
Industry 4.0 Implementation Framework for the Composite Manufacturing Industry



Faculty of Science and Engineering, Anglia Ruskin University, Chelmsford CM1 1SQ, UK
*
Author to whom correspondence should be addressed.
J. Compos. Sci. 2022, 6(9), 258; https://doi.org/10.3390/jcs6090258
Submission received: 26 July 2022
/
Revised: 25 August 2022
/
Accepted: 31 August 2022
/
Published: 6 September 2022
(This article belongs to the Special Issue Feature Papers in Journal of Composites Science in 2022)
Abstract
:This paper aims to propose an Industry 4.0 implementation model relevant to the composite manufacturing industry and offer it to academia and manufacturing practice in order to aid successful change and adoption. The research scope is defined at an intersection of challenges within the composites industry, as well as Industry 4.0. A critical review of relevant papers was used to establish key trends and gaps in professional practice. Exposed challenges and opportunities were then synthesized to propose a conceptual framework for implementing Industry 4.0. Findings suggest that the predicted growth of the composites sector depends on the paradigm shift in manufacturing. Industry 4.0, including automation, and horizontally and vertically integrated business models are seen as enablers. However, the value proposition or organizational resistance in establishing such integration is not sufficiently addressed or understood by the industry. Achieving a successful design for manufacturing (DFM), or, more generally, design for excellence (DFX), is identified as the target performance objectives and key business process enablers used to introduce Industry 4.0 technology. The identified key gap in professional practice indicate the lack of a model used for structuring and implementing Industry 4.0 technology into composite businesses. The existence of an identified gap, evidenced by the lack of literature and available knowledge, reinforces the need for further research. To enable further research, and to facilitate the introduction of Industry 4.0 in composite manufacturing firms, a conceptual implementation framework based on the systems engineering V model is proposed. The paper concludes with topics for further investigation.
1. Introduction
Composite materials, with their specially engineered properties, present significant opportunities to a variety of sectors, ranging from aerospace and automotive systems to renewable energy, marine areas, and construction. Unusual geometries, non-uniform weight distributions, directional strength, and stiffness are the main advantages that composites can offer in existing or new products [1,2]. Nevertheless, the available market research contends that the future growth of composite technology and business requires the introduction of high-volume processes in order to make structural parts [3,4]. Although the industry exists and delivers to the aforementioned markets, it is still reported to be in its infancy and needs further maturation when compared with the methods used to manufacture metallic parts [2,5,6].
The usage of composites in industries such as aerospace, with products including the Boeing 787 Dreamliner or Airbus A350, demonstrates both an increase in the demand for these advanced materials due to their ability to offer a reduction in the structural weight, but also the challenges still present, including the lack of standardization and the amount of tacit experience that this industry relies on and is built upon [7,8,9]. These factors cannot be underestimated when dealing with composites as they have led to significant delays and cost overruns in various programs [7,8,9]. Within the aforementioned literature, the mentioned issues are raised; however, a limited explanation is provided, of how to overcome the industry’s reliance on tacit knowledge and practices that lack standardization.
Recent reports, however, suggest that the composites could benefit from the current industrial trends in the fourth industrial revolution in combating tacit knowledge and enabling standardization [10,11,12]. Those sources assert that integrated and intelligent cyber–physical systems, built around sensor-equipped manufacturing machines, will be able to deliver autonomous manufacturing of digitally designed products, maintain their quality, and perform activities along the entire value chain. Further to this, such a system would enable the formation of an integrated body of knowledge, enabled by data acquisition via sensors and the application of advanced computing power and data analytics. Existing research on the issue chiefly reports on industry attempts to standardize production by translating some of the composite manufacturing steps into an automated manufacturing domain. One example concerns the automated deposition of composite materials (AFP—advanced fibre placement or ATL—automatic tape laying) [1]. However, the final solution is not mechanization or automation alone (although it plays a significant role in stabilizing and delivering repeatable processes), but in the development of an available and usable integrated knowledge base around this technology [2]. However, existing research does not address how to achieve desired improvements and highlights the overall value proposition of such a system.
In light of these highlighted issues, this study presents an Industry 4.0 technology implementation framework appropriate for composite manufacturing, focusing on small-to-medium enterprises (SMEs).
Having a deep understanding of composites, Industry-4.0-enabling technologies, and business challenges is the prerequisite for the development of the framework. Therefore, Section 2 presents a critical literature review of the trends and challenges related to composite manufacturing. This is followed by a review of Industry 4.0 usage for composite manufacturing in Section 3. The findings of existing composite-based challenges are used as indicators to point out the potential benefits of Industry 4.0 and to aid the exploration of possible implementation frameworks in Section 4. The paper then utilizes identified trends and challenges within the composite manufacturing sector to propose an Industry 4.0 implementation framework relevant to the composite manufacturing industry in Section 5. The following flowchart in Figure 1 shows the research approach and aspects covered in this study that led to the Industry 4.0 framework appropriate for the composite manufacturing industry.
2. Review of Composites in the Manufacturing Sector
A composite is a material formed by adding two or more existing materials to exploit their benefits and produce improved properties superior to those of the individual constituent materials [1,13,14]. The principal difference between composites and other materials generated by joining two or more constituents is that, at the macroscopic scale, the composite constituents can be identified by the naked eye (e.g., carbon or glass fibre and matrix–resin), whereas for example, alloys are macroscopically homogeneous. The implications are that composite material can be anisotropic, e.g., directional properties may vary [1,13,14]. While very useful in design, and for assigning strength and stiffness only where needed, this poses a significant challenge to designers and manufacturers when complex shapes are needed and multiaxial load cases are experienced.
2.1. Composite Manufacturing Challenge
Composite manufacturing encompasses a variety of manufacturing processes [15]; however, whether the manufacturing is performed using the early “bucket and brush” technique or with prepreg materials [16], the composite manufacturing process heavily relies on skilled humans and self-taught craftsmanship skills acquired through many years of experience [17]. The dextrous and problem-solving capabilities of humans position them well to tackle craftsman-like tasks such as composite lamination as they can successfully adapt their skills to be able to form a wide variety of complex shapes [18]; however, this causes significant challenges in expanding the workforce to scale up the production. Such traditions and cultural norms still present in the current manufacturing practice are claimed to be the direct cause of the tacit knowledge still existing in the industry [2,18,19]. Reportedly, there are three potential avenues to improve the current state: automation, an evolution of the current manual approach, and improvements in training [18]. However, the manual processes still dominate the manufacturing of very many, if not most, composite products [20]. Figure 2 illustrates a typical standard operating instruction (SOI) for composites.
Even if automated fibre placement (AFP) or automated tape laying (ATL) are used, other processes in the manufacturing process chain may still be manual. This means that before automating manufacturing, a clear understanding of the complex interactions between the parameters governing the manufacturing process needs to be developed; information needs to be built into a knowledge base and made available to support the design process and manufacturing [20].
The reviewed literature proposes automation of various production steps to reduce variability and uncertainty. The selection of steps to be automated needs to be justified based on cost and payback. However, to achieve the full benefit of automation, a knowledge base of complex process interactions needs to be created to govern decision making and manufacturing, including automation. The existing research, however, does not sufficiently explore the knowledge base constitution, enabling generalisation, transfer, and use of captured knowledge.
2.2. Material State as a Function of the Production Process
As indicated in the work of Chatzimichali et al. [2], the main difficulty in utilising composite materials is a requirement for a very deep understanding of the material behaviour, not only within the final product use but also during manufacturing. The work of Talreja [22] proposes that a given manufacturing process results in a composite part that is specific to that process and can be described by its material state. This is because the material in its final form is created at the same time as the manufactured part.
Figure 3 [23,24] depicts the highly interactive composite-product development process requiring the concurrent development of detailed design, process development, tooling, and manufacturing. The final product and material characteristics of these interactions are only known upon the final component’s manufacture, resulting in a process-specific part.
The work of Hinton et al. [25], “The World-Wide Failure Exercise”, delivers an impartial and independent investigation into the status of various polymer composite failure theories. The benchmarking methodology involved standardised coupon geometries and layups, uniaxial or biaxial load cases, and assessment of failure by the originators of the failure theories. This effort exposes the scale of a challenge when trying to predict the failure of the composite. The above views are echoed in the work of Lu [9], in which they stated that it remains very difficult to the predict fracture of composites when compared to metals.
To overcome the deficiencies of available composite failure theories, Talreja [22] proposes a departure from the traditional design approach where manufacturing-created defects are not considered as a variable in the material state but only as a threshold for accepting or rejecting criteria. In his model, the material state is additionally characterised by the in-process-introduced defects, which are viewed as a consequence of a well-defined manufacturing process, and it is assumed that they can be varied by controlled variation in the manufacturing parameters. It should be noted that process modelling and simulation play a crucial role in the choice of manufacturing parameters, enabling process adaptation and consistent part quality.
The proposal to enrich the design process by the in-process measurements of characteristics that influence the quality, and hence the material state, has also been made by Potter et al. [20].
The currently available and reviewed literature proposes in-process measurement and simulation of the material and process parameters as inputs into the knowledge base of complex process interactions. However, the architecture, implementation and techno-economical viability of technology that enables critical information capture and reuse in either the design or manufacturing stage in real commercial settings remain under-investigated.
2.3. Design for Composite Manufacture
As proposed by Chatzimichali and Potter [2], the composite-engineering practice has largely been influenced by the metallic tradition. Even to this day, most engineers rely on their training and experience of the principles of metallic design without taking full advantage of the systemic architecture composites can offer (integrated structures, reduced part count, redesigning the structure to optimise the load path directions, etc.). This way of utilising composites, merely as a straight-on substitute material for the previous metallic designs, is referred to as the black aluminium design [26] and leads to suboptimal solutions when it comes to composite manufacture. The black aluminium method has many drawbacks as manufacturing constraints for subtractive metallic-manufacturing processes are significantly different from the additive ones applicable to composites. Design with composites requires different philosophies and different skill sets to metal manufacture [1]; however, as reported by Potter [27], despite the new insights available, the practices developed in the early days of composites’ application still prevail in current production.
The above claim could also be looked at through the lenses of the industrial revolution and the fact that composites have followed the routines prevalent in the traditional industries present in the days of the second industrial revolution [2]. The basic principle of the second industrial revolution that enabled industrial growth can be summarised by the division of labour principle. This essentially means that the disconnection of design, engineering, and production from physical craftsmanship skills lies at the heart of the industrial revolution and traditional manufacturing.
Owing to the highly interactive composite-product development process, seen in Figure 3, composites generally suffer if the division of design, engineering, and manufacturing is applied as composites’ product design and process innovation are highly interdependent [28,29,30]. A typical product development process and the interdependencies related to composite manufacturing being envisaged in advance of manufacturing taking place are described in Figure 4 [2,31]. On the vertical axis of the graph in Figure 4, stages of composites’ product development are listed from top to bottom, and along the horizontal axis, the activities–loops are listed, in sequential order, the fulfilment of which completes a particular stage or substage of the product development. For example, at the initiation stage to develop the design brief, an engineer would need to anticipate the follow-up stages through the assessment loop, as activities at other stages are unknown at that time. This approach is repeated through all the stages of the product development, further underpinned by the new learnings obtained via the loop performed at each previous stage.
This process depicts the design for manufacture (DFM) for composites and requires the manufacturing constraints to be known or anticipated at the time the design is created, which is rarely possible. For example, the introduction of a new manufacturing process or material improvement or a change in the existing ones, or simply a geometrical feature in the part to be produced, leads to unknown manufacturing constraints, meaning that each new product development process is treated as a research and development (R&D) effort.
Unlike the traditional linear manufacturing approach, properly implemented DFM in organisations enables activities to be executed collaboratively and concurrently among divisions and departments [32].
According to the same source, DFM represents a philosophy that promotes collective and integrated efforts of many teams involved in planning, organizing, directing, and controlling all activities related to products and processes, from idea generation to a finished product or services. These activities ensure that the available design, manufacturing, and information technologies are efficiently utilised, emphasise teamwork, eliminate redundancies and non-value-added activities, promote enterprise integration, and allow for customer requirements and quality to be built into the design.
Regarding composite manufacturing, manufacturing development is neither part of the design (explorative activities) nor part of the manufacturing (exploitative activities) [31]. A typical composite-manufacturing commercial company tends to fit manufacturing development activity to the typical concepts of product development (either design or manufacturing), hence ignoring the learnings from this crucial element of development, or neglecting to consider input and feedback from other departments, as described in Figure 5. This means a disconnection of manufacturing development from either design or manufacturing.
It is vitally important that manufacturing development is recognised as a distinct and important activity that takes inputs and feeds back to product design, market analysis, sales, manufacturing, and production system development. Manufacturing development typically consists of manufacturing trials, process development, and process simulation. These activities enable the provision of knowledge and skills that, if not properly and systematically captured, will over time become tacit knowledge held by a few individuals.
Adequately captured learnings from this phase of the development in the form of manufacturing or design guidelines enable feedback to the design phase through the DFM activities and enhance the chances of “right first time” manufacture, but also form input into the manufacturing phase and, in conjunction with automation and digital technologies, enable manufacturing adaptability and quality repeatability.
The two main components of DFM are technological (knowledge base, manufacturing, computing, etc.) and social (corporate organisation culture, employee involvement, customer attributes, etc.) [32,33]. Amongst the synonyms for DFM are simultaneous engineering, concurrent engineering, and systems engineering [34]. An example of a generic DFM teamwork in product and process design can be seen in the publications of Whitney [35] and are also depicted in the paper by Youssef [32].
In their work “Analytical model for aircraft design based on design for excellence (DFX) concepts and use of composite material oriented to automated processes”, Barbosa and Carvalho [36] refer to the DFX concept as design for excellence (DFX). This concept generalizes DFM, as in addition to the manufacturability, production rate, and cost, it considers other drivers in manufacturing such as sustainability, weight, performance and reliability, supply chain structure, safety, assembly, quality, etc. [37]. Sapuan [38] further highlights the importance of DFX in composites to achieve optimal production.
Andersson et al. [39] report on the SAAB’s implementation journey of DFM to its carbon-fibre-reinforced plastics (CFRP) aircraft production, stipulating that in this process, many DFM methods were explored; however, the majority of the investigated methods were developed for high-volume products of metallic and plastic materials. Further to this [39], highlights the need to implement DFM in all departments within the whole company and comments that companies do not use commercially available methods, but develop proprietary DFM methods specific to their organisations.
The reviewed literature exposes the sensitivity of composites to the division of design, development, and manufacture, proposing the utilisation of DFM and DFX to link design, manufacturing, and other departments and utilise the knowledge obtained in development. The industry typically applies systems-thinking principles in realising DFM technology, and DFM is otherwise known as systems engineering. However, a gap has been identified in the availability of theoretical and practical guidelines related to the implementation of DFM technology, not only to the technical or technological processes of composites, but also across the entire enterprise.
2.4. Composites’ Business Challenges
The continuing growth of the composites sector is predicted by a variety of sources; however, this requires a paradigm shift in the way composite products are manufactured [3,4,40,41,42,43].
Although the scientific principles that form the basis for composite-product development and manufacturing practices are common across all sectors [6], there is no single, homogeneous composite market due to the wide range of specific properties of composite materials and the different sector requirements posed for composites’ applications [15]. The global perception of composite manufacturing is largely affected by high-end-industry-led projects; however, the composite market is still characterised by a large number of mainly small and microenterprises [44]. The KTN report “Materials for composites” [45], states that 63% of composite companies in the UK are SMEs, most of which operate cross-sartorially, hence increasing the chances of survival by diversification [46].
The business model these companies operate is effectively built on science-based innovation [28,47,48], which suffers from the challenges of technology and market uncertainty [30]. This, in turn, adds pressure on companies to focus even more on more tactical targets, as the time spans in which technology and market uncertainties are resolved are often too long. For many companies operating in this field, R&D and knowledge development are seen as being costly and a distraction from commercial activities [6,12]. However, this position conflicts with the success of companies in benefiting from high technological advances, as this is reliant upon their ability to absorb advanced technologies, generate an innovation culture, and establish appropriate company values [19,49,50,51]. For the companies operating in the composite field, tactical commercial targets often do not allow for more strategic views and appropriate values and innovation culture development. So, the challenge in the ability to react to current trends remains. When it comes to the key trends and drivers, the literature concurs that the biggest challenge remains the high level of labour involvement caused by the lack of automated processes that, in turn, lower the cost of composites whilst improving performance [3,4,15,40].
This high level of labour involvement and consequent lack of automation are intrinsically linked with the nature of composite manufacturing. Using the framework of Pisano and Shih [29], Fabris and Poursartip [6] classify composites as having high process maturity when it comes to their commercialisation. However, at the implementation level, i.e., establishing a stable manufacturing process, composites are classified as having a low process maturity level due to the scaling issues from the lab to the production environment. Fabris and Poursartip [6] further categorise composites as having low modularity, meaning that the product development process, R&D, and manufacturing are intimately interconnected. As a result, the developed process is not easy to replicate, and subtle changes to production processes can result in unintended changes to end-product attributes. This is in agreement with the literature’s viewpoint that the composite products and process innovation are highly interdependent [2,28,30].
As reported by Witten et al. [52], to overcome the issues of value creation and supply chain management, companies operating within the composites market look to integrate horizontally and vertically. The objective of this is to build holistic process chains within their own company or group, and eventually be able to offer efficient one-source solutions and perform as a supplier on all levels of the value chain.
To describe the business model of advanced-material ventures, Lubik and Garnsey [48] combine resource-based theory [53] and ecosystem analysis, which are bridged by the business model concept. This theory claims that the advanced-material venture cannot realise the potential of its innovation unless it can identify and participate in a business environment that can meet its critical requirements for co-innovation and adoption. The resource-based theory and ecosystem analysis provide a good basis for establishing and analysing composite-manufacturing business models through exploring the lines of value creation and needed resources. In her work, Garnsey [54] reflects on the work of Penrose [53], and argues that Penrose’s resource-based theory of the growth of the firm is a form of systems thinking.
3. Industry 4.0 and Composites
This review aims to capture the top-level view of the current state of Industry 4.0 as well as to understand how the previously identified challenges of composite technologies are considered.
The term “Industry 4.0”, otherwise referred to as the fourth industrial revolution, started in Germany in 2011 as a proposal to safeguard and allow competitiveness in the manufacturing industry [55]. This proposal is based on the interconnectivity principles of physical and digital (cyber) assets, information transparency, and decentralised decision making, aimed at enabling competitiveness and technical developments in manufacturing. By integrating cyber–physical systems (CPS) in industrial manufacturing [56], Industry 4.0 aims to establish intelligent, self-regulating, and interconnected industrial systems that enhance value creation [57]. The lack of standardisation and tacit knowledge that composite technologies rely upon, as evidenced in previous sections, is a fertile ground for new developments seeking to improve the situation. Modern composite-industry trends are based on the idea of Industry 4.0 smart manufacturing [11], which eliminates the boundary between design and manufacturing, integrating them through the lifecycle. According to the same source, the longer-term goal is to achieve complete autonomous robotic adaptive manufacturing. Globally, investigation of the Industry 4.0 topic is currently trending in both professional and academic fields, with the central concept of smart manufacturing, where Industry 4.0 affects manufacturing well beyond the production shop floor [55,57,58].
Industry 4.0 is seen as the capability of automation and data exchange in manufacturing technologies [1]. The fourth industrial revolution brings unparalleled levels of connectivity in all aspects of life, and vast cultural change has been witnessed over the last decade, present also in a manufacturing context. An example could be the on-demand economy, enabled by the technologies able to fulfil demand immediately [59].
Some of the technologies thought to be enabling the mentioned advances in manufacturing are automation, simulation, data analytics, digital twinning, and cyber–physical coupling [1,12]. These activities aim to enable de-risking of the composite production process in advance of manufacturing taking place [1,6], as well as to establish a feedback loop to affect manufacturing [12].
