
Magnesium Strengthening in 3D Printed TCP Scaffold Composites

 , , , and
, , , and
Abstract
:
1. Introduction
2. Materials and Methods
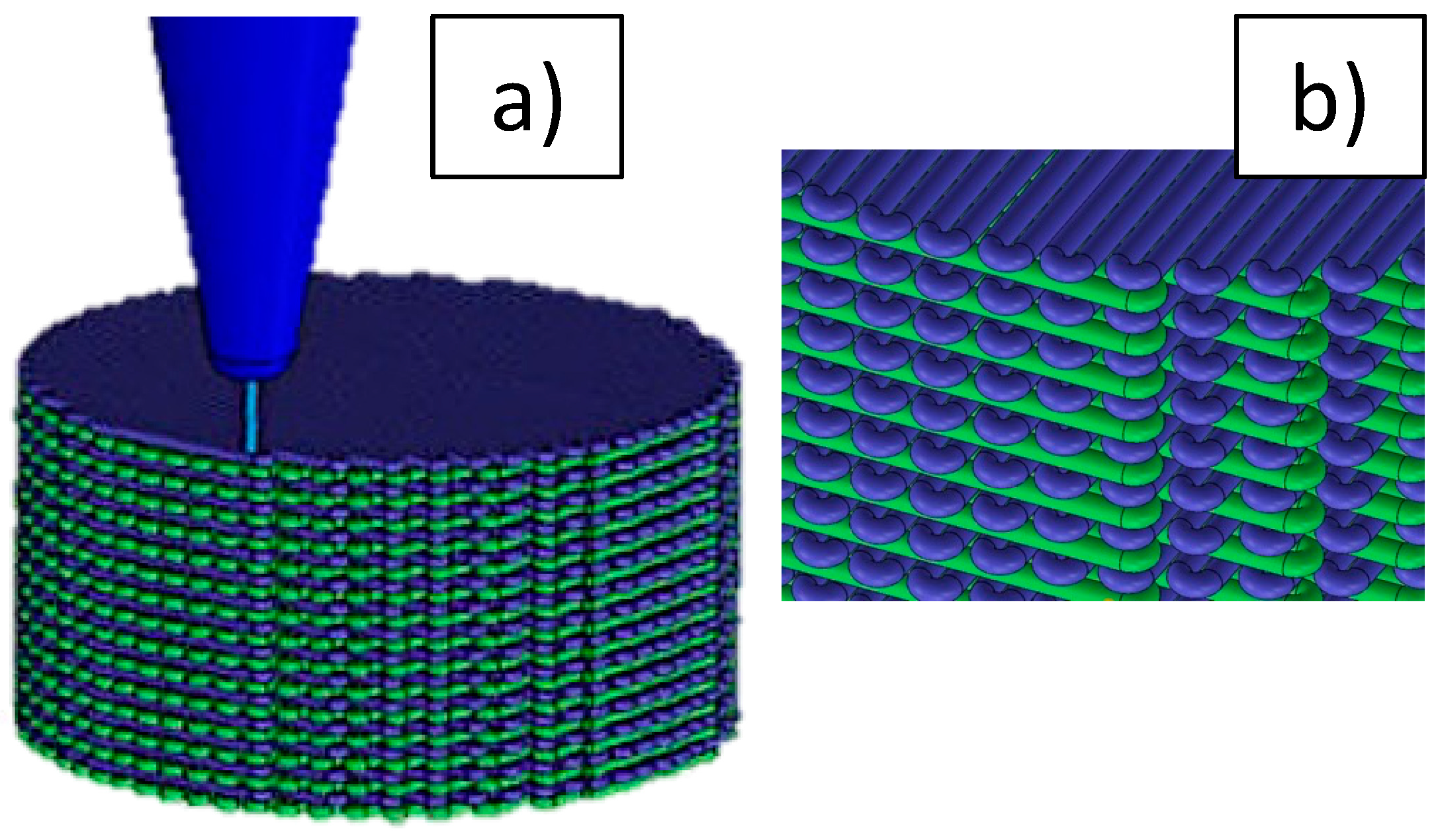
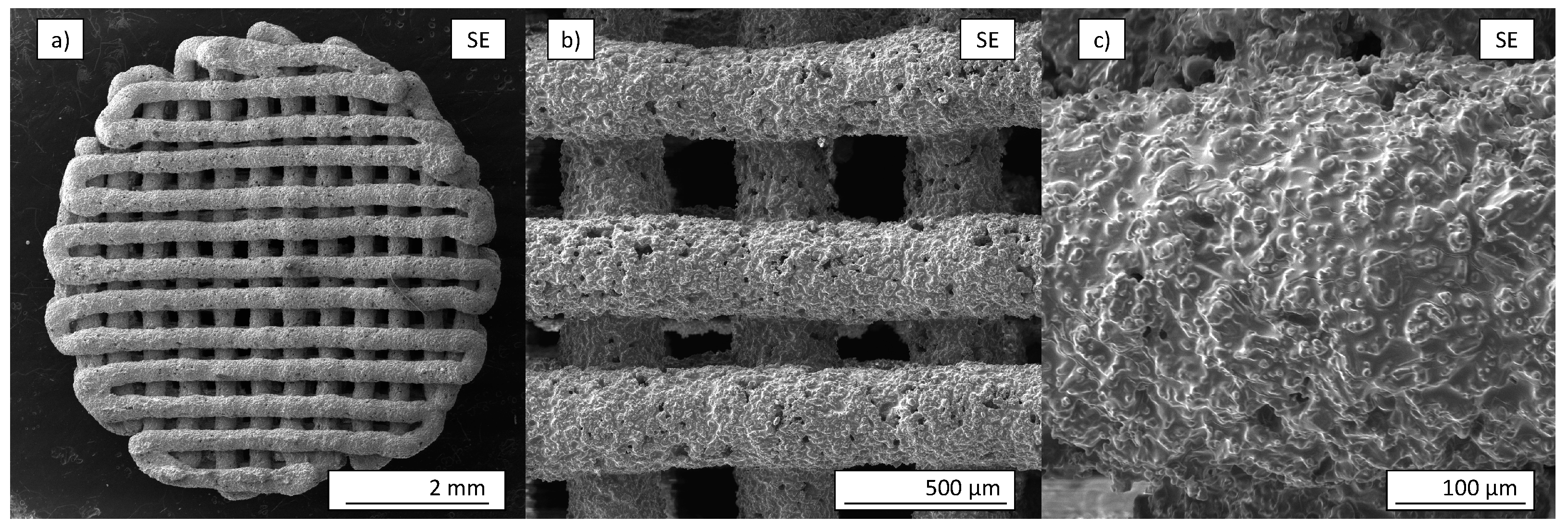
2.1. Production of β-TCP Preform
2.2. Liquid Metal Infiltration
3. Results
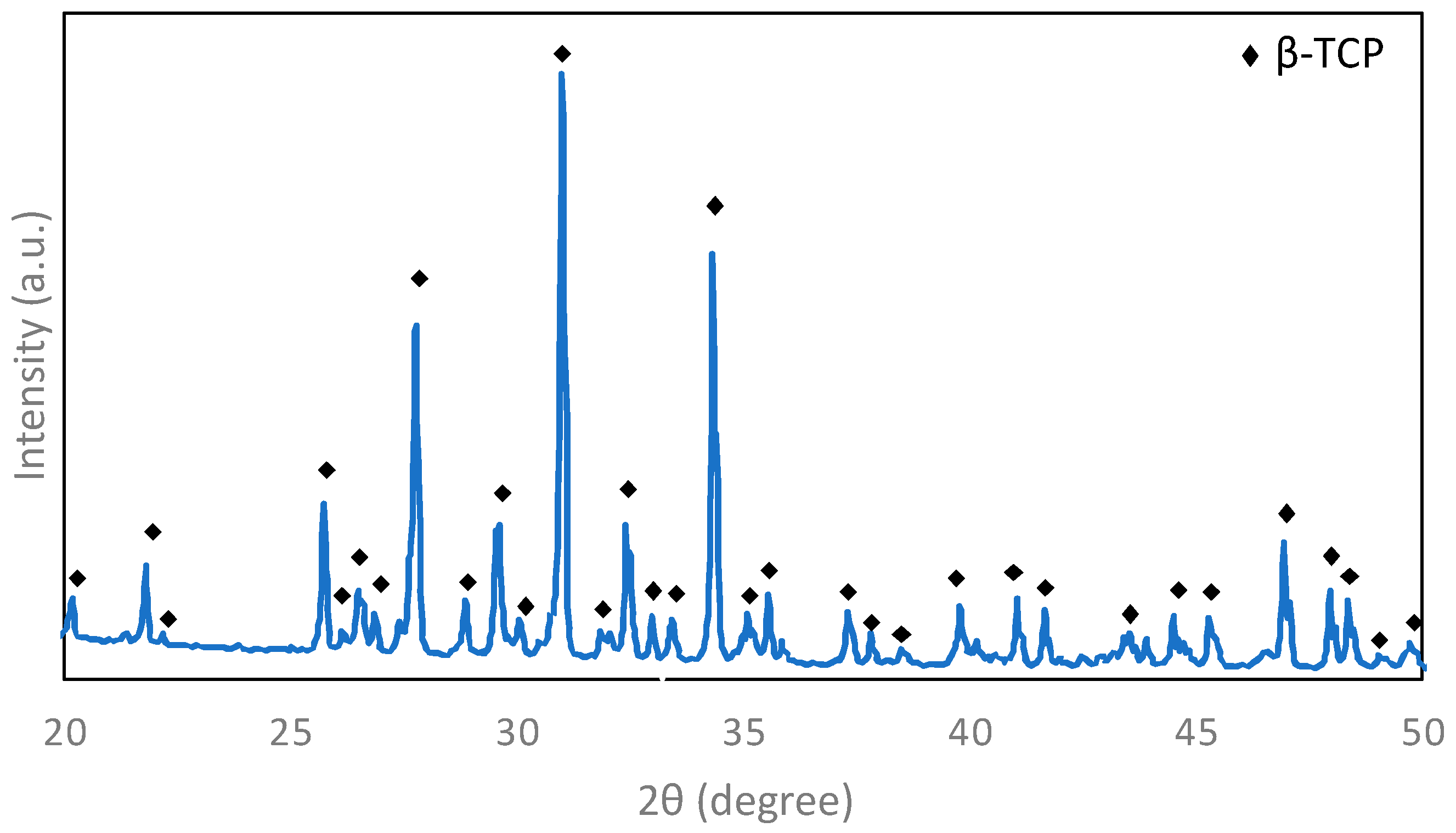
3.1. Chemical and Microstructural Characterization of β-TCP Preform
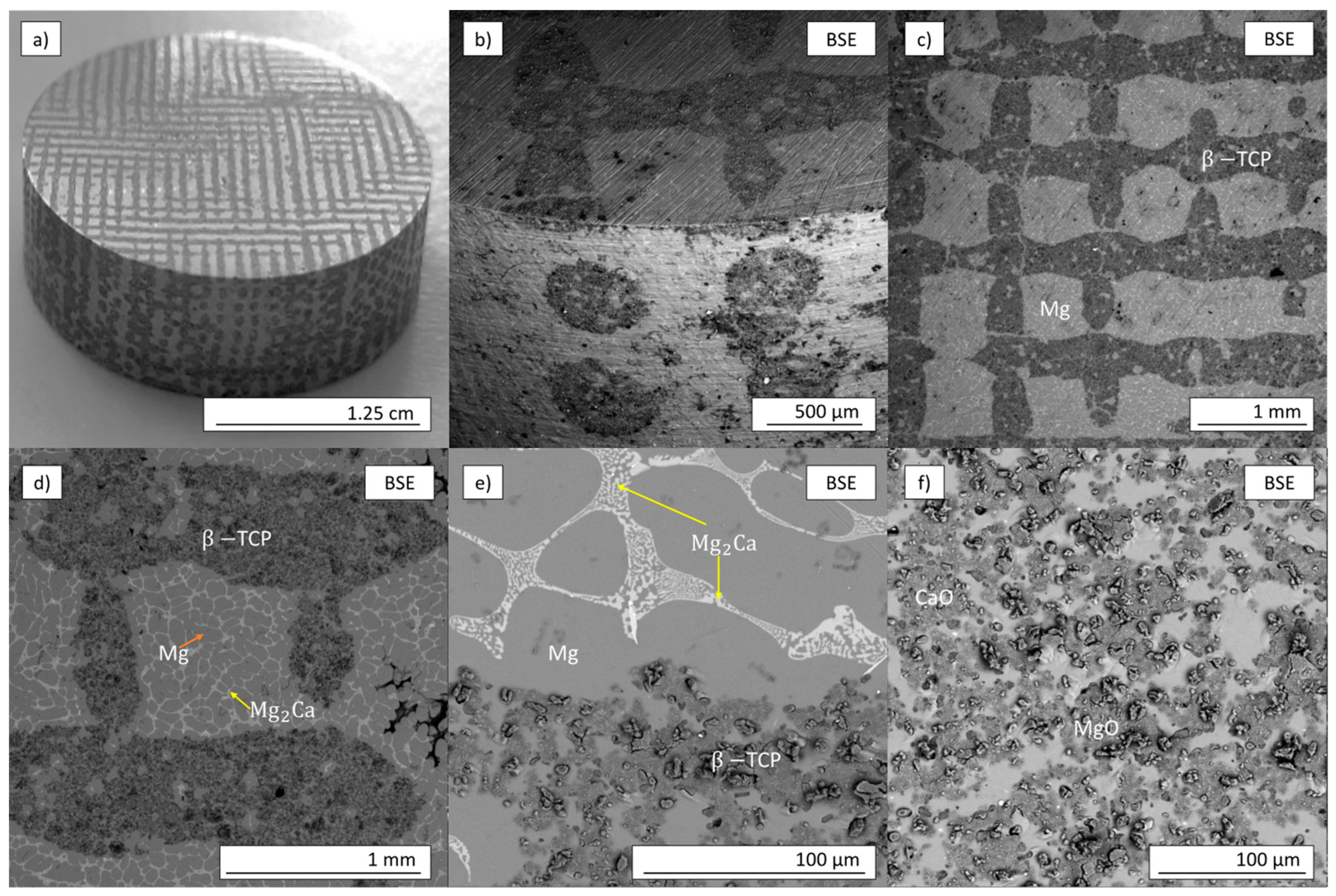
3.2. Chemical and Microstructural Characterization of the Mg/β-TCP Composite
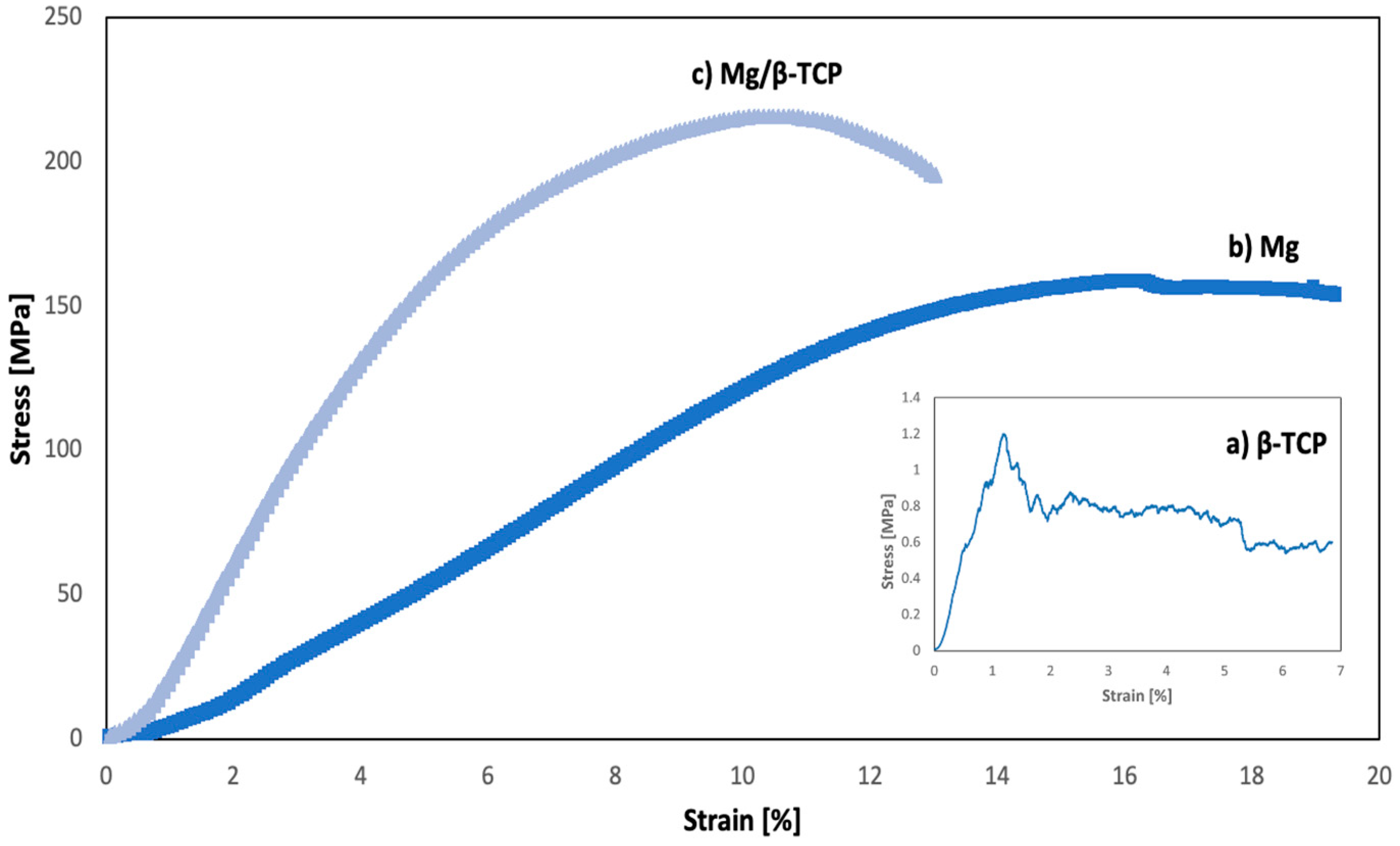
3.3. Mechanical Properties of Interpenetrating Mg/β-TCP Composite
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Etemadi, R.; Wang, B.; Pillai, K.; Niroumand, B.; Omrani, E.; Rohatgi, P. Pressure infiltration processes to synthesize metal matrix composites—A review of metal matrix composites, the technology and process simulation. Mater. Manuf. Process. 2018, 33, 1261–1290. [Google Scholar] [CrossRef]
- Kaczmar, J.W.; Pietrzak, K.; Wlosinski, W. The production and application of metal matrix composite materials. J. Mater. Process Technol. 2000, 106, 58–67. [Google Scholar] [CrossRef]
- Orboluv, I.; Németh, A.; Dobránszky, J. Composite production by pressure infiltration. Mater. Sci. Forum 2008, 589, 137–142. [Google Scholar]
