

Microstructural Modification of Cold-Sprayed Ti-Cr3C2 Composite Coating by Laser Remelting

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
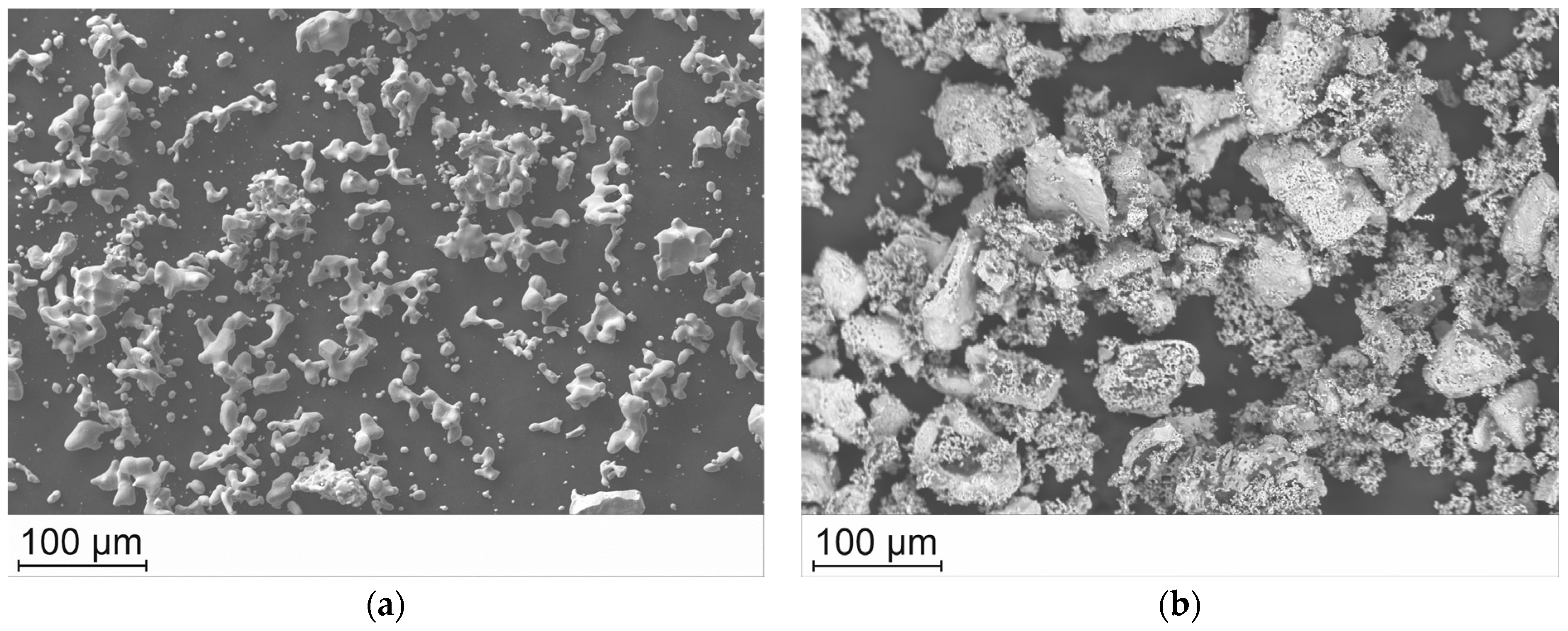
3.1. SEM and EDS Analysis
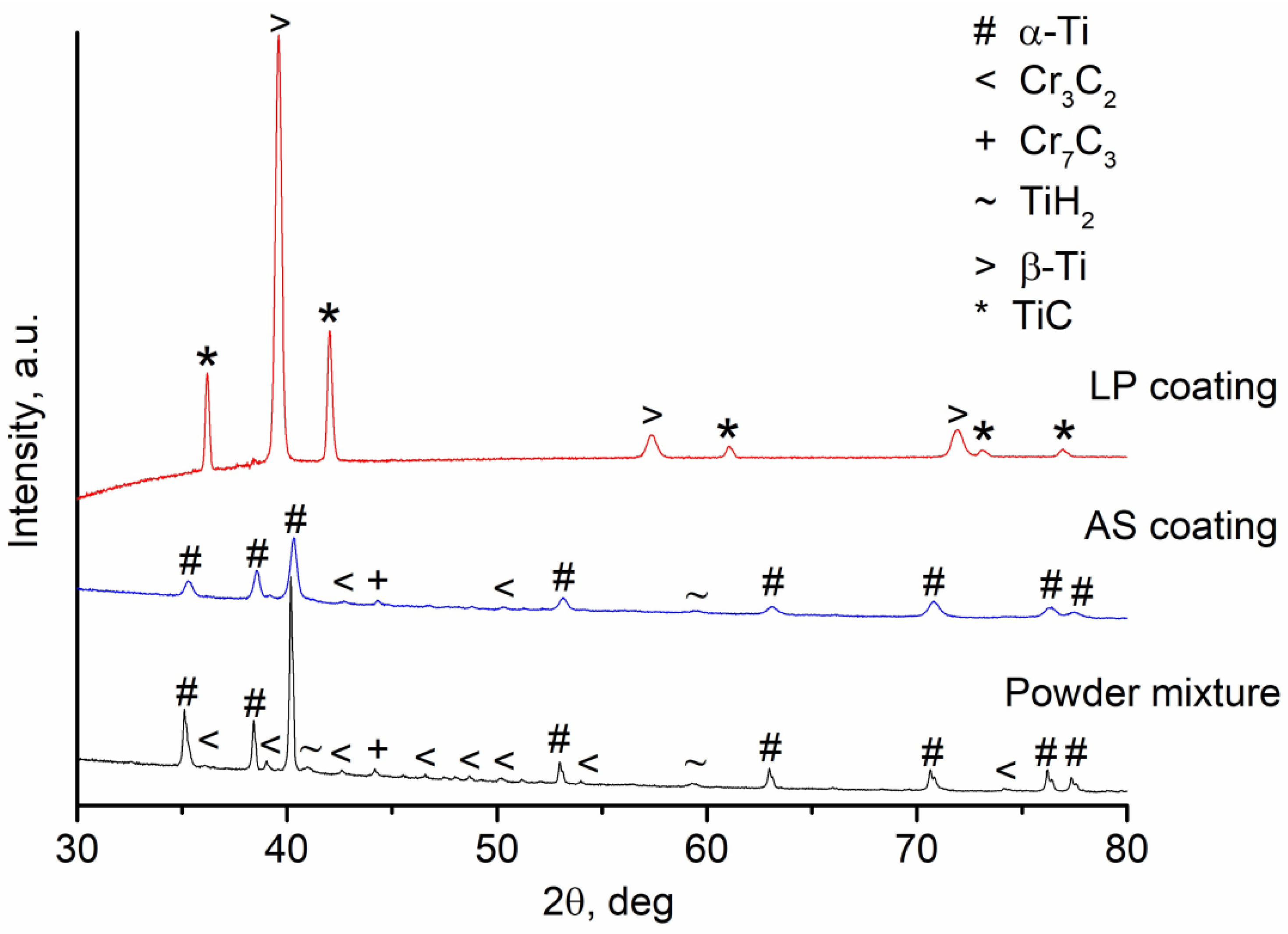
3.2. XRD Analysis
3.3. Microhardness
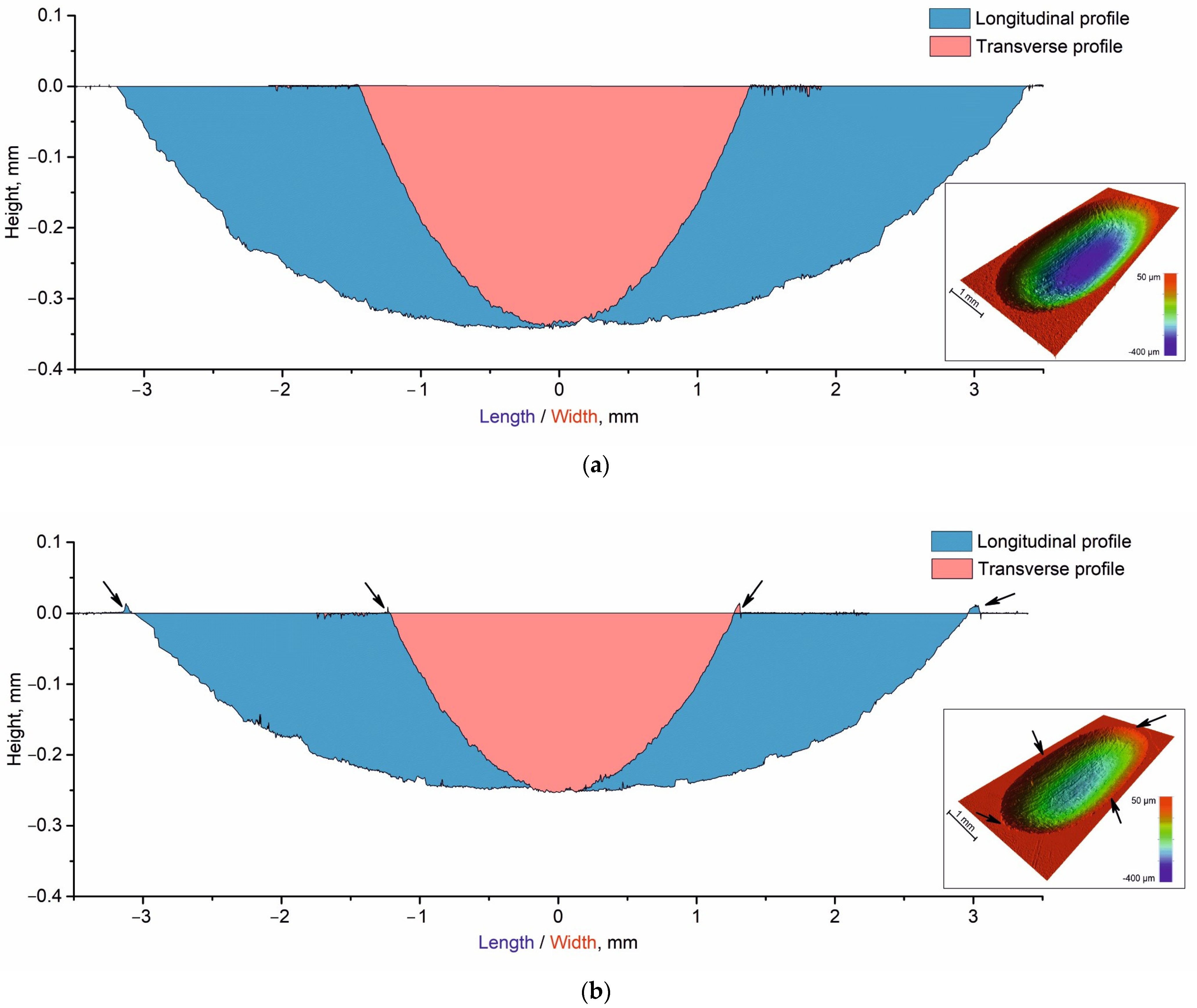
3.4. Tribological Characteristics
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Papyrin, A.; Kosarev, V.; Klinkov, S.; Alkhimov, A.; Fomin, V. Cold Spray Technology; Elsevier Science: Amsterdam, The Netherlands, 2007. [Google Scholar] [CrossRef]
- Champagne, V.K. The Cold Spray Materials Deposition Process. Fundamentals and Applications; Woodhead Publishing: Cambridge, UK, 2007. [Google Scholar]
- Guo, D.; Kazasidis, M.; Hawkins, A.; Fan, N.; Leclerc, Z.; MacDonald, D.; Nastic, A.; Nikbakht, R.; Ortiz-Fernandez, R.; Rahmati, S.; et al. Cold spray: Over 30 years of development toward a hot future. J. Therm. Spray Technol. 2022, 31, 866–907. [Google Scholar] [CrossRef]
- Vaz, R.F.; Garfias, A.; Albaladejo, V.; Sanchez, J.; Cano, I.G. A review of advances in cold spray additive manufacturing. Coatings 2023, 13, 267. [Google Scholar] [CrossRef]
- AlMangour, B. Fundamentals of Cold Spray Processing: Evolution and Future Perspectives. In Cold-Spray Coatings; Cavaliere, P., Ed.; Springer: Cham, Switzerland, 2018; pp. 3–24. [Google Scholar] [CrossRef]
- Sudharshan Phani, P.; Srinivasa Rao, D.; Joshi, S.V.; Sundararajan, G. Effect of process parameters and heat treatments on properties of cold sprayed copper coatings. J. Therm. Spray Technol. 2007, 16, 425–434. [Google Scholar] [CrossRef]
- Huang, R.; Sone, M.; Ma, W.; Fukanuma, H. The effects of heat treatment on the mechanical properties of cold-sprayed coatings. Surf. Coat. Technol. 2015, 261, 278–288. [Google Scholar] [CrossRef]