Various reports define the nine enabling technologies (see Figure 6) that make Industry 4.0 possible as the Industrial Internet of Things, simulation, horizontal and vertical system integration, autonomous robots, additive manufacturing, big data and analytics, the cloud, cyber security, and augmented reality [12,60,61]. Although these technologies exist individually, the real benefit is gained when they are connected. To better describe the research context, these enabling technologies are individually reviewed.
3.1. The Industrial Internet of Things
The paper by Irving and Soutis, “Polymer Composites in the Aerospace Industry” [1], describes Industry 4.0 as the name given to the capability of automation and data exchange in manufacturing technologies, stating that in the essence of Industry 4.0 is the cyber–physical system. This term describes the connectivity of the physical assets, i.e., the manufacturing equipment (ideally automated and sensorised) that is connected to cyberspace, such as the digital twins of physical assets, using the resources of Industrial Internet of Things (IIoT) [60]. Alcácer and Cruz-Machado [62] define the Internet of Things (IoT) as the connection of the internet and any object or a person. Industrial applications, however, require real-time data availability and high reliability, provided by the IIoT—the connection of industrial products such as components and/or machines to the internet [63]. By linking the collected sensing data in a factory with an IoT platform, the IIoT increases production efficiency with data analysis [64]. As a result, the IIoT is a vital part of the fourth industrial revolution as it represents the connectivity between equipment or a product and digital resources (databases or data warehouses, digital twins, analytics etc.). All parts of an organisation are party to this connectivity (shop floor, the engineering office, procurement, etc.) as this capability enables the rapid deployment of analytics and decision making, and as a result, real-time responses.
An example of a sensor that enables intelligent decision making in composite manufacturing via IIoT connectivity is sensors for resin infusion and cure monitoring by Advise [65]. An alternative direct current (DC) sensor by Synthesites Innovative Technologies Ltd. [66] can measure the electrical resistance and glass transition temperature (Tg) evolution of a thermoset resin system during curing in industrial conditions by detecting changes in the ion viscosity within the resins used in the process. In addition to supplying the hardware, the sensor manufacturers supply all the necessary analysis software required to post-process the raw dielectric data in order to provide parameters such as cure state.
Other examples include intelligent resin-mixing machines from Composites Integration [67] allowing data to be collected from sensors attached to both the machine and the mould itself. The machine is PLC-controlled with a human–machine interface (HMI) and the collection of data on temperatures, vacuum level, and mix ratio is enabled via the SCADA link.
Commenting on IIoT, Black [11] states that without the application of digital-asset tracking, composite manufacturers can lose 10–15% of the inventory simply due to being unaware of the expiring shelf-life. The same source claims up to 80% savings on material spending if digital tracking is in place [11].
The article by Richardson [68] proposes that digital engineering within the context of composites is demystifying and opening up the use of composites to the wider audience by digitalising all the knowledge and finding the right answers faster. However, digitalisation and automation are also seen as “dark arts” as the customers do not always understand the long-term gains and payback.
3.2. Simulation
Simulations are used more extensively in plant operations to leverage real-time data and mirror the physical world in a virtual model [60], including machines, products, supply chains, and humans. This allows operators to test and optimize the machine settings for the next product in line in the virtual world before physical actions take place, thereby driving down machine setup times and increasing quality.
The new simulation-modelling paradigm is based on the concept of digital twins (DT) extending simulation to all product lifecycle phases, combining real-life data with simulation models for better performance in productivity and maintenance based on realistic data [69]. Digital twins are simulations of products and processes along the entire development chain [11]. With such technologies, the “right-first-time” approach for composites is becoming more of a reality as products can be virtually tested at any stage of development [1]. The virtual analysis of design, manufacturing, assembly, a factory, or a supply chain allows optimised solutions as a trade-off between the performance and cost. A factory that, alongside its manufacturing equipment, has those virtual tools integrated and connected with all the stages of development and the physical equipment, is called a “Smart Factory” [12].
Composite-specific manufacturing-process simulation solutions are delivered through a variety of vendors. For example, LMAT has developed software for composite- process simulation including cure simulation, infusion, press moulding, and pultrusion and can also develop specific process models [70]. LMAT use their simulations to provide PLC-based systems and control the moulding process. ESI offers a suite of tools based on coupled multiphysics finite element analysis [71]. Their PAM COMPOSITES simulation platform caters for a variety of processes such as the press forming of fibrous composites via the PAM-FORM solver; the liquid-composite moulding of dry fibre reinforcements through the PAM-RTM module; and curing, crystallization, and geometrical-distortion simulation through the PAM-Distortion module. Besides the high-fidelity models, of practical industrial interest are also real-time, or close to real-time, simulations with the ability to feed back to the manufacturing process. The FAST RTM software [72] aims to drastically reduce computation time and expense when simulating liquid-composite moulding processes by providing this needed capability. Other simulation processes of interest are draping simulation software, such as Laminate tools [73] that can evaluate ply producibility using draping simulations to identify potential manufacturing difficulties. Manufacturing information such as flat patterns and playbooks is produced to ensure the efficient use of manufacturing data, which can be used to communicate activities to clients or the shop floor. A paper by Lira and Stojkovic [74] considered resin transfer moulding simulation and sensor monitoring, demonstrating favourable prediction in a controlled environment; however, they concluded that the technology needs further maturing due to uncertainties and variability in the manufacturing process.
However, Tyrrell [75] suggests there is still work to be done to convince the composite-manufacturing industry of the value brought by simulation technologies. The main barrier is found to be the low confidence in using process parameters devised through numerical prediction. When performing a manufacturing-process simulation, unless compared to the well-controlled laboratory environment, due to the high variability in the composite-manufacturing process, the results could differ from those observed in an experiment. Partly, this is to do with the manual and labour-intensive way composites are produced. Another part is to do with the material properties needed to feed into the numerical models, which are often not readily available and require nonstandardised tests that are exceedingly difficult to obtain. The lack of properties and the difficulty in generating them mean that simulations as tools for establishing the manufacturing process take too long to develop and are very expensive to perform.
3.3. Horizontal and Vertical System Integration
Horizontal integration aims to integrate the whole value and supply chain, being the foundation for a close and high-level collaboration between several companies, using information systems to enrich the product lifecycle and creating an interconnected ecosystem within the same value creation network [76,77,78].
On the other hand, vertical integration represents a networked manufacturing system, or intracompany integration, and is the foundation for exchanging information and collaboration among the different levels of the enterprise’s hierarchy [76,79]. Vertical integration ‘‘digitizes” all the processes within the entire organization, considering all data from the manufacturing processes, e.g., quality management, process efficiency, or operation planning, that are available in real-time.
Deuter and Pethig [80] propose that digital twin technology (DT) enables both the vertical and horizontal integration of the value chains through different levels of integration, with these being the key value-added elements of product lifecycle management.
With Industry 4.0, companies, departments, functions, and capabilities become much more integrated and enable the formation of automated value chains. The paper by Perez-Lara et al. [81] proposes the generic company structure for vertical and horizontal integration.
Smart manufacturing integrates real-time measurement, modelling, simulation, and controls into manufacturing process design and execution workflow [11]. It further connects the supply chain, enabling greater levels of collaboration and transparency. To make this a reality, a company needs a digital enterprise platform able to integrate data from different sources and with different protocols. A software platform that enables all of the virtual tools to communicate with each other, and also with the manufacturing equipment and robots, is a very important feature of a cyber–physical system. An example of such software is the PLM (product lifecycle management) software by Siemens [11]. The software is used to offline test and develop composite products before real manufacture takes place. With this technology, composite products reach the market as much as 50% faster, with at least the same level of quality as that achieved without PLM [1].
Furthermore, system integration provides opportunities for composite manufacturing to provide services on demand, without owning infrastructure, but offering complete transparency enabled by system integration and IIoT [82]. The Airborne demonstrator of the on-demand-manufacturing portal exemplifies this for the composite domain [83]. The on-demand-manufacturing portal enables decentralised manufacturing, where customers can upload a model of the part that needs composite manufacturing to a web portal, as well as the requirements and specifications, to gain an instant quote. If the quote is acceptable, the customer can accept it and machine learning automatically turns the part’s geometry into the program, sending it to the robot that starts the manufacturing operation to the prescribed quality. Reportedly, this business model requires the adoption of the wider ecosystem and changes in business processes or the whole of an organisation, all of which could be faced with resistance.
3.4. Autonomous Robots
Industrial automation ensures the reliability of composite manufacturing; however, in the context of Industry 4.0, it brings together automated machinery, including robots, with intelligence and connectivity, which allow smart production decisions to be made in reaction to changing requirements [68].
The introduction of robots started with the third industrial revolution in the 1960s, and the composite industry started experimenting with robots in manufacturing about 30 years ago [84]. Attempts were made in composite manufacturing to standardise production by transforming challenging, manual manufacturing steps into automated ones [85]. As those solutions are developed by the companies traditionally operating in automation, but not within the composite domain, the material behaviour during the production is often neglected, leading to serious issues with process reliability, and as a result, productivity [85]. This inability to capture the expert skills and develop automated technologies relevant to composites results in limiting the composite production capability [2].
In composites, a variety of robotic solutions are available, such as pick and place, automated tape laying (ATL), automated fibre placement (AFP), filament winding, or pultrusion [82]. The adoption of these solutions still suffers from requiring large capital investments and, as a result, requires the vision of long-term programmes to guarantee payback, both in terms of capital investment and also in terms of personnel training. Traditional robotics generally require monitoring and inspection since there are no feedback loops to confirm that the automated operation has been performed satisfactorily. For example, in advanced fibre placement technology, a ply (made out of deposited tows) must be inspected after each deposition to make sure it has been laid up correctly before the next ply deposition starts. Jay [84] reports these shortfalls and claims that AFP automation technology is only active for 25% to 35% of the time available to deposit material onto the tool (mould). The inspection makes up the rest of the time. In Industry 4.0, the full integration of sensors within the robotic system is required to allow feedback and adaptive manufacturing. The paper by Jayasekara et al. [86] investigates the level of automation in commonly used composite-manufacturing processing, stating that composite manufacturing should aim to seamlessly integrate and automate the entire process chain, from raw-material storage to finished products, using the state-of-the art technologies such as IIoT, cloud computing, digital twins (DT), cyber–physical systems (CPS), wireless sensor networks (WSN), etc., with minimum to no human intervention. This research, however, concludes that even the popular ‘automated’ processes, such as filament winding, automated tape layup, automated fibre placement, resin transfer moulding, and pultrusion, are developed in silos and do not show a consistent level of automation throughout their process chain. The same source continues to state that the benefits of such end-to-end automation include a reduction in material scrap, reduced manual inspection, reduced manufacturing lead time, improved producibility, repeatability, reliability and consistency, increased productivity, increased product quality, increased flexibility, increased throughput or production volume, increased efficiency or reduced cycle time, improved precision and part tolerance, and reduced cost. Although many composite-manufacturing steps are still manual, examples of Industry 4.0-ready equipment can be seen throughout the composite-manufacturing process, such as Industry 4.0-ready ply cutters from Comelz [87] and Lectra [88].
A separate, nontechnological concern that society has concerning the rise in automation is the anticipated lowering in employment [89]. However, research suggests that jobs are not going to be lost at the expense of robots, but new skills will be needed [90]. Although up to 45% of the tasks that humans carry out can be automated, automation will result in a net gain for employment. Robots and AI are great at repeating tasks that can be programmed, so the greater use of robotics and computerisation will reduce the number of jobs in production; however, the number of manufacturing jobs requiring skills in IT and data science will increase, and future employee skills are a major challenge where mechatronics skills (combined mechanical, electronic, and IT skills) will be more relevant, rather than purely mechanical skills [91].
3.5. Additive Manufacturing
The additive manufacturing (AM) paradigm is being increasingly developed by enabling feasible applications in the industry [92], with the potential of AM to replace many conventional manufacturing processes [93]. AM is an enabling technology helping with new products, new business models, and new supply chains. A set of technologies that enables the ‘‘3D printing” of physical objects form the collective term AM [94]. Attraction is the ability to deliver bespoke products without waste. AM technologies can also be referred to by other synonyms such as rapid prototyping, solid freeform manufacturing, layer manufacturing, digital manufacturing, or 3D printing [95]. With AM, it is possible to create prototypes to allow independence to value chain elements and, therefore, achieve time reduction in the design and manufacturing process.
However, the view is that advanced composites are effectively additive-manufacturing processes [82] where large-scale components can be made relatively efficiently. A fully integrated factory consisting of automated deposition of fibre or tape, and consequent processing–moulding used to make composite parts, can be considered large-scale 3D printers [96].
A paper by Fox and Subic [97], “An Industry 4.0 Approach to the 3D Printing of Composite materials”, states that the key challenge to overcome in composite production is to increase the rate and lower the cost of composite production. This paper elaborates that this can only be achieved by using automation and digitalization to reduce slow and labour-intensive manual processes. In the Industry 4.0 vision of the manufacturing environment, smart machines, storage systems, and production facilities autonomously exchange information, trigger actions, and coordinate tasks [59]. Such information from data analysis will facilitate machine-to-machine communication and lead to the incorporation of a 3D-printing approach within composite manufacturing. However, currently, the Industry 4.0 composite-manufacturing line cannot be bought as an off-the-shelf solution, as several components or concepts are not commercially available [97].
In general, additive-manufacturing methods, as one of the building blocks of Industry 4.0, enable the scalability and customisation of products that offer construction advantages, such as complex, lightweight designs. However, designers and the certifying bodies must be satisfied that digital technology can consistently produce acceptable parts and be able to detect when parts are not acceptable, as well as the fact that new automated manufacturing techniques must not produce undesired effects not seen before. Therefore, design and manufacturing constraints must be understood and made available through manufacturing guidelines. Composites can further benefit from conventional AM technologies, with the development of rapid tooling or moulds. Examples include 3D-printed tools for building aircraft [98], low-cost AM composite tooling for marine or infrastructure composite applications [99], and the 3D printing of composite tooling to reduce costs and lead times in wind turbines [100].
3.6. Big Data and Analytics
Large amounts of created data of different types coming from interconnected heterogeneous objects, such as structured, semistructured, and unstructured, describe big data [101]. Data are typically examined with advanced analytics methods and tools, where offline and real-time data are analysed through analytical techniques such as machine learning and forecasting models. The data analysis could also be facilitated through cloud computing. The acquired data enable the formation of knowledge that helps manufacturers to understand the various stages of the product lifecycle [102]. Moreover, the advanced analytics of big data can be used as a facilitator, identifying and overcoming bottlenecks [103]. Data analytics can then be used as descriptive, to visualise the current process; diagnostic, helping to identify the cause of problems; predictive, by using past data to predict future states; and prescriptive, that recommends actions and strategies [104].
As mentioned above, predictive technologies in composite-manufacturing development face criticism for being expensive and taking a long time to develop as opposed to determining the process through practical trials. One way to tackle this issue is to reduce the time needed in analysing each possible scenario and use machine learning in forming a surrogate model–response surface from the presolved high-fidelity models. The project CLAMPS, a collaboration between the National Composites Centre (NCC) and the Centre for Modelling and Simulation (CFMS), aimed to demonstrate the value of this approach in the R&D environment [105]. Using high-fidelity simulation, this project has simulated the resin-transfer-moulding (RTM) process. To cater for the high variability in the manual nature of the manufacturing process, a solution space was formed by creating an input of 15,000 variations in manufacturing-process parameters, and the same number of results, i.e., the manufacturing-quality indicators. In total, 70% of the obtained results were used as the training set for machine learning to develop a model that predicts the quality of the composite part using manufacturing-process parameters as a leading indicator. Another 30% of the simulation results were used for testing the machine learning as a validation exercise. The results are encouraging and using the machine-learning prediction reduced the simulation time from 100 h to 3 min, requiring only ordinary computing as opposed to the HPC cluster used for high-fidelity models. This type of model, if fed with the sensor readings, can allow for the real-time control of automation of gates and valves in the real manufacturing process.
Digital engineering within the context of composites aims to capture the knowledge of experienced personnel and translate it to the tools that people with less experience can use, enabling easier use; however, the value proposition is not fully understood [68]. To achieve the stated aim, the data collected from many different sources (production equipment, systems, enterprises, etc.) need to be evaluated through analysis, and finally, feedback to the process is needed to support real-time decision making.
3.7. The Cloud
Cloud computing enables the outsourcing of IT resources [106], and could be a useful resource for small and medium enterprises (SMEs) as it offers rapid elasticity and measured service, on-demand self-service, and broad network access [107]. The adoption of this technology has several advantages related to cost reduction, e.g., the direct and indirect costs of the removal of IT infrastructure in the organization. The cloud enables large data storage and computing power for data analysis, enabling rapid computing scalability and flexibility, seamless data sharing across sites, and the utilisation of data analytics and artificial intelligence as a service [11]. Very often, digital services, such as digital twins, are hosted using “cloud computing”. The “cloud” enables large data storage and computing power for data analysis. All these activities provide a deeper insight into the manufacturing process based on the historical data or, ideally, real-time feedback, allowing adaptive manufacturing [11].
Additionally, cloud services, in combination with other Industry 4.0 technologies, enable the cloud manufacturing concept (CMfg) [62]. In this concept, consumers can utilise these services to request support from all stages of a product lifecycle (design, manufacturing, management, etc.). The CMfg architecture providers own and provide the capabilities and the manufacturing resources; operators operate the CMfg platform and deliver services to providers, consumers, and even third parties; and consumers subscribe to the manufacturing computing services available in a CMfg service platform. This concept enables a shift in the manufacturing approach from production-oriented to service-oriented.
3.8. Cybersecurity
Valuable information and data created by the application of Industry 4.0 require protection due to the critical value for the industry’s success. Cybersecurity caters for information security [108]. The word ‘‘cyber” generalises its application to industrial environments, and generally means protecting, detecting, and responding to attacks [109]. It is reported that cybersecurity is rapidly becoming a major concern for manufacturers and consumers [104]. With the increased connectivity and use of standard communication protocols that come with Industry 4.0, the need to protect critical industrial systems and manufacturing lines from cybersecurity threats has increased dramatically. As a result, secure, reliable communications, as well as sophisticated identity and access management of machines and users, are essential, as the attacks can be on the device, network, or factory level. The defence needs to be technological, organisational, and human-centred, involving the system, network, and plant level. An ISA62433 standard is reported to be in line with the concept of defence-in-depth [62].
Amongst the typical reasons for industrial devices getting hacked are: devices running for too long (weeks or months) without updating security or antivirus tools; a considerable number of old controllers being used in industrial control system (ICS) networks, designed when cyber security (CS) was not a concern; CS threats being able to enter by bypassing CS measures due to the existence of multiple pathways from several ICS networks; and the quick spread of malware due to several ICS networks remaining implemented as flat networks without physical or virtual isolation among other unrelated networks [110].
3.9. Augmented Reality
Virtual reality (VR) immerses users in a computer-generated world, and augmented reality (AR) overlays digital information onto the physical world. As composite manufacturing is a dominantly manual process, this technology can be used to train operators as well as in production to inspect the location and orientation of the placed material [82]. This technology can be found in a wide range of sectors, e.g., entertainment, marketing, tourism, surgery, logistics, manufacturing, maintenance, etc. [111]. It is reported that AR usage is spreading in the manufacturing sector [112], whereas the use of AR in manufacturing provides aid in visualising simulation [113]. AR technology increases the operator’s reality perception by making use of additional information about the environment [114,115], and it can utilise different types of hardware for as long as it interacts with human senses [116]. The value of AR is reported to be in training (job-specific training, safety and security training, and expert coaching); design (collaborative engineering, inspection of digital prototypes, augmented interfaces, and error diagnostics); manufacturing (quality assurance, maintenance work instructions, performance dashboards, assembly work instructions, tracking, and constant monitoring); operations (heads-up displays, digital product controls, augmented operator manuals, augmented interfaces, product localisation, and indoor guidance systems); service (manual and instructions, service inspections and verifications, remote expert guidance, improved service, and self-service); and sales and marketing (product displays and demonstrators, logistics, retail space optimisation, augmented brand experience, and augmented advertisement) [62].