- Blucher, J.; Narusawa, U.; Katsumata, M.; Nemeth, A. Continuous manufacturing of fiber-reinforced metal matrix composite wires—Technology and product characteristics. Compos. Part A Appl. Sci. Manuf. 2001, 32, 1759–1766. [Google Scholar] [CrossRef]
- Kainer, K.U. Metal Matrix Composites: Custom-Made Materials for Automotive and Aerospace Engineering; John Wiley & Sons: Weinheim, Germany, 2006. [Google Scholar]
- Balasubramanian, M. Composite Materials and Processing, 1st ed.; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar] [CrossRef]
- Suresh, S.; Mortensen, A. Fundamentals of Metal-Matrix Composites, 1st ed.; Elsevier Science: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Efzan, E.; Nordin, S.S.; Al Bakri, A.M.M. Fabrication method of aluminum matrix composite (AMCs): A review. Key Eng. Mater. 2016, 700, 102–110. [Google Scholar]
- Natarajan, N.; Krishnaraj, V.; Davim, J.P. Metal Matrix Composites: Synthesis, Wear Characteristics, Machinability Study of MMC Brake Drum; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Ceschini, L.; Dahle, A.; Gupta, M.; Jarfors, A.E.; Jayalakshmi, S.; Morris, A.; Singh, R.A. Aluminum And Magnesium Metal Matrix Nanocomposites; Springer: Singapore, 2017; pp. 19–20. [Google Scholar]