- Murray, J.W.; Zuccoli, M.V.; Hussain, T. Heat treatment of cold-sprayed C355 Al for repair: Microstructure and mechanical properties. J. Therm. Spray Technol. 2018, 27, 159–168. [Google Scholar] [CrossRef]
- Chua, A.; Park, C.; Ansell, T.Y.; Nieto, A. Mechanical behavior of annealed cold sprayed Cu-Ni coatings. J. Therm. Spray Technol. 2022, 31, 574–584. [Google Scholar] [CrossRef]
- Wang, H.; An, F.; Bai, X.; Yao, H.; Zhang, M.; Chen, Q.; Ji, G.; Ramachandran, C.S. Improvement of microstructure and sliding wear property of cold-sprayed FeAl intermetallic compound coating by annealing treatment. Coatings 2023, 13, 1260. [Google Scholar] [CrossRef]
- Al-Mangour, B.; Mongrain, R.; Irissou, E.; Yue, S. Improving the strength and corrosion resistance of 316L stainless steel for biomedical applications using cold spray. Surf. Coat. Technol. 2013, 216, 297–307. [Google Scholar] [CrossRef]
- Chen, C.; Xie, Y.; Yan, X.; Yin, S.; Fukanuma, H.; Huang, R.; Zhao, R.; Wang, J.; Ren, Z.; Liu, M.; et al. Effect of hot isostatic pressing (HIP) on microstructure and mechanical properties of Ti6Al4V alloy fabricated by cold spray additive manufacturing. Addit. Manuf. 2019, 27, 595–605. [Google Scholar] [CrossRef]
- Singh, P.; Singh, H.; Singh, S.; Calla, E.; Grewal, H.S.; Arora, H.S.; Krishnamurthy, A. Development, characterization and high-temperature oxidation behavior of hot-isostatic-treated cold-sprayed thick titanium deposits. Machines 2023, 11, 805. [Google Scholar] [CrossRef]
- Petrovskiy, P.; Khomutov, M.; Cheverikin, V.; Travyanov, A.; Sova, A.; Smurov, I. Influence of hot isostatic pressing on the properties of 316L stainless steel, Al-Mg-Sc-Zr alloy, titanium and Ti6Al4V cold spray deposits. Surf. Coat. Technol. 2021, 405, 126736. [Google Scholar] [CrossRef]
