
Effects of the Simultaneous Strengthening of the Glass Fiber Surface and Polyamide-6 Matrix by Plasma Treatment and Nanoclay Addition on the Mechanical Properties of Multiscale Hybrid Composites


Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
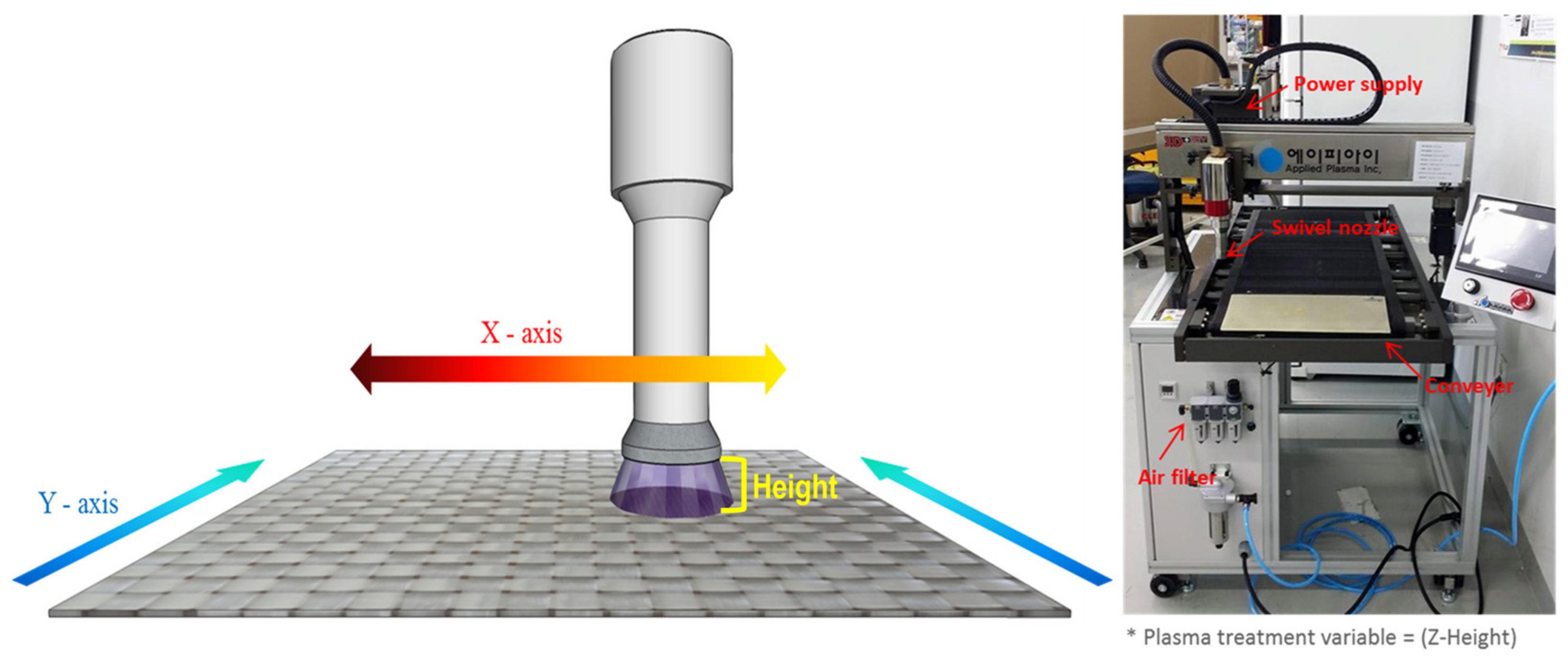
2.2. Plasma Treatment of the WGF Surface
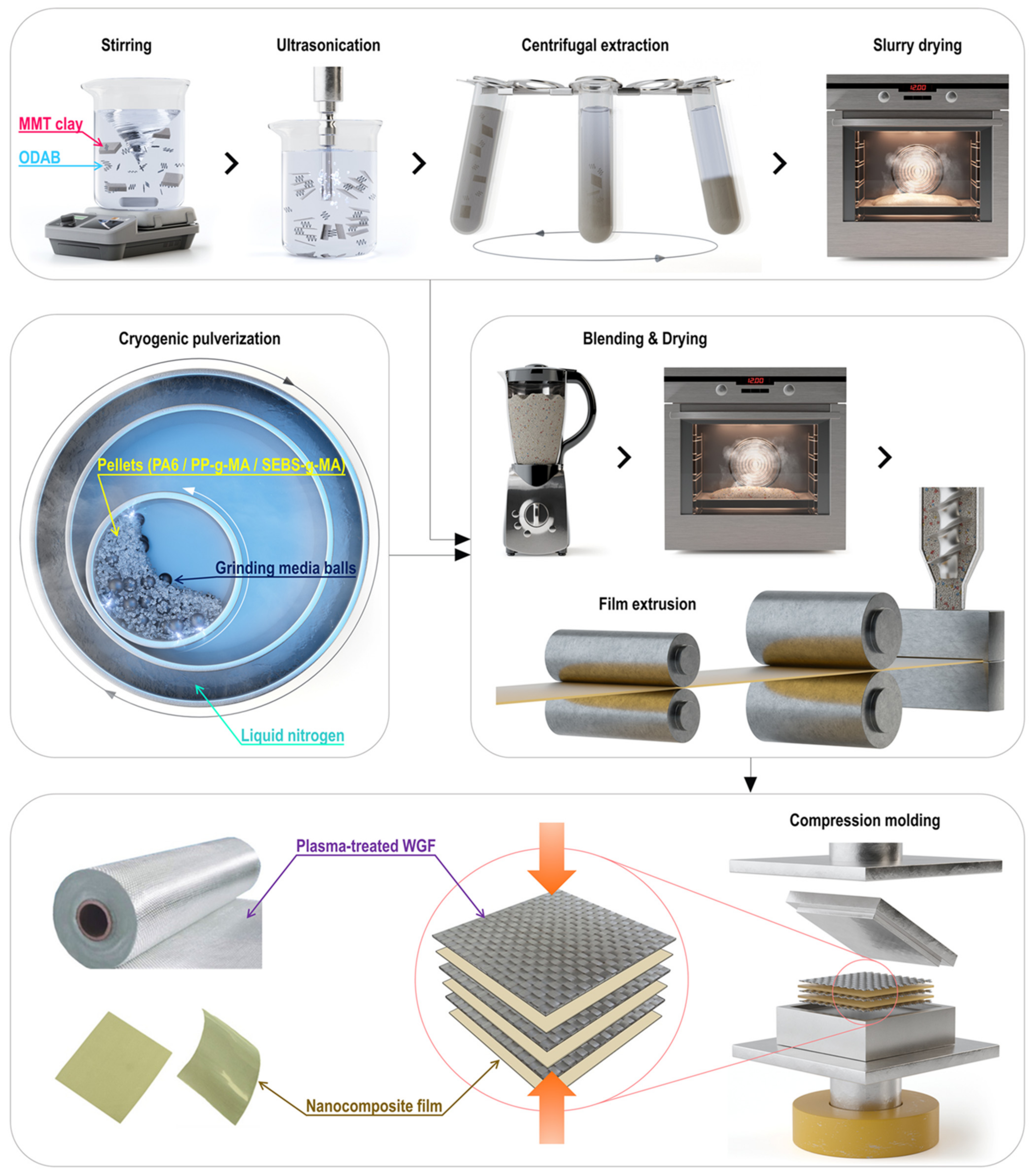
2.3. Preparation of PA6 Nanocomposite Films and MHCs
2.4. Characterization of the Nanocomposite Film
2.5. MHC Characterization
2.5.1. X-ray Photoelectron Spectroscopy (XPS) of the WGF
2.5.2. Scanning Electron Microscopy on Fractured Surface of the MHCs
2.5.3. Three-Point Bending and Drop Weight Impact Testing of the MHCs
3. Results and Discussion
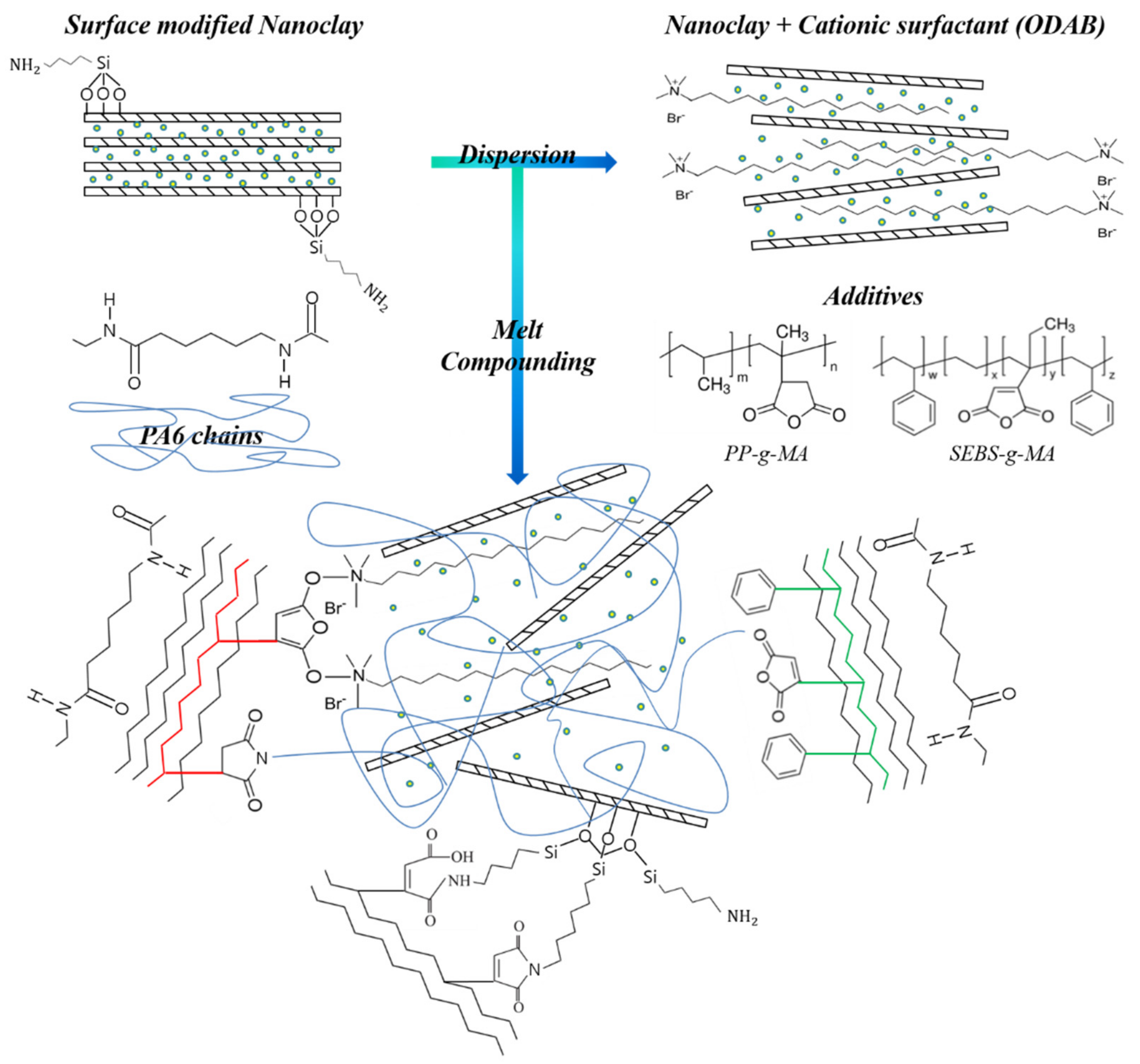
3.1. Interaction Mechanism of the PA6 Nanocomposite Blend
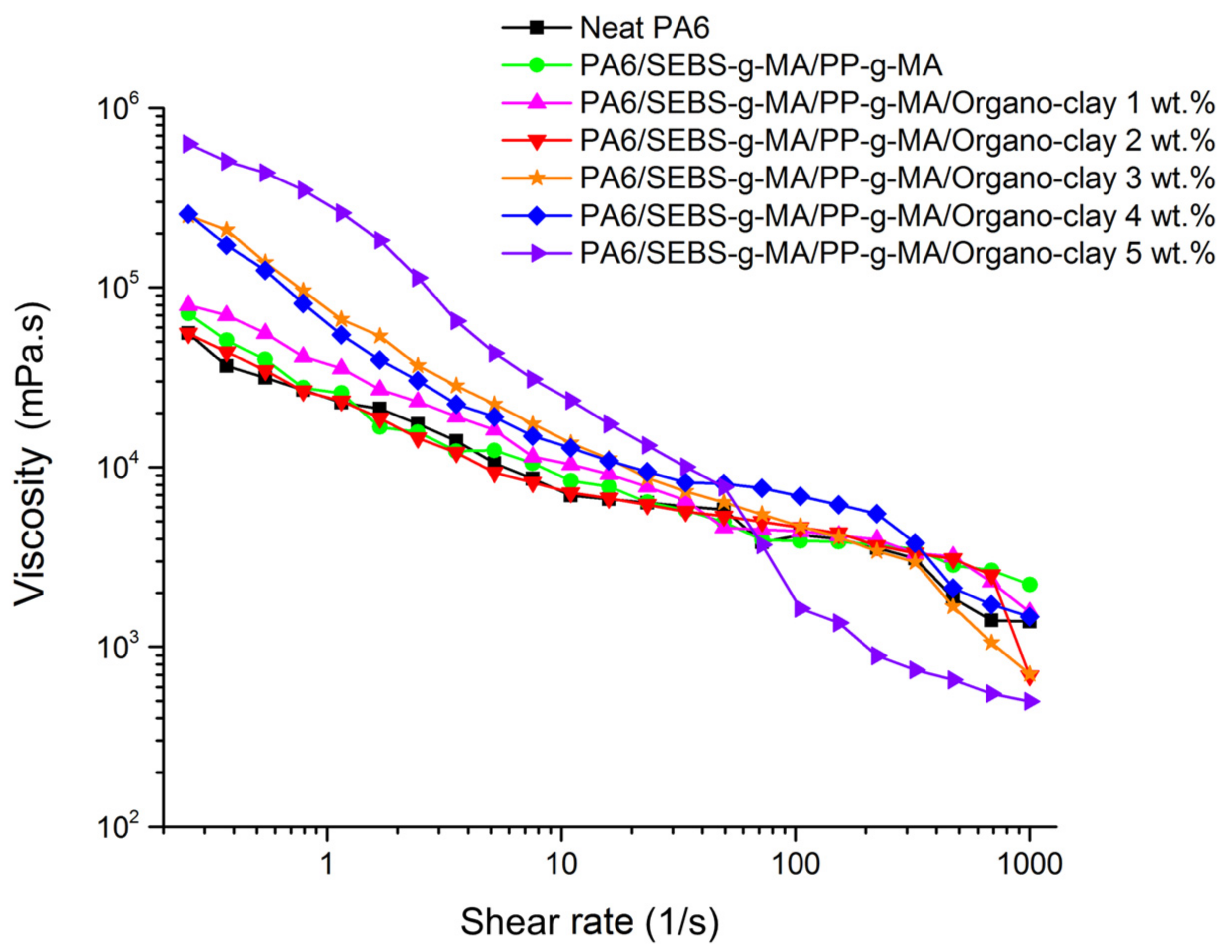
3.2. Dynamic Viscosity of the Nanocomposite Films
3.3. Crystallinity and Melting Temperature of the Nanocomposite Films
3.4. Tensile Properties of the Nanocomposite Films
3.5. Surface Morphology of the Plasma-Treated WGF
3.6. Surface Composition of the Plasma-Treated WGF
3.7. Mechanical Properties of the MHCs
3.8. Fractured Surfaces of the MHCs
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites applications in automotive. JOM US 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Nayak, N.V. Composite Materials in Aerospace Applications. Int. J. Sci. Res. Publ. 2014, 4, 238–247. [Google Scholar]
- Berger, E.J.; Sonta, K.A.; Shah, B. Fabric Composite Support or Enclosure for an Automotive Battery Pack. US Patent 9,331,321, 3 May 2016. [Google Scholar]
- Kleba, I.; Haberstroh, E.; Kraemer, A. All-phenolic sandwich structures for aircraft interior applications. Int. Sampe. Tech. Conf. 2001, 46, 2562–2576. [Google Scholar]
- Song, K.H.; Kil, Y.K.; Lee, T.H.; Lee, K.H.; Kim, H.J. Seat-Back Frame, Method for Preparing Same, and Seat-Back for Vehicl. US Patent 10,118,523, 6 November 2018. [Google Scholar]
- Fu, S.-Y.; Lauke, B. Effects of fiber length and fiber orientation distributions on the tensile strength of short-fiber-reinforced polymers. Compos. Sci. Technol. 1996, 56, 1179–1190. [Google Scholar] [CrossRef]
- Biron, M. Chapter 6—Thermoplastic composites. In Thermoplastics and Thermoplastic Composites; Biron, M., Ed.; Elsevier: Oxford, UK, 2007; pp. 767–828. [Google Scholar]
