
Exploring the Effect of Natural Ficus benghalensis Tree Aerial Root Powder on the Mechanical Properties of Basalt-Fiber-Reinforced Polymer Composites

 , , ,
, , ,
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Preparation of BAR Powder
2.3. Characterization of BAR
2.4. Fabrication of Composites
2.5. Mechanical Testing of Composites
2.6. Fracture Analysis through SEM
3. Results and Discussion
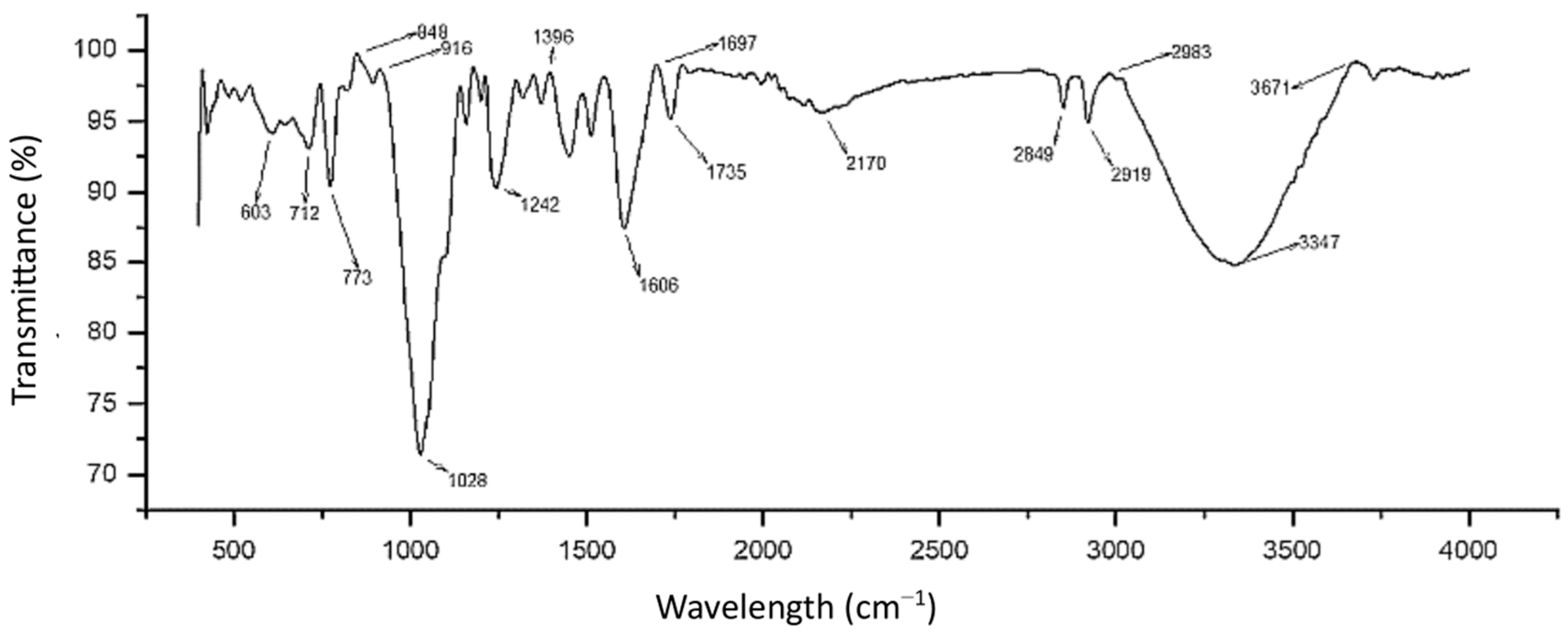
3.1. Characterization of BAR
3.2. FTIR Analysis of BEC Laminates
3.3. Mechanical Properties of the Composites
3.3.1. Tensile Strength
3.3.2. Flexural Strength
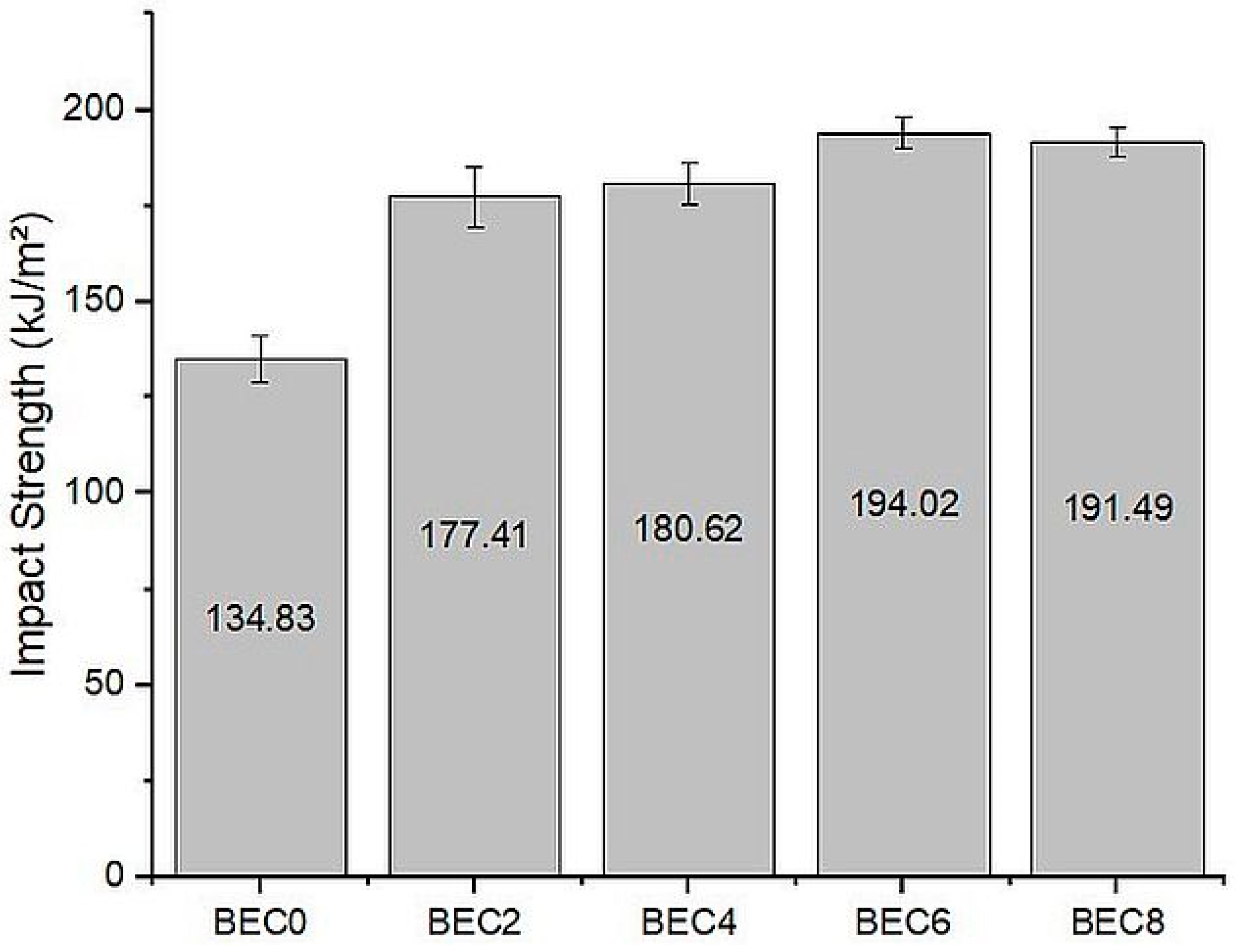
3.3.3. Impact Strength
4. Morphology of BEC Laminates through SEM
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kumar, V.; Yadav, A. Development and Thermal Performance Evaluation of Solar Parabolic Dish Based on Fiber-Reinforced Plastic. Heat Transf. 2022, 51, 6222–6248. [Google Scholar] [CrossRef]
- Rajak, D.K.; Wagh, P.H.; Kumar, A.; Behera, A.; Pruncu, C.I. Advanced Polymers in Aircraft Structures. In Materials, Structures and Manufacturing for Aircraft; Springer: Cham, Switzerland, 2022; pp. 65–88. [Google Scholar]
- Heo, W.W.; An, S.K.; Yeum, J.H.; Yang, S.B.; Choi, S. Manufacture and Vibration-Damping Effect of Composites for Archery Carbon Fiber-Reinforced Polymer Limb with Glass Fiber-Reinforced Polymer Stabilizer. Materials 2023, 16, 4048. [Google Scholar] [CrossRef] [PubMed]
- Guo, G.; Alam, S.; Peel, L.D. An Investigation of Deformation and Failure Mechanisms of Fiber-Reinforced Composites in Layered Composite Armor. Compos. Struct. 2022, 281, 115125. [Google Scholar] [CrossRef]
- Demircan, G.; Ozen, M.; Kisa, M.; Acikgoz, A.; Işıker, Y. The Effect of Nano-Gelcoat on Freeze-Thaw Resistance of Glass Fiber-Reinforced Polymer Composite for Marine Applications. Ocean Eng. 2023, 269, 113589. [Google Scholar] [CrossRef]
- Navaratnam, S.; Selvaranjan, K.; Jayasooriya, D.; Rajeev, P.; Sanjayan, J. Applications of Natural and Synthetic Fiber Reinforced Polymer in Infrastructure: A Suitability Assessment. J. Build. Eng. 2023, 66, 105835. [Google Scholar] [CrossRef]
- Yashas Gowda, T.G.; Vinod, A.; Madhu, P.; Mavinkere Rangappa, S.; Siengchin, S.; Jawaid, M. Mechanical and Thermal Properties of Flax/Carbon/Kevlar Based Epoxy Hybrid Composites. Polym. Compos. 2022, 43, 5649–5662. [Google Scholar]