- Ito, K.; Ogawa, K. Effects of spark-plasma sintering treatment on cold-sprayed copper coatings. J. Therm. Spray Technol. 2014, 23, 104–113. [Google Scholar] [CrossRef]
- Vidyuk, T.M.; Dudina, D.V.; Korchagin, M.A.; Gavrilov, A.I.; Bokhonov, B.B.; Ukhina, A.V.; Esikov, M.A.; Shikalov, V.S.; Kosarev, V.F. Spark plasma sintering treatment of cold sprayed materials for synthesis and structural modification: A case study using TiC-Cu composites. Mater. Lett. X 2022, 14, 100140. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, H.; Wang, Y.; Tian, L.; Li, H.; Liu, W.; He, P.; Liu, H.; Li, R. Comparative study on the annealing of cold-sprayed boron nitride nanosheet/copper coating using spark plasma sintering and atmosphere furnace. Surf. Coat. Technol. 2023, 453, 129041. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Doyoyo, M. Laser-assisted cold-sprayed corrosion- and wear-resistant coatings: A review. J. Therm. Spray Technol. 2014, 23, 765–785. [Google Scholar] [CrossRef]
- AlMangour, B. Additive Manufacturing of Emerging Materials; Springer: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Sova, A.; Grigoriev, S.; Okunkova, A.; Smurov, I. Cold spray deposition of 316L stainless steel coatings on aluminium surface with following laser post-treatment. Surf. Coat. Technol. 2013, 235, 283–289. [Google Scholar] [CrossRef]
- Jing, Z.; Dejun, K. Effect of laser remelting on microstructure and immersion corrosion of cold–sprayed aluminum coating on S355 structural steel. Opt. Laser Technol. 2018, 106, 348–356. [Google Scholar] [CrossRef]
- Poza, P.; Munez, C.J.; Garrido-Maneiro, M.A.; Vezzu, S.; Rech, S.; Trentin, A. Mechanical properties of Inconel 625 cold-sprayed coatings after laser remelting. Depth sensing indentation analysis. Surf. Coat. Technol. 2014, 243, 51–57. [Google Scholar] [CrossRef]