Composite manufacturing could apply VR and AR technologies in several areas ranging from virtual prototyping, product lifecycle, maintenance, or repair. For example, ESI has developed a product, IC.IDO, which is an immersive VR technology that combines the visualisation and real-time simulation of product behaviour in its actual size [117]. The system uses stereoscopic projection hardware within the “cave” environment or projected on “powerwalls”. Users wear 3D glasses to experience life-size renditions of the prototypes they are developing. The latest development allows engineers without access to a CAVE or powerwall to leverage VR for virtual assembly and service simulations, immersive visualizations, and CAD data interaction from their workstation by using an HMD (head-mounted display) and its complementary hand controllers. This system is used for virtual interaction not only with prototypes but also with whole manufacturing and assembly lines.
An example of a mixed-reality application is the PlyMatch system from Anaglyph aimed at helping the manual layup of composites [118]. This system projects real-world manufacturing operations into the virtual space and provides a live feed of the work area. The real-manufacturing 3D image is displayed on a monitor along with a superimposed, computer-generated image of each ply to be laid up. The CAD-generated ply image is self-calibrated to match up accurately, even when the camera or tool is moved. A couple of minutes long, the initial system calibration allows for the optical sensor to track the relative positions of the camera and tool, and the system’s controller updates the positional relationship in real time. The system is reportedly compatible with any CAD application that generates IGES or 3D DXF files.
Another technology that helps both the layup training and in-process quality assurance is delivered by the start-up LayupRITE [119]. The system uses simulation to establish the correct lamination process, which is then communicated to the laminator by projecting the process instructions onto the tool. The systems monitor the laminator’s actions and project the following steps only when the previous ones have been completed correctly.
4. Opportunities for Industry 4.0 Usage within the Composite-Manufacturing Sector
The challenging nature of the composite-manufacturing process requiring dextrous and problem-solving capabilities is at the heart of why composites are still largely manual manufacturing processes, where skill is acquired through years of experience and reliance on tacit knowledge. This, and the fact that the final product and its material characteristics are process-specific, is driving the composite-product development process to be highly interactive requiring DFM and the concurrent development of detailed design, process development, tooling, and manufacturing.
From the reviewed literature, Industry 4.0 technology has significant benefits for composite manufacturing, in particular due to the increased complexity and increased number of parameters compared with other manufacturing industries. The more complex the manufacturing process of the component, the greater the level of interaction which would be required. Machine learning can make sense of variation in these parameters to rapidly make decisions on the acceptance of part quality. Additionally, for composites to become widely used, automation is requisite to reach production rate and cost targets.
Considering the operation management of the companies operating within the composites market, the literature reveals that to cope with the low modularity of composite technologies and overcome the issues of value creation and supply chain management, these businesses look to integrate horizontally and vertically. This finding is supported by the literature insight into how Industry 4.0 via digital twinning enables horizontal and vertical system integration, allowing for the provision of services on demand and new business model formation. The following sections will utilise the findings exposed by the literature review and synthesise them into opportunities for composite-manufacturing companies.
4.1. Current vs. Future State of Composite Manufacturing
To further explore and explain opportunities presented by Industry 4.0 within the composite domain, a magic cube methodology [120] derived for the area of additive manufacturing, technology of an equal level of complexity, is utilised.
The magic cube methodology is used to describe the complex interplay of identified drivers as well as the uniqueness and opportunity presented by additive-manufacturing technology [120]. Additive manufacturing is similar to composite manufacturing in the fact that it is not a single technology, but it encompasses a wide range of different processes and techniques. Similarly, both manufacturing processes can use a wide range of materials and the final success of technology is a balancing act of managing the processing method and material properties. Finally, both sets of technologies influence and serve not only a single industry but many sectors.
An attempt is made to map composite manufacturing into the magic cube and contrast the current status with the alternative one, underpinned by Industry 4.0 principles. The magic cube consists of innovative, manufacturing, and industry perspectives, described and represented graphically in the following chapters.
4.1.1. Innovative Perspective
This perspective looks at the interaction of vertical and horizontal innovation. Vertical innovation is concerned with improvements in quality or creating new knowledge within a particular discipline, while horizontal innovation involves targeting the creation of something new by combining existing knowledge from different disciplines. This interaction can be represented graphically on the x-y graph with vertical innovation being the y-axis and horizontal the x-axis; Figure 7.
Innovation by using composites starts with design efforts (1). In this phase, as shown in the literature survey, something new (a product) is developed by combining existing knowledge and anticipating processes through the design for manufacture activities. As the design matures, more knowledge in particular disciplines is generated.
However, if this knowledge is locked in the heads of few specialists (i.e., tacit knowledge), the level of vertical innovation is low (2). It is proposed by the findings in this research that by using advanced digital technologies, the design and manufacturing knowledge can be captured in a variety of forms (e.g., databases, PLM, MRP, and ERP) enabling a higher level of vertical innovation (a). In the future, the application of machine learning in conjunction with captured data will provide more understanding of not obvious relationships (b).
4.1.2. Manufacturing Perspective
This perspective is focused on specialisation in manufacturing and establishes the interaction between the level of automation on one side and the level of product individualisation on the other. Specialisation is considered the main theme of the second industrial revolution contributing to the progress in research, business, and society by virtue of the division of labour. It can also, in an extreme case, lead to silo formation that limits practical usefulness. Higher levels of automation can deliver a high rate of production of the same quality level but require high investment in machinery offering limited flexibility. An example of this could be the injection-moulding manufacturing process, able to produce millions of parts but of the same design. On the other hand, a highly individualised product could be represented by craftsmanship based on manual labour, which is linked with high labour cost and productivity constraints. The craftsmanship approach is less likely to be able to benefit from the economies of scale, although it generates a high level of quality. This interaction can be represented graphically on the x-y graph with the level of automation being the y-axis and individualization on the x-axis; Figure 8.
Composite manufacturing typically starts with manufacturing development (1) requiring highly skilled specialists to run a series of trial-and-error assessments to establish an acceptable process window. As manufacturing development matures, the process parameters get locked by experienced staff and bespoke tools are created to cater for future production. This ultimately leads to relatively small production rates requiring manual intervention (2).
The literature survey proposes that by using advanced robotics (to cater for the various stages of the multistaged composite-manufacturing process), together with databases and sensor technologies, the relevant process information can be captured. From the information captured through the application of advanced analytics and machine-learning algorithms, more insight into the process can be found faster (a). The generated process insight can then be used in a variety of forms. For example, one could form the guidelines of manufacturing capabilities and constraints to be used throughout the development process, enabling better designs. Similarly, when this insight is coupled with powerful computing and machine-learning capabilities, it could be used to provide real-time feedback into the manufacturing process, allowing for adaptive manufacturing (b).
4.1.3. Industry Perspective
The third dimension of the industry perspective is represented by the fact that composite manufacturing influences and delivers to many industrial sectors. If combined with Industry 4.0 approaches, there is an opportunity to support flexible and scalable production, as the underpinning knowledge would be made available to the different needs and requirement levels of different industrial sectors.
Graphically, it is represented as the z-axis on a graph in Figure 9 that connects the innovation and manufacturing perspective.
In Figure 9, the arrow (1) represents the current or traditional approach in composite development and manufacturing, based on product development enabled by the experience of the personnel and tacit knowledge. Arrow number 2 represents the potential benefits when Industry 4.0 principles are introduced. This diagram can be used to clarify the complex interaction between important drivers when composites are concerned and to help in managing trade-offs such as cost–benefit when researching the effects of Industry 4.0.
4.2. Discussion: Trends, Challenges, and the Gap in Professional Practice
The literature survey forms the research background analysed within this section. This analysis is further employed to establish the key trends and gaps in professional practice within the defined research scope presented in this section.
4.2.1. Key Trends and Challenges
The identified key trends are activities, a realisation of which overcomes barriers and constraints of the traditional composite industry, enabling composite market growth. These activities deliver greater value generation and waste reduction for composite businesses by:
- A reduction in manufacturing uncertainty and variability whilst enabling production scaling through: (1.) adopting automation [3,4,15,18,20,40,82,84,85,86]; (2.) developing and deploying a product and process knowledge base following DFM principles [2,20,22,27,31,32,36,38,39]; (3.) enhancing the use of cyber connectivity through IIoT [1,11,62,63,65,66,67,82,83,105]; (4.) application and utilisation of digital twinning [1,11,12,60,70,71,72,73,74].
- A reduction in business model uncertainties through (1.) adequately utilising the wider business ecosystem [36,38,39,48,52]; vertical and horizontal system integration to overcome the issues of market and technology uncertainties, value creation, and supply chain management [1,11,28,52,80,82,83,105].
In terms of Industry 4.0, the key enablers for the above-mentioned trends are the adoption of (1) automation and autonomous robots; (2) knowledge base through sensors, IIOT connectivity, digital twinning, and data analytics; (3) vertical and horizontal systems integration.
However, the literature suggests that the adoption of the mentioned trends is constrained by the following challenges:
4.2.2. The Gap in Professional Practice
The analysis of the gap in professional practice was carried out by evaluating the trends in the reviewed literature. This indicated both where further research was required, and also where existing research could be utilised to help deliver the research objectives.
From this, the key gap in professional practice was formulated as:
“Lack of the model for structuring and implementing an appropriate level of Industry 4.0 technology into the composites businesses delivering to a diverse range of sectors, to enable benefiting from the commercialisation of offered technological advances”.
Therefore, the challenge of addressing the identification of an appropriate implementation model for Industry 4.0 in the composite-manufacturing sector remains.
The key future activities are summarised below, stating that further work is needed to:
- Identify challenges to the implementation of Industry 4.0 in composite manufacturing for SMEs.
- Develop strategies to manage challenges and deliver on opportunities of Industry 4.0 in composite manufacturing for SMEs.
- Develop an understanding of the relationship between different pillars of Industry 4.0 for composite-manufacturing SMEs.
- Develop a methodology for determining the techno-economic viability of implementing Industry 4.0 technology in the composite-manufacturing companies.
- Verify the developed framework.
5. Industry 4.0 Conceptual Implementation Framework for Composites
Industry 4.0 within the composites-manufacturing domain is a small subset of the Industry 4.0 trend, which is centred around the global digital transformation of businesses. In manufacturing, the complete product lifecycle, as well as the business and supply chain aspects of the industry, are undergoing digital transformation. For example, sensors embedded within the production process collect large quantities of process data requiring secure on-premises or cloud storage. Acquired data sets enable analytics and machine learning to create process models and feedback for production, further enabling a self-adapting production process. This approach provides benefits such as increased productivity, a reduction in production lead time, an improvement in product quality, increased workforce efficiency, and an increase in process visualization, as well as control [121]. However, implementing the elements of Industry 4.0 can be overwhelming for large or small commercial businesses, and the mentioned benefits can be only achieved if standardised approaches are developed. This section aims to propose a conceptual framework for implementing Industry 4.0 within composite-manufacturing firms. Before a concept of the implementation framework is proposed, the enabling technologies discussed within Section 3 are considered, with a view to understanding their impact on composite manufacturing. The consideration of enabling technologies in light of composite manufacturing is summarised in Table 1.
The discussion of Industry-4.0-enabling technologies provides a useful tool for understanding the relative value and opportunities presented by Industry 4.0, as well as the specific barriers to implementation. Although the research findings point out that the composite sector notionally accepts the stance of recognising the value of Industry 4.0, the composite-manufacturing companies are lacking confidence in how to approach implementation and what steps to make. In addition to the specific barriers mentioned in Table 1, below are listed the generic concerns that need understanding to allow for easier implementation of Industry 4.0 in composite-manufacturing firms:
- Cost, time, effort, and training to implement I4.0 technologies;
- Value proposition and techno-economic viability which are not fully understood;
- Legacy systems and old methods;
- Leadership and vision;
- Potential for business disruption;
- Scalable computational power, storage, and security;
- Value addition and cost-effectivity of replacing human intervention with automation of some tasks;
- People development and new skills’ acquisition;
- Change in cultural norms and skills is needed to effectively absorb and deploy technology.
5.1. Implementation of Industry 4.0 in the Manufacturing Sector
To inform the Industry 4.0 implementation in composites, firstly, an implementation in the generic manufacturing sector is considered.
5.1.1. Industry 4.0 System Architectures
It is considered that the arrival of the Internet of Things (IoT), cloud services, big data, and analytics made the creation of the cyber–physical system (CPS) concept of Industry 4.0 possible [128,129]. The concept of CPS supports the realisation of smart cities, smart grids, healthcare, industrial manufacturing, transportation, retail, public safety, and networking. Depending on the application, CPS architecture connectivity and the integration of value chain stakeholders also vary, requiring different engineering methods and tools [130].
Industry 4.0 in the manufacturing context considers the integration of the entire product lifecycle within a factory as well as the supply chain activities [131,132]. The aim of gathering useful data in real time that feeds back to the manufacturing system relies on the adoption of digital technologies [133,134], which in turn change the way people work [135]. The traditional implementation architecture of the manufacturing automation systems follows the layered architecture of the ISA-95 standard [130,136,137,138] represented by the automation pyramid in Figure 10. This architecture separates physical manufacturing systems from communication channels [139], and the field layer relies on real-time Fieldbus communication for behaviour and determinism, whilst the higher-up layers are based on ethernet office networks [140].
However, when the existing automation architectures, engineering practices, and standards are used to deliver the modern concept of a cyber–physical production system (CPPS), results are lacking seamless integration, interoperability, and reconfigurability of manufacturing systems [130]. This means that the traditional hierarchical or top-down systems are very rigid and slow to react. Any mistake requires complete replanning, whereas decentralized systems enable self-planning, flexibility, and the ability to quickly re-organize themselves.
Analysis of CPPS integration in light of the software tools shows the important information channels being the flow of information from the production (PLC, SCADA) to the business side (ERP) enabling vertical integration; a flow of information along the value chain from customers (customer relationship management—CRM) to suppliers (supplier relationship management—SRM) enabling horizontal integration; and flow of information connecting design and service via product lifecycle management (PLM) systems that manage the product lifecycle [141].
Central to integrating and utilising the mentioned data flows is the manufacturing execution system (MES). To enable an effective CPPS based on Industry 4.0 principles, it is necessary to establish seamless integration bringing an efficient flow of information to all business areas. The central importance of MES is in connecting the other systems. To achieve this goal, it is critical to implement the MES; however, to achieve Industry 4.0 goals, the MES technology will require further improvements from the traditional concepts, to initially enable computerization and connectivity, followed by visibility, transparency, and predictive capacity and adaptability [141].
Similarly, the CPPS concepts align with Industry 4.0; utilising facilities of big data analytics and enabling self-awareness of the CPPS demands higher interconnectivity and harmonization of communication [139]. To cater for higher interconnectivity and harmonisation of communication, a proposal aimed at resolving the mentioned integration challenge by introducing a distributed model of CPPS was made [138]. In this model, the production-level components of ISA-95 architecture are converted into smart entities. These entities need to be equipped with communication capabilities enabling them to easily interact with higher manufacturing levels that act as distributed services. This approach is depicted in Figure 11, where squares represent the smart entities, circles are the high-level functionalities, and the lines are the two-way interactions.
The work amongst research and industrial communities is ongoing in terms of standards for Industry 4.0 system architectures that enable adaptable and flexible CPPS integration [139]. The most prominent are the German I4.0 initiative, Reference Architecture Model Industrie 4.0 (RAMI 4.0) [142], and the American Industrial Internet Reference Architecture (IIRA) [143]. The two approaches are deemed complementary; however, RAMI 4.0 focuses on manufacturing, whilst IIRA is concerned with integration across domains [144].
Figure 12 graphically represents the RAMI 4.0 architecture as a three-dimensional space of manufacturing-systems’ integration.
The vertical axis is composed of the six layers representing the IT structure aiming to integrate all aspects of the enterprise digitalization
The business layer maps the business, legal framework, and linking between different businesses. It ensures, within the value stream, the integrity of the functions.
The functional layer enables formal descriptions of functions and acts as a decision-making layer, a platform for the horizontal integration of different functions. It supports the business procedures and generates the logic of the rules and decisions.
The information layer is the data collection layer that enables the integration of the different available data into useful information. It also preprocesses events for the next layer.
The communication layer addresses data transfer to the information layer in both directions by standardising data format and protocols.
The integration layer represents the transition from the real to the digital world and provides processed information for the digitization of the assets. Elements connect to information technologies (IT) such as sensors, radio frequency identification (RFID) readers, the integration of the human–machine interface (HMI), and computer-aided controls of the technical processes.
The asset layer represents the real world and physical components of a factory and human and passive connections of the assets. This could include PLCs, robots, documents, and archives, but also software and ideas.
The right horizontal axis shows the factory hierarchy levels based on IEC62264/IEC61512 standards representing the different entities grouped by functional properties from the product to the connected world level. The connected world stage of the Industry 4.0 development enterprise assumes an environment using the Internet of Things (IoT) and Internet of Services (IoS) to connect enterprises, customers, and suppliers.
The left horizontal axis based on the IEC 62890 standard facilitates the product lifecycle by addressing the integration and digitalisation of different stakeholders in the value stream. RAMI 4.0 emphasises the difference between instance and type. When the design and prototyping are completed, the type becomes instance, ready for production.
The components of the Industry-4.0-enabled CPPS that support RAMI 4.0 architecture include [130,141]:
Controllers. PLCs are mostly used in manufacturing automation. They require three essential components: programs for automation, communication links, and a virtual representation for the administration. In addition, other features, such as reconfigurable elements, large data storage, services, networking, interoperability, and open programming standards, should be included.
Human–machine interfaces (HMI): The HMI is the interface for monitoring and controlling a CPPS. Furthermore, it should support various functionalities, such as automatic adaptation throughout the lifecycle, IoT protocols, smart device integration, and 3D visualization.
IoT connectivity: Integration between operational infrastructures, such as PLC with IT infrastructure and higher enterprise network levels to establish communications for smart devices at the operational technology (OT) level, enable the Internet of Service (IoS) to provide services such as service-oriented architecture (SoA); OT and IT assets compatible with IoT protocols; and standards and reference models.
Cyber security: the concept of CPPS involves connectivity with cloud and big data services, as well as the generation, processing, and exchanging of a large amount of security-critical and privacy-sensitive data, making them attractive targets and vulnerable to both cyber and physical attacks. The main cyber security characteristics to govern the CPPS are availability, integrity, and confidentiality of assets and data; authentication and authorisation (access control) of access levels for assets and data; nonrepudiation that protects against an individual’s false denial of having performed a particular action; and the auditability of data and security events generated from the assets.
Digital twins: CPPS defines the behaviour and interaction between cyber and physical worlds, and digital twins formed with modelling and simulation tools mimic the operation of manufacturing systems to support interaction between the physical and cyber worlds. These simulations could model discrete events, manufacturing processes, a transformation of material, or the formation of workpieces in manufacturing. The utilisation of digital-twin technologies enables process planning, cycle time studies, resource allocations, and generating a bill of processes and operations in an accurate and visualised 3D environment. The effective implementation of digital twins enables scenario planning so that the design can account for otherwise-unforeseen risks.
The research emerges in the field of system architectures that embody the previously mentioned Industry 4.0 principles and enable the formation of the CPPS. For example, Trunzer et al. [139] reviewed available Industry 4.0 complaint architectures and proposed a generic architecture encompassing all available findings and requirements.
The proposed CPPS architecture aims to satisfy the requirements of flexibility, scalability, modularity, and standardized interfaces, common information model, data curation, historic data access, interenterprise data exchange, privacy, integrity and security, service detection and orchestration, and real-time communication. The key component is the data management and integration bus. This bus consists of real-time and non-real-time channels and allows for communication amongst connected systems. Importance is drawn to the usage of the real-time bus for time-critical data only, as this saves communication costs and ensures proper real-time communication. This way, the bus can carry out real-time as well as non-real-time communication.
The reviewed literature reveals a large number of academic activities in the domain of standardisation of CPPS integration models. Some emerging standards, such as RAMI 4.0, are becoming more accepted by the research community; however, there is an evident lack of published empirical studies coming from manufacturing practice to validate these initiatives. It is noted that the standardisation of Industry 4.0 architectures is of special interest for the future. The transition from the traditional automation integration described by the ISA 95 standard to the new RAMI 4.0 position requires investment and appropriate implementation methodologies; however, understanding the business case for this transition is the essence.