- Biron, M. Chapter 3—Basic criteria for the selection of thermoplastics. In Thermoplastics and Thermoplastic Composites; Biron, M., Ed.; Elsevier: Oxford, UK, 2007; pp. 155–216. [Google Scholar]
- Lee, C.H.; Khalina, A.; Lee, S.H. Importance of Interfacial Adhesion Condition on Characterization of Plant-Fiber-Reinforced Polymer Composites: A Review. Polymers 2021, 13, 438. [Google Scholar] [CrossRef]
- Vivekchand, S.R.C.; Ramamurty, U.; Rao, C.N.R. Mechanical properties of inorganic nanowire reinforced polymer-matrix composites. Nanotechnology 2006, 17, S344–S350. [Google Scholar] [CrossRef]
- Ma, L.; Li, N.; Wu, G.; Song, G.; Li, X.; Han, P.; Wang, G.; Huang, Y. Interfacial enhancement of carbon fiber composites by growing TiO2 nanowires onto amine-based functionalized carbon fiber surface in supercritical water. Appl. Surf. Sci. 2018, 433, 560–567. [Google Scholar] [CrossRef]
- Hazarika, A.; Deka, B.K.; Kim, D.; Kong, K.; Park, Y.B.; Park, H.W. Growth of aligned ZnO nanorods on woven Kevlar (R) fiber and its performance in woven Kevlar (R) fiber/polyester composites. Compos. Part. A Appl. Sci. Manuf. 2015, 78, 284–293. [Google Scholar] [CrossRef]
- Kim, B.-J.; Cha, S.-H.; Kang, G.-H.; Kong, K.; Ji, W.; Park, H.W.; Park, Y.-B. Interfacial control through ZnO nanorod growth on plasma-treated carbon fiber for multiscale reinforcement of carbon fiber/polyamide 6 composites. Mater. Today Commun. 2018, 17, 438–449. [Google Scholar] [CrossRef]
- Kim, B.-J.; Cha, S.-H.; Kong, K.; Ji, W.; Park, H.W.; Park, Y.-B. Synergistic interfacial reinforcement of carbon fiber/polyamide 6 composites using carbon-nanotube-modified silane coating on ZnO-nanorod-grown carbon fiber. Compos. Sci. Technol. 2018, 165, 362–372. [Google Scholar] [CrossRef]
- Kim, H.-H.; Kim, S.-Y.; Kim, D.-H.; Oh, C.-Y.; Jo, N.-J. Effect of Silane Coupling Agent on the Flexural Property of Glass Fiber Reinforced Composite Film. J. Mate. Sci. Chem. Eng. 2014, 2, 38–42. [Google Scholar] [CrossRef]
- Fletes, R.C.V.; Rodrigue, D. Effect of Wood Fiber Surface Treatment on the Properties of Recycled HDPE/Maple Fiber Composites. J. Compos. Sci. 2021, 5, 177. [Google Scholar] [CrossRef]
- Kim, J.; Cho, D. Effects of Alkali-Treatment and Feeding Route of Henequen Fiber on the Heat Deflection Temperature, Mechanical, and Impact Properties of Novel Henequen Fiber/Polyamide 6 Composites. J. Compos. Sci. 2022, 6, 89. [Google Scholar] [CrossRef]
