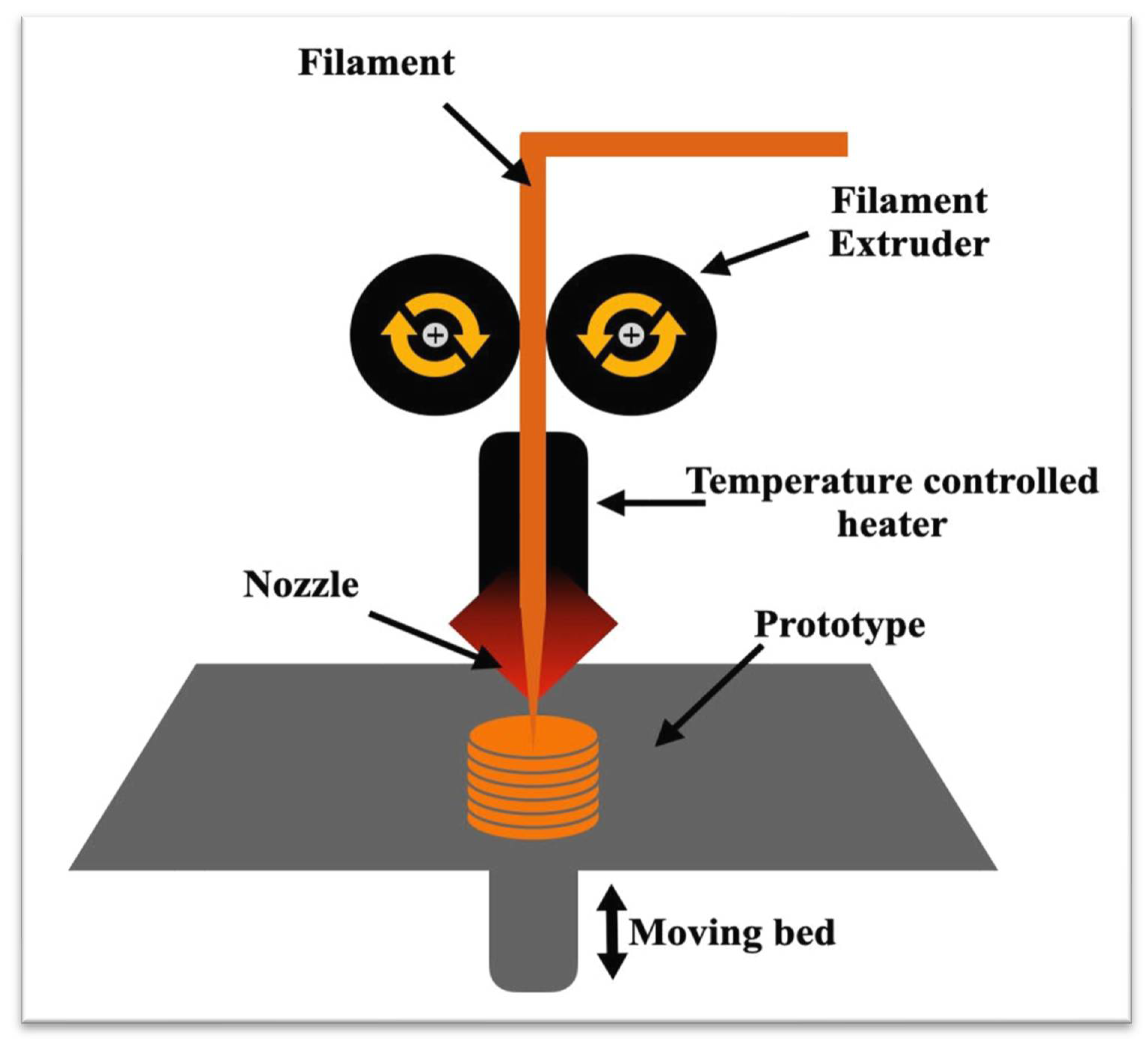

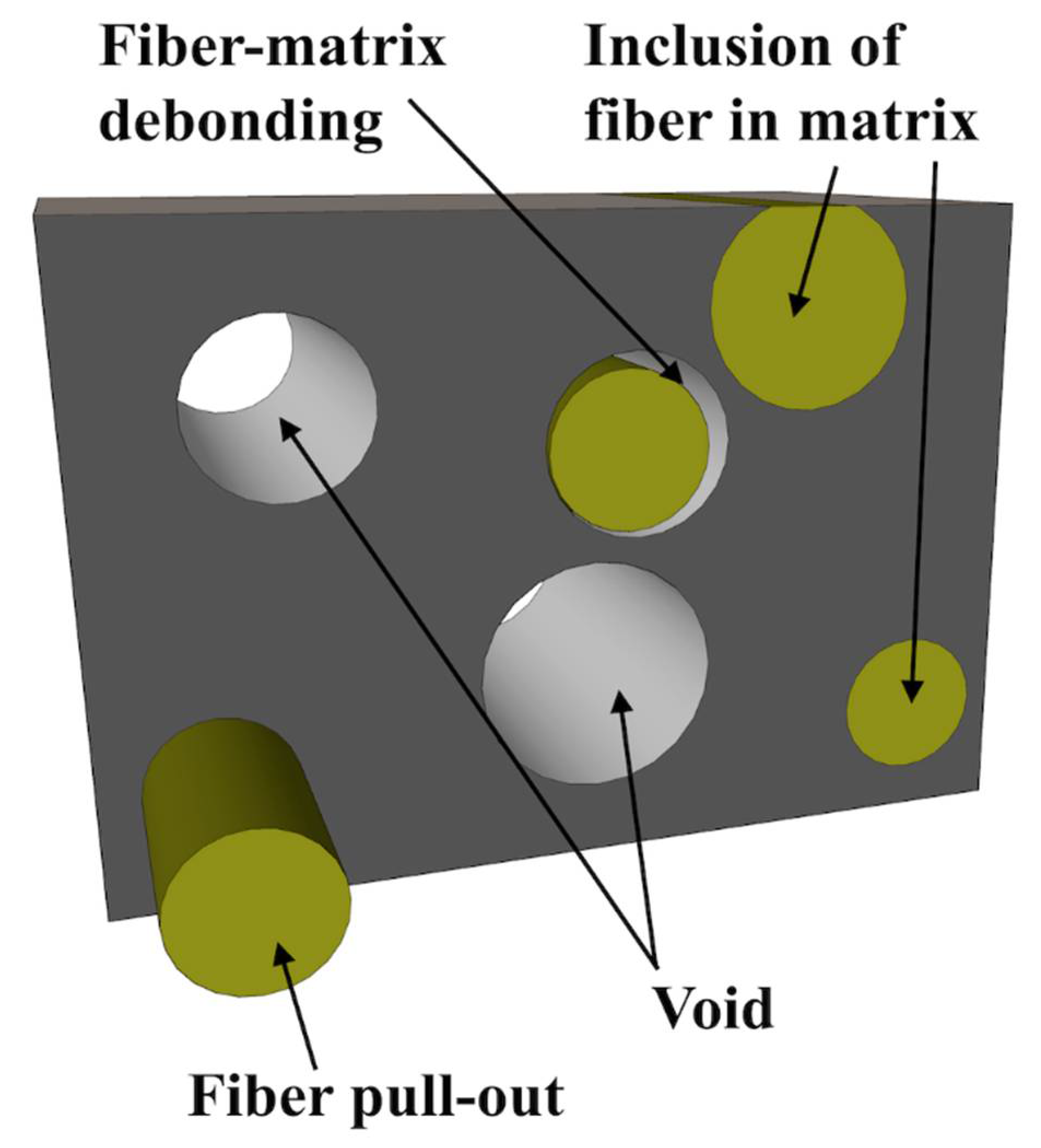{kind=link}
{kind=link}
{kind=link}
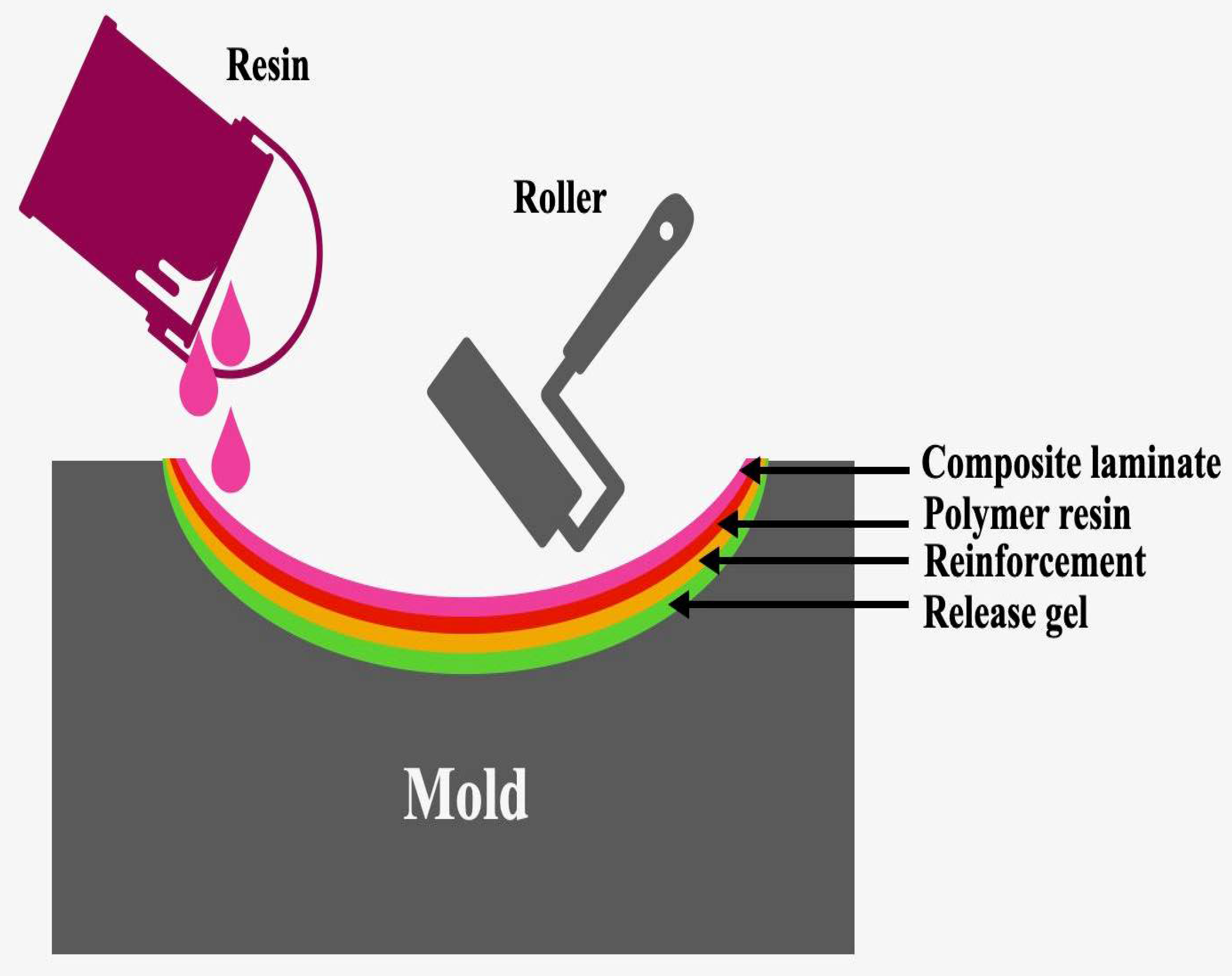{kind=link}
{kind=link}
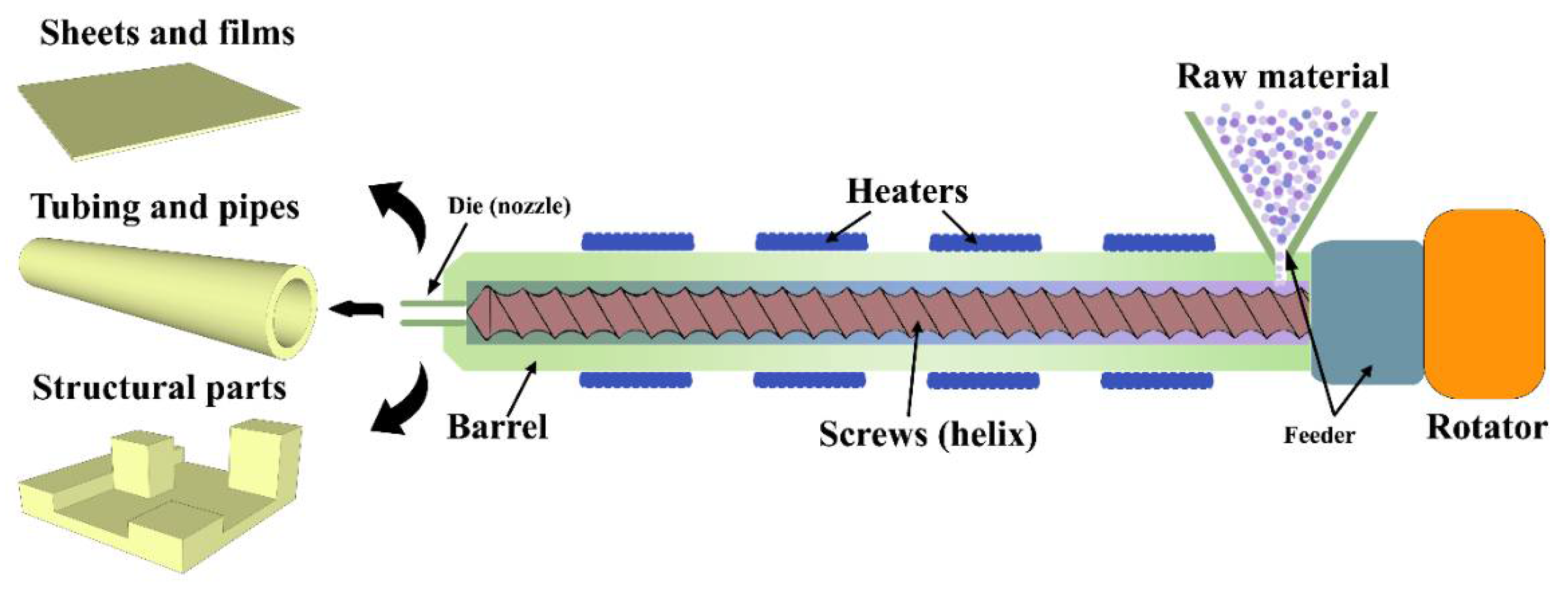{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Type | Density (g/cm3) | Modulus (GPa) | Specific Strength | Worldwide Production in 2019 (103 Tonnes) |
|---|---|---|---|---|
| Flax | 1.4–1.5 | 27.6–70 | 19.7–50 | 1085.7 [35] |