5.1.2. Industry 4.0 Implementation Approaches
The effective implementation of Industry 4.0 technologies is still a subject of research, owing to the complex technology architecture of the manufacturing systems [133] and resulting in a lack of standardised approaches for the industry to follow [104,132,133,146]. This is further exacerbated by the general lack of relevant knowledge, inability to realistically quantify the return on investment, and lack of a skilled workforce [104]. Although of practical importance to the practitioners, mostly academic investigations into Industry 4.0 implementation approaches were found. Available implementation proposals include those based on the lean six sigma principles, for the generic manufacturing industry [104] or integrated business process management (IBPM) [147]. The key implementation issues are indicated as (1) the inability to correctly identify the targeted performance objectives and (2) a lack of leadership capacities [147].
An examination of the procedures followed by four companies in introducing digital elements in their operations found that each company followed different implementation patterns; the Industry 4.0 technology is not the goal, but the instrument, and a particular business process excellence is the driver to introduce new technologies in the operations [148]. Academic investigations into Industry 4.0 show that this topic is novel; however, it only extensively focuses on large enterprises [149,150,151]. The literature points out that SMEs are only marginally investigated in this context and that the SMEs frequently have lower digitization levels than their large counterparts which are likely to affect the implementation of a CPS, further proposing that the implementation path starts with the adoption of ERP systems, seen as the necessary first step and the technological precursors to establishing a CPS [149,152].
A proposal to utilise systems thinking in managing challenges caused by the increased product complexity and connection to the IoT and IoS when implementing cyber–physical systems (CPS) and cyber–physical production systems (CPPS) was made [153]. This research proposes six checkpoints (business case, specification, architecture, implementation, integration, and transition) for structuring deliverables along the V-model, where each checkpoint is supported by control questions. As stated in this paper, the V-model was first introduced as a software development method [154], and later used for the development of mechatronic systems by the VDI 2206:2004 [155]. The basic principle of the V-model is the decomposition of a system, the discipline-specific development of a subsystem, and the integration with verification of system elements at the same system level as they were specified [156].
The paper [153] states that the six checkpoints were introduced to structure logical tasks in developing complex systems as well as the integration of requirement management and aspects of systems engineering. These questions ensure sufficient system maturity before advancing to the next logical group of tasks. This approach provides methodical support for system designers of CPPS and enables the project manager to check the maturity of the whole, integrated development. Through this methodical support, the emerging requirements for the integrated development of CPPS can be fulfilled.
The assumed CPPS combines both the physical and digital realities connected via the IoT and the IoS, where the physical reality can be manipulated by actuators to provide additional value-add [153].
To aid the system development, a model-driven engineering toolchain for the development of CPPS was proposed [157], and an attempt was made to develop and implement a pilot integrated system for intelligent automated decision making in the context of Industry 4.0 using model-based systems engineering (MBSE) and associated SysML notation [158].
The SysML models, through a variety of offered diagram types, provide consistency in developing solution architectures by enabling safety and quality in the designed models, as well as traceability, e.g., when technology gets updated or removed.
This methodology also enables decision making and identifying the most responsible equipment for loss of productivity and increases the traceability of the processes.
The reviewed literature exposes that to have a successful Industry 4.0 implementation, the target performance objectives or target business process excellence goals need to be identified to act as the drivers for introducing Industry 4.0 technology as an instrument to achieve desired targets. These targets could be based on process excellence methodology such as lean or six sigma principles; however, they need to be appropriate for the type of the business and the sector within which it operates. Systems engineering with the associated SysML programming language provides an attractive alternative for approaching the challenge of architecting such a system.
5.1.3. Industry 4.0 Maturity
Digitalisation in SMEs is challenging due to a lack of resources and knowledge to select appropriate technologies [159]. The literature presented in Section 2.4 concurs with the research finding that firms’ competitiveness is a result of their ability to innovate and the speed at which it brings new products to the market [159]. Appropriate implementation of Industry 4.0 promotes this desirable agility; however, it comes at a risk of inappropriate investment. To reduce the risks of inappropriate investment, companies need to understand their maturity in terms of Industry 4.0 to decide on the most appropriate implementation strategy [159,160]. As seen in Section 2.4, this is particularly critical in the case of composite-manufacturing firms, most of which are SMEs. For these companies, the challenges of technology and market uncertainty add pressure and force them to focus on more tactical targets even more, because the time spans in which technology and market uncertainties are resolved are often too long [30].
As no studies were identified of Industry 4.0 maturity, neither within composite manufacturing nor fully covering the SMEs, the general Industry 4.0 literature was examined. To understand the maturity of Industry 4.0 adoption within manufacturing businesses, a survey of companies led to the proposal of the dimensions that characterise Industry 4.0: smart supply chain, smart working, smart manufacturing, smart products, and base technologies consisting of IoT, the cloud, big data, and analytics [161]. Amongst the findings is a proposal for the staged approach to implementing Industry 4.0 principles, starting with the adoption of the front-end technologies with a focus on smart manufacturing [161].
A maturity model proposed by VDMA also used the following six dimensions to identify the maturity level of organisations: strategy and organisation, smart factories, smart operations, smart products, data-driven services, and employees [162].
These dimensions have six levels measured from 0 to 5, where each number corresponds to the readiness level: 0—outsider, 1—beginner, 2—intermediate level, 3—experienced level, 4—expert, and 5—top performer. The Industry 4.0 readiness assessment by VDMA [162,163] was identified as a well-grounded tool recommended by some researchers to be used to perform Industry 4.0 readiness assessments [164,165,166]. According to the literature, this maturity model has been used in practice and does not require significant time and resources and needs a medium Industry 4.0 skill level [159].
Another maturity model proposed by Acatech [160] also uses six levels to measure identified dimensions of resources, information systems, culture, and organisational structure. The model is robust and offers guidance related to the company objectives; however, it requires a significant investment of time and resources.
An assessment of existing maturity models in the context of Industry 4.0 examined many potential tools and methodologies [167]. They concluded that none of the examined approaches are fully suitable for manufacturing firms and that the most obvious deficiency of the examined models is that they do not support manufacturing enterprise architecture holistically. Similarly, [159] analysed existing maturity models’ suitability for SMEs. They concluded that the currently available maturity models would be challenging for SMEs. To make a maturity model SME-appropriate, it would need to satisfy the conditions of simplicity, requiring little knowledge to fill out a questionnaire, suitability of the model for SME organization, and providing guidance for the follow-up steps.
In addition to the mentioned dimensions of Industry 4.0, the literature survey identified the interest in investigating the maturity of risk assessment [168] and the ability to quantify benefits [169].
The reviewed literature exposed proposals in terms of sequences of Industry 4.0 implementation. For this to be successfully followed, companies need to understand their maturity level before venturing into Industry 4.0 implementation. Understanding the current status and guidance towards the improved state needs to be driven by the company strategy; however, the examined maturity models need further modifications to be usefully used and accepted by the SME community. Furthermore, as no research on this topic was identified regarding the composites, any of the identified maturity models would need to be verified in practice.
5.2. Conceptual Industry 4.0 Implementation Framework for Composite Manufacturing
In reality, as seen in Section 2.3, conventional composite-engineering practice has largely been influenced by the traditional industries following the division of labour principle, meaning the disconnection of design, engineering, and production from physical craftsmanship skills. For a successful product to be delivered, as stated in Section 2.3, composites require a well-integrated design for manufacture (DFM), or more generally, design for excellence (DFX), methodology along with the entire enterprise through the whole of the product lifecycle, relying on the integration of functions and concurrent or systems-engineering approach. The successful implementation of DFM in organisations enables activities to be executed collaboratively and concurrently among divisions and departments, not only integrating technical or technological processes of composites but also those of the entire enterprise. This integration, as stated in Section 2.4, helps with the challenges of value creation and supply chain management. As findings from Section 2.3 suggest, companies utilise systems thinking and systems engineering in realising successful and highly integrated DFM methodology including both its technological and social elements. Additionally, from Section 2.2, it can be concluded that systems thinking is the essence of the business model considerations of composite-manufacturing firms.
The review of business models of composite firms in Section 2.4 reveals the importance of the science-based innovation business model and points to its susceptibility to technology and market uncertainties. This means that for many companies operating in this field, R&D and knowledge development are seen as being costly and a distraction from commercial activities. Section 2.4 further explains that the composites market is characterised by a large number of mainly small and microenterprises and that the cross-sector nature of some companies allowed them to navigate through the uncertainties of technology and the market. The research findings further state that the model combining resource-based theory and ecosystem analysis provides a good basis for exploring composite-manufacturing businesses. This model promotes the systems-thinking concept and sees a firm as a dynamic open system that draws resources from the environment, is subject to dynamic interactions that at the same time stimulate growth, restricts the firm’s ability to expand capacities, and facilitates growth.
From the reviewed literature, it is argued that the systems-thinking and systems-engineering approaches are required in realising Industry 4.0 implementation and that the goal is successfully delivering the desired DFM and DFX methodologies in composite-manufacturing firms.
The systems-engineering approach, however, needs further validation or potential adjustments in the case of composites as the current research caters sufficiently neither for SMEs nor for composite manufacturing. The gap in professional practice, elicited in Section 4.2.2, resonates with the previous statement. Although this section delivers a review of the proposed implementation models, none directly address composite manufacture and they need further justification in engineering and manufacturing practice.
Findings of the literature search suggest an absence of reported implementation methodologies and patterns related to composite manufacturing, and the suggestion is made that composite companies are struggling to understand implementation or simply how to make the first step [170].
To enable further research and allow for aiding the introduction of Industry 4.0 in composite-manufacturing firms, a conceptual implementation framework based on the systems-engineering V model is proposed in Figure 13.
To more precisely define the research interest of investigating the V-model in implementing Industry 4.0, the diagram presented in Figure 14 is utilised. It represents the wider ecosystem of composite companies’ business space; however, this research will focus on a company itself delivering the value by adopting Industry 4.0.
The implementation framework presented in Figure 13 is a proposed process and methodology to guide the implementation of Industry 4.0 and is based upon systems-engineering principles.
The following are the aims of this proposed implementation framework:
- Enable senior sponsorship for this activity;
- Help to define the goals and objectives of Industry 4.0;
- Allow for defining solution architecture able to achieve goals and objectives;
- Provide a tool to evaluate and verify value proposition (ROI and payback);
- Provide a platform to develop, verify, and validate the implementation;
- Bring people on the journey of Industry 4.0;
- Aid implementation efforts.
It is considered that the Industry 4.0 transformation is a major change for any organisation, and risks of inappropriate implementation or implementation failures need to be managed carefully [104]. As highlighted in the literature review, uncertainties of implementing Industry 4.0 in organisations range from the lack of a proper definition to how it should be implemented, and whether organizations are ready for such a change [171,172]. Industry 4.0 in manufacturing enables establishing the cyber–physical system (CPS) concept and integration of the entire product lifecycle within a factory as well as the supply chain. All of those technological advances are posing more demanding requirements on the infrastructure, management, workers, and technologies; hence, there is a risk of additional things going wrong [78,147,173]. With new Industry 4.0 technologies in place, it is to be expected that people can worry about losing their jobs or not wanting to change their ways of working [147].
This proposed implementation framework aims to enable composite-manufacturing companies to successfully achieve the move towards Industry 4.0 in a structured way by carefully managing change while considering associated risk, skill gaps, and shortages, whilst gaining workforce buy-in at different levels of an organisation. The target is to achieve DFM and DFX across the organisation [153]. Change management embodies plans and activities aimed at preparing, supporting, and helping individuals, teams, and organizations in making organizational changes [174] and ensuring a risk management strategy to avoid losses [104]. As a result, the proposed implementation process that follows the V-model of systems engineering includes every part of the organization in a structured way to ensure that there is ample support available during the change process.
5.2.1. Phase 1—Business Requirements
The first step in the proposed model refers to the “Business requirements” phase, which should aim to provide the needs and expectations of the business. Business requirements should answer the question, “What does the business want to do?” whilst remaining solution-independent. Business requirements consider the business needs without attempting to provide a technical solution. This first phase of the Industry 4.0 implementation process is the start of the change.
As such, the business leadership team with individuals at the highest level of the business should provide vision, support, and executive sponsorship of the Industry 4.0 initiative. This leadership team should be providing the vision of where the business should go, act as a steering committee during the project execution, and be the final customer of this transformation once the implementation transitions into the final phase 9. The individuals involved at this level should be C-level executives. (CEO, CTO, COO, CFO, etc.). It is not anticipated that the business executives would directly lead this implementation project, but to provide vision and support for this initiative. However, they must be informed and consulted regarding the execution of this implementation, as it will be a process of continual discovery and learning, and feedback will allow for appropriate decision making.
For a successful implementation planning and, later, for the roll-out to take place, it is important to agree on the vision with all stakeholders at this level. This vision should consider overall business requirements and expectations from the implementation of Industry 4.0 technologies, whilst describing what the business needs to achieve, but without prescribing how. How the requirements are achieved comes later in the process and needs to be thoroughly investigated and substantiated by the business case. Typical tools used in this phase are a SWOT (strength–weakness–opportunity–threat) analysis and PESTEL/PESTLE [175,176] analysis that can help in identifying the internal strengths and weaknesses of the organization, as well as its external opportunities and threats [177].
Typically, the vision topics that should feature at this level would involve considering where the problem is and the effect of Industry 4.0 on the business and its model [170]. This could be achieved by considering subjects of value creation (productivity increase, better supply chain management and lowering the stocks, mitigation of job shortages, etc.); value offer (products vs. services offerings, larger product spectrum, versatile and flexible products, condition monitoring, remote maintenance, and data analytics services); and value capture (gaining access to additional customer groups, the way the business interacts with customers, payment methods, digital accounting and automated invoices, as well as the pay-per-use or pay-per-feature possibilities) [149]. Once produced, the vision and business requirements serve as a tool to communicate to operational and technology teams in the next phase of implementation what the solution needs to do to satisfy the business’ vision. The business targets should cater for short-term, medium-term, and long-term Industry 4.0 goals, as well as inform the creation of the use cases that are used in the final phase to validate the technology transfer to BAU.
As Industry 4.0 is a relatively new business transformation trend, many business leaders might not be fully aware of its benefits and importance. This could result in a risk of resistance to change [178] and, consequently, not a complete buy-in and lack of support from the senior executives. This could be mitigated by either the provision of relevant training on the benefits of Industry 4.0 or by directly involving external Industry 4.0 experts [147]. Furthermore, there are risks in finding relevant and credible external experts and training on the business impact of Industry 4.0 on composite firms, as the implementation of Industry 4.0 is a relatively new topic. Additionally, the issue of budgets and access to all required personnel and resources, and scheduling meetings or workshops, could prove challenging.
Another risk at this phase is to attempt to make exceedingly early solution decisions, without a thorough investigation and business case substantiation. As the implementation process provides continual feedback on the new facts and learnings, any modification of an existing or introduction of new initiatives will warrant the creation of the new business requirement.
5.2.2. Phase 2—Operational Requirements
Operational requirements describe the characteristics and targets that need to be met by the business operations. Industry 4.0 systems are expected to enable delivering on these requirements, but the focus at this stage is on eliciting requirements and mapping the current operations.
At this stage, the Industry 4.0 implementation project leadership team should be assembled from senior business unit leaders/managers, to provide the overview and logic of business processes, as well as to direct and lead this transformation project. Functional heads of operations, engineering, R&D, quality, IT, HR, sales and marketing, finance, purchasing and supply chain management, and legal and governance functions should be included, all sponsored by the senior executives from phase 1. To truly embrace this change, the support from this level of business needs to be active and visible, and these individuals should become ‘digital champions’ for the employees to adopt this initiative [179].
The project team should attempt to translate the business requirements from phase 1 into the operating requirements (or critical to the process and quality attributes) [78]. For each operational requirement or identified critical process and quality attribute desired by the business, such as cost, rate, quality, level of system security, reliability, maintainability and upgradeability, appropriate metrics and measurement systems need to be defined. The operational requirements form the operational-level use case, which is used as a basis for the validation of concepts of operation in phase 8. Once the operating requirements are understood, the team will need to evaluate the organization’s current position, as well as the business’ current level of Industry 4.0 maturity. This includes the assessment of the existing systems, technology, workforce skillset, and culture, identifying the limitations of the existing resources and anticipation of the developmental needs. Organisations can benefit from the existing Industry 4.0 readiness assessment tools [160,162,163,164,165,166,167] designed to assess a set of identified dimensions including technological, strategic, and employee readiness factors. These tools are designed to help organisations in formalising roadmaps and documenting steps that will take them from the current to the desired position. With these tools, it is possible to benchmark the current level of Industry 4.0 readiness and obtain guidance on the following steps in achieving the required level of maturity. This activity should also help to identify additional functional and nonfunctional operational requirements [180,181] as well as all the stakeholders in this process, such as employees, management, shareholders, suppliers, and customers, and understand their readiness and ability to influence the execution.
Following the evaluation of the organization’s current position and the level of Industry 4.0 maturity, it is crucial to identify all the key business processes that would contribute to achieving previously identified business and operational requirements and use them as a baseline for the Industry 4.0 initiative. These processes should be taken in turn and mapped out in their current form using process flow charts and value stream maps. In either case, it is important to map the “as is” state of identified processes accurately, describing connections, sequence flows, and decision points. This is a necessary step that enables capturing the shortcomings and planning for the appropriate actions to be taken. The value-stream-mapping technique could be used as a useful tool that displays the steps in a specific business process and shows the flow of both materials and information as they progress through the process to the end-user [182]. The purpose is to form an ‘as-is’ process model that provides common understanding and communication among the stakeholders.
This will help the project leadership team to assess the process flow and its shortcomings, and define a change management strategy that will help the transition of an organisation from the traditional to the digital needs to be defined [183] A variety of software tools such as LucidChart, Microsoft Visio, and Creately are available to aid the process [184].
The types of documents expected to be produced at this stage are organizational charts (a diagram showing the organizational structure and the relationships, as well as roles and reporting hierarchy of the people, involved [185]), stakeholder maps (layout showing the responsibilities of the people involved, their connection to each other, and who can influence the project [186]), context diagram (a tool for confirming the overall scope of the business function and the system integration requirements for process analysis [187]), and business use case diagrams (diagrams that can establish the context to confirm the functional scope of each business process within an organization [188]).
The risk of operational requirements (or critical to the process and quality attributes) not being aligned with previously defined business-level requirements should be mitigated in direct communication with the exec level steering team from phase 1. Continuous feedback is required here between phases 1 and 2 to allow the convergence and verification of operational targets with the business requirements. Another risk at this stage would be to start mapping the improved state of the identified critical processes, as opposed to their ‘as-is’ state. To mitigate this risk, the frequent and critical evaluation of examined and mapped processes in their “as-is” state against a real operational environment is needed.
The risk of Industry 4.0 adoption in the follow-up stages of implementation can be mitigated in this phase of implementation by the assessment of the company’s cultural landscape [147]. This information helps to understand how change has been managed historically. The understanding of the organization’s willingness, as well as the ability to adapt to the next wave of transformation [189], can serve as a baseline for designing essential change elements and can also help in establishing a contingency plan.
5.2.3. Phase 3—System Architecture and Business Case
The integrated system architecture provides a high-level description of the business operations system that delivers to the set of prescribed objectives—operational requirements. Many system architectures are able to achieve the stated requirements; however, the down-selected one will be backed up with the winning business case.
The project leadership defined in the previous phase, joined with the business system architect, is now assessing the “as-is” status of the business against collated operational requirements, aiming to move towards new concepts incorporating Industry 4.0 principles, capable of addressing the established critical to the process and quality attributes. As Industry 4.0 is characterized by the digitization and integration of systems supporting the functions, such as operations, engineering, R&D, quality, HR, sales and marketing, finance, purchasing and supply chain management, and legal and governance, the IT function will need to enable this connectivity, which can put the IT function under extreme stress and pressure [104]. The IT function must be actively engaged in this process from the beginning, and possibly involved as the project coordinator. This will help the IT to plan both for its development, and for developing a digital thread throughout the entire value chain, whilst maintaining the cybersecurity of the operating environment [190].