- Stutzman, A.M.; Rai, A.K.; Alexandreanu, B.; Albert, P.E.; Sun, E.J.; Schwartz, M.L.; Reutzel, E.W.; Tressler, J.F.; Medill, T.P.; Wolfe, D.E. Laser glazing of cold sprayed coatings for the mitigation of stress corrosion cracking in light water reactor (LWR) applications. Surf. Coat. Technol. 2020, 386, 125429. [Google Scholar] [CrossRef]
- Zybała, R.; Bucholc, B.; Kaszyca, K.; Kowiorski, K.; Soboń, D.; Żórawski, W.; Moszczyńska, D.; Molak, R.; Pakieła, Z. Properties of cold sprayed titanium and titanium alloy coatings after laser surface treatment. Materials 2022, 15, 9014. [Google Scholar] [CrossRef]
- Kang, N.; Verdy, C.; Coddet, P.; Xie, Y.; Fu, Y.; Liao, H.; Coddet, C. Effects of laser remelting process on the microstructure, roughness and microhardness of in-situ cold sprayed hypoeutectic Al-Si coating. Surf. Coat. Technol. 2017, 318, 355–359. [Google Scholar] [CrossRef]
- Sova, A.; Doubenskaia, M.; Trofimov, E.; Samodurova, M. Deposition of high-entropy alloy coating by cold spray combined with laser melting: Feasibility tests. J. Therm. Spray Technol. 2022, 31, 1112–1128. [Google Scholar] [CrossRef]
- Batraev, I.S.; Ulianitsky, V.Y.; Sova, A.A.; Samodurova, M.N.; Trofimov, E.A.; Pashkeev, K.Y.; Malikov, A.G.; Dudina, D.V.; Ukhina, A.V. A feasibility study of high-entropy alloy coating deposition by detonation spraying combined with laser melting. Materials 2022, 15, 4532. [Google Scholar] [CrossRef]
- Baiamonte, L.; Pulci, G.; Gisario, A.; Paglia, L.; Marino, A.L.; Tului, M.; Marra, F. WC-Ti coatings deposited via cold gas spray and modified by laser and furnace heat treatments. J. Therm. Spray Technol. 2021, 30, 2083–2098. [Google Scholar] [CrossRef]
- Goral, A.; Zorawski, W.; Litynska-Dobrzynska, L.; Makrenek, M.; Goly, M.; Trelka, A.; Szlezynger, M. Laser modification of the microstructure and mechanical properties of (Cr3C2-25(Ni20Cr))-5(Ni25C) cermet coatings containing a solid lubricant. Surf. Coat. Technol. 2021, 405, 126701. [Google Scholar] [CrossRef]