- Badagliacco, D.; Fiore, V.; Sanfilippo, C.; Valenza, A. Effectiveness of Sodium Acetate Treatment on the Mechanical Properties and Morphology of Natural Fiber-Reinforced Composites. J. Compos. Sci. 2022, 6, 5. [Google Scholar] [CrossRef]
- Bekele, A.E.; Lemu, H.G.; Jiru, M.G. Study of the Effects of Alkali Treatment and Fiber Orientation on Mechanical Properties of Enset/Sisal Polymer Hybrid Composite. J. Compos. Sci. 2023, 7, 37. [Google Scholar] [CrossRef]
- Cecchin, D.; Farina, A.P.; Vitti, R.P.; Moraes, R.R.; Bacchi, A.; Spazzin, A.O. Acid Etching and Surface Coating of Glass-Fiber Posts: Bond Strength and Interface Analysis. Braz. Dent. J. 2016, 27, 228–233. [Google Scholar] [CrossRef]
- Feih, S.; Manatpon, K.; Mathys, Z.; Gibson, A.G.; Mouritz, A.P. Strength degradation of glass fibers at high temperatures. J. Mater. Sci. 2009, 44, 392–400. [Google Scholar] [CrossRef]
- Tiwari, S. Surface Treatment of Carbon Fibers—A Review. Proc. Tech. 2014, 14, 505–512. [Google Scholar] [CrossRef]
- Kusano, Y.; Mortensen, H.; Stenum, B.; Kingshott, P.; Andersen, T.L.; Brondsted, P.; Bilde-Sorensen, J.B.; Sorensen, B.F.; Bindslev, H. Atmospheric Pressure Plasma Treatment of Glass Fibre Composite for Adhesion Improvement. Plasma Process Polym. 2007, 4, S455–S459. [Google Scholar] [CrossRef]
- Zhang, S.Y.; Huang, G.S.; Wang, X.J.; Huang, Y.J.; Yang, J.; Li, G.X. Effect of air plasma treatment on the mechanical properties of polyphenylene sulfide/glass fiber cloth composites. J. Reinf. Plast. Comp. 2013, 32, 786–793. [Google Scholar] [CrossRef]
- Biron, M. Thermoplastics and Thermoplastic Composites, 1st ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2007; p. 867. [Google Scholar]
- Koh, J.S.; Lee, C.H.; Choi, H.K.; Hahn, A.; Nah, J.W. Effect of Compatibilizer SEBS-g-MA on Nano-Morphology in Polyamide 6/Maleated Polypropylene Blends. J. Korean Ind. Eng. Chem. 2003, 14, 336–341. [Google Scholar]
- Hegde, R.R. Structure and properties of nanoclay reinforced polymer films, fibers and nonwovens. Doctoral Dissertations, University of Tennessee, Knoxville, TN, USA, 2009. [Google Scholar]
- Schwab, F.; Bucheli, T.D.; Lukhele, L.P.; Magrez, A.; Nowack, B.; Sigg, L.; Knauer, K. Are Carbon Nanotube Effects on Green Algae Caused by Shading and Agglomeration? Environ. Sci. Technol. 2011, 45, 6136–6144. [Google Scholar] [CrossRef] [PubMed]