| Cotton | 1.5–1.6 | 5.5–12.6 | 3.4–8.4 | - |
| Jute | 1.35–1.46 | 13–26.5 | 8.9–19.6 | 2877.5 [36] |
| Hemp | 1.48 | 70 | 47.3 | - |
| Ramie | 1.45 | 61.4–128 | 42.3–88.3 | - |
| Sisal | 1.33–1.45 | 9.4–38 | 6.5–28.6 | 233.7 [36] |
| Coir | 1.15 | 4–6 | 3.48–5.2 | 1038.5 [36] |
| E-glass | 2.5–2.55 | 70–73 | 27.5–29.2 | - |
| Aramid | 1.44 | 60–140 | 41.2–97.2 | - |
| Carbon | 1.4 | 230–240 | 168 | - |
Table 2.
Various chemical treatments and their effects.
| Chemical Treatment | Effect | References |
|---|---|---|
| Alkaline treatment | Surface roughness increases and hence there is better interlocking between fiber and matrix | [44,54,55,56] |
| Acetylation treatment | Reduces hygroscopicity of natural fibers and results in more dimensionally stable composites | [45,57,58,59] |
| Silane treatment | Increases interfacial strength | [46,52,60,61,62,63] |
| Benzoylation treatment | Enhances fiber adhesion and strength, reduces hydrophilicity, and improves thermal stability | [47,64] |
| Maleated coupling agents | Modifies fiber surface and entangles with matrix, resulting in better adhesion | [48,65,66] |
| Permanganate treatment | Hydrophilicity nature of fibers reduces | [49,50] |
| Peroxide treatment | Decreases hydrophilicity and increases tensile strength | [51,52] |
Table 3.