- Fomin, V.M.; Golyshev, A.A.; Kosarev, V.F.; Malikov, A.G.; Orishich, A.M.; Ryashin, N.S.; Filippov, A.A.; Shikalov, V.S. Creation of heterogeneous materials on the basis of B4C and Ni powders by the method of cold spraying with subsequent layer-by-layer laser treatment. J. Appl. Mech. Tech. Phys. 2017, 58, 947–955. [Google Scholar] [CrossRef]
- Fomin, V.M.; Golyshev, A.A.; Kosarev, V.F.; Malikov, A.G.; Orishich, A.M.; Filippov, A.A. Deposition of cermet coatings on the basis of Ti, Ni, WC, and B4C by cold gas dynamic spraying with subsequent laser irradiation. Phys. Mesomech. 2020, 23, 291–300. [Google Scholar] [CrossRef]
- Fomin, V.M.; Golyshev, A.A.; Malikov, A.G.; Filippov, A.A.; Shikalov, V.S.; Yadrenkin, M.A.; Orishich, A.M. Experimental investigation of the effect of laser treatment on the resistance of a cermet coating to a high-speed impact. J. Eng. Phys. Thermophys. 2022, 95, 1773–1779. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, L.F.; Tang, H.P.; Liu, C.T.; Liu, B.; Huang, B.Y. Design of powder metallurgy titanium alloys and composites. Mater. Sci. Eng. A 2006, 418, 25–35. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, Z.; Yang, X.; Jia, X.; Yang, M.; Guo, Y.; Li, J.; Yu, Y. A low-cost and high-performance casted titanium matrix composite with Cr3C2 additions. Mater. Lett. 2023, 330, 133407. [Google Scholar] [CrossRef]
- Burkov, A.A.; Kulik, M.A. Electrospark deposition of coatings using Cr3C2 powder and their characterization. Lett. Mater. 2019, 9, 243–248. [Google Scholar] [CrossRef]
- Fernandez, R.; Jodoin, B. Cold spray aluminum-alumina cermet coatings: Effect of alumina content. J. Therm. Spray Technol. 2018, 27, 603–623. [Google Scholar] [CrossRef]