- Kaynak, C.; Gunduz, H.O.; Isitman, N.A. Use of Nanoclay as an Environmentally Friendly Flame Retardant Synergist in Polyamide-6. J. Nanosci. Nanotechn. 2010, 10, 7374–7377. [Google Scholar] [CrossRef]
- Alipour, S.; Mostafapour, A.; Laieghi, H.; Marzec, A. Manufacturing and Joining PP/NBR Blends in the Presence of Dual Compatibilizer and Halloysite Nanotubes. Nanomaterials 2023, 13, 49. [Google Scholar] [CrossRef] [PubMed]
- Li, G.; Fei, Y.; Kuang, T.; Liu, T.; Zhong, M.; Li, Y.; Jiang, J.; Turng, L.-S.; Chen, F. The Injected Foaming Study of Polypropylene/Multiwall Carbon Nanotube Composite with In Situ Fibrillation Reinforcement. Polymers 2022, 14, 5411. [Google Scholar] [CrossRef] [PubMed]
- Li, P.; Fei, Y.; Ruan, S.; Yang, J.; Chen, F.; Jin, Y. The Influence of Pressure-Induced-Flow Processing on the Morphology, Thermal and Mechanical Properties of Polypropylene Blends. J. Compos. Sci. 2021, 5, 64. [Google Scholar] [CrossRef]
- Tejada-Oliveros, R.; Balart, R.; Ivorra-Martinez, J.; Gomez-Caturla, J.; Montanes, N.; Quiles-Carrillo, L. Improvement of Impact Strength of Polylactide Blends with a Thermoplastic Elastomer Compatibilized with Biobased Maleinized Linseed Oil for Applications in Rigid Packaging. Molecules 2021, 26, 240. [Google Scholar] [CrossRef]
- Xi, Y.; Martens, W.; He, H.; Frost, R.L. Thermogravimetric analysis of organoclays intercalated with the surfactant octadecyltrimethylammonium bromide. J. Therm. Anal. Calorim. 2005, 81, 91–97. [Google Scholar] [CrossRef]
- Kim, B.-J.; Deka, B.K.; Joung, C.; Park, Y.-B. Synergistic Mechanical Reinforcement of Woven Carbon Fiber/Polypropylene Composites Using Plasma Treatment and Nanoclay. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 595–609. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, C.; Dong, S.; Zu, L.; Lan, T. The study on microstructure and mechanical properties of multi-component composite based on HDPE. Des. Monomers Polym. 2020, 23, 164–176. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Ortiz, R.; Correa, R.D.A.; Krifa, M.; Koo, J.H. Self-Extinguishing and Non-Drip Flame Retardant Polyamide 6 Nanocomposite: Mechanical, Thermal, and Combustion Behavior. Flame Retard. Therm. Stab. Mater. 2018, 1, 1–13. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, Y.; Shao, W.; Ren, Y.; Dong, W.; Zhang, F.; Liu, L.-Z. Crystallization, Structures, and Properties of Different Polyolefins with Similar Grafting Degree of Maleic Anhydride. Polymers 2020, 12, 675. [Google Scholar] [CrossRef] [PubMed]