- Jayalakshmi, S.; Gupta, M. Metallic Amorphous Alloy Reinforcements in Light Metal Matrices; Springer: New York, NY, USA, 2015. [Google Scholar]
- Chen, Z.; Li, Z.; Li, J.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Zhang, F.; Li, Z.; Xu, M.; Wang, S.; Li, N.; Yang, J. A review of 3D printed porous ceramics. J. Eur. Ceram. Soc. 2022, 42, 3351–3373. [Google Scholar] [CrossRef]
- Nichols, R.W. Advanced Materials by Design: New Structural Materials Technologies; DIANE Publishing: Washington, DC, USA, 1988. [Google Scholar]
- Sobczak, N.; Singh, M.; Asthana, R. High-temperature wettability measurements in metal/ceramic systems–Some methodological issues. Curr. Opin. Solid. State. Mater. Sci. 2005, 9, 241–253. [Google Scholar] [CrossRef]
- San Marchi, C.; Kouzeli, M.; Rao, R.; Lewis, J.; Dunand, D. Alumina–aluminum interpenetrating-phase composites with three-dimensional periodic architecture. Scr. Mater. 2003, 49, 861–866. [Google Scholar] [CrossRef]
- Chang, H.; Higginson, R.; Binner, J. Microstructure and property characterisation of 3-3 Al(Mg)/Al2O3 interpenetrating composites produced by a pressureless infiltration technique. J. Mater. Sci. 2010, 45, 662–668. [Google Scholar] [CrossRef]