- Feng, C.; Guipont, V.; Jeandin, M.; Amsellem, O.; Pauchet, F.; Saenger, R.; Bucher, S.; Iacob, C. B4C/Ni composite coatings prepared by cold spray of blended or CVD-coated powders. J. Therm. Spray Technol. 2012, 21, 561–570. [Google Scholar] [CrossRef]
- Alidokht, S.A.; Vo, P.; Yue, S.; Chromik, R.R. Cold spray deposition of Ni and WC-reinforced Ni matrix composite coatings. J. Therm. Spray Technol. 2017, 26, 1908–1921. [Google Scholar] [CrossRef]
- Sailer, R.; McCarthy, G. ICDD Grant-in-Aid 1993, JCPDS code 44-1294; North Dakota State University: Fargo, ND, USA, 1993. [Google Scholar]
- Rundquist, S.; Runnsjo, G. Crystal structure refinement of Cr3C2. Acta Chem. Scand. 1969, 23, 1191–1199. [Google Scholar] [CrossRef]
- Brewer, L.N.; Schiel, J.F.; Menon, E.S.K.; Woo, D.J. The connections between powder variability and coating microstructures for cold spray deposition of austenitic stainless steel. Surf. Coat. Technol. 2018, 334, 50–60. [Google Scholar] [CrossRef]
- Numakura, H.; Koiwa, M.; Asano, H.; Izumi, F. Neutron diffraction study of the metastable γ titanium deuteride. Acta Met. 1988, 36, 2267–2273. [Google Scholar] [CrossRef]
- McMurdie, H.F.; Morris, M.C.; Evans, E.H.; Paretzkin, B.; Wong-Ng, W.; Hubbard, C.R. Methods of producing standard X-ray diffraction powder patterns. Powder Diffr. 1986, 1, 40–43. [Google Scholar] [CrossRef]
- Song, Y.; Qiu, F.; Savvakin, D.; Xu, X.; Stasiuk, O.; Ivasishin, O.; Cheng, T. In situ Ti6Al4V/TiB composites prepared by hydrogen-assisted sintering of blends containing TiH2 and ball-milled Ti+TiB2 powders. Materials 2022, 15, 1049. [Google Scholar] [CrossRef] [PubMed]
- Batraev, I.S.; Ulianitsky, V.Y.; Shtertser, A.A.; Dudina, D.V.; Ukhina, A.V. Formation of composite coatings during detonation spraying of Cr3C2. J. Compos. Sci. 2023, 7, 71. [Google Scholar] [CrossRef]