Following the assessment of the gaps and shortcoming of the “as-is” status, against operational requirements, the business system architect—representing the IT function, in conjunction with the process experts, the R&D team, and the project leadership team—produces a variety of possible system architectures, using techniques such as brainstorming, failure mode and effects analysis (FMEA), or a cause-and-effect diagram [104]. To develop these system architectures, an understanding of available Industry 4.0 technologies is needed, and companies might need to resort to external experts to support this phase [147]. The derived system architectures would contain high-level plans and workflows covering a wide spectrum of business aspects such as automated manufacturing approaches, inspection, quality control, certification, customer-to-supplier value chains, legal domain, health and safety aspects, as well as cybersecurity.
Generated concepts and scenarios should be categorised as short-, medium-, and long-term implementation ideas, based on complexity, level of organisational maturity and ability to adopt them, cost, and timeframe for implementation. The short-to-medium-term Industry 4.0 concepts should be further evaluated, and a detailed cost–benefit analysis of different architectures should be performed.
Investment appraisal methodologies such as discounted cash flow (DCF) [191] represented by payback (PB) analysis, net present value (NPV), and internal rate of return (IRR) should be used [192]. There are also methodologies aiming to establishing the return on investment (ROI) of software based on phased investment [193] that might prove useful.
It should be noted that SMEs can be particularly cash-flow-sensitive and the cash impact of capital investments such as Industry 4.0 implementation is one of the critical information pieces in the decision making of what might be possible to achieve and acquire or how to finance it. As such, cash flow analysis is important as the monetary investment of these technologies needs to be balanced with income, and, therefore, planned and staged appropriately [194].
At this stage, a variety of simulation tools can be used to analyse proposed options and produce animated and interactive models to replicate the operation of an existing or proposed production facility. Software packages such as WITNESS, AnyLogic, FlexSim, Simio, and Simul8 Professional can be used to assess the impact of investment, plan and optimise production and scheduling, help with facility design and manufacturing-capability planning, aid bottleneck analysis and resource allocation, and be used for deriving the business case of Industry 4.0 [147]. All of the proposed architectures need to be analysed. Based on the ability of proposed systems to meet the desired requirements, a best-fit architecture should be identified using a tool such as the Pugh matrix, a simple method for concept selection [195]. This helps in qualitatively identifying the winning high-level system architecture composed of relevant subsystems and their interactions.
The final results of this phase are the business case and the new system architecture. The appointed project manager then uses this information to develop a preliminary implementation project plan, that is refined in the detailed subsystem design in phase 4. Additionally, a roadmap of future developments is produced as not all proposals will fit the short- or medium-term period. This approach also helps companies to manage the change through a series of smaller changes guided by a developed roadmap to generate immediate benefits and absorb costs easier.
Implementation of Industry 4.0 can fail for many reasons, and the risks at this phase are trying to do too much without a proper focus or goal, emphasizing simply introducing new technologies without assessing their role within the business, compartmentalizing digital initiatives from the rest of the business, or a large-scale implementation of digitalisation without a realistic view of return on investment [147].
One of the main risks at this phase is realistic value estimation of Industry 4.0 implementation [169], as businesses are largely unaware of Industry 4.0 benefits. This could increase a barrier to Industry 4.0 adoption. The task of anticipating benefits resulting from employing Industry 4.0 enabling technologies, converting these benefits into monetary value, and anticipating associated costs could prove challenging and time-consuming, needing significantly different resources time and budgets, depending on the desired level of insight. Typically, envisioning benefits is the most difficult aspect of such estimations, as new uses for the same technology are found later [194]. This risk can be mitigated with either the provision of relevant training on the benefits of Industry 4.0 or by directly involving external Industry 4.0 experts [147].
In this phase of implementation, the project team and in particular IT function must be empowered or enabled appropriately to start planning management of the forthcoming change, as otherwise, this can pose a significant implementation risk. For example, new architectures and improved processes might change the interactions between business processes. This is a significant risk for the implementation and adoption of Industry 4.0 technologies so the roll-out plan and training need to be anticipated and planned appropriately.
All of the potentially introduced changes will need to be assessed for legal implications. In the future, it is anticipated that blockchain technology and smart contracts will be used within the legal or commercial framework [196].
More globally, businesses of an appropriate maturity can start to consider how to derive value from the customer demand to supply chain interactions due to the introduction of Industry 4.0 technologies [161]. However, this integration of value chains, and the creation of a digital supply network by connecting the digital twins of partners’ operations heavily rely on IT alignment across value chains [197]
5.2.4. Phase 4–Subsystems Definition and Sub-Systems Design
The winning system architecture determined in phase 3 consists of a high-level definition of sub-systems, their interactions, communication and data exchange plans. A subsystem (e.g., automated manufacturing production line) is a single, predefined operating environment through which the system coordinates the workflow and the use of resources [198]. In this phase, the project team is expanded to encompass the process specialist or subject matter experts from all considered areas of business, as well as the intended system users at all levels. This subsystem definition starts by reviewing the high-level system design and selected subsystems, which were determined in the previous phase by using the Pugh matrix technique.
In this phase, each sub-system is designed in detail using methodology such as “Model-based systems engineering” (MBSE) which is a formalised methodology used to support the requirements, design, analysis, verification, and validation associated with the development of complex systems [195]. In contrast to document-centric engineering, MBSE puts models at the centre of system design. By creating and using MBSE models, complex systems design activities are possible to coordinate, stakeholder requirements to manage and achieve optimal use of time and resources [199]. At this phase, the detailed responsibilities of the subsystem are defined and refined, while refining subsystem dependencies and interfaces as needed.
The project team, technically led by the business system architect needs to consider and design each subsystem in the context of Industry 4.0 technologies separately first, and then in combination with others, to develop a holistic understanding of the benefits. It is expected that some of these activities will feedback to phase 3 to further inform cost–benefit analysis and enable make or buy decisions [157].
During the development process, the developed subsystem models would be subjected to numerical and statistical analysis to optimize their performance, such as Pareto frontiers multiobjective optimization [195], the design of experiments [200,201], or the response surface methodology [202]. To be successful, this development must identify and adopt appropriate target performance objectives. This could be in the form of process excellence methodology, such as lean management [148], or in the case of composites achieving DFM or, more globally, DFX [153]. With this aim in mind, the developed systems will allow for the feedback from the manufacturing development into the design; development of a database of knowledge; establishment of the complex interactions of process and quality parameters; as well as integration with the nontechnical functions to be mapped into the design and final product. This should be a multifunctional development, and mechatronics, software, automation, and process specialists will need to work together in determining the different elements of each subsystem.
The final aim is to develop a detailed architectural model of the whole system made by connecting the predefined number of cyber–physical sub-systems, where each subsystem is discretely modelled and has its transformation function [157]. Based on the determined detailed design, a use case for each subsystem is to be defined and used as a basis for validation later at the “Subsystems test” in phase 6. Using the detailed design of the subsystems and overall system architecture, the appointed project manager updates the preliminary implementation project plan produced in phase 3.
The key to the success of the follow-up component design phase is to identify responsibilities, interfaces, and dependencies for each subsystem, and to state detailed requirements and interfaces for each subsystem, as well as a detailed communication plan and data exchange plan. The aim of this is to use subsystem models to guide the development and acquisition of the components (e.g., electrical, mechatronics, software, or automation components) that will make up the subsystems as well as be used as use cases in the phase 6 “Subsystems test” for validation. For example, the subsystem representing a cyber–physical system of a composite-manufacturing production line compatible with Industry 4.0 principles will identify the components needing to be acquired, and the developed models enable the cost, takt time, process, and quality function to be determined. This can be used to then validate the system at implementation in phase 6.
The major risk at this stage is developing solutions that do not follow standards for technologies such as IIoT and cyber security [62,110]. This requires specialists in each functional area to be fully involved and informed of appropriate standards. If the skill does not exist within the company, external experts need to be considered. Companies should consider partnering up with universities, research institutions, national laboratories, and other publicly funded bodies, which can play pivotal roles in helping private manufacturers implement Industry 4.0 technologies. This can help reduce cost and implementation barriers for many composite manufacturers [105,170].
Another risk at this stage is to create detailed system and subsystem solutions without considering all users and stakeholders in the company. It is essential to involve all the potential system users in the creation of the use cases at this stage, to ensure buy-in and usefulness of the systems and user interfaces. As the barriers to implementation are associated with resistance to change [126], various stakeholders will need to have the opportunity to be involved and express opinions.
5.2.5. Phase 5—Component Acquisition
At this stage, the components of each subsystem are acquired either by being built internally or purchased [158]. This phase involves many functional teams, as the components intended to meet the system and subsystem requirements defined in previous phases need to be acquired via the most suitable route. As a result, the project team is expanded further and will include specialists from the business areas for which the subsystems are considered, and could also include software developers, mechatronics, automation, and process specialists.
Component acquisition is a transition phase from requirements’ development into implementation [153]. For the case of manufacturing CPPS, the typical components would cover sensors, actuators, automation, robotics, SCADA, MES, ERP, software, and interfaces to the IoT and IoS [141]. It is critical that the project team by this phase has established the critical parameters to be measured, and critical process attributes to be controlled [104] so that, for example, the appropriate sensors and actuators can be acquired. Additionally, depending on the ambition and level of business Industry 4.0 maturity, various knowledge databases could be established with the ability to use data analytics as descriptive, diagnostic, predictive, or prescriptive capability [158,161]. All of these components depend on the requirements of system and subsystem architectures, and need to be carefully chosen at this stage and finally acquired, either through purchasing or internal development.
Industry 4.0 consists of a wide range of technologies, and it is expected that most of the components will be procured, with only a small number of internal developments [127,161]. This process would start with the identification and selection of reliable suppliers/vendors [125].
The identified suppliers should be evaluated for compliance with the chosen Industry 4.0 standard, such as ISA-95 or RAMI 4.0, on criteria such as corporate vision, technology and system architecture, product functionality, product industry targets, service and support, and supplier longevity [125]. After selecting appropriate vendors, the list of criteria for each component from previous phases should be compiled and used to benchmark various products, leading to the selection of the most appropriate ones.
For inhouse developments at this phase, the typical tools used would be software packages for CAD design, process flow, product analysis, software development, etc. [104].
The successful delivery of this phase includes managing risks of planning being approved by the business and released by the project team to initiate all procurement [153]. Another risk is to try to undertake everything inside a company, as the range of skills and resources needed to develop the full breadth of Industry 4.0 capabilities would exceed that of the given company [170]. Instead, the companies should aim to become intelligent specifiers, utilising the learnings from this design phase. Then, depending on the availability of skills and resources, the components are typically acquired through the supply chain.
5.2.6. Phase 6—Subsystem Tests
At this stage, each subsystem is firstly built or assembled from the components acquired in phase 5, and then tested against the relevant subsystem use case, and developed in phase 4 to validate the subsystem design. The simulations of the subsystem models developed in phase 4 are extensively used to provide the comparison with the results of the subsystems’ pilot runs and understand real vs. ideal behaviour.
Pilot runs are typically performed to assess and manage the risk of failure, understand the subsystem’s true performance in a controlled environment, confirm or disprove expected results and relationships, test and validate the benefit of the proposed solutions before full-scale implementation, validate the measurement systems, identify additional improvements in either the solution or implementation launch itself, improve future projections of the benefits of full-scale implementation, increase stakeholder buy-in, and quickly deliver a version of the solution to a targeted segment of the client population [104].
The subsystem pilot runs should be exposed to a test matrix covering a broad range of inputs and process conditions. After the pilot runs, the project team should analyse the differences between the predicted and the actual performance, and the appropriate tolerance of acceptability should be established so that the results can be communicated objectively [104,124]. For any large deviation in the expected result, the root cause analysis of the differences should be carried out, followed by the decision regarding if changes are required.
The next step after the pilot run should be the dissemination of results to the business and gathering feedback on the outcomes. Change management is a key part of a project’s success, and feedback provides insight into the opinions of those impacted by the project [122]. The results of the pilot run should be compared to the scope and goals of the project, and the project team will need to establish if the specified degree of automation can be achieved, or if the layouts, dimensions, designs, and details of sensors, actuators, software, and interfaces to the IoT and IoS been implemented. Additionally, the team should report on the important features of a CPPS such as cyber security, human–system collaboration, simulation models, whether the subsystems are installed following the rules, standards and legal requirements in terms of workstations and manufacturing processes, or if all the necessary employee qualifications for effective system adoption have been determined [153].
5.2.7. Phase 7—System Integration
Once all required subsystems have been successfully established, the system integration is conducted in this phase, followed by the system test run [153]. At this stage, the integration of the whole system is tested against the relevant use case planned in phase 3. It means that the complete system architecture needs to be functional, and the connectivity and communication protocols are tested to perform as expected. To achieve this, the project team should plan and conduct a system test run, as it can help in minimising system failure risks and provide understanding for more effective control of the system; additionally, the test run will be able either to confirm or refute process interdependencies designed in phase 3, identify additional improvements in either the system or its implementation, and improve understanding of the full-scale implementation benefits [203]. The project team needs to ensure that the new system test run does not significantly disrupt the normal business processes and that any system implementations are reversible to the previous state [147]. For a manufacturing company, this could mean setting up parallel production lines or using some equipment for the system integration testing and others for routine production.
Depending on the agreed implementation goals and associated processes identified in phase 2, many test runs could be conducted to ensure the seamless integration of all the subsystems. This testing is aimed at bringing confidence in a new system and ensuring integration of all the operational requirements through the realised and connected subsystems [153].
During the test run, data should be gathered and compared with the requirements from phase 3 to ensure that the project yielded the required results for the organization. This phase provides an opportunity to document the operating procedures and develop a transition implementation plan. A training plan can now be created by firstly capturing the new work methods from the system test runs to enable knowledge transfer and, secondly, by gathering the approaches for optimising and adjusting the newly established processes and system [104]. The risk of the system’s ability to achieve specified tolerances and test sequences should be assessed, and the project team should consider if the deviations from specifications and necessary changes have been communicated [153]. An impartial assessment of the system test run is needed [204] to elicit problems and learnings, which inform the plans for the following phase.
Due to the wide range of involved personnel at the system-level test run, the project team will have an opportunity and should identify attractions (incentives, drivers) as well as the obstacles (barriers, constraints) to the implementation, recognize associated risks, and devise contingency plans to alleviate resistance to change in this implementation [104].
5.2.8. Phase 8—Concept of Operations
Once the required and planned processes, technologies, and capabilities represented by the acquired subsystems have been integrated and tested to ensure a functioning system in phase 7, the concept of operations test run is performed. The aim at this stage is to enable a successful concept of operations, and the system performance is compared to the use case from phase 2 [153]. Problems and learnings elicited in the previous phase are used to firstly adjust the system and then to understand if all observed errors have been eliminated, leading to successfully meeting operational requirements.
The organisation should assess its achieved maturity level and compare it to the set-out goal, and the project team will use the previously defined operating requirements to assess the response of the system to the cost, rate, quality, level of system security, reliability, maintainability, and upgradeability [38,78,123]. Furthermore, the project team should evaluate if the introduced technologies and overall team have enabled DFX across the company and the ability of multidisciplinary teams from different functions to work together and in parallel from the start of a project to get things right as quickly as possible, and as early as possible [38].
Based on the learnings and improvements from this and previous system test runs, the project team needs to establish maintenance plans and schedules and a preventive quality management system [153].
As this is the last test instance before the transition into phase 9, it is particularly important to ensure that the overall system with its subsystems as well as the intended concept of operations is following the rules, standards, and legal requirements [153]. This phase is also characterised by the large-scale training of personnel to ensure that all technical and personnel start-up difficulties are overcome [153]. Alongside the technological implementation, the project team should evaluate the cost–benefit based on the real data, as well as the firm’s current position, to ensure that a transition to BAU is still a viable option for the organization. It could be the case that the organization is happy to continue running a scaled model parallel to their existing business processes and intends to integrate the ‘to-be’ process gradually, over a longer period than previously [147].
5.2.9. Phase 9—Technology Transfer to Business as Usual (BAU)
In the last phase, the cyber–physical production system (CPPS) is moved to the regular operation (BAU). The transfer to the BAU should be adjusted for any problems or learnings that occurred during the concept of operations run and for the difference in the scale of the rollout only for the features, subsystems, and systems that are proven to be beneficial [104].
At this stage, SWOT [177] and PESTEL/PESTLE [175,176] analysis can help in identifying how the new system affects the internal strengths and weaknesses of the organization, as well as its effect on external opportunities and threats. The project team hands over the system to the business, making sure that the business requirements and the leadership team vision, such as value proposition, have been met. All documentation needs to be compiled, including product development information, and the production system that is meeting the expectations is put into operation [153]. It is crucial that the project team, and more widely, the business, support the uninterrupted operation of the CPPS by agreeing on plans for control and maintenance, considering options such as virtual support for commissioning and successfully implementing continuous-improvement process measures.
Organisations should not be attempting to implement Industry 4.0 elements that the business is not ready for or that cannot yield benefits due to business Industry 4.0 readiness/maturity level. This is the moment for the business leadership team, together with the implementation project team, to revisit the medium-term and long-term business targets identified in phase 1 and not implemented in the current project, and the Industry 4.0 goals roadmap of future developments produced in phase 3. Upon considering future improvement opportunities, the business can decide to manage the change through a series of smaller changes guided by a developed roadmap to generate immediate benefits and absorb costs easier [194].
6. Conclusions
This paper focused on Industry 4.0 within the composite-manufacturing context. The aim was to provide a useful Industry 4.0 implementation methodology to help SMEs in this transition. SMEs represent a large number of composite companies to whom R&D and knowledge development are seen as being costly and a distraction from commercial activities. Establishing an effective DFM is identified as the goal to be achieved through applying the Industry 4.0 principles. The V model of systems engineering is proposed as the conceptual implementation framework for the process of defining, designing, and implementing Industry 4.0 in composite-manufacturing enterprises. This framework, on the highest level, is aimed towards helping the transition and management of this process.
There are nine identified technologies that, when joined up, go under the name of Industry 4.0. Understanding the maturity of each company concerning Industry 4.0 is an important step in establishing the starting point of this process. On the highest level, the goals and objectives of individual companies need to be established, and the reason why businesses should invest in technology must be justified. By understanding the starting point as well as the goals of this transition, the implementation roadmap can be developed and passed on to the operational level.
The next level to the challenge is where the technology should be applied. It could be business-wide, or it could be on a manufacturing-process level; however, a business case is needed to justify the selection. Wherever it is applied, experts in the area where it is applied are needed to determine the requirements of the technology. An in-depth understanding of composite-manufacturing processes which allows the determination of where and what Industry 4.0 technology can work and do is required.
How the technology is applied requires a different set of capabilities. These could include process specialists, software development, robotics, or data science. A manufacturing business may not have these capabilities, so the question arises of whether to build the capabilities in-house or outsource. A driver in this decision would be the need to move quickly to retain or capture a competitive advantage.
Based on the investigated literature and evidence from the technology survey, a conceptual framework is proposed. However, the framework needs further development and validation to become a useful tool in guiding businesses along the implementation path. For that reason, the following set of questions is identified as important to be investigated and to support the further development of the conceptual implementation framework in the managerial procedure:
- Identify challenges to the implementation of Industry 4.0 in composite manufacturing for SMEs.
- Develop strategies to manage challenges and deliver on opportunities of Industry 4.0 in composite manufacturing for SMEs.
- Develop an understanding of the relationship between different pillars of Industry 4.0 for composite-manufacturing SMEs.
- Develop a methodology for determining the techno-economic viability of implementing Industry 4.0 technology in composite-manufacturing companies.
- Verify the developed framework on a small-scale example.
- The follow-up research will be aimed at targeting the above-identified questions and further developing the proposed implementation model.