- Stevanovic, S.; Philippe, C. Improvement of Mechanical Properties of 3d Printed Hydroxyapatite Scaffolds by Polymeric Infiltration. Bioceram. Dev. Appl. 2013, 3, 10–12. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, X.; Zhao, C.; Li, J.; Song, Y.; Xie, C.; Tao, H.; Zhang, Y.; He, Y.; Jiang, Y.; et al. Research on an Mg–Zn alloy as a degradable biomaterial. Acta. Biomater. 2010, 6, 626–640. [Google Scholar] [CrossRef] [PubMed]
- Liu, D.; Huang, Y.; Prangnell, P. Microstructure and performance of a biodegradable Mg-1Ca-2Zn-1TCP composite fabricated by combined solidification and deformation processing. Mater. Lett. 2012, 82, 7–9. [Google Scholar] [CrossRef]
- Wang, X.; Li, J.; Xie, M.; Qu, L.; Zhang, P.; Li, X. Structure, mechanical property and corrosion behaviors of (HA+β-TCP)/Mg-5Sn composite with interpenetrating networks. Mater. Sci. Eng. C 2015, 56, 386–392. [Google Scholar] [CrossRef]
- Seleznev, M.; Shulz, B.; Cornie, J.; Zhang, S.; Sachs, E.; Serdy, J.; Cima, M. Development of Novel tool-less net-shape pressure infiltration casting technology for manufacturing metal matrix composites. In State of the Art in Cast Metal Matrix Composites in the Next Millenium [SiC]: Proceedings of a Symposium; Metallurgical Society of AIME: New York, NY, USA, 2000; pp. 81–88. [Google Scholar]
- Wang, X.; Zhang, P.; Dong, L.; Ma, X.; Li, J.; Zheng, Y. Microstructure and characteristics of interpenetrating β-TCP/Mg-Zn-Mn composite fabricated by suction casting. Mater. Design. 2014, 54, 995–1001. [Google Scholar] [CrossRef]