- Selvan, M.T.G.A.; Binoj, J.S.; Moses, J.T.E.J.; Sai, N.P.; Siengchin, S.; Sanjay, M.R.; Liu, Y. Extraction and Characterization of Natural Cellulosic Fiber from Fragrant Screw Pine Prop Roots as Potential Reinforcement for Polymer Composites. Polym. Compos. 2022, 43, 320–329. [Google Scholar] [CrossRef]
- Haris, N.I.N.; Hassan, M.Z.; Ilyas, R.A.; Suhot, M.A.; Sapuan, S.M.; Dolah, R.; Mohammad, R.; Asyraf, M.R.M. Dynamic Mechanical Properties of Natural Fiber Reinforced Hybrid Polymer Composites: A Review. J. Mater. Res. Technol. 2022, 19, 167–182. [Google Scholar] [CrossRef]
- Khan, M.; Cao, M.; Chaopeng, X.; Ali, M. Experimental and Analytical Study of Hybrid Fiber Reinforced Concrete Prepared with Basalt Fiber under High Temperature. Fire Mater. 2022, 46, 205–226. [Google Scholar] [CrossRef]
- Shoaib, M.; Jamshaid, H.; Alshareef, M.; Alharthi, F.A.; Ali, M.; Waqas, M. Exploring the Potential of Alternate Inorganic Fibers for Automotive Composites. Polymers 2022, 14, 4946. [Google Scholar] [CrossRef]
- Tamás-Bényei, P.; Sántha, P. Potential Applications of Basalt Fibre Composites in Thermal Shielding. J. Therm. Anal. Calorim. 2023, 148, 271–279. [Google Scholar] [CrossRef]
- Karacor, B.; Ozcanli, M. Thermal and Mechanical Characteristic Investigation of the Hybridization of Basalt Fiber with Aramid Fiber and Carbon Fiber. Polym. Compos. 2022, 43, 8529–8544. [Google Scholar] [CrossRef]
- Biswas, R.; Sharma, N.; Singh, K.K. Influence of Fiber Areal Density on Mechanical Behavior of Basalt Fiber/Epoxy Composites under Varying Loading Rates: An Experimental and Statistical Approach. Polym. Compos. 2023, 44, 2222–2235. [Google Scholar] [CrossRef]
- Yao, Y.; Wang, S.; Xu, L.; Jiang, H.; Gu, Y.; Li, G.; Cui, J. Experimental and Simulation Study on Stiffness of Basalt Fiber-Reinforced Plastic Door Interior Trimming Panel. Arch. Civ. Mech. Eng. 2022, 23, 53. [Google Scholar] [CrossRef]
- Xiong, Z.; Lin, L.; Qiao, S.; Li, L.; Li, Y.; He, S.; Li, Z.; Liu, F.; Chen, Y. Axial Performance of Seawater Sea-Sand Concrete Columns Reinforced with Basalt Fibre-Reinforced Polymer Bars under Concentric Compressive Load. J. Build. Eng. 2022, 47, 103828. [Google Scholar] [CrossRef]
- Karim, M.A.; Abdullah, M.Z.; Deifalla, A.F.; Azab, M.; Waqar, A. An Assessment of the Processing Parameters and Application of Fibre-Reinforced Polymers (FRPs) in the Petroleum and Natural Gas Industries: A Review. Results Eng. 2023, 18, 101091. [Google Scholar] [CrossRef]
- Zheng, T.; Zhao, C.; He, J. Research on Fatigue Performance of Offshore Wind Turbine Blade with Basalt Fiber Bionic Plate. In Structures; Elsevier: Amsterdam, The Netherlands, 2023; Volume 47, pp. 466–481. [Google Scholar]