Effect of alkaline treatment.
| Reinforcement | Matrix | Remarks | References |
|---|---|---|---|
| Banana fibers | PLA | Increment in tensile strength and impact strength both around 34%. | [73] |
| Seaweed fibers | Polypropylene | Tensile strength improved by around 48% and the impact strength by around 106%. Water absorption rate was observed to be lower in treated composites. | [44] |
| Rice and einkorn wheat husk | PLA | The bending stress and modulus were increased, indicating the better interfacial adhesion | [54] |
| Hemp fiber | Polypropylene | The tensile properties of the resulting composite increased for fibers treated at higher temperature. | [74] |
| Alfa fiber | Modified sunflower oil | Interfacial adhesion was improved, resulting in better mechanical properties and thermal stability of the composites. | [55] |
| Eucalyptus microfibers | PLA | Mechanical properties were increased. | [75] |
| Ground coffee | HDPE | There was an improvement in interfacial adhesion, water resistance, impact, and tensile characteristics. | [56] |
| Kenaf fiber mat | PLA | The mechanical performance of the treated biocomposite was higher than that of the untreated one. | [76] |
| Pineapple leaves | Polypropylene | Tensile and water resistance characteristics increased and the biocomposites were more thermally stable. | [77] |
| Aloe vera fiber | poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) | The rheological properties and thermal stability increased. | [46] |
| Combretum dolichopetalum fiber | HDPE | Ultimate tensile strength and flexural strength increased by 7.64% and 76.19%, whereas impact strength decreased by 5.33%. | [78] |
Table 4.
Effect of acetylation treatment.
| Reinforcement | Matrix | Remarks | References |
|---|---|---|---|
| Combretum dolichopetalum fiber | HDPE | Ultimate tensile strength and impact strength increased by 18.78% and 58.73%, respectively, compared to untreated one. | [78] |
| Kenaf fiber | PLA | Increased mechanical characteristics and water resistance as well as the thermal stability. | [79] |
| Banana fiber | Polyvinyl alcohol (PVA) | Showed an increase of 98%, 58%, and 24% in tensile, flexural, and impact strength of the treated composites. The water absorption rate also reduced. | [59] |
| Hemp fiber | Unsaturated polyester | Increased chemical and mechanical fiber-matrix bonding, resulting in improvement in mechanical performance. | [80] |
| Wood fiber | Poly(ε-caprolactone) (PCL) | Increased ultimate strength and Young’s modulus by 46% and 248%, respectively, compared to untreated fiber. | [81] |
| Wood fiber | HDPE | Resulted in improved interfacial adhesion, higher Young’s modulus, and lower strain at failure. | [82] |
| Softwood pulp fiber | LDPE | There was no increment in mechanical characteristics but significant increment in moisture resistance properties. | [57] |
| Kenaf | Starch | Increased interfacial bonding. | [83] |
| Kenaf | HDPE | Increment in water resistance, tensile, and thermal stability characteristics. | [58] |
| Kraft-based dissolving pulp | Polypropylene | Increased thermal stability and mechanical performance. | [84] |
| Japanese cedar sapwood | Polypropylene | Increased tensile and flexural strength as well as improvement in creep resistance. | [85] |
| Banana fiber | Polypropylene | Improved homogeneous dispersion, interfacial adhesion, water resistance, and thermal stability compared to the untreated and alkaline-treated ones. | [45] |
Table 5.
Comparison of mechanical properties of PLA and PBS with synthetic polymers.
| Polymers | Young’s Modulus (GPa) | Tensile Strength (MPa) | Elongation at Break (%) | References |
|---|---|---|---|---|
| PLA | 5–10 | 53 | 5 | [117,125] |
| PBS | 1.43 | 18.62 | - | [126] |
| Polypropylene | 1.5–2 | 31 | 80–350 | [125] |
| HDPE | 0.4–1.5 | 14.5–38 | 2–130 | [125] |
| Polyamide | 2 | 56–90 | 70 | [125] |
| Polystyrene | 4–5 | 25–69 | 1–2.5 | [125] |
Table 6.
Processing of various composites.