- Perrin-Sarazin, F.; Ton-That, M.T.; Bureau, M.N.; Denault, J. Micro- and nano-structure in polypropylene/clay nanocomposites. Polymer 2005, 46, 11624–11634. [Google Scholar] [CrossRef]
- Deka, B.K.; Maji, T.K. Study on the properties of nanocomposite based on high density polyethylene, polypropylene, polyvinyl chloride and wood. Compos. Part A Appl. Sci. Manuf. 2011, 42, 686–693. [Google Scholar] [CrossRef]
- Lin, J.H.; Lin, Z.L.; Chen, J.M.; Lou, C.W. Manufacturing Technique and Interfacial Modification of Polypropylene/Short Glass Fiber Composites. Adv. Mater. Res. 2014, 910, 250–253. [Google Scholar] [CrossRef]
- Rauwendaal, C. Polymer Extrusion 5E; Hanser Publications: Cincinnati, OH, USA, 2014; p. 934. [Google Scholar]
- Arora, A.; Choudhary, V.; Sharma, D.K. Effect of clay content and clay/surfactant on the mechanical, thermal and barrier properties of polystyrene/organoclay nanocomposites. J. Polym. Res. 2011, 18, 843–857. [Google Scholar] [CrossRef]
- Bikiaris, D.; Matzinos, P.; Larena, A.; Flaris, V.; Panayiotou, C. Use of silane agents and poly(propylene-g-maleic anhydride) copolymer as adhesion promoters in glass fiber/polypropylene composites. J. Appl. Polym. Sci. 2001, 81, 701–709. [Google Scholar] [CrossRef]
- Ishak, Z.M.; Chow, W.S.; Takeichi, T. Influence of SEBS-g-MA on morphology, mechanical, and thermal properties of PA6/PP/organoclay nanocomposites. Eur. Polym. J. 2008, 44, 1023–1039. [Google Scholar] [CrossRef]
- Wilkinson, A.N.; Clemens, M.L.; Harding, V.M. The effects of SEBS-g-maleic anhydride reaction on the morphology and properties of polypropylene/PA6/SEBS ternary blends. Polymer 2004, 45, 5239–5249. [Google Scholar] [CrossRef]
- Pircheraghi, G.; Nazockdast, H.; Salehi, M.M. The Effects of Chemical Bonding of Nanoclay Surface Modifier and Compatibilizer on Microstructure Development and Rheological Properties of PP/PP-g-MA/Diamine Modified Nanoclay. Polym. Plastics. Technol. Eng. 2011, 50, 1109–1117. [Google Scholar] [CrossRef]