- Schmitz-Pranghe, N.; Duenner, P. Crystal structure and thermal expansion of scandium, titanium, vanadium, and manganese. Z. Metallkd. 1968, 59, 377–382. [Google Scholar]
- National Bureau of Standards (U.S.). Standard X-ray Diffraction Powder Patterns; U.S. Government Printing Office: Washington, D.C., U.S.A, 1981; Volume 25, p. 73. [Google Scholar]
- He, L.; Hassani, M. A review of the mechanical and tribological behavior of cold spray metal matrix composites. J. Therm. Spray Technol. 2020, 29, 1565–1608. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Microhardness, HV0.1 | Specific Wear Rate × 10−3, mm3/N × m | CoF | |
|---|---|---|---|
| Substrate | 341.7 ± 7.7 | 0.4 ± 0.01 | 0.44 ± 0.003 |
| AS coating | 151.4 ± 14.3 | 1.2 ± 0.04 | 0.67 ± 0.01 |
| LP coating | 437.6 ± 14.2 | 0.25 ± 0.01 | 0.7 ± 0.008 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shikalov, V.S.; Katanaeva, D.A.; Vidyuk, T.M.; Golyshev, A.A.; Kosarev, V.F.; Kornienko, E.E.; Malikov, A.G.; Atuchin, V.V. Microstructural Modification of Cold-Sprayed Ti-Cr3C2 Composite Coating by Laser Remelting. J. Compos. Sci. 2023, 7, 500. https://doi.org/10.3390/jcs7120500
Shikalov VS, Katanaeva DA, Vidyuk TM, Golyshev AA, Kosarev VF, Kornienko EE, Malikov AG, Atuchin VV. Microstructural Modification of Cold-Sprayed Ti-Cr3C2 Composite Coating by Laser Remelting. Journal of Composites Science. 2023; 7(12):500. https://doi.org/10.3390/jcs7120500
Chicago/Turabian StyleShikalov, Vladislav S., Diana A. Katanaeva, Tomila M. Vidyuk, Alexander A. Golyshev, Vladimir F. Kosarev, Elena E. Kornienko, Alexander G. Malikov, and Victor V. Atuchin. 2023. "Microstructural Modification of Cold-Sprayed Ti-Cr3C2 Composite Coating by Laser Remelting" Journal of Composites Science 7, no. 12: 500. https://doi.org/10.3390/jcs7120500