
Diagonal Compression Tests on Unfired and Fired Masonry Wallettes Retrofitted with Textile-Reinforced Alkali-Activated Mortar

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Specimen Preparation
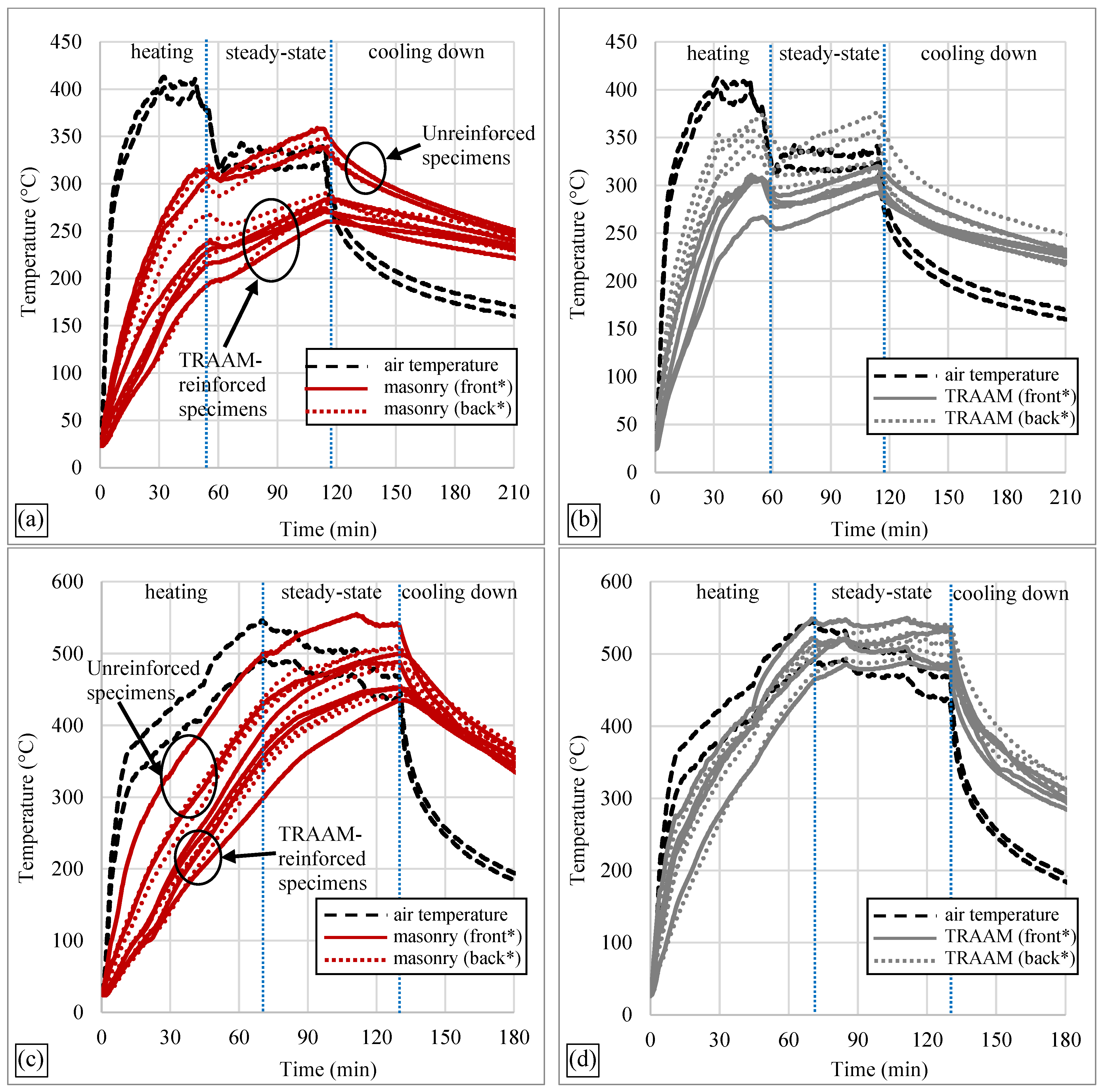