- Bettini, S.H.P.; Bonse, B.C.; Melo, E.A.; Muñoz, P.A.R. Effect of sawdust surface treatment and compatibilizer addition on mechanical behavior, morphology, and moisture uptake of polypropylene/sawdust composites. Polym. Eng. Sci. 2010, 50, 978–985. [Google Scholar] [CrossRef]
- Lin, Z.; Guan, Z.; Xu, B.; Chen, C.; Guo, G.; Zhou, J.; Xian, J.; Cao, L.; Wang, Y.; Li, M.; et al. Crystallization and melting behavior of polypropylene in β-PP/polyamide 6 blends containing PP-g-MA. J. Industrial. Eng. Chem. 2013, 19, 692–697. [Google Scholar] [CrossRef]
- Xu, Y.; Guo, Z.; Fang, Z.; Peng, M.; Shen, L. Combination of double-modified clay and polypropylene-graft-maleic anhydride for the simultaneously improved thermal and mechanical properties of polypropylene. J. Appl. Polym. Sci. 2013, 128, 283–291. [Google Scholar] [CrossRef]
- Hadizadeh, A.M.; Shojaei, A.; Bagheri, R. Rheological and morphological properties of nanocomposites based on pa66/pa6/multi-walled carbon nanotube prepared by melt mixing. In Proceedings of the 18th International Conference on Composite Materials, Jeju Island, Republic of Korea, 23 August 2011; p. 5. [Google Scholar]
- Maiti, S.N. Nonisothermal crystallization kinetics of PA6 and PA6/SEBS-g-MA blends. J. Polym. Res. 2012, 19, 9926. [Google Scholar] [CrossRef]
- Mandolfino, C.; Lertora, E.; Genna, S.; Leone, C.; Gambaro, C. Effect of Laser and Plasma Surface Cleaning on Mechanical Properties of Adhesive Bonded Joints. Procedia CIRP 2015, 33, 458–463. [Google Scholar] [CrossRef]
- Dai, Z.S.; Zhang, B.Y.; Shi, F.H.; Li, M.; Zhang, Z.G.; Gu, Y.Z. Effect of heat treatment on carbon fiber surface properties and fibers/epoxy interfacial adhesion. Appl. Surf. Sci. 2011, 257, 8457–8461. [Google Scholar] [CrossRef]
- Schumacher, M.; Christl, I.; Scheinost, A.C.; Jacobsen, C.; Kretzschmar, R. Chemical Heterogeneity of Organic Soil Colloids Investigated by Scanning Transmission X-ray Microscopy and C-1s NEXAFS Microspectroscopy. Environ. Sci. Technol. 2005, 39, 9094–9100. [Google Scholar] [CrossRef]
- Ifegwu, O.C.; Anyakora, C.; Chigome, S.; Torto, N. Application of Nanofiber-packed SPE for Determination of Urinary 1-Hydroxypyrene Level Using HPLC. Anal. Chem. Insights 2014, 9, 17–25. [Google Scholar] [CrossRef]
- Gao, F. Advances in Polymer Nanocomposites: Types and Applications, 1st ed.; Woodhead Publishing: Sawston, UK, 2012; Volume 9.3, p. 680. [Google Scholar]