| Composite | Manufacturing Technique | Remarks | References | |
|---|---|---|---|---|
| Matrix | Fiber | |||
| Unsaturated polyester | Kenaf fiber | Vacuum-assisted resin transfer molding | Alkali-treated composites showed better durability than heat-treated one. | [68] |
| PLA | Polyvinylidenfluorid (PVDF) | 3D printing + Hand layup | Increased failure resistance and yield stress, whereas decreased flexural strength compared to neat PLA. | [94] |
| PP, polyethylene, PLA, polyhydroxybutyrate | Glass fibers and curaua fibers | Hand layup | Hybrid glass-curaua fiber composite effectively reduced water absorption more than that of curaua fiber composite. | [95] |
| PLA | Alkali-treated hemp fibers | Hot compression | Alkali-treated hemp fiber PLA composites showed higher tensile strength, bending strength, and elastic modulus compared to neat PLA. | [96] |
| PLA | Kenaf | Carding, punching followed by hot pressing | Silane coupling has highly beneficial impact on the mechanical performance, moisture resistance, and heat distortion temperature. | [97] |
| PLA | Kenaf | Hot pressing | Reduction in fiber contacts and voids because of the emulsion-type biodegradable resin. | [98] |
| PLA with lignin as compatibilizer | - | 3D Printing | Mechanical performance reduced with increasing lignin concentration. | [99] |
| PLA | Rice husk | 3D Printing | - | [100] |
| PLA | Carbon fibers; Jute fibers | 3D Printing | Continuous fiber impregnation resulted in higher tensile strength compared to traditional 3D printed composites. | [101] |
| PLA | Agave fiber | Compression molding | Improvement in crystallinity, tensile modulus, and impact strength by 30%, 14%, and 71%, respectively, compared to neat PLA. | [102] |
| PLA | Kenaf fiber | Compression molding | Improvement in tensile modulus, storage modulus, flame retardancy, thermal stability, and thermo-dimensional stability with increasing ammonium polyphosphate content. | [103] |
| Polyester | Kenaf | Vacuum infusion and Hand layup | Composites produced by vacuum infusion process showed higher tensile strength and young’s modulus value than hand-layup method. | [203] |
| Polyurethane | Coconut husk | Hand layup | Tensile strength improved by around 28%. | [205] |
| Unsaturated polyester resin | Hemp fiber + Glass fiber | Hand layup + Compression molding | Glass–hemp reinforced composites showed an improvement in tensile strength and tensile modulus by 75% and 15%, respectively, compared to hemp-reinforced composites. | [206] |
| Bisphenol A-type epoxy resin | Carbon fiber | Compression resin transfer molding (CRTM) | Improvement in tensile strength by 43%, bending strength by 41%, and interlaminar shear strength by 77% was observed in CRTM composites compared to RTM composites. | [210] |
| Unsaturated polyester | Kenaf fibers | Resin transfer molding | Interfacial shear strength improved significantly in alkaline-treated kenaf fiber-reinforced composites. | [214] |
| Epoxy resin | Glass fiber | Resin transfer molding | The composites demonstrated excellent flame retardancy while not affecting the mechanical performance. | [215] |
| Epoxy resin | Bamboo fibers | Vacuum-assisted resin transfer molding | Alkali-treated and silane-treated composites demonstrated better interfacial adhesion, and mechanical and thermal performance, opening the door towards structural applications. | [216] |
| Unsaturated polyester | Kenaf fiber | Resin transfer molding | Alkalization of fibers led to improved fiber/matrix adhesion improving the mechanical performance of the composites. | [217] |
| Polyurethane | Flax | Resin transfer molding | Water uptake was lower and at lower rate. Good interfacial bonding was observed. | [218] |
| Epoxy resin | Carbon fiber | Vacuum-assisted resin transfer molding | Microwave radiation reduced the resin curing time by 15 times. | [219] |
| Polypropylene | Jute fibers | Single-screw extrusion + injection molding | Urea treatment of fibers led to improvement in mechanical performance compared to raw and oxidized jute fibers. | [272] |
| Polyolefins (PP, PE) | Flax and hemp fibers | Twin-screw extrusion | Improvement in mechanical characteristics with fiber loading until 25%. | [273] |
| Poly-L-lactic acid | Kenaf | Wet impregnation method | Higher thermal and mechanical performance due to good interfacial adhesion between PLLA and kenaf fiber. | [274] |
| PP | Poplar (Populus deltoides) in particle form | Twin-screw extrusion + injection molding | Smaller size of filler resulted in higher tensile modulus than that of large size. Wood flour could be a promising cheap natural fiber source. | [275] |
| High density polyethylene | Kenaf fiber with maleated polyethylene (MAPE) as compatibilizer | Melt compounding (internal mixing) + compression molding | Increased mechanical and water resistance characteristics with adding of MAPE. | [276] |
| Unsaturated polyester resins | Raw and plasma-treated jute fiber | Hand layup | Improvement in interfacial bonding and hydrophobicity was developed after plasma treatment. | [277] |
| Bio-polyethylene | Pulp fibers | 3D Printing | Increased tensile strength by 127%. | [278] |
| Green Epoxy | Sisal fiber | Compression molding | - | [279] |
| Polyester | Drumstick fibers + Glass fiber | Hand layup | Orientation of fibers in longitudinal direction increased bending strength by 200% compared to transverse orientation. | [280] |
| PLA | Waste silk fiber | Hand layup | Increased tensile strength and modulus by 75.92% and 75.64%, respectively, at 30% wt. fiber. | [281] |
| HytrelTM 4056 | Hydrolysed soyhull fiber | Single-screw extrusion | - | [282] |
| Polyamide 6 PA6 | Kenaf; Flax | Twin-screw extrusion | Improvement in mechanical performance compared to neat PA6. | [283] |
| Epoxy | Banana fibers + glass fibers; Jute fibers + glass fibers | Hand layup | Hybrid composites made with banana fibers showed increment in ultimate tensile stress and yield strength with increasing fiber content. The jute fiber-based hybrid composites showed a similar pattern in ultimate stress, whereas yield strength did not. | [284] |
Table 7.