Author Contributions
Conceptualization, M.S.; methodology, M.S.; validation, J.B.; formal analysis, M.S.; investigation, J.B. and M.S.; writing—original draft preparation, M.S.; writing—review and editing, J.B.; resources, J.B.; data curation, J.B. and M.S.; visualization, J.B. and M.S.; project administration, J.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Irving, P.; Soutis, C. Polymer Composites in the Aerospace Industry, 2nd ed.; Woodhead Publishing: Cambridge, UK, 2020. [Google Scholar]
- Chatzimichali, A.; Potter, K. From composite material technologies to composite products: A cross-sectorial reflection on technology transitions and production capability. Transl. Mater. Res. 2015, 2, 026001. [Google Scholar] [CrossRef]
- Lucintel. UK Composites Industry Competitiveness and Opportunities; Lucintel & Innovate UK: London, UK, 2020. [Google Scholar]
- O’Dea, N. Global Outlook for the Composites Industry; Lucintel: Birmingham, UK, 2018. [Google Scholar]
- Sloan, J. Boeing Offers Insights on 787 Composites lessons, Composites World. 2014. Available online: https://www.compositesworld.com/blog/post/despite-787-boeing-not-sold-on-composites (accessed on 17 March 2020).
- Fabris, J.; Poursartip, A. Using Process Modelling as a Job-Aid to Reduce Composites Manufacturing Risk. In Proceedings of the SAMPE Seattle 2017, Seattle, WA, USA, 22–25 May 2017. [Google Scholar]
- Slayton, R.; Spinardi, G. Radical innovation in scaling up: Boeing’s Dreamliner and the challenge of so-cio-technical transitions. Technovation 2016, 47, 47–58. [Google Scholar] [CrossRef]
- Marsh, G. Airbus takes on Boeing with composite A350 XWB. Reinfirced Plast. 2007, 51, 26–27. [Google Scholar]
- Lu, K. The Future of Metals. Science 2010, 328, 319–320. [Google Scholar] [CrossRef] [PubMed]
- Soutis, C. Aerospace engineering requirements in building with composites. Polym. Compos. Aerosp. Ind. 2020, 1, 3–22. [Google Scholar]
- Black, S. Composites and Industry 4.0: Where Are We? 2017. Available online: https://www.compositesworld.com/articles/composites-and-industry-40-where-are-we (accessed on 29 March 2020).
- Maier, J. Made Smarter Review; Department for Business, Energy & Industrial Strategy: London, UK, 2017.
- Jones, R.M. Mechanics of Composite Materials, 2nd ed.; Taylor & Francis: Philadelphia, PA, USA, 1999. [Google Scholar]
- Esp, B. Practical Analysis of Aircraft Composites, 1st ed.; Grand Oak Publishing: Tulsa, OK, USA, 2017. [Google Scholar]
- Mathes, V. The composites industry: Plenty of opportunities in heterogeneous market. Reinf. Plast. 2018, 62, 44–51. [Google Scholar] [CrossRef]
- Paton, R. Forming Technologies For Thermoset Composites, Composites Forming Technologies, 1st ed.; Woodhead: Cambridge, UK, 2007. [Google Scholar]
- Bloom, L.D.; Elkington, M.; Chatzimichali, A.; Potter, K. On prepreg properties and manufacturability. In Proceedings of the 19th International Conference on ‘Composite Materials’, Montreal, QC, Canada, 24 July 2013; pp. 4397–4409. [Google Scholar]
- Elkington, D.; Bloom, M.; Ward, C.; Chatzimichali, A.; Potter, K. Understanding the Lamination Process; Business: Montreal, QC, Canada, 2013. [Google Scholar]
- Fabris, J.; Roughley, D.; Poursartip, A.; Maine, E. Managing the technological and market uncertainty of compo-sites innovation: A case study of composites manufacturers in Western Canada and interventions by a transla-tional research centre. Transl. Mater. Res. 2017, 4, 046001. [Google Scholar] [CrossRef]
- Potter, K.; Ward, C.; Bloom, D.; Crowley, D.; Elkington, M.; Mahadik, Y. Design for Manufacture: Advancing Lami-Nation Technologies towards Right First Time Every Time; University of Bristol: Bristol, UK, 2016. [Google Scholar]
- Airborne UK. Standard Operating Instruction; Airborne UK: Lambourn, UK, 2019. [Google Scholar]
- Talreja, R. Manufacturing Defects in Composites and Their Effects on Performance. Polym. Compos. Aer-Ospace Ind. 2020, 1, 83–97. [Google Scholar]
- Stojkovic, M. Need for design tools. In Proceedings of the 20th International Conference on Composite Materials, ICCM 20, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Snudden, J.P.; Stojkovic, M. Design for Automation: Lessons from a High Rate Development Project. In Proceedings of the SAMPE Europe 2021 Conference, Baden/Zürich, Switzerland, 29–30 September 2021. [Google Scholar]
- Hinton, P.M.; Kaddour, D.A.S.; Soden, M.P.D. Failure Criteria in Fibre Reinforced Polymer Composites: The World-Wide Failure Exercise, 1st ed.; Elsevier: Oxford, UK, 2004. [Google Scholar]
- Tsai, W.S. Rules of composites design: A review. In Metal Matrix Composites; Woodhead Publishing: Madrid, Spain, 1993. [Google Scholar]
- Potter, K. Achieving low variability, rework and scrap rates in the production of advanced composite parts. In Proceedings of the SEICO 09 SAMPE Europe International Conference, Paris, France, 23–26 March 2009. [Google Scholar]
- Maine, E.; Garnsey, E. Commercializing generic technology: The case of advanced materials ventures. Res. Policy 2006, 35, 375–393. [Google Scholar] [CrossRef]
- Pisano, G.P.; Shih, W.C. Does America Really Need Manufacturing? Harv. Bus. Rev. 2012, 90, 94–102. [Google Scholar]
- Harms, R.; Marinakis, Y.; Walsh, S.T. Lean startup for materials ventures and other science-based ventures: Under what conditions is it useful? Transl. Mater. Res. 2015, 2, 035001. [Google Scholar] [CrossRef]
- Potter, K.D. Introduction to Composite Products—Design, Development and Manufacture; Chapman and Hall: London, UK; Springer: Berlin, Germany, 1997. [Google Scholar]
- Youssef, M.A. Design for Manufacturability and Time-to-Market. Int. J. Oper. Prod. Manag. 1994, 14, 6–21. [Google Scholar] [CrossRef]
- National Research Council. Improving Engineering Design; Design for Competitive Advantage; Manufacturing Study Board, Committee on Engineering Design Theory and Methodology; National Academy Press: Washington, DC, USA, 1991. [Google Scholar]
- Zhang, H.C.; Alting, L. An Exploration of Simultaneous Engineering for Manufacturing Enterprises. Int. J. Adv. Manuf. Technol. 1992, 7, 101–108. [Google Scholar] [CrossRef]
- Whitney, D.E. The Strategic Approach to Product Design: Use of Product Design Teams in Manufacturing. In Automated Factory Handbook; Cleland, D.I., Bidanda, B., Eds.; Tab Professional & Reference: New York, NY, USA, 1990; pp. 200–224. [Google Scholar]
- Barbosa, G.F.; Carvalho, J. Analytical model for aircraft design based on Design for Excellence (DFX) concepts and use of composite material oriented to automated processes. Int. J. Adv. Manuf. Technol. 2013, 69, 2333–2342. [Google Scholar] [CrossRef]
- Hessing, T. Design for X (DFX). Available online: http://www.sixsigmastudyguide.com (accessed on 6 May 2021).
- Sapuan, S.M. Concurrent Engineering in Design and Development of Composite Products. In Composite Materials: Concurrent Engineering Approach; Butterworth-Heinemann: Burlington, VT, USA, 2017. [Google Scholar]
- Andersson, F.; Hagqvist, A.; Sundin, E.; Björkman, M. Design for Manufacturing of Composite Structures for Commercial Aircraft-the Development of a DFM strategy at SAAB Aerostructures. Procedia CIRP 2014, 17, 362–367. [Google Scholar] [CrossRef]
- Composite Leadership Forum. The 2016 UK Composites Strategy; Composite Leadership Forum: Hemel Hempstead, UK, 2016. [Google Scholar]
- Precedence Research. Composites Market. 2021. Available online: https://www.precedenceresearch.com/composites-market (accessed on 15 July 2022).
- Fortune Business Insight. Composites Market. 2019. Available online: https://www.fortunebusinessinsights.com/composites-market-102295 (accessed on 15 July 2022).
- Lucintel. Strategic Growth Opportunities in the Global Composites Industry; Market Research; Lucintel: London, UK, 2020. [Google Scholar]
- Witten, E.; Mathes, V. The Market for Glass Fibre Reinforced Plastics (GRP) in 2020; Industrievereinigung Verstärkte Kunststoffe: Frankfurt, Germany, 2020. [Google Scholar]
- KTN. Materials for Composites-Special Interest Group; KTN-Innovate UK: London, UK, 2018. [Google Scholar]
- Composites UK. Composites UK Hub Report; Composites UK: Berkhamsted, UK, 2021. [Google Scholar]
- Pisano, G.P. The Evolution of Science-Based Business: Innovating How We Innovate. Ind. Corp. Chang. 2010, 19, 465–482. [Google Scholar] [CrossRef]
- Lubik, S.; Garnsey, E. Early Business Model Evolution in Science-based Ventures. Long Range Plan. 2016, 49, 393–408. [Google Scholar] [CrossRef]
- Leonard-Barton, D. Core capabilities and core rigidities: A paradox in managing new product development. Strateg. Manag. J. 1992, 13, 111–125. [Google Scholar] [CrossRef]
- Leonard, A. The Wellsprings of Knowledge; Harvard Business School Press: Boston, MA, USA, 1998. [Google Scholar]
- Cohen, M.; Levinthal, D.A. Absorptive Capacity: A New Perspective on Learning and Innovation. Adm.-Tive Sci. Q. 1990, 35, 128–152. [Google Scholar] [CrossRef]
- Witten, E.; Mathes, V.; Sauer, M.; Kühnel, M. Composites Market Report 2018; Industrievereinigung Verstärkte Kunststoffe: Frankfurt, Germany, 2018. [Google Scholar]
- Penrose, E.T. The Theory of the Growth of the Firm, 4th ed.; Oxford University Press: Oxford, UK, 1959. [Google Scholar]
- Garnsey, E. The Resource-Based Theory of the Growth of the Firm—A Systems Perspective. In Critical Issues in Systems Theory and Practice; Springer: Boston, MA. USA, 1995. [Google Scholar]
- Kagermann, H.; Wolfgang, W.; Johannes, H. Recommnedations for Implementing the Strategic Initiative Industrie 4.0; Acatech: Frankfurt, Germany, 2013. [Google Scholar]
- Lasi, H.; Fettke, P.; Kemper, H.-G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng.-Ing. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Liao, Y.; Deschamps, F.; Rocha Loures, E.d.F.; Ramos, L.F.P. Past, present and future of Industry 4.0—A system-atic literature review and research agenda proposal. Int. J. Prod. Res. 2017, 55, 3609–3629. [Google Scholar] [CrossRef]
- Chiarello, F.; Trivelli, L.; Bonaccorsi, A.; Fantoni, G. Extracting and mapping industry 4.0 technologies using wikipedia. Comput. Ind. 2018, 100, 244–257. [Google Scholar] [CrossRef]
- Schwab, K. The Fourth Industrial Revolution, 1st ed.; Portfolio Penguin: London, UK, 2017. [Google Scholar]
- Gerbert, P. Industry 4.0: The Future of Productivity and Growth in Manufacturing Industries. 2015. Available online: https://www.bcg.com/publications/2015/engineered_products_project_business_industry_4_future_productivity_growth_manufacturing_industries.aspx (accessed on 30 March 2020).
- Boston Consulting Group. Industry 4.0. Available online: https://www.bcg.com/en-gb/capabilities/manufacturing/industry-4.0 (accessed on 15 September 2021).
- Alcácer, V.; Cruz-Machado, V. Scanning the Industry 4.0: A Literature Review on Technologies for Manufac-turing Systems. Eng. Sci. Technol. 2019, 22, 899–919. [Google Scholar]
- Andulkar, M.; Le, D.T.; Berger, U. A multi-case study on Industry 4.0 for SME’s in Brandenburg, Germany. HICSS 2018, 4544–4553. [Google Scholar]
- Choi, K.; Chung, S.-H. Enhanced time-slotted channel hopping scheduling with quick setup time for industrial Internet of Things networks. Int. J. Distrib. Sens. Netw. 2017, 13, 1–14. [Google Scholar] [CrossRef]
- Advise. Data Scope—CPMS. Available online: https://advise-deta.com/en/pages/deta-scope-cpms (accessed on 1 March 2022).
- Synthesites. Products—Optiflow. Available online: https://www.synthesites.com/ipage.php?p=79&l=60 (accessed on 1 March 2022).
- Composite Integration. Ciject® Injection Equipment Ciject® Five. Available online: https://composite-integration.co.uk/products/ciject-five/ (accessed on 2 March 2022).
- Richardson, M. A Digitally Bright Future for Composites; Composites in Mannufacturing: Rochester, NY, USA, 2020; pp. 18–20. [Google Scholar]
- Rodič, B. Industry 4.0 and the New Simulation Modelling Paradigm. Organizacija 2017, 50, 193–207. [Google Scholar] [CrossRef] [Green Version]
- LMAT. LMAT—Our Software Solutions. Available online: https://www.lmat-uk.com/services/software (accessed on 2 March 2022).
- ESI. Confidently Build Lightweight Composite Products Free From Defects with Easy-to-Use Composite Simulation Software. Available online: https://www.esi-group.com/products/composites (accessed on 2 March 2022).
- iChrome. FASTRTM. Available online: http://ichrome.com/fastrtm/ (accessed on 2 March 2022).
- Anaglyph. Laminate Tools. Available online: https://www.anaglyph.co.uk/laminate_tools.htm (accessed on 2 March 2022).
- Lira, C.; Stojkovic, M. In-line monitoring and numerical verification of resin transfer moulding process with cycom® 890 rtmresin system. In Proceedings of the 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Tyrrell, M. Simulate to Innovate; CIM Composites in Manufacturing: Rochester, NY, USA, 2016; pp. 35–37. [Google Scholar]
- Suri, K.; Cuccuru, A.; Cadavid, J.; Gérard, S.; Gaaloul, W. Model-based development of modular complex sys-tems for accomplishing system integration for industry 4.0. In Proceedings of the 5th International Conference on Model-Driven Engineering and Software Development, Porto, Portugal, 19–21 February 2017; pp. 487–495. [Google Scholar]
- Salkin, C.; Oner, M.; Ustundag, A.; Cevikcan, E. A Conceptual Framework for Industry 4.0. In Industry 4.0: Managing The Digital Transformation; Springer Series in Advanced Manufacturing; Springer: Berlin/Heidelberg, Germany, 2017; pp. 3–23. [Google Scholar]
- Tupa, J.; Simota, J.; Steiner, F. Aspects of risk management implementation for Industry 4.0. In Proceedings of the 27th International Conference on Flexible Automation and Intelligent Manufacturing, FAIM2017, Modena, Italy, 27–30 June 2017. [Google Scholar]
- Foidl, H.; Felderer, M. Research Challenges of Industry 4.0 for Quality Mangement. In Proceedings of the International Conference on Enterprise Resource Planning Systems, Hagenberg, Austria, 14 November 2016. [Google Scholar]
- Deuter, A.; Pethig, F. The Digital Twin Theory—A New View on a Buzzword. Ind. 4.0 Manag. 2019, 35, 27–30. [Google Scholar]
- Perez-Lara, M.; Saucedo-Martinez, J.A.; Marmolejo-Saucedo, J.A.; Salais-Fierro, T.E.; Vasant, P. Vertical and horizontal integration systems in Industry 4.0. Wirel. Netw. 2018, 24, 4767–4775. [Google Scholar] [CrossRef]
- Snudden, J. Progression to the next industrial revolution: Industry 4.0 for compsites. Reinf. Plast. 2019, 63, 136–142. [Google Scholar] [CrossRef]
- Van Mourik, A. The Need for Speed: Why the Composites Industry Should Radically Change. Now. 2018. Available online: https://www.airborne.com/the-need-for-speed-why-the-composites-industry-should-radically-change-now/ (accessed on 6 June 2020).
- Jay, M.L. Rise of the Robots. 2017. Available online: http://compositesmanufacturingmagazine.com/2017/09/composites-industry-will-benefit-from-robotics-and-automation/ (accessed on 2 April 2020).
- Lukaszewicz, D.; Ward, C.; Potter, K. The engineering aspects of automated prepreg layup: History, present and future. Compos. Part B 2012, 43, 997–1009. [Google Scholar] [CrossRef]
- Jayasekara, D.; Lai, N.Y.G.; Wong, K.-H.; Pawar, K. Level of automation (LOA) in aerospace composite manu-facturing: Present status and future directions towards industry 4.0. J. Manuf. Syst. 2022, 62, 44–61. [Google Scholar] [CrossRef]
- Arsutoria. Available online: https://arsutoriamagazine.com/comelz-industry-4-0/ (accessed on 2 March 2022).
- Just Stile. Lectra Reveals Cloud-Connected Digital Cutting Concept. Available online: https://www.just-style.com/news/lectra-reveals-cloud-connected-digital-cutting-concept/ (accessed on 2 March 2022).
- Papadopoulos, L. More Robots Lead to Hiring More People, Study Shows. 2020. Available online: https://interestingengineering.com/more-robots-lead-to-hiring-more-people-study-shows (accessed on 6 June 2020).
- Fuscaldo, D. No Robots Won’t Take Our Jobs But We Need New Skills. 2019. Available online: https://interestingengineering.com/no-robots-wont-take-our-jobs-but-we-need-new-skills (accessed on 6 June 2020).
- Küpper, D.; Kuhlmann, K.; Köch, S.; Dauner, T.; Burggräf, P. The Factory of the Future. Available online: https://www.bcg.com/publications/2016/leaning-manufacturing-operations-factory-of-future.aspx (accessed on 17 January 2020).
- Kim, H.; Lin, Y.; Tseng, T.-L.B. A review on quality control in additive manufacturing. Rapid Prototyp. J. 2018, 24, 645–669. [Google Scholar] [CrossRef]
- Jiang, R.; Kleer, R.; Piller, F.T. Predicting the future of additive manufacturing: A Delphi study oneconomic and societal implications of 3D printing for 2030. Technol. Forecast. Soc. Chang. 2017, 117, 84–97. [Google Scholar] [CrossRef]
- Hannibal, M.; Knight, G. Additive manufacturing and the global factory: Disruptive technologies and the location of international business. Int. Bus. Rev. 2018, 27, 1116–1127. [Google Scholar] [CrossRef]
- Chong, L.; Ramakrishna, S.; Singh, S. A review of digital manufacturing-based hybrid additive manufacturing processes. Int. J. Adv. Manuf. Technol. 2018, 95, 2281–2300. [Google Scholar] [CrossRef]
- Di Francesco, M. Digital Manufacturing: Turning High-End Composites Manufacturing Systems into 3D Printers. Nantes. 2019. Available online: https://www.airborne.com/insights-in-composites-technical-papers/ (accessed on 15 July 2022).
- Fox, B.; Subic, A. An Industry 4.0 Approach to the 3D Printing of Composite Materials. Engineering 2015, 5, 621–6233. [Google Scholar] [CrossRef]
- ORNL. 3D Printed Tool for Building Aircraft Achieves Guinness World Records Title. Oak Ridge Ntional Laboratory. 2019. Available online: https://www.ornl.gov/news/3d-printed-tool-building-aircraft-achieves-guinness-world-records-title (accessed on 10 August 2022).
- Sauerbier, P.; Anderson, J.; Gardner, D.J. Surface Preparation and Treatment for Large-Scale 3D-Printed Com-posite Tooling Coating Adhesion. Coatings 2018, 8, 457. [Google Scholar] [CrossRef] [Green Version]
- Post, B.; Richardson, B.; Lloyd, P.; Love, L.; Nolet, S.; Hannan, J. Additive Manufacturing of Wind Turbine Molds; United States—Crada Final Report NFE-16–06051; ORNL: Oak Ridge, TN, USA, 2017.