- Liu, E. Application and Performance Discussion of Fiber-Reinforced Composite Materials in Sports Equipment Based on Image Processing Technology. Sci. Program. 2022, 2022, 6879601. [Google Scholar] [CrossRef]
- Griffin, A.; Guo, Y.; Hu, Z.; Zhang, J.; Chen, Y.; Qiang, Z. Scalable Methods for Directional Assembly of Fillers in Polymer Composites: Creating Pathways for Improving Material Properties. Polym. Compos. 2022, 43, 5747–5766. [Google Scholar] [CrossRef]
- Sienkiewicz, N.; Dominic, M.; Parameswaranpillai, J. Natural Fillers as Potential Modifying Agents for Epoxy Composition: A Review. Polymers 2022, 14, 265. [Google Scholar] [CrossRef] [PubMed]
- Nazarpour-Fard, H. Rice Husk Ash: Economical and High-Quality Natural-Based Reinforcing Filler for Linear Low-Density and High-Density Polyethylene. Polym. Renew. Resour. 2022, 13, 206–222. [Google Scholar] [CrossRef]
- Ramesh, V.; Karthik, K.; Arunkumar, K.; Unnam, N.K.; Ganesh, R.; Rajkumar, C. Effect of Sawdust Filler with Kevlar/Basalt Fiber on the Mechanical Properties Epoxy—Based Polymer Composite Materials. Mater. Today Proc. 2023, 72, 2225–2230. [Google Scholar] [CrossRef]
- Sivakumar, V.; Kaliappan, S.; Natrayan, L.; Patil, P.P. Effects of Silane-Treated High-Content Cellulose Okra Fibre and Tamarind Kernel Powder on Mechanical, Thermal Stability and Water Absorption Behaviour of Epoxy Composites. Silicon 2023, 15, 4439–4447. [Google Scholar] [CrossRef]
- Arivendan, A.; Thangiah, W.J.J.; Ramakrishnan, S.; Desai, D.A. Biological Waste Water Hyacinth (Eichhornia crassipes) Plant Powder Particle with Eggshell Filler-Reinforced Epoxy Polymer Composite Material Property Analysis. J. Bionic Eng. 2023, 20, 1386–1399. [Google Scholar] [CrossRef]
- Coverdale Rangel Velasco, D.; Perissé Duarte Lopes, F.; Souza, D.; Colorado Lopera, H.A.; Neves Monteiro, S.; Fontes Vieira, C.M. Evaluation of Composites Reinforced by Processed and Unprocessed Coconut Husk Powder. Polymers 2023, 15, 1195. [Google Scholar] [CrossRef]
- Hiremath, A.; Nayak, S.Y.; Heckadka, S.S.; Pramod, J.J. Mechanical Behavior of Basalt-Reinforced Epoxy Composites Modified with Biomass-Derived Seashell Powder. Biomass Convers. Biorefinery 2023, 1–11. [Google Scholar] [CrossRef]
- Felix Sahayaraj, A.; Muthukrishnan, M.; Ramesh, M. Influence of Tamarindus indica Seed Nano-Powder on Properties of Luffa cylindrica (L.) Fruit Waste Fiber Reinforced Polymer Composites. Polym. Compos. 2022, 43, 6442–6452. [Google Scholar] [CrossRef]