- Taraghi, I.; Fereidoon, A.; Taheri-Behrooz, F. Low-velocity impact response of woven Kevlar/epoxy laminated composites reinforced with multi-walled carbon nanotubes at ambient and low temperatures. Mater. Design 2014, 53, 152–158. [Google Scholar] [CrossRef]
- Sayer, M.; Bektas, N.B.; Demir, E.; Callioglu, H. The effect of temperatures on hybrid composite laminates under impact loading. Compos. Part B Eng. 2012, 43, 2152–2160. [Google Scholar] [CrossRef]
- Kong, K.; Deka, B.K.; Kwak, S.K.; Oh, A.; Kim, H.; Park, Y.B.; Park, H.W. Processing and mechanical characterization of ZnO/polyester woven carbon-fiber composites with different ZnO concentrations. Compos. Part A Appl. Sci. Manuf. 2013, 55, 152–160. [Google Scholar] [CrossRef]
- Soliman, E.M.; Sheyka, M.P.; Taha, M.R. Low-velocity impact of thin woven carbon fabric composites incorporating multi-walled carbon nanotubes. Inter. J. Impact Eng. 2012, 47, 39–47. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Fiber | Plasma Treatment | Nozzle Parameters | ||
|---|---|---|---|---|---|
| X-Axis | Y-Axis | Z-Axis | |||
| Speed [m/min] | Transfer Distance [mm] | Height [mm] | |||
| 1 | Untreated WGF | X | X | X | X |
| 2 | WGF_17 mm | O | 20 | 10 | 17 |
| 3 | WGF_13 mm | O | 20 | 10 | 13 |
| 4 | WGF_9 mm | O | 20 | 10 | 9 |
| 5 | WGF_5 mm | O | 20 | 10 | 5 |
| Sample | Polymer Matrix | Organoclay (ODAB-Nanoclay) (1:5) | Organo Clay Content (wt.%) | PP-g-MA (3 wt.%) SEBS-g-MA (6 phr) | Screw Speed (RPM) | Take-Up Speed [m/min] |
|---|---|---|---|---|---|---|
| Neat | PA6 | X | 0 | X | 4 | 8.8 |
| 0 | PA6 | X | 0 | O | 4 | 8.8 |
| 1 | PA6 | ODAB-Clay | 1 | O | 4 | 8.8 |
| 2 | PA6 | ODAB-Clay | 2 | O | 4 | 8.8 |
| 3 | PA6 | ODAB-Clay | 3 | O | 4 | 8.8 |
| 4 | PA6 | ODAB-Clay | 4 | O | 4 | 8.8 |
| 5 | PA6 | ODAB-Clay | 5 | O | 4 | 8.8 |
| Sample | Melting Enthalpy (ΔHm, J/g) | Crystallinity (%) | Melting Temperature (°C) |
|---|---|---|---|
| Neat PA6 | 67.04 | 35.28 | 211.70 |
| PA6 nanocomposite (0 wt.% organoclay) | 67.00 | 35.26 | 208.82 |
| PA6 nanocomposite (1 wt.% organoclay) | 68.16 | 35.87 | 214.28 |
| PA6 nanocomposite (2 wt.% organoclay) | 72.57 | 38.19 | 214.45 |
| PA6 nanocomposite (3 wt.% organoclay) | 72.93 | 38.38 | 215.38 |
| PA6 nanocomposite (4 wt.% organoclay) | 71.23 | 37.49 | 214.79 |
| PA6 nanocomposite (5 wt.% organoclay) | 71.03 | 37.38 | 214.41 |
| Sample | Tensile Modulus (GPa) | Tensile Strength (MPa) | Elongation at Bsreak (%) |