- Bortolini, M.; Ferrari, E.; Gamberi, M.; Pilati, F.; Faccio, M. Assembly system design in the Industry 4.0 era: A general framework. IFAC-Pap. 2017, 50, 5700–5705. [Google Scholar] [CrossRef]
- Qi, Q.; Tao, F. Digital Twin and Big Data Towards Smart Manufacturing and Industry 4.0: 360 Degree Compari-son. IEEE Access 2018, 6, 3585–3593. [Google Scholar] [CrossRef]
- Mourtzis, D.; Vlachou, E.; Milas, N. Industrial Big Data as a Result of IoT Adoption in Manufacturing. Procedia CIRP 2016, 55, 290–295. [Google Scholar] [CrossRef]
- Butt, J. A Strategic Roadmap for the Manufacturing Industry to Implement Industry 4.0. Designs 2020, 4, 11. [Google Scholar] [CrossRef]
- CFMS. CLAMPS—Machine Learning in Automated Composite Manufacturing; CFMS: Bristol, UK, 2018. [Google Scholar]
- Branco, T.; de Sá-Soares, F.; River, A.L. Key Issues for the Successful Adoption of Cloud Computing. Procedia Comput. Sci. 2017, 121, 115–122. [Google Scholar] [CrossRef]
- Assante, D.; Castro, M.; Hamburg, I.; Martin, S. The Use of Cloud Computing in SMEs. Procedia Comput. Sci. 2016, 83, 1207–1212. [Google Scholar] [CrossRef]
- Kannus, K.; Ilvonen, I. Future Prospects of Cyber Security in Manufacturing. In Proceedings of the Hawaii International Conference on System Sciences, Hilton Waikoloa Village, HI, USA, 3–6 January 2018. [Google Scholar]
- Murillo Piedrahita, A.F.; Gaur, V.; Giraldo, J.; Cardenas, A.A.; Rueda, S.J. Virtual incident response functions in control systems. Comput. Netw. 2018, 135, 147–159. [Google Scholar] [CrossRef]
- Benias, N.; Markopoulos, A.P. A Review on the Readiness Level and Cyber-Security Challenges in Industry 4.0. 2017. Available online: https://ieeexplore.ieee.org/document/8088234#:~:text=Conference%20Location%3A-,Kastoria%2C%20Greece,-I.%20Introduction (accessed on 10 May 2022).
- Palmarini, R.; Erkoyuncu, J.A.; Roy, R.; Torabmostaedi, H. A systematic review of augmented reality applica-tions in maintenance. Robot. Comput.-Integr. Manuf. 2018, 49, 215–228. [Google Scholar] [CrossRef]
- Mourtzis, D.; Zogopoulos, V.; Vlachou, E. Augmented Reality Application to Support Remote Maintenance as a Service in the Robotics Industry. Procedia CIRP 2017, 63, 46–51. [Google Scholar] [CrossRef]
- Rentzos, L.; Papanastasiou, S.; Papakostas, N.; Chryssolouris, G. Augmented Reality for Human-based Assembly: Using Product and Process Semantics. IFAC Proc. Vol. 2013, 46, 98–101. [Google Scholar] [CrossRef]
- Syberfeldt, A.; Danielsson, O.; Holm, M.; Wang, L. Visual Assembling Guidance Using Augmented Reality. Procedia Manuf. 2015, 1, 98–109. [Google Scholar] [CrossRef]
- Syberfeldt, A.; Holma, M.; Danielsson, O.; Wang, L.; Brewster, R.L. Support Systems on the Industrial Shop-floors of the Future—Operators’ Perspective on Augmented Reality. Procedia CIRP 2016, 44, 108–113. [Google Scholar] [CrossRef]
- Palmarini, R.; Erkoyuncu, J.A.; Roy, R. An Innovative Process to Select Augmented Reality (AR) Technology for Maintenance. Procedia CIRP 2017, 59, 23–28. [Google Scholar] [CrossRef]
- ESI. Experience Your Product—Before You Build or Service It—Through the World of Immersive Virtual Reality. Available online: https://www.esi-group.com/products/virtual-reality (accessed on 3 March 2022).
- Anaglyph. Ply Placement Technology. Available online: https://www.anaglyph.co.uk/plymatch.htm (accessed on 3 March 2022).
- University of Bristol. LayupRITE Augmenting Composites Layup Training. Available online: https://layuprite.blogs.bristol.ac.uk/about_layuprite/ (accessed on 3 March 2022).
- Gartner, J.; Fink, M. The magic cube: Towards a theoretical framework to explain the disruptive potential of additive manufacturing. Transl. Mater. Res. 2018, 5, 024003. [Google Scholar] [CrossRef]
- Zhou, K.; Liu, T.; Zhou, L. Industry 4.0: Towards future industrial opportunities and challenges. In Proceedings of the 2015 12th International Conference on Fuzzy Systems and Knowledge Discovery (FSKD), Zhangjiajie, China, 15–17 August 2015. [Google Scholar]
- Bonekamp, L.; Sure, M. Consequences of Industry 4.0 on Human Labour and Work Organisation. J. Bus. Media Psychol. 2016, 6, 33–40. [Google Scholar]
- Machado, G.; Winroth, M.; Carlsson, D.; Almström, P.; Centerholt, V.; Hallin, M. Industry 4.0 readiness in manufacturing companies: Challenges and enablers towards increased digitalization. Procedia CIRP 2019, 81, 1113–1118. [Google Scholar] [CrossRef]
- Prist, M.; Monteriù, A.; Freddi, A.; Pallotta, E.; Cicconi, P.; Giuggioloni, F.; Caizer, E.; Verdini, C.; Longhi, S. Cyber-Physical Manufacturing Systems for Industry 4.0: Architectural Approach and Pilot Case. In Proceedings of the 2019 II Workshop on Metrology for Industry 4.0 and IoT (MetroInd4.0&IoT), Naples, Italy, 4–6 June 2019. [Google Scholar]
- Kannan, S.M.; Suri, K.; Cadavid, J.; Barosan, I.; van den Brand, M.; Alferez, M.; Gerard, S. Towards Industry 4.0: Gap Analy-sis between Current Automotive MES and Industry Standards using Model-Based Requirement Engineering. In Proceedings of the 2017 IEEE International Conference on Software Architecture Workshops, Gothenburg, Sweden, 5–7 April 2017. [Google Scholar]
- Bodiova, Z.; Martinez, F. Assessing process excellence with digitalization. In Proceedings of the 11th International Days of Statistics and Economics, Prague, Czech Republic, 14–16 September 2017. [Google Scholar]
- Björnsson, A. Enabling Automation of Composite Manufacturing through the Use of Off-The-Shelf Solutions. Licentiate Dissertation, Linköping University, Linköping, Sweden, 2014. [Google Scholar]
- Wang, L.; Törngren, M.; Onori, M. Current status and advancement of cyber-physical systems in manufacturing. J. Manuf. Syst. 2015, 37, 517–527. [Google Scholar] [CrossRef]
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Infor-Mation Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Jbair, M.; Ahmad, B.; Ahmad, M.H.; Harrison, R. Industrial Cyber Physical Systems: A Survey for Control-Engineering Tools. In Proceedings of the 2018 IEEE Industrial Cyber-Physical Systems (ICPS), Saint Petersburg, Russia, 15–18 May 2018. [Google Scholar]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing Smart Factory of Industrie 4.0: An Outlook. Int. J. Distrib. Sens. Netw. 2016, 12, 3159805. [Google Scholar] [CrossRef]
- Dalenogarea, L.S.; Beniteza, G.B.; Ayalab, N.F.; Frank, A.G. The expected contribution of Industry 4.0 technologies for industrial performance. Int. J. Prod. Econ. 2018, 204, 383–394. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.-A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Wang, S.; Wan, J.; Zhang, D.; Li, D.; Zhang, C. Towards smart factory for industry 4.0: A self-organized multi-agent system with big data based feedback and coordination. Comput. Netw. 2016, 101, 158–168. [Google Scholar] [CrossRef]
- Stocka, T.; Obenaus, M.; Kunz, S.; Kohl, H. Industry 4.0 as enabler for a sustainable development: A qualitative assessment of its ecological and social potential. Process Saf. Ind. Prot. 2018, 118, 254–267. [Google Scholar] [CrossRef]
- Meyer, H.; Fuchs, F.; Thiel, K. Manufacturing Execution Systems (MES): Optimal Design, Planning, and Deployment, 1st ed.; McGraw Hill LLC.: Columbus, OH, USA, 2009. [Google Scholar]
- Brandl, D. Business to manufacturing (B2M) collaboration between business and manufacturing using ISA-95. Rev. De L Electr. Et De L Electron. 2002, 8, 46–52. [Google Scholar] [CrossRef]
- Lu, Y.; Morris, K.C.; Frechette, S. Current Standards Landscape for Smart Manufacturing Systems; NIST: Gaithersburg, MD, USA, 2016.
- Trunzer, E.; Calà, A.; Leitão, P.; Gepp, M.; Kinghorst, J.; Lüder, A.; Schauerte, H.; Reifferscheid, M.; Vogel-Heuser, B. System architectures for Industrie 4.0 applications. Prod. Eng. 2019, 13, 247–257. [Google Scholar] [CrossRef]
- Sauter, T. The continuing evolution of integration in mnufacturing automation. IEEE Ind. Electron. Mag. 2007, 1, 10–19. [Google Scholar] [CrossRef]
- Jaskó, S.; Skrop, A.; Holczinger, T.; Chován, T.; Abonyi, J. Development of manufacturing execution systems in accordance withIndustry 4.0 requirements: A review of standard- and ontology-basedmethodologies and tools. Comput. Ind. 2020, 123, 103300. [Google Scholar] [CrossRef]
- Deutsches Institut für Normung eV. Reference Architecture Model Industrie 4.0 (RAMI4.0); DIN SPEC 91345; Deutsches Institut für Normung eV: Berlin, Germany, 2016. [Google Scholar] [CrossRef]
- Industrial Internet Consortium. The Industrial Internet of Things. Volume G1: Reference Architecture; Industrial Internet Consortium: Boston, MA, USA, 2017. [Google Scholar]
- Industry Internet Consortium. Cooperation Among Two Key Leaders in the Industrial Internet. 2016. Available online: https://blog.iiconsortium.org/2016/03/the-industrial-internet-is-important-new-technologies-and-new-business-opportunities-will-disrupt-industries-on-many-level.html (accessed on 17 February 2022).
- Bordeleau, F.-E.; Mosconi, E.; De Santa-Eulalia, L.A. Business Intelligence in Industry 4.0: State of the art and research opportunities. In Proceedings of the 51st Hawaii International Conference on System Sciences, Waikoloa, HI, USA, 3–6 January 2018. [Google Scholar]
- Babiceanu, R.F.; Seker, R. Big Data and virtualization for manufacturing cyber-physical systems: A survey of the current status and future outlook. Comput. Ind. 2016, 81, 128–137. [Google Scholar] [CrossRef]
- Butt, J. A Conceptual Framework to Support Digital Transformation in Manufacturing Using an Integrated Business Process Management Approach. Designs 2020, 4, 17. [Google Scholar] [CrossRef]
- Martinez, F. Process excellence the key for digitalisation. Bus. Process Manag. J. 2019, 25, 1716–1733. [Google Scholar] [CrossRef]
- Müller, J.M.; Buliga, O.; Voigt, K.-I. Fortune favours the prepared: How SMEs approach business model innova-tions in Industry 4.0. Technol. Forecast. Soc. Chang. 2018, 132, 2–17. [Google Scholar] [CrossRef]
- Arnold, C.; Kiel, D.; Vogit, K.-I. How the industrial internet of things changes business models in different manufacturing industries. Int. J. Innov. Manag. 2016, 20, 20. [Google Scholar] [CrossRef]
- Radziwon, A.; Bilberg, A.; Bogersa, M.; Madsen, E.S. The Smart Factory: Exploring Adaptive and Flexible Manufacturing Solutions. Procedia Eng. 2014, 69, 1184–1190. [Google Scholar] [CrossRef]
- Schmidt, R.; Möhring, M.; Härting, R.-C.; Reichstein, C.; Neumaier, P.; Jozinović, P. Industry 4.0—Potentials for Creating Smart Products: Empirical Research Results. In Proceedings of the International Conference on Business Information Systems, Poznan, Poland, 24–26 June 2015; Volume 208, pp. 16–27. [Google Scholar]
- Gräßler, I. V-model based development of cyber-physical systems and cyber-physical production systems. Procedia CIRP 2021, 100, 253–258. [Google Scholar] [CrossRef]
- Boehm, B. Guidelines for Verifying and Validating Software Requirements and Design Specifications. In Proceedings of the Euro IFIP 79, London, UK,, 25–28 September 1979; pp. 711–719. [Google Scholar]
- VDI. VDI 2206—Design Methodology for Mechatronic Systems; Beuth Verlag GmbH: Düsseldorf, Germany, 2004. [Google Scholar]
- Gräßler, I. Competitive Engineering in the Age of Industry 4.0 and Beyond. In Proceedings of the 12th International Tools and Methods of Competitive Engineering, Las Palmas de Gran Canaria, Spain, 7–11 May 2018. [Google Scholar]
- Berardinelli, L.; Mazak, A.; Alt, O.; Wimmer, M.; KappelKappel, G. Model-Driven Systems Engineering: Principles and Application in the CPPS Domain. In Multi-Disciplinary Engineering for Cyber-Physical Production Systems; Biffl, S., Gerhard, D., Luder, A., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 261–299. [Google Scholar]
- Arantes, M.; Bonnard, R.; Mattei, A.P.; de Saqui-Sannes, P. General architecture for data analysis in industry 4.0 using SysML and model based system engineering. In Proceedings of the 2018 Annual IEEE International Systems Conference (SysCon), Vancouver, BC, Canada, 23–26 April 2018. [Google Scholar]
- Wiesner, S.; Gaiardelli, P.; Gritti, N.; Oberti, G. Maturity Models for Digitalization—Applicability for SMEs. In Proceedings of the IFIP WG 5.7 International Conference, APMS 2018, Seoul, Korea, 26–30 August 2018. [Google Scholar]
- Schuh, G.; Anderl, R.; Gausemeier, J.; ten Hompel, M.; Wahlster, W. Industrie 4.0 Maturity Index—Managing the Digital Transformation of Companies; acatech STUDY: München, Germany, 2017. [Google Scholar]
- Frank, A.G.; Dalenogare, L.S.; Ayala, N.F. Industry 4.0 technologies: Implementation patterns in manufacturing companies. Int. J. Prod. Econ. 2019, 210, 15–26. [Google Scholar] [CrossRef]
- Lichtblau, K.; Stich, V.; Bertenrath, R.; Blum, M.; Bleider, M.; Millack, A.; Schmitt, K.; Schmitz, E.; Schröter, M. Industrie 4.0 Readiness; Cologne Institute for Economic Research (IW): Aachen, Cologne, 2015. [Google Scholar]
- IMPULS. Industry 4.0 Readiness: Online self-Check for Businesses. Available online: https://www.industrie40-readiness.de/ (accessed on 8 August 2021).
- Rajnai, Z.; Kocsis, I. Assessing Industry 4.0 Readiness of Enterprises. In Proceedings of the 2018 IEEE 16th World Symposium on Applied Machine Intelligence and Informatics (SAMI), Herl’any, Košice, Slovakia, 7–10 February 2018. [Google Scholar]
- Kopp, J.; Basl, J. Study of the Readiness of Czech Companies to the Industry 4.0. J. Syst. Inte-Gration 2017, 8, 40–45. [Google Scholar]
- Hamidi, S.R.; Aziz, A.A.; Shuhidan, S.M.; Aziz, A.A.; Mokhsin, M. SMEs Maturity Model Assessment of IR 4.0 Digital Transformation. In Proceedings of the 7th International Conference on Kansei Engineering and Emotion Research KEER 2018, Kuching, Sarawak, Malaysia, 19–22 March 2018; Lokman, A., Yamanaka, T., Lévy, P., Chen, K., Koyama, S., Eds.; Advances in Intelligent Systems and Computing. Springer: Singapore, 2018; Volume 739. [Google Scholar] [CrossRef]
- Gökalp, E.; Şener, U.; Eren, P.E. Development of an Assessment Model for Industry 4.0: Industry 4.0-MM. In Proceedings of the 17th International Conference on Software Process Improvement and Capability Determination (SPICE), Palma de Mallorca, Spain, 4–5 October 2017. [Google Scholar]
- Birkel, H.S.; Veile, J.W.; Müller, J.M.; Hartmann, E.; Voigt, K.-I. Development of a Risk Framework for Industry 4.0 in the Context of Sustainability for Established Manufacturers. Sustainability 2019, 11, 384. [Google Scholar]
- Joppen, R.; Lipsmeier, A.; Tewes, C.; Kuhn, A.; Dumitrescu, R. Evaliation of investment in the digitalization of a production. Procedia CIRP 2019, 81, 411–416. [Google Scholar] [CrossRef]
- Gardiner, G. Composites 4.0: Digital Transformation, Adaptive Production, New Paradigms; Composites World: Cincinnati, OH, USA, 2020; Available online: https://www.compositesworld.com/articles/composites-40-digital-transformation-adaptive-production-new-paradigms (accessed on 17 September 2021).
- Castelo-Branco, I.; Cruz-Jesus, F.; Oliveira, T. Assessing Industry 4.0 readiness in manufacturing: Evidence for the European Union. Comput. Ind. 2019, 107, 22–32. [Google Scholar] [CrossRef]
- Samaranayake, P.; Ramanathan, K.; Laosirihongthong, T. Implementing Industry 4.0—A technological readiness perspective. In Proceedings of the 2017 IEEE International Conference on Industrial Engineering, Singapore, 10–13 December 2017; pp. 529–533. [Google Scholar]
- Niesen, T.; Houy, C.; Fettke, P.; Loos, P. Towards an integrative big data analysis framework for data-driven risk management in industry 4.0. In Proceedings of the 2016 49th Hawaii International Conference on System Sciences (HICSS), Koloa, HI, USA, 5–8 January 2016; pp. 5065–5074. [Google Scholar]
- By, R.T. Organisational change management: A critical review. J. Chang. Manag. 2005, 5, 369–380. [Google Scholar] [CrossRef]
- Buye, R. Critical examination of the PESTEL Analysis Model; Project: Action Research for Development; Research Gate: Berlin, Germany, 2021. [Google Scholar]
- Rashain, P. The PESTLE Analysis; Nerdynaut: Avissawella, Sri Lanka, 2017. [Google Scholar]
- Gürel, E.; Tat, M. Swot analysis: A theoretical review. J. Int. Soc. Res. 2017, 10, 994–1006. [Google Scholar] [CrossRef]
- Carroll, B. Leadership in Lean, Empowering Manufacturing Organizations. J. Organ. Excell. 2001, 20, 81–90. [Google Scholar] [CrossRef]
- May, G.; Stahl, B. The significance of organizational change management for sustainable competitiveness in manufacturing: Exploring the firm archetypes. Int. J. Prod. Res. 2017, 55, 4450–4465. [Google Scholar] [CrossRef]
- Daum, M.; Götz, M.; Domaschka, J. Integrating CEP and BPM—How CEP realizes functional requirements of BPM applications (industry article). In Proceedings of the 6th ACM International Conference on Distributed Event-Based Systems, Berlin, Germany, 16 July 2012; pp. 157–166. [Google Scholar]
- Pavlovski, C.J.; Zou, J. Non-Functional Requirements in Business Process Modeling. In Proceedings of the 5th Asia-Pacific Conference on Conceptual Modelling (APCCM2008), Wollongong, NSW, Australia, 22–25 January 2008; pp. 103–112. [Google Scholar]
- Wohed, P.; Van der Aalst, W.; Dumas, M.; Ter, A.; Russell, N. On the suitability of BPMN for business process modelling. In Proceedings of the International Conference on Business Process Management, Vienna, Austria, 5–7 September 2006; Springer: Berlin/Heidelberg, Germany, 2006; pp. 161–176. [Google Scholar]
- Fernández-Caramés, M.; Blanco-Novoa, O.; Froiz-Míguez, I.; Fraga-Lamas, P. Towards an Autonomous Industry 4.0 Warehouse: A UAV and Blockchain-Based System for Inventory and Traceability Applications in Big Da-ta-Driven Supply Chain Management. Sensors 2019, 19, 2394. [Google Scholar] [CrossRef] [PubMed]
- Fernandes, T. FREE Flowchart and Diagram Apps. 2017. Available online: https://medium.com/pm101/8-flowcharts-and-diagrams-apps-837373859e87 (accessed on 17 July 2022).