Biocomposites in automotive industry.
| Brand | Biocomposite Units | Applications | Remarks | References |
|---|---|---|---|---|
| Ford | Soy foams | Seats | Reduction of oil consumption by 5 million pounds per year. | [295] |
| Hemp/propylene composites | Front grills | - | [296] | |
| Nylon 11 derived from castor oil | Fuel tank tubes | Reduction of 1 million pounds CO2 emission annually. | [291] | |
| Wheat straw as reinforcement | Inner lids and Storage bins | - | [291] | |
| Mercedes Benz | Jute-reinforced plastics | Interior door panels | Weight reduction by 20%. | [294,297] |
| Flax/polyester composite | Engine encapsulations | Weight reduction by 5% | [298] | |
| Wood fibers | Seat, interior of front door linings | Reduction of car weight by around 43 kg. | [299,300] | |
| Flax fibers | Rear trunk covers and parcel shelves | |||
| Wood veneer | Trim strips and panels | |||
| Sisal-reinforced composites | Rear panel shelves | Weight reduction by 10%, energy savings by 80%, and cost reduction by 5%. | [86] | |
| Abaca/PP composite | Tire wheel covers | Earned 2005 Society Plastics Engineers Award | [298,301] | |
| Toyota | Kenaf/PLA composite | Spare tire cover | - | [302] |
| Kenaf/PP composite | Door trims and other interiors | - | [291] | |
| Soy foams | Seats | [291] | ||
| Biobased PP/PLA | Package trays, side trims, tool box area, door scuff plates, and floor finishing plate | - | [291] | |
| Zytel (biobased nylon) | Radiator end tank | [291] | ||
| Biobased PET | Luggage compartment | Durable, heat resistant, and less susceptible to shrinkage. | [298] | |
| Volkswagen | Flax/sisal hybrid mats reinforced polyurethane | Door trim panels | - | [295,303] |
| General Motors | Flax/PP composites | Inner door panels | - | [304] |
| BMW | Cotton fibers | Sound proofing | - | [305] |
| Acrodur/sisal composite | Lower door panel | Weight savings of 2.7 kg, lower consumption of fuels, and reduced emissions. | [291] |
Table 8.
Biobased plastics for food packaging.
| Material | Uses | References |
|---|---|---|
| PLA | Jars, bottles, bags, bowls, cups, and films. | [325,326] |
| PBS | Direct melt paperboard coating in food packaging | [327] |
| PA | Structures for providing toughness and strength | [326] |
| PTT | Beverage bottles | [328] |
| PHA | Snack bags | [325,326] |
| Cellulose-based polymers | Packaging of dried foods | [325,326,329,330] |
| Starch-based polymers | Disposable tableware, bottles, cutlery, films, and coffee machine capsules | [326,331,332,333] |
| PEF | Films and bottles | [326] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pokharel, A.; Falua, K.J.; Babaei-Ghazvini, A.; Acharya, B. Biobased Polymer Composites: A Review. J. Compos. Sci. 2022, 6, 255. https://doi.org/10.3390/jcs6090255
AMA Style
Pokharel A, Falua KJ, Babaei-Ghazvini A, Acharya B. Biobased Polymer Composites: A Review. Journal of Composites Science. 2022; 6(9):255. https://doi.org/10.3390/jcs6090255
Chicago/Turabian StylePokharel, Anamol, Kehinde James Falua, Amin Babaei-Ghazvini, and Bishnu Acharya. 2022. "Biobased Polymer Composites: A Review" Journal of Composites Science 6, no. 9: 255. https://doi.org/10.3390/jcs6090255