- Wang, X.; Nie, Q.; Ma, X.; Fan, J.; Yan, T.; Li, X. Microstructure and properties of co-continuous (β-TCP+MgO)/Zn-Mg composite fabricated by suction exsorption for biomedical applications. Trans. Nonferrous Met. Soc. China 2017, 27, 1996–2006. [Google Scholar] [CrossRef]
- Son, J.; Lee, W.; Park, Y.; Park, I. Fabrication and thermal expansion behavior of a magnesium-matrix composite with a high content of reinforcing SiC particles. Mech. Compos. Mater. 2011, 47, 427–434. [Google Scholar] [CrossRef]
- Casas-Luna, M.; Tkachenko, S.; Horynová, M.; Klakurková, L.; Gejdos, P.; Diaz-de-la-Torre, S.; Celko, L.; Kaiser, J.; Montufar, E.B. Interpenetrated Magnesium–Tricalcium Phosphate Composite: Manufacture, Characterization and In vitro Degradation Test. Acta. Metall. Sin. 2017, 30, 319–327. [Google Scholar] [CrossRef]
- Narita, K.; Konayashi, E.; Sato, T. Sintering Behavior and Mechanical Properties of Magnesium/β-Tricalcium Phosphate Composites Sintered by Spark Plasma Sintering. Mater. Trans. 2016, 57, 1620–1627. [Google Scholar] [CrossRef]
- Zhou, T.; De Hosson, J. Reactive wetting of liquid metals on ceramic substrates. Acta. Mater. 1996, 44, 421–426. [Google Scholar] [CrossRef]
- Nath, S.; Tripathi, R.; Basu, B. Understanding phase stability, microstructure development and biocompatibility in calcium phosphate -titania composites, synthesized from hydroxyapatite and titanium powder mixture. Mater. Sci. Eng. C 2009, 29, 97–107. [Google Scholar] [CrossRef]
- Reddy, B.; Das, K.; Das, S. A review on the synthesis of in situ aluminum-based composites by thermal, mechanical and mechanical–thermal activation of chemical reactions. J. Mater. Sci. 2007, 42, 9366–9378. [Google Scholar] [CrossRef]
- Jo, I.; Jeon, S.; Lee, E.; Cho, S.; Lee, H. Phase formation and interfacial phenomena of the in-situ combustion reaction of Al-Ti-C in TiC/Mg composites. Mater. Trans. 2015, 56, 661–664. [Google Scholar] [CrossRef]
- Ajayan, P.M.; Schadler, L.S.; Braun, P.V. Nanocomposite Science and Technology; John Wiley & Sons: New York, NY, USA, 2006. [Google Scholar]
- Yi, X.S.; Du, S.; Zhang, L. Composite Materials Engineering, Different Types of Composite Materials; Springer: Berlin/Heidelberg, Germany, 2018; Volume 12. [Google Scholar]
- Trinh, S.N.; Sastry, S.; Processing And Properties Of Metal Matrix Composites. Mechanical Engineering and Materials Science Independent Study, 10. 2016. Available online: https://openscholarship.wustl.edu/mems500/10/ (accessed on 1 August 2023).
- Ceschini, L.; Montanari, R. Advances in Metal Matrix Composites; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2011; p. 170. [Google Scholar]
- Carrodeguas, R.G.; De Aza, S. α-Tricalcium phosphate: Synthesis, properties and biomedical applications. Acta. Biomater. 2011, 7, 3536–3546. [Google Scholar] [CrossRef]
- ASTM E9-89a; Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature (Withdrawn 2009). ASTM International: West Conshohocken, PA, USA, 2000.
- Mondal, D.; Sarkar, S.; Oh, I.; Lee, B. Comparative Study of Microstructures and Material Properties in the Vacuum and Spark Plasma Sintered Tri-Calcium Phosphate Composites. Mater. Trans. 2011, 52, 1436–1442. [Google Scholar] [CrossRef]
- Gu, X.; Zhou, W.; Zheng, Y.; Dong, L.; Xi, Y.; Chai, D. Microstructure, mechanical property, bio-corrosion and cytotoxicity evaluations of Mg/HA composites. Mater. Sci. Eng. C 2010, 30, 827–832. [Google Scholar] [CrossRef]
- Casas-Luna, M.; Montufar, E.B.; Díaz-de-la-Torre, S.; Mendez-García, J.C.; Vištejnová, L.; Brínek, A.; Daňhel, A.; Dvořak, K.; Kaiser, J.; Čelko, L. Degradable magnesium-hydroxyapatite interpenetrating phase composites processed by current assisted metal infiltration in additive-manufactured porous preforms. J. Magnes. Alloys 2022, 10, 3641–3656. [Google Scholar] [CrossRef]
- Wiese, B. The Effect of CaO on Magnesium and Magnesium Calcium Alloys. Ph.D. Thesis, Technische Universität Clausthal, Clausthal-Zellerfeld, Germany, 2006. [Google Scholar]
- Dorozhkin, S. Calcium orthophosphates. Biomatter 2011, 1, 121–164. [Google Scholar] [CrossRef]
- Li, Z.; Gu, X.; Lou, S.; Zheng, Y. The development of binary Mg–Ca alloys for use as biodegradable materials within bone. Biomatter 2008, 29, 1329–1344. [Google Scholar] [CrossRef]
- Stüpp, C.A.; Szakács, G.; Mendis, C.L.; Gensch, F.; Müller, S.; Feyerabend, F.; Hotza, D.; Fredel, M.C.; Hort, N. Powder metallurgical synthesis of biodegradable Mg-hydroxyapatite composites for biomedical applications. In Magnesium Technology; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2015; pp. 425–429. [Google Scholar] [CrossRef]
- Lloyd, D.J. Particle reinforced aluminium and magnesium matrix composites. Int. Mater. Rev. 1994, 39, 1–23. [Google Scholar] [CrossRef]
- Sharma, A.; Fujii, H.; Paul, J. Influence of Reinforcement Incorporation Approach on Mechanical and Tribological Properties of AA6061-CNT Nanocomposite Fabricated via FSP. J. Manuf. Process. 2020, 59, 604–620. [Google Scholar] [CrossRef]
- Kwon, H.; Leparoux, M. Hot Extruded Carbon Nanotube Reinforced Aluminum Matrix Composite Materials. Nanotechnol. 2012, 23, 415701. [Google Scholar] [CrossRef] [PubMed]
- Yusop, A.H.; Bakir, A.A.; Shaharom, N.A.; Abdul Kadir, M.R.; Hermawan, H. Porous biodegradable metals for hard tissue scaffolds: A review. Int. J. Biomater. 2012, 2012, 641430. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Density [g/cm3] | [%] | |
|---|---|---|---|
| Theoretical | Experimental | ||
| β-TCP | 3.05 | 3.0349 ± 0.0008 | 84.46 ± 0.08 |
| Mg | 1.74 | 1.7354 ± 0.0005 | - |
| Mg/β-TCP | 1.94 * | 2.02 ± 0.08 | 1.94 ± 0.01 |
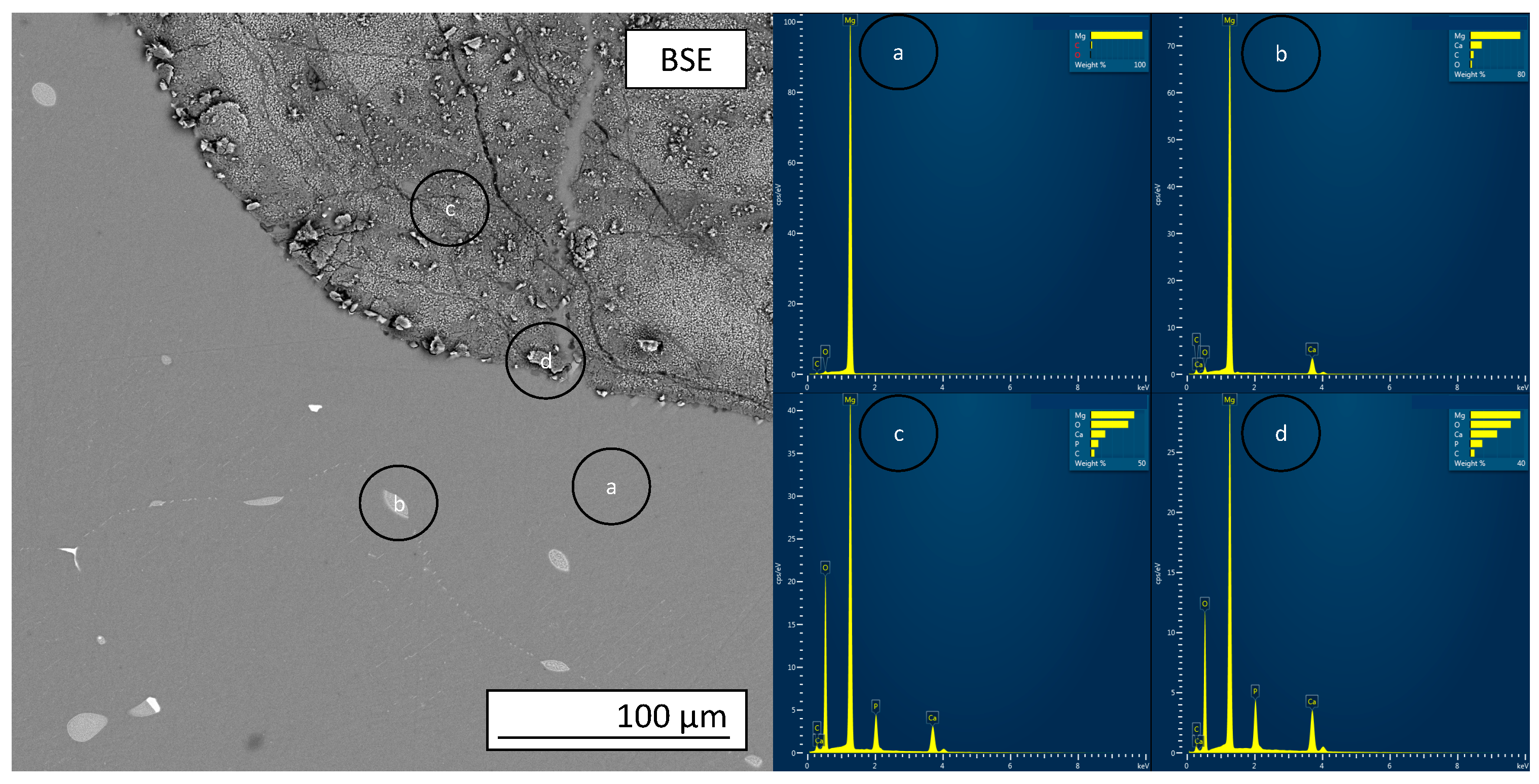
| Zone | C % | O % | Mg % | Ca % | P % |
|---|---|---|---|---|---|
| a | 11.00 | 1.50 | 87.50 | - | - |
| b | 10.96 | 4.31 | 74.22 | 10.51 | - |
| c | 6.20 | 42.01 | 34.22 | 11.16 | 6.52 |
| d | 6.94 | 46.17 | 35.18 | 7.2 | 4.96 |
| Values are in at. %. Zones a, b, c and d are located in Figure 6. | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Escalera, C.H.; Figueroa, I.A.; Casas-Luna, M.; Rodríguez-Gómez, F.J.; Piña-Barba, C.; Montufar, E.B.; Čelko, L. Magnesium Strengthening in 3D Printed TCP Scaffold Composites. J. Compos. Sci. 2023, 7, 467. https://doi.org/10.3390/jcs7110467
Escalera CH, Figueroa IA, Casas-Luna M, Rodríguez-Gómez FJ, Piña-Barba C, Montufar EB, Čelko L. Magnesium Strengthening in 3D Printed TCP Scaffold Composites. Journal of Composites Science. 2023; 7(11):467. https://doi.org/10.3390/jcs7110467
Chicago/Turabian StyleEscalera, Carmen H., Ignacio Alejandro Figueroa, Mariano Casas-Luna, Francisco Javier Rodríguez-Gómez, Cristina Piña-Barba, Edgar B. Montufar, and Ladislav Čelko. 2023. "Magnesium Strengthening in 3D Printed TCP Scaffold Composites" Journal of Composites Science 7, no. 11: 467. https://doi.org/10.3390/jcs7110467