- Mouritsen, J.; Mahama, H.; Chua, W.F. Actor-Network Theory and the Study of Interorganisational Net-work-Relations. In Accounting in Networks; Routledge: London, UK, 2010; pp. 293–313. [Google Scholar]
- Gregory, A.J.; Atkins, J.P.; Midgley, G.; Hodgson, A.M. Stakeholder identification and engagement in problem structuring interventions. Eur. J. Oper. Res. 2020, 283, 321–340. [Google Scholar] [CrossRef]
- Monfared, R.; West, A.; Harrison, R.; Weston, R.H. An implementation of the business process modelling ap-proach in the automotive industry. Proc. Inst. Mech. Eng. Part B—J. Eng. Manuf. 2002, 216, 1413–1427. [Google Scholar] [CrossRef]
- Gemino, A.; Drew, P. Use case diagrams in support of use case modeling: Deriving understanding from the picture. J. Database Manag. 2009, 20, 1–24. [Google Scholar] [CrossRef]
- GIll, R. Change management—Or change leadership? J. Chang. Manag. 2010, 3, 307–318. [Google Scholar] [CrossRef]
- Altamony, H.; Al-Salti, Z.; Gharaibeh, A.; Elyas, T. The relationship between change management strategy and successful enterprise resource planning (ERP) implementations: A theoretical perspective. Int. J. Bus. Manag. Econ. Res. 2016, 7, 690–703. [Google Scholar]
- Lefley, F. Capital investment appraisal of advanced manufacturing technology. Int. J. Prod. Res. 1994, 32, 2751–2776. [Google Scholar] [CrossRef]
- Naim, M.M.; Wikner, J.; Grubbström, R.W. A net present value assessment of make-to-order and make-to-stock manufacturing systems. Int. J. Manag. Sci. 2007, 35, 524–532. [Google Scholar] [CrossRef]
- Boehm, B.; Huang, L.; Jain, A.; Madachy, R. The ROI of software dependability: The iDAVE model. IEEE Comput. Soc. 2004, 21, 54–61. [Google Scholar] [CrossRef]
- Joppen, R.; Kühn, A.; Hupach, D.; Dumitrescu, R. Collecting data in the assessment of investments within production. In Proceedings of the 12th CIRP Conference on Intelligent Computation in Manufacturing Engineering, Gulf of Naples, Italy, 18–20 July 2018. [Google Scholar]
- de Weck, O. Fundamentals of Systems Engineering. 2015. Available online: https://ocw.mit.edu/courses/16-842-fundamentals-of-systems-engineering-fall-2015/pages/lecture-notes/ (accessed on 23 May 2022).
- Vanpoucke, E.; Vereecke, A.; Muylle, S. Leveraging the impact of supply chain integration through information technology. Int. J. Oper. Prod. Manag 2017, 37, 510–530. [Google Scholar] [CrossRef]
- Zarei, M.; Mohammadian, A.; Ghasemi, R. Internet of things in industries: A survey for sustainable development. Int. J. Innov. Sustain. Dev. 2016, 10, 419–442. [Google Scholar] [CrossRef]
- IBM. Subsystems. 2021. Available online: https://www.ibm.com/docs/en/i/7.2?topic=concepts-subsystems (accessed on 5 May 2022).
- Brusa, E. Synopsis of the MBSE, Lean and Smart Manufacturing in the product and process design for an assessment of the strategy “Industry 4.0”. In Proceedings of the CIISE 2018, Rome, Italy, 28–30 November 2018; pp. 21–30. [Google Scholar]
- Acheson, C.; Mackle, D.; Murphy, A.; Butterfield, J.; Higgins, P.; Collins, R.; Tame, R. Using design of experiments to define factory simulations for manufacturing investment decisions. In Proceedings of the 34th International Manufacturing Conference, Sligo, Ireland, 30–31 August 2017. [Google Scholar]
- Sukthomya, W.; Tannock, J. The optimisation of neural network parameters using Taguchi’s design of experi-ments approach: An application in manufacturing process modelling. Neural Comput. Appl 2005, 14, 337–344. [Google Scholar] [CrossRef]
- Chelladurai, S.J.S.; Murugan, K.; Ray, A.P.; Upadhyaya, M.; Narasimharaj, V.; Gnanasekaran, S. Optimization of process parameters using response surface methodology: A review. Mater. Today: Proc. 2021, 37, 1301–1304. [Google Scholar] [CrossRef]
- Hessing, T. Pilot Plan. Available online: https://sixsigmastudyguide.com/pilot-plan/ (accessed on 6 June 2022).
- Leach, L. Schedule and cost buffer sizing: How to account for the bias between project performance and your model. Proj. Manag. J. 2003, 34, 34–47. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
The research approach and aspects covered in this study.

Figure 2.
Composite-manufacturing process—manual operations [21].
Figure 2.
Composite-manufacturing process—manual operations [21].


Figure 4.
Feedback loops, adapted from [2].
Figure 4.
Feedback loops, adapted from [2].

Figure 5.
Composite-manufacturing development, adapted from [2].
Figure 5.
Composite-manufacturing development, adapted from [2].

Figure 6.
Industry 4.0-Enabling Technologies.

Figure 7.
Innovative perspective for Composite Manufacturing.

Figure 8.
Manufacturing perspective for Composite Manufacturing.

Figure 9.
Magic Cube for Composite Manufacturing.

Figure 10.
Traditional layered architecture based on ISA 95 model.

Figure 11.
Evolution of hierarchical ISA-95 architecture to a CPPS distributed model.

Figure 12.
Three-dimensional space of RAMI 4.0 architecture.

Figure 13.
V-Model of Systems Engineering as a basis for Industry 4.0 implementation in composite manufacturing firms.
Figure 13.
V-Model of Systems Engineering as a basis for Industry 4.0 implementation in composite manufacturing firms.

Figure 14.
A company as a research focus.


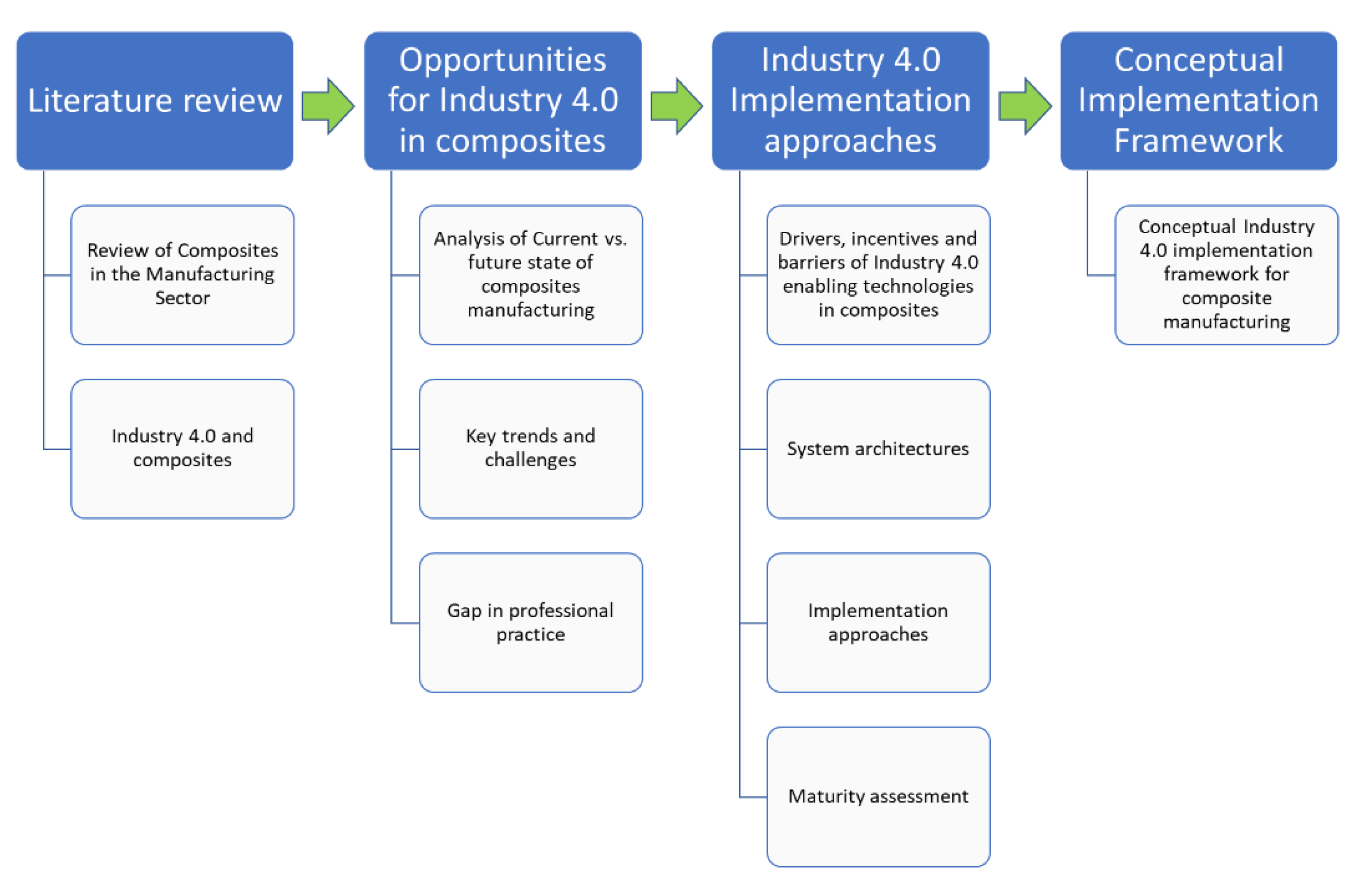{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
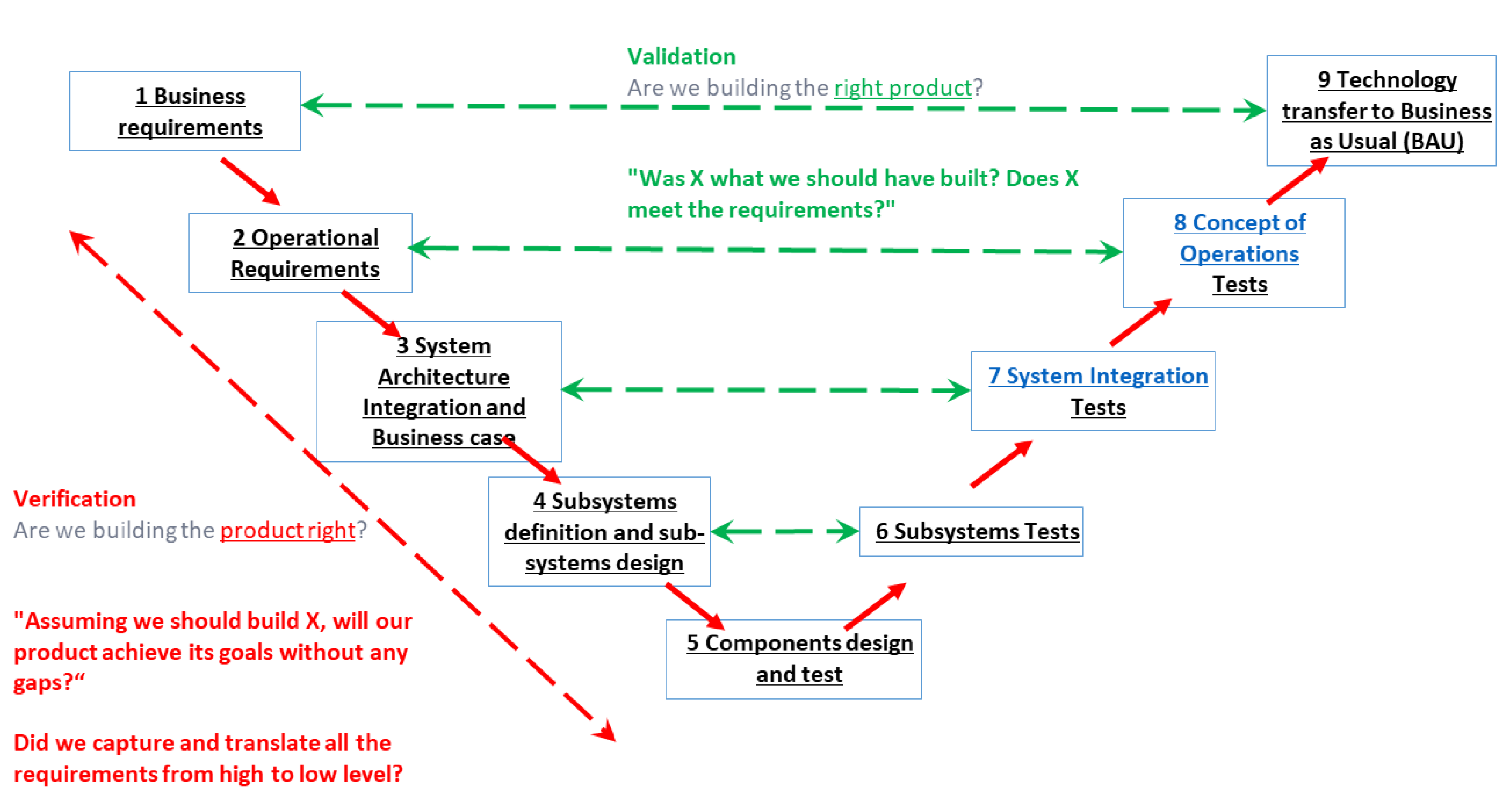{kind=link}
{kind=link}
Table 1.
Consideration of enabling technologies in the composite-manufacturing context.
| Industry-4.0-Enabling Technologies | Drivers Cause a Particular Phenomenon to Happen | Incentives Motivate or Encourage Someone to Do Something | Barrier–Specific An Obstacle That Prevents Movement or Access |
|---|---|---|---|
| The IioT [1,10,11,12,62,63,65,66,67,82,83,105,122,123] | Connectivity of the physical assets of the production or supply value chain (sensorised and automated equipment) to the cyberspace using resources such as IIoT. | The “right-first-time” approach for composites aided by collecting real-time data on materials, parts, kits, processes, machines, tools, supply chains, and customer demands enables full traceability of products or supply chains and checking at any stage via digital twins. | Digital enterprise platforms able to integrate data from different sources and with different protocols enabling the formation of a digital twin (compatibility of sensors, data, interfaces, and software). |
| Simulation [1,11,12,60,70,71,72,73,74,82] | Formation and use of digital-twin simulations of the products, processes, and supply chain along the entire value chain, where a “body of knowledge” delivered through a digital twin grows throughout the product life. | Ability to optimise production or supply chain settings in the virtual world before the physical actions take place, thereby driving down waste, enabling both the vertical and horizontal integration of the value chains and increasing the quality of the composite-manufacturing process, e.g., automated compensation for tolerance issues due to the composite-manufacturing route. | Expertise, resources, simulation tools, trust in simulation, and resistance by the manufacturers, but also adoption, company values, culture, and change in processes. |
| Horizontal and vertical system integration [1,2,11,20,22,27,31,32,36,37,38,39,47,51,53,80,82,83,105,123,124,125,126] | The integration of value chains, represented by the communication framework allowing connected data flow and integrated view of the asset’s data throughout its lifecycle across companies, departments, functions, and capabilities, giving the right info to the right place at the right time. | Integrated and automated value chains reduce waste and deliver added value as well as support achieving DFM/DFX by overcoming the issues of uncertainties, value creation, and supply chain management, offering efficient one-sourced solutions and performing as a supplier on all levels of the value chain. | Progression from nonexisting or hierarchical systems that use enterprise resource planning (ERP) and manufacturing execution system (MES) software to manage automation technology for self-adapting and self-organizing production; capturing and managing relevant operational and manufacturing data amongst all levels of horizontal or vertical integration. |
| Autonomous Robots [2,3,4,15,18,19,20,40,82,84,85,86,87,88,127] | Ability to automate manufacturing processes and achieve “right-first-time” quality, by reducing uncertainty and variability, is attractive. However, self-adapting/self-organising production requires intelligent and autonomous machines/robots. | Driving down uncertainty and variability, whilst increasing repeatability, and health and safety. Intelligent, autonomous robots deliver manufacturing and energy efficiency, increased control, cost savings, remove heavy reliance on tacit knowledge and skilled craftsmanship, enabling scale, rate, design, or process change. | Composite automation lacks material behaviour consideration and feedback loops causing process reliability and productivity issues and requires human monitoring and inspection to verify automated operation; requires a clear understanding of the complex interactions between the parameters governing the manufacturing process and material state. |
| Additive Manufacturing [82,86,96,97,98,99,100] | Integration of manufacturing steps enabled by Industry 4.0 enables 3D-printing manufacturing philosophy in composite manufacturing, whilst traditional additive manufacturing offers the ability for rapid moulds and tooling development. | Generating competitive products for a variety of markets enabled by this paradigm shift reduces the cost of development and production, and enables flexible, adaptive production allowing for high volume and bespoke solutions “batch/lot size one”, faster certification process, reduced scrap, and more robust process chains. | Manufacturers’ abilities to absorb advanced technologies. |
| Big data and analytics [2,19,20,22,28,47,48,49,50,51,89,90,91,122,123,126] | Firstly, knowledge base formation to support development, production, and certification, secondly using AI and business analytics for decision support in minimising defect manufacturing of composite parts. | Digital knowledge base enables capturing tacit knowledge from manufacturing development, translating it into design and manufacturing guidelines for training, enabling workforce expansion, scaling up of production, traceability of process parameters, and environmental impact. Understanding of functional dependencies between manufacturing process, material state, and defects delivers “right-first-time” product and process quality and rapid qualification. | Cultural norms still present in the current manufacturing practice do not allow for generic organised knowledge capture, only direct 1-to-1 training, as well as the ability to appropriately monitor the entire manufacturing-process chain where most of the operations are manual. |
| The Cloud [11,62,106,107,124] | The cloud offers rapid elasticity and measured ICT service, on-demand self-service, and broad network access. | IT infrastructure cost reduction, large data storage and computing power for data analysis, seamless data sharing across sites, utilising data analytics and artificial intelligence as a service, and enabling Cloud Manufacturing concept. | |
| Cybersecurity [62,104,108,109,110,123] | Valuable information and data created by the application of Industry 4.0 require protection due to the critical value for the industry’s success. | Trust that the valuable information is protected and only shared with whom it is intended. This drives customer confidence as well as productivity. | |
| Augmented Reality [82,111,112,113,114,115,116,117,118] | Immersing users in a computer-generated world, and overlaying digital information onto the physical world | Increasing reality perception by making use of additional information about the environment. As composite manufacturing is a dominantly manual process, there is added value to all aspects of the product lifecycle including training, design, manufacturing, operations, service, sales, and marketing. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Stojkovic, M.; Butt, J. Industry 4.0 Implementation Framework for the Composite Manufacturing Industry. J. Compos. Sci. 2022, 6, 258. https://doi.org/10.3390/jcs6090258
AMA Style
Stojkovic M, Butt J. Industry 4.0 Implementation Framework for the Composite Manufacturing Industry. Journal of Composites Science. 2022; 6(9):258. https://doi.org/10.3390/jcs6090258
Chicago/Turabian StyleStojkovic, Miroslav, and Javaid Butt. 2022. "Industry 4.0 Implementation Framework for the Composite Manufacturing Industry" Journal of Composites Science 6, no. 9: 258. https://doi.org/10.3390/jcs6090258