|---|---|---|---|
| Neat PA6 | 0.88 ± 0.13 | 32.74 ± 2.67 | 12.36 ± 3.33 |
| PA6 nanocomposite (0 wt.% organoclay) | 0.69 ± 0.05 | 46.22 ± 3.58 | 65.05 ± 15.17 |
| PA6 nanocomposite (1 wt.% organoclay) | 0.72 ± 0.09 | 47.85 ± 1.64 | 37.07 ± 8.57 |
| PA6 nanocomposite (2 wt.% organoclay) | 1.24 ± 0.22 | 45.78 ± 0.85 | 36.37 ± 5.70 |
| PA6 nanocomposite (3 wt.% organoclay) | 1.29 ± 0.04 | 43.90 ± 2.18 | 18.24 ± 2.33 |
| PA6 nanocomposite (4 wt.% organoclay) | 1.23 ± 0.09 | 37.74 ± 0.22 | 12.13 ± 0.80 |
| PA6 nanocomposite (5 wt.% organoclay) | 1.41 ± 0.18 | 37.33 ± 0.68 | 6.61 ± 0.33 |
| Z-Distance (mm) | C1s (at.%) | O1s (at.%) | N1s (at.%) | Si2p (at.%) | Ca2p (at.%) | Al2p (at.%) | O1s/C1s (%) |
|---|---|---|---|---|---|---|---|
| Neat | 32.3 | 40.2 | 0.9 | 18.0 | 4.5 | 4.1 | 124.5 |
| 17 | 24.7 | 45.9 | 1.8 | 18.8 | 4.6 | 4.2 | 185.8 |
| 13 | 22.9 | 48.0 | 1.3 | 18.5 | 5.0 | 4.3 | 209.6 |
| 9 | 22.0 | 48.8 | 1.4 | 18.5 | 4.7 | 4.6 | 221.8 |
| 5 | 24.1 | 47.5 | 1.7 | 17.4 | 4.9 | 4.4 | 197.1 |
| Z-Distance (mm) | C–C (Area%) 284.5 eV | C–OH (Area%) 286.1 eV | C=O (Area%) 287.4 eV | COOH (Area%) 288.5 eV |
|---|---|---|---|---|
| Neat | 81.6 | 4.4 | 5.2 | 8.8 |
| 17 | 74.4 | 13.4 | 3.0 | 9.2 |
| 13 | 47.6 | 18.5 | 12.1 | 21.8 |
| 9 | 45.2 | 21.4 | 15.2 | 18.2 |
| 5 | 75.5 | 11.2 | 5.1 | 8.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, B.-J.; Oh, C.-B.; Lee, J.E.; Lee, M.Y. Effects of the Simultaneous Strengthening of the Glass Fiber Surface and Polyamide-6 Matrix by Plasma Treatment and Nanoclay Addition on the Mechanical Properties of Multiscale Hybrid Composites. J. Compos. Sci. 2023, 7, 176. https://doi.org/10.3390/jcs7050176
Kim B-J, Oh C-B, Lee JE, Lee MY. Effects of the Simultaneous Strengthening of the Glass Fiber Surface and Polyamide-6 Matrix by Plasma Treatment and Nanoclay Addition on the Mechanical Properties of Multiscale Hybrid Composites. Journal of Composites Science. 2023; 7(5):176. https://doi.org/10.3390/jcs7050176
Chicago/Turabian StyleKim, Byeong-Joo, Chang-Bin Oh, Ji Eun Lee, and Man Young Lee. 2023. "Effects of the Simultaneous Strengthening of the Glass Fiber Surface and Polyamide-6 Matrix by Plasma Treatment and Nanoclay Addition on the Mechanical Properties of Multiscale Hybrid Composites" Journal of Composites Science 7, no. 5: 176. https://doi.org/10.3390/jcs7050176