- Ramesan, M.T.; Sameela, T.P.; Meera, K.; Bahuleyan, B.K.; Verma, M. In Situ Emulsion Polymerization of Poly (Vinyl Acetate) and Asparagus Racemosus Biopolymer Composites for Flexible Energy Storage Applications. Polym. Compos. 2023, 44, 4168–4177. [Google Scholar] [CrossRef]
- Ajithram, A.; Winowlin Jappes, J.T.; Rajini, N.; Siva, I.; Sumesh, K.R.; Dawood, D. Serious Ecological Threat Water Hyacinth (Eichhornia crassipes) Plant into Successive Hyacinth Ash with Eggshell Filler Reinforced Polymer Composite—Waste into Zero Waste Concept. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2023. [Google Scholar] [CrossRef]
- Khuntia, T.; Biswas, S. Mechanical, Viscoelastic, and Flammability Properties of Polymer Composites Reinforced with Novel Sirisha Bark Filler. J. Ind. Text. 2022, 51, 5887S–5909S. [Google Scholar] [CrossRef]
- Rajamanikandan, T.; Banumathi, S.; Karthikeyan, B.; Palanisamy, R.; Bajaj, M.; Zawbaa, H.M.; Kamel, S. Investigation of Dielectric and Mechanical Properties of Lignocellulosic Rice Husk Fibril for High and Medium Voltage Electrical Insulation Applications. J. Mater. Res. Technol. 2023, 22, 865–878. [Google Scholar] [CrossRef]
- Ayyanar, C.B.; Dharshinii, M.D.; Marimuthu, K.; Akhil, S.; Mugilan, T.; Bharathiraj, C.; Mavinkere Rangappa, S.; Khan, A.; Siengchin, S. Design, Fabrication, and Characterization of Natural Fillers Loaded HDPE Composites for Domestic Applications. Polym. Compos. 2022, 43, 5168–5178. [Google Scholar] [CrossRef]
- Rana, P.; Chopra, S. Extraction and Characterization of Inherently Antimicrobial Fibres from Aerial Roots of Banyan Tree. J. Nat. Fibers 2022, 19, 6196–6213. [Google Scholar] [CrossRef]
- Ganapathy, T.; Sathiskumar, R.; Senthamaraikannan, P.; Saravanakumar, S.S.; Khan, A. Characterization of Raw and Alkali Treated New Natural Cellulosic Fibres Extracted from the Aerial Roots of Banyan Tree. Int. J. Biol. Macromol. 2019, 138, 573–581. [Google Scholar] [CrossRef]
- Mohan, S.J.; Devasahayam, P.S.S.; Suyambulingam, I.; Siengchin, S. Suitability Characterization of Novel Cellulosic Plant Fiber from Ficus Benjamina L. Aerial Root for a Potential Polymeric Composite Reinforcement. Polym. Compos. 2022, 43, 9012–9026. [Google Scholar] [CrossRef]
- Ganapathy, T.; Sathiskumar, R.; Sanjay, M.R.; Senthamaraikannan, P.; Saravanakumar, S.S.; Parameswaranpillai, J.; Siengchin, S. Effect of Graphene Powder on Banyan Aerial Root Fibers Reinforced Epoxy Composites. J. Nat. Fibers 2021, 18, 1029–1036. [Google Scholar] [CrossRef]
- Ganapathy, T.; Ramasamy, K.; Suyambulingam, I.; Siengchin, S. Synergetic Effect of Graphene Particles on Novel Biomass—Based Ficus Benghalensis Aerial Root/Flax Fiber—Reinforced Hybrid Epoxy Composites for Structural Application. Biomass Convers. Biorefinery 2023, 1–38. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, Y.; Huo, H.; Wu, Z. Study of High Tensile Strength of Natural Continuous Basalt Fibers. J. Nat. Fibers 2020, 17, 214–222. [Google Scholar] [CrossRef]
- Heckadka, S.S.; Nayak, S.Y.; Samant, R. Mangifera Indica Mid-Rib Fibers as Reinforcements for CNSL-Epoxy Composites. J. Text. Inst. 2022, 113, 657–670. [Google Scholar] [CrossRef]
- Nagarjun, J.; Kanchana, J.; RajeshKumar, G.; Manimaran, S.; Krishnaprakash, M. Enhancement of Mechanical Behavior of PLA Matrix Using Tamarind and Date Seed Micro Fillers. J. Nat. Fibers 2022, 19, 4662–4674. [Google Scholar] [CrossRef]
- Joshi, S.; Hiremath, A.; Nayak, S.Y.; Jaideep, J.P.; Thipperudrappa, S. Hybridization Effect on the Mechanical Properties of Basalt Fiber Reinforced ZnO Modified Epoxy Composites. Polym. Compos. 2022, 43, 5704–5714. [Google Scholar] [CrossRef]
- Iyer, T.; Nayak, S.Y.; Hiremath, A.; Heckadka, S.S.; Jaideep, J.P. Influence of TiO2 Nanoparticle Modification on the Mechanical Properties of Basalt-Reinforced Epoxy Composites. Cogent Eng. 2023, 10, 2227397. [Google Scholar] [CrossRef]
- Thipperudrappa, S.; Ullal Kini, A.; Hiremath, A. Influence of Zinc Oxide Nanoparticles on the Mechanical and Thermal Responses of Glass Fiber-Reinforced Epoxy Nanocomposites. Polym. Compos. 2020, 41, 174–181. [Google Scholar] [CrossRef]
- Nayak, S.Y.; Satish, S.B.; Sultan, M.T.H.; Kini, C.R.; Shenoy, K.R.; Samant, R.; Sarvade, P.P.; Basri, A.A.; Mustapha, F. Influence of Fabric Orientation and Compression Factor on the Mechanical Properties of 3D E-Glass Reinforced Epoxy Composites. J. Mater. Res. Technol. 2020, 9, 8517–8527. [Google Scholar] [CrossRef]
- Santos, J.I.; Martín-Sampedro, R.; Fillat, Ú.; Oliva, J.M.; Negro, M.J.; Ballesteros, M.; Eugenio, M.E.; Ibarra, D. Evaluating Lignin-Rich Residues from Biochemical Ethanol Production of Wheat Straw and Olive Tree Pruning by FTIR and 2d-Nmr. Int. J. Polym. Sci. 2015, 2015, 314891. [Google Scholar] [CrossRef]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of Hemicellulose, Cellulose and Lignin Pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Szymanska-Chargot, M.; Zdunek, A. Use of FT-IR Spectra and PCA to the Bulk Characterization of Cell Wall Residues of Fruits and Vegetables Along a Fraction Process. Food Biophys. 2013, 8, 29–42. [Google Scholar] [CrossRef]
- Sun, S.N.; Yuan, T.Q.; Li, M.F.; Cao, X.F.; Xu, F.; Liu, Q.Y. Structural Characterization of Hemicelluloses from Bamboo Culms (Neosinocalamus affinis). Cellul. Chem. Technol. 2012, 46, 165–176. [Google Scholar]
- Nikolic, G.; Zlatkovic, S.; Cakic, M.; Cakic, S.; Lacnjevac, C.; Rajic, Z. Fast Fourier Transform IR Characterization of Epoxy GY Systems Crosslinked with Aliphatic and Cycloaliphatic EH Polyamine Adducts. Sensors 2010, 10, 684–696. [Google Scholar] [CrossRef]
- Chen, C.; Zhu, M.; Li, M.; Fan, Y.; Sun, R.-C. Epoxidation and Etherification of Alkaline Lignin to Prepare Water-Soluble Derivatives and Its Performance in Improvement of Enzymatic Hydrolysis Efficiency. Biotechnol. Biofuels 2016, 9, 87. [Google Scholar] [CrossRef]
- Cho, B.-G.; Joshi, S.R.; Lee, J.; Park, Y.-B.; Kim, G.-H. Direct Growth of Thermally Reduced Graphene Oxide on Carbon Fiber for Enhanced Mechanical Strength. Compos. Part B Eng. 2020, 193, 108010. [Google Scholar] [CrossRef]
- Chen, B.; Zhang, Q.; Lu, M.; Meng, H.; Qu, Z.; Xu, C.; Jiao, E. Synthesis of a Novel Lignin-Based Epoxy Resin Curing Agent and Study of Cure Kinetics, Thermal, and Mechanical Properties. J. Appl. Polym. Sci. 2021, 138, 50523. [Google Scholar] [CrossRef]
- Taghipoor, H.; Fereidoon, A.; Ghasemi-Ghalebahman, A.; Mirzaei, J. Experimental Assessment of Mechanical Behavior of Basalt/Graphene/PP-g-MA-Reinforced Polymer Nanocomposites by Response Surface Methodology. Polym. Bull. 2023, 80, 7663–7685. [Google Scholar] [CrossRef]
- Hemath, M.; Mavinkere Rangappa, S.; Kushvaha, V.; Dhakal, H.N.; Siengchin, S. A Comprehensive Review on Mechanical, Electromagnetic Radiation Shielding, and Thermal Conductivity of Fibers/Inorganic Fillers Reinforced Hybrid Polymer Composites. Polym. Compos. 2020, 41, 3940–3965. [Google Scholar] [CrossRef]
- Sergi, C.; Sbardella, F.; Lilli, M.; Tirillò, J.; Calzolari, A.; Sarasini, F. Hybrid Cellulose–Basalt Polypropylene Composites with Enhanced Compatibility: The Role of Coupling Agent. Molecules 2020, 25, 4384. [Google Scholar] [CrossRef]
- Nagi, C.S.; Ogin, S.L.; Mohagheghian, I.; Crean, C.; Foreman, A.D. Spray Deposition of Graphene Nano-Platelets for Modifying Interleaves in Carbon Fibre Reinforced Polymer Laminates. Mater. Des. 2020, 193, 108831. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite Designation | Proportions of Constituents (wt.%) | ||
|---|---|---|---|
| BAR Powder | Epoxy Resin | Basalt Fiber | |
| BEC0 | 0 | 50 | 50 |
| BEC2 | 2 | 48 | 50 |
| BEC4 | 4 | 46 | 50 |
| BEC6 | 6 | 44 | 50 |
| BEC8 | 8 | 42 | 50 |
| Wavelength (cm−1) | Bond and Vibration Type | Possible Compounds |
|---|---|---|
| 712 | C–Cl stretch, C–H “oop”, N–H wag, =C–H bend | Aromatic hydrogen of lignin [46,47] |
| 773 | C–Cl stretch, C–H “oop”, N–H wag, =C–H bend | Aromatic hydrogen of lignin [46,47] |
| 1028 | C–N stretch, C–O stretch | Alcohol groups of cellulose; aliphatic alcohols and ethers of lignin; pectin [48] |
| 1242 | C–N stretch, C–H wag, C–O stretch, | Alcohol groups of cellulose; aliphatic alcohols and ethers of lignin; pectin |
| 1606 | C=O stretch | Lignin |
| 1735 | C=O stretch | Carbonyl ester and carboxyl of carboxylic acid of hemicellulose; carbonyl aldehyde or ketone and carboxyl of carboxylic acid of lignin; carboxyl ester of pectin and carbonyl ester of waxes |
| 19 | C–H stretch | Aliphatic and alkyl compounds of cellulose; methyl groups of hemicellulose; methoxyl groups of lignin and methylene groups of waxes [48] |
| 3347 | N–H stretch, O–H stretch, H-bonded | Hydroxyl group of cellulose, hemicellulose, and waxes; phenolic and aliphatic hydroxyl groups of lignin [49] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nayak, S.Y.; Hiremath, A.; Bolar, G.; Punekar, A.S.; Prakash, S.; Shetty, H.; Jaideep, J.P. Exploring the Effect of Natural Ficus benghalensis Tree Aerial Root Powder on the Mechanical Properties of Basalt-Fiber-Reinforced Polymer Composites. J. Compos. Sci. 2023, 7, 493. https://doi.org/10.3390/jcs7120493
Nayak SY, Hiremath A, Bolar G, Punekar AS, Prakash S, Shetty H, Jaideep JP. Exploring the Effect of Natural Ficus benghalensis Tree Aerial Root Powder on the Mechanical Properties of Basalt-Fiber-Reinforced Polymer Composites. Journal of Composites Science. 2023; 7(12):493. https://doi.org/10.3390/jcs7120493
Chicago/Turabian StyleNayak, Suhas Yeshwant, Anupama Hiremath, Gururaj Bolar, Atharva Sachin Punekar, Shivam Prakash, Hrithik Shetty, and Jeppu Pramod Jaideep. 2023. "Exploring the Effect of Natural Ficus benghalensis Tree Aerial Root Powder on the Mechanical Properties of Basalt-Fiber-Reinforced Polymer Composites" Journal of Composites Science 7, no. 12: 493. https://doi.org/10.3390/jcs7120493