2.3. Heating Regime and Instrumentation
2.4. Mechanical Test Set up
2.5. Response Surface Formulations
3. Results and Discussion
3.1. Observations Regarding Fire Exposure
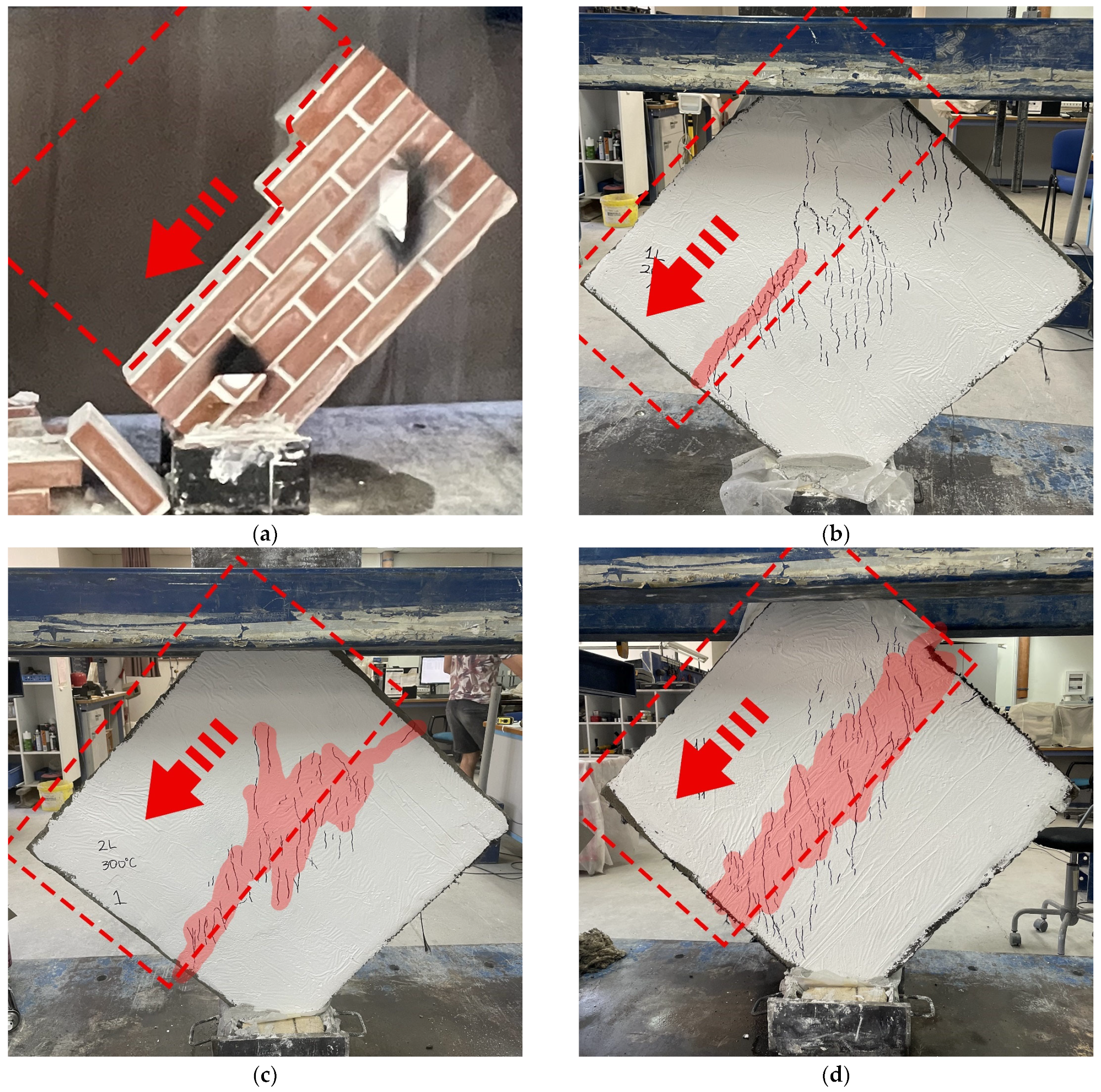
3.2. Observations Regarding Diagonal Shear Tests
3.3. Response Surface Models
- τmax: peak shear stress (MPa);
- G: shear modulus (MPa);
- μ: pseudo-ductility;
- A: temperature (°C);
- B: area of carbon textile reinforcement (mm2).
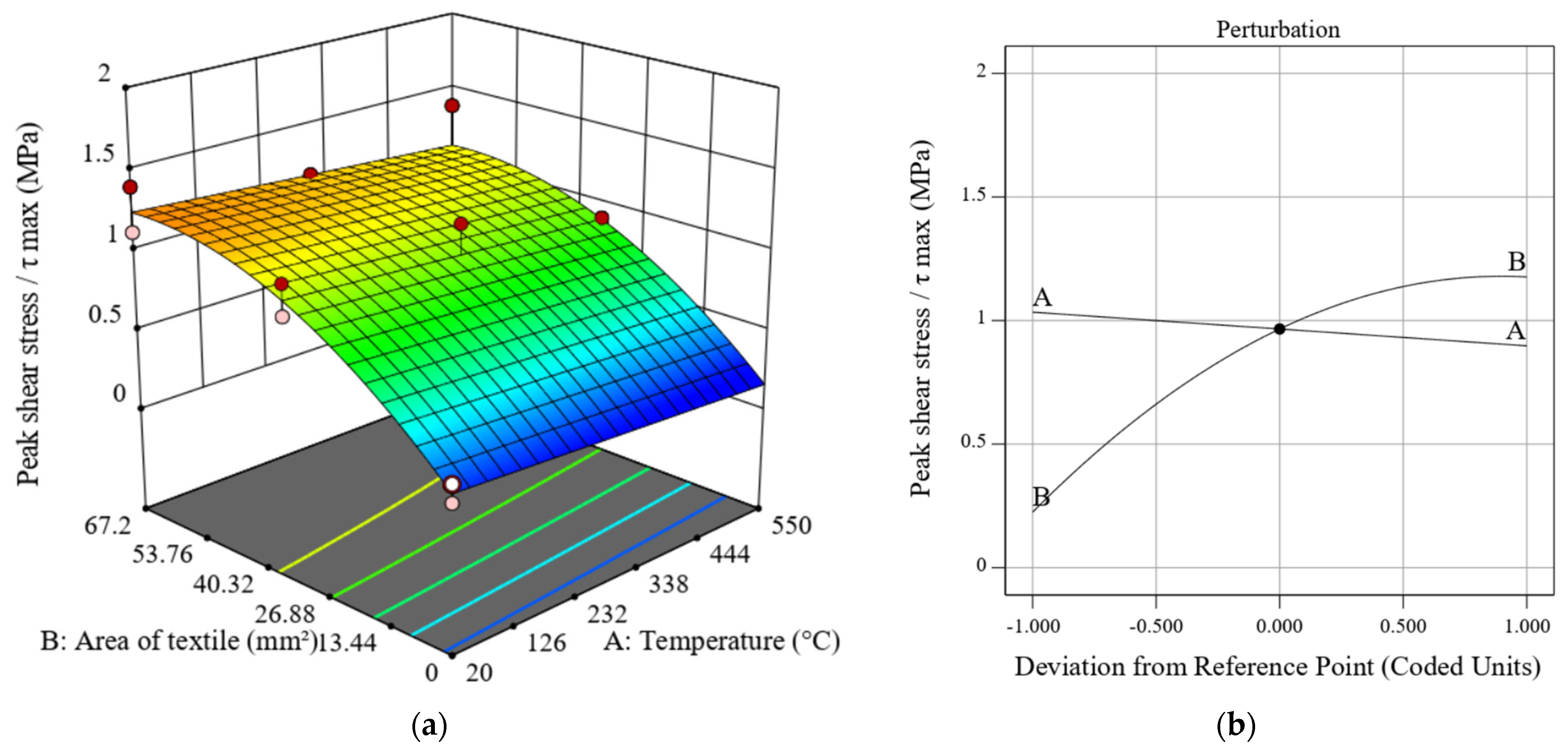
3.3.1. Peak Shear Stress
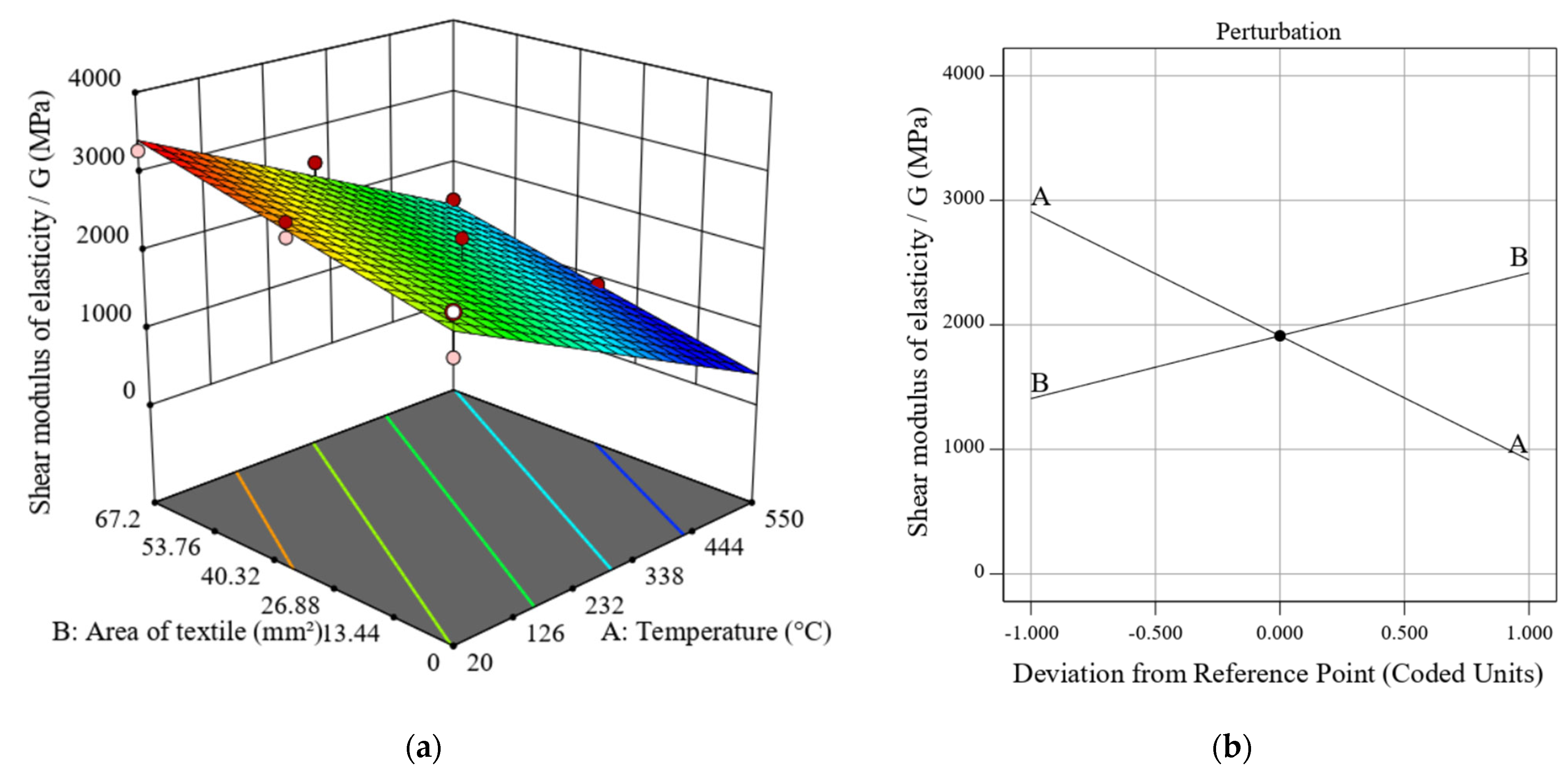
3.3.2. Shear Modulus
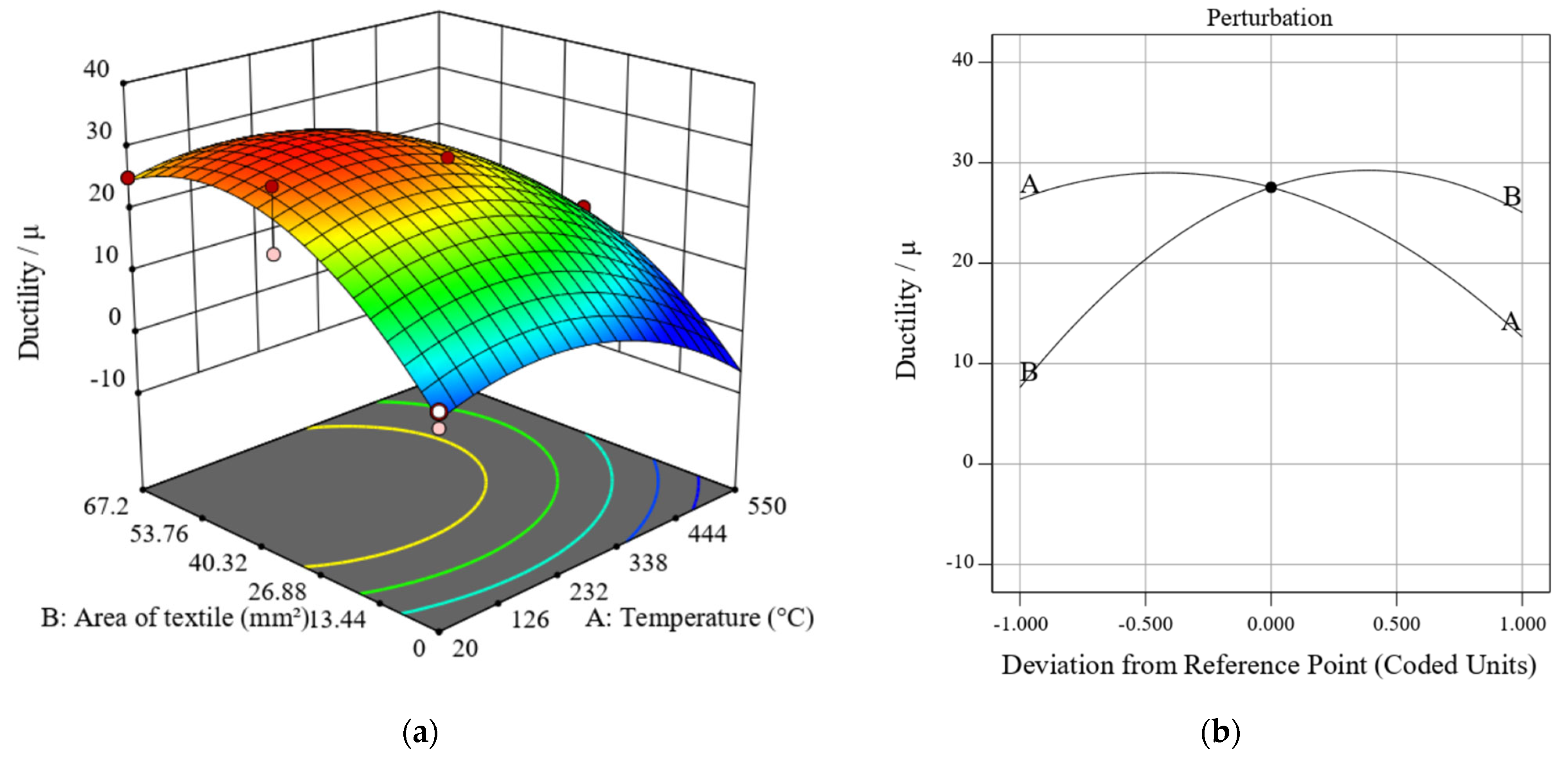
3.3.3. Pseudo-Ductility
4. Conclusions
- The time-temperature histories imposed on all reinforced specimens bore no visible thermal cracks.
- The unreinforced/unfired masonry wallettes failed due to sliding shear, whereas the ones reinforced with bilateral TRAAM jackets (unfired and fired alike, excluding those with defects prior to testing) failed due to a combination of diagonal cracking and delamination/bulging of the top mortar layer. For double-layered systems, the extensive debonding of the TRAAM jacket from the walls’ faces also took place during failure. Future relevant experimental campaigns should take measures to avoid thermal edge effects (during both heating and cooling down) that may lead to the detachment of the jackets along the perimeter of the specimens.
- Compared to unreinforced/unfired specimens, the unfired wallettes reinforced with GFNS-based jackets resulted in a substantial increase in peak shear stress (by 260% and 335%, for single- and double-layered systems, respectively). Fire-inflicted TRAAM-reinforced specimens—compared with the unreinforced/unfired ones— failed at much larger shear stress values (with increases reaching 240% and 200% for single-layered systems exposed to 300 °C and 550 °C, respectively, and 290% for double-layered systems regardless of exposure temperature). This means that—compared to their jacketed/unfired counterpart specimens—exposure to the time-temperature histories applied in this work resulted in a minimal shear strength loss of the jacketed specimens, which was less than 15% for all cases.
- Compared to unreinforced/unfired specimens, the unfired wallettes reinforced with GFNS-based jackets resulted in an increase in shear modulus amounting to approximately 25% and 40% for single- and double-layered systems, respectively. The fire scenarios imposed on these specimens resulted in (i) the cancellation of any stiffness gains when heating at 300 °C (i.e., the shear modulus of strengthened/fired specimens was comparable to that of unreinforced/unfired ones or—equivalently—it was reduced by approximately 25% with regards to reinforced/unfired specimens for both reinforcement ratios) and (ii) a considerable decrease in the specimens’ rigidity when heating at 550 °C (the decrease being larger for lower reinforcement quantities: 65% and 45% for 1L and 2L specimens, respectively or—equivalently—being equal to 60–70% with regards to reinforced/unfired specimens for both reinforcement ratios). Therefore, heating adversely affects the rigidity of TRAAM-reinforced walls to a much larger extend than it does the strength.
- Shear strength gains from doubling of the textile reinforcement were rather moderate (20%, 15% and 30% for unfired, fired_@300 °C and fired_@550 °C specimens, respectively).
- Even after exposure to a high thermal load (550 °C, for more than 1 h), the TRAAM jacket was still able to contribute to a residual deformation capacity increase (compared to unreinforced/unfired walls) and prevent the brittle collapse of the masonry wall. Compared to reinforced/unfired walls, heating at 300 °C bore a negligible effect on the residual pseudo-ductility; on the contrary, heating at 550 °C caused a significant pseudo-ductility drop (approximately 50%) for both reinforcement ratios.
- The 3D response surface and perturbation plots show the higher dependency of the peak shear stress upon the reinforcement amount rather than on the temperature. The shear modulus and the pseudo-ductility, on the other hand, are almost equally influenced by these parameters.
- Based on the above, the authors support that the prospect of using alkali-activated mortars for repair and strengthening applications, when close-to-initial residual capacity after high temperature exposure is desired, seems very promising.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bon, R.; Crosthwaite, D. The Future of International Construction; Thomas Telford: London, UK, 2000. [Google Scholar]
- Peled, A.; Bentur, A. Geometrical characteristics and efficiency of textile fabrics for reinforcing cement composites. Cem. Concr. Res. 2000, 30, 781–790. [Google Scholar] [CrossRef]
- Peled, A.; Mobasher, B. Pultruded fabric-cement composites. ACI Mater. J. 2005, 102, 15. [Google Scholar]
- Kariou, F.A.; Triantafyllou, S.P.; Bournas, D.A. TRM strengthening of masonry arches: An experimental investigation on the effect of strengthening layout and textile fibre material. Compos. Part B Eng. 2019, 173, 106765. [Google Scholar] [CrossRef]
- Papanicolaou, C.G.; Triantafillou, T.C.; Karlos, K.; Papathanasiou, M. Textile-reinforced mortar (TRM) versus FRP as strengthening material of URM walls: In-plane cyclic loading. Mater. Struct. 2007, 40, 1081–1097. [Google Scholar] [CrossRef]
- Prota, A.; Marcari, G.; Fabbrocino, G.; Manfredi, G.; Aldea, C. Experimental in-plane behavior of tuff masonry strengthened with cementitious matrix–grid composites. J. Compos. Constr. 2006, 10, 223–233. [Google Scholar] [CrossRef]
- Triantafillou, T.C.; Karlos, K.; Kapsalis, P.; Georgiou, L. Innovative structural and energy retrofitting system for masonry walls using textile reinforced mortars combined with thermal insulation: In-plane mechanical behavior. J. Compos. Constr. 2018, 22, 04018029. [Google Scholar] [CrossRef]
- Kouris, L.A.S.; Triantafillou, T.C. State-of-the-art on strengthening of masonry structures with textile reinforced mortar (TRM). Constr. Build. Mater. 2018, 188, 1221–1233. [Google Scholar] [CrossRef]
- Parisi, F.; Menna, C.; Prota, A. Fabric-reinforced cementitious matrix (FRCM) composites: Mechanical behavior and application to masonry walls. Fail. Anal. Biocomposites Fibre-Reinf. Compos. Hybrid Compos. 2019, 199–227. [Google Scholar] [CrossRef]
- Mezrea, P.E.; Ispir, M.; Balci, I.A.; Bal, I.E.; Ilki, A. Diagonal tensile tests on historical brick masonry wallets strengthened with fabric reinforced cementitious mortar. Structures 2021, 33, 935–946. [Google Scholar] [CrossRef]
- Ungureanu, D.; Țăranu, N.; Ghiga, D.A.; Isopescu, D.N.; Mihai, P.; Cozmanciuc, R. Diagonal tensile test on masonry panels strengthened with textile-reinforced mortar. Materials 2021, 14, 7021. [Google Scholar] [CrossRef]
- Bazli, M.; Abolfazli, M. Mechanical properties of fibre reinforced polymers under elevated temperatures: An overview. Polymers 2020, 12, 2600. [Google Scholar] [CrossRef] [PubMed]
- Kapsalis, P.; Triantafillou, T.; Korda, E.; Van Hemelrijck, D.; Tysmans, T. Tensile performance of textile-reinforced concrete after fire exposure: Experimental investigation and analytical approach. J. Compos. Constr. 2022, 26, 04021067. [Google Scholar] [CrossRef]
- Tran, T.T.; Kang, H.; Kwon, H.M. Effect of heat curing method on the mechanical strength of alkali-activated slag mortar after high-temperature exposure. Materials 2021, 12, 1789. [Google Scholar] [CrossRef] [PubMed]
- Rambo, D.A.S.; de Andrade Silva, F.; Toledo Filho, R.D.; Gomes, O.D.F.M. Effect of elevated temperatures on the mechanical behavior of basalt textile reinforced refractory concrete. Mater. Des. 2015, 65, 24–33. [Google Scholar] [CrossRef]
- Colombo, I.; Colombo, M.; Magri, A.; Zani, G.; di Prisco, M. Textile reinforced mortar at high temperatures. Appl. Mech. Mater. 2011, 82, 202–207. [Google Scholar] [CrossRef]
- Homoro, O.; Vu, X.H.; Ferrier, E. Experimental and analytical study of the thermo-mechanical behaviour of textile-reinforced concrete (TRC) at elevated temperatures: Role of discontinuous short glass fibres. Constr. Build. Mater. 2018, 190, 645–663. [Google Scholar] [CrossRef]
- Saidi, M.; Vu, X.H.; Ferrier, E. Experimental and analytical analysis of the thermomechanical behaviour at elevated temperature of the textile reinforced concrete (TRC) effect of the hydric state. In Proceedings of the 9th International Conference on Fibre-Reinforced Polymer (FRP) Composites in Civil Engineering, Paris, France, 17–19 July 2018. [Google Scholar]
- Kapsalis, P.; Tysmans, T.; Van Hemelrijck, D.; Triantafillou, T. State-of-the-Art Review on Experimental Investigations of Textile-Reinforced Concrete Exposed to High Temperatures. J. Compos. Sci. 2021, 5, 290. [Google Scholar] [CrossRef]
- Russo, S.; Sciarretta, F. Experimental and theoretical investigation on masonry after high temperature exposure. Exp. Mech. 2012, 52, 341–359. [Google Scholar] [CrossRef]
- Russo, S.; Sciarretta, F. Masonry exposed to high temperatures: Mechanical behaviour and properties—An overview. Fire Saf. J. 2013, 55, 69–86. [Google Scholar] [CrossRef]
- Daware, A.; Naser, M.Z. Fire performance of masonry under various testing methods. Constr. Build. Mater. 2021, 289, 123183. [Google Scholar] [CrossRef]
- Andreini, M.; Sassu, M. Mechanical behaviour of full unit masonry panels under fire action. Fire Saf. J. 2011, 46, 440–450. [Google Scholar] [CrossRef]
- British Standards Institution. Eurocode 2: Design of Concrete Structures: British Standard; British Standards Institution: London, UK, 2008. [Google Scholar]
- Maroudas, S.R.; Papanicolaou, C.C.G. Effect of high temperatures on the TRM-to-masonry bond. Key Eng. Mater. 2017, 747, 533–541. [Google Scholar] [CrossRef]
- Askouni, P.D.; Papanicolaou, C.C.G.; Kaffetzakis, M.I. The effect of elevated temperatures on the TRM-to-masonry bond: Comparison of normal weight and lightweight matrices. Appl. Sci. 2019, 9, 2156. [Google Scholar] [CrossRef]
- Askouni, P.D.; Papanicolaou, C.C.G.; Azdejkovic, L. Experimental investigation of the trm-to-masonry bond after exposure to elevated temperatures: Cementitious and alkali-activated matrices of various densities. Materials 2021, 15, 140. [Google Scholar] [CrossRef]
- Iorfida, A.; Candamano, S.; Crea, F.; Ombres, L.; Verre, S.; de Fazio, P. Bond behaviour of FRCM composites: Effects of high temperature. Key Eng. Mater. 2019, 817, 161–166. [Google Scholar] [CrossRef]
- Triantafillou, T.C.; Karlos, K.; Kefalou, K.; Argyropoulou, E. An innovative structural and energy retrofitting system for URM walls using textile reinforced mortars combined with thermal insulation: Mechanical and fire behavior. Constr. Build. Mater. 2017, 133, 1–13. [Google Scholar] [CrossRef]
- Estevan, L.; Torres, B.; Varona, F.B.; Baeza, F.J.; Ivorra, S. Shear strengthening of masonry walls with Textile Reinforced Mortars (TRM) under high temperature exposure. J. Build. Eng. 2023, 63, 105511. [Google Scholar] [CrossRef]
- Duxson, P.; Provis, J.L.; Lukey, G.C.; Van Deventer, J.S. The role of inorganic polymer technology in the development of ‘green concrete’. Cem. Concr. Res. 2007, 37, 1590–1597. [Google Scholar] [CrossRef]
- Arce, A.; Komkova, A.; Van De Sande, J.; Papanicolaou, C.G.; Triantafillou, T.C. Optimal Design of Ferronickel Slag Alkali-Activated Material for High Thermal Load Applications Developed by Design of Experiment. Materials 2022, 15, 4379. [Google Scholar] [CrossRef]
- Scrivener, K.L.; Kirkpatrick, R.J. Innovation in use and research on cementitious material. Cem. Concr. Res. 2008, 38, 128–136. [Google Scholar] [CrossRef]
- Mehta, P.K. High-performance, high-volume fly ash concrete for sustainable development. In Proceedings of the International Workshop on Sustainable Development and Concrete Technology, Iowa State University, Ames, IA, USA, 20 May 2004. [Google Scholar]
- Rickard, W.D.; Gluth, G.J.; Pistol, K. In-situ thermo-mechanical testing of fly ash geopolymer concretes made with quartz and expanded clay aggregates. Cem. Concr. Res. 2016, 80, 33–43. [Google Scholar] [CrossRef]
- Sakkas, K.; Nomikos, P.; Sofianos, A.; Panias, D. Utilisation of FeNi-Slag for the production of inorganic polymeric materials for construction or for passive fire protection. Waste Biomass Valorizat. 2014, 5, 403–410. [Google Scholar] [CrossRef]
- Larco General Mining & Metallurgical Co. S.A. Research and Development. Available online: http://www.larco.gr/rnd.php (accessed on 1 September 2022).
- Komnitsas, K.; Zaharaki, D.; Perdikatsis, V. Geopolymerisation of low calcium ferronickel slags. J. Mater. Sci. 2007, 42, 3073–3082. [Google Scholar] [CrossRef]
- Meredith, S. A Sand Shortage? The World Is Running Out of a Crucial—But Under-Appreciated—Commodity. Available online: https://www.cnbc.com/2021/03/05/sand-shortage-the-world-is-running-out-of-a-crucial-commodity.html (accessed on 1 July 2023).
- Thompson, A.; Saha, A.K.; Sarker, P.K. Comparison of the alkali-silica reactions of ferronickel slag aggregate in fly ash geopolymer and cement mortars. Eur. J. Environ. Civ. Eng. 2022, 26, 891–904. [Google Scholar] [CrossRef]
- Arce, A.; Le Galliard, C.; Komkova, A.; Papanicolaou, C.G.; Triantafillou, T.C. Optimal design of ferronickel slag alkali-activated mortar for repair exposed to high thermal load. Mater. Struct. 2023, 56, 34. [Google Scholar] [CrossRef]
- EN 1015-11; Methods of Test for Mortar for Masonry–Part 11: Determination of Flexural and Compressive Strength of Hardened Mortar. European Committee for Standardization: Brussels, Belgium, 1999.
- ISO 834-1; Fire Resistance Tests-Elements of Building Construction. International Organization for Standardization: Geneva, Switzerland, 1999.
- ASTM E519-02; Standard Test Method for Diagonal Tension (Shear) in Masonry Assemblages. ASTM International: West Conshohocken, PA, USA, 2002.
- Marcari, G.; Basili, M.; Vestroni, F. Experimental investigation of tuff masonry panels reinforced with surface bonded basalt textile-reinforced mortar. Compos. Part B Eng. 2017, 108, 131–142. [Google Scholar] [CrossRef]
- Parisi, F.; Iovinella, I.; Balsamo, A.; Augenti, N.; Prota, A. In-plane behaviour of tuff masonry strengthened with inorganic matrix–grid composites. Compos. Part B Eng. 2013, 45, 1657–1666. [Google Scholar] [CrossRef]
- Kude, Y.; Sohda, Y. Thermal management of carbon-carbon composites by functionally graded fiber arrangement technique. Funct. Graded Mater. 1997, 239–244. [Google Scholar] [CrossRef]
- Saha, A.K.; Sarker, P.K.; Golovanevskiy, V. Thermal properties and residual strength after high temperature exposure of cement mortar using ferronickel slag aggregate. Constr. Build. Mater. 2019, 199, 601–612. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Precursor | SiO2 [%] | Al2O3 [%] | CaO [%] | Fe2O3 [%] | MgO [%] | Na2O [%] | P2O5 [%] | K2O [%] | TiO2 [%] | MnO [%] | LOI-Flux |
|---|---|---|---|---|---|---|---|---|---|---|---|
| GFNS | 36.9 | 3.61 | 4.18 | 32.8 | 7.41 | 0.15 | 0.02 | 0.48 | 0.19 | 0.00 | 0.00 |
| SF | 88.9 | 0.73 | 0.34 | 1.01 | 0.63 | 0.71 | 0.03 | 1.50 | 0.00 | 0.12 | 6.82 |
| Test Group | Designation | τmax [MPa] | Δτmax [%] | γmax [%] | G [MPa] | ΔG [%] | τu [MPa] | γy [%] | γu [%] | μ [-] | Δμ [%] |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Unreinforced 20 °C | Un_T20_a | 0.24 | - | 0.020 | 2101 | - | 0.21 | 0.01 | 0.05 | 4.29 | - |
| Un_T20_b | 0.35 | - | 0.052 | 2619 | - | 0.28 | 0.01 | 0.09 | 6.78 | - | |
| Average | 0.29 | - | 0.036 | 2360 | - | 0.24 | 0.01 | 0.07 | 5.53 | - | |
| CoV | 19% | 44% | 11% | 15% | 8% | 30% | 22% | ||||
| 1 Layer 20 °C | 1L_T20_a | 0.94 | 0.215 | 2814 | 0.76 | 0.03 | 1.04 | 31.23 | |||
| 1L_T20_b | 1.13 | 0.149 | 3001 | 0.91 | 0.04 | 0.80 | 21.10 | ||||
| Average | 1.04 | 259 | 0.182 | 2907 | 23 | 0.84 | 0.04 | 0.92 | 26.16 | 373 | |
| CoV | 9% | 18% | 3% | 9% | 6% | 13% | 19% | ||||
| 1 Layer 300 °C | 1L_T300_a | 1.16 | 0.252 | 2146 | 0.93 | 0.05 | 1.51 | 28.03 | |||
| 1L_T300_b | 0.79 | 0.383 | 1403 * | 0.64 | 0.06 | 1.57 | 27.76 * | ||||
| Average | 0.98 | 238 | 0.318 | 2146 | −9 | 0.78 | 0.06 | 1.54 | 28.03 | 407 | |
| CoV | 19% | 21% | - | - | 18% | 2% | 2% | - | |||
| 1 Layer 550 °C | 1L_T550_a | 0.86 | 0.287 | 917 | 0.69 | 0.09 | 1.11 | 11.89 | |||
| 1L_T550_b | 0.91 | 0.331 | 804 | 0.75 | 0.11 | 1.46 | 12.96 | ||||
| Average | 0.88 | 203 | 0.309 | 860 | −64 | 0.72 | 0.10 | 1.29 | 12.42 | 125 | |
| CoV | 3% | 7% | 7% | 4% | 9% | 14% | 4% | ||||
| 2 Layers 20 °C | 2L_T20_a | 1.12 | 0.415 | 1040 * | 0.90 | 0.11 | 1.45 | 13.49 * | |||
| 2L_T20_b | 1.40 | 0.442 | 3281 | 1.12 | 0.04 | 1.09 | 25.52 | ||||
| Average | 1.26 | 334 | 0.428 | 3281 | 39 | 1.01 | 0.08 | 1.27 | 25.52 | 361 | |
| CoV | 11% | 3% | - | 11% | 43% | 14% | - | ||||
| 2 Layers 300 °C | 2L_T300_a | 1.17 | 0.294 | 2543 | 0.98 | 0.05 | 1.09 | 23.71 | |||
| 2L_T300_b | 1.07 | 0.732 | 1677 * | 1.02 | 0.06 | 0.85 | 13.40 * | ||||
| Average | 1.12 | 286 | 0.513 | 2543 | 8 | 1.00 | 0.05 | 0.97 | 23.71 | 329 | |
| CoV | 5% | 43% | - | 2% | 16% | 13% | - | ||||
| 2 Layers 550 °C | 2L_T550_a | 1.38 | 0.655 | 1485 | 1.12 | 0.09 | 1.26 | 13.59 | |||
| 2L_T550_b | 0.91 | 0.215 | 1213 | 0.74 | 0.07 | 0.41 | 5.43 | ||||
| Average | 1.14 | 293 | 0.435 | 1349 | −43 | 0.93 | 0.08 | 0.83 | 9.51 | 72 | |
| CoV | 21% | 51% | 10% | 21% | 11% | 51% | 43% |
| Response | Mean | Std. Dev. | CoV % | R2 | Adjusted R2 | Predicted R2 | Adequate Precision |
|---|---|---|---|---|---|---|---|
| Shear stress [MPa] | 0.96 | 0.16 | 16.8 | 0.82 | 0.77 | 0.67 | 11.1 |
| Shear modulus [MPa] | 2084 | 209 | 10.0 | 0.95 | 0.94 | 0.91 | 22.9 |
| Pseudo-ductility [-] | 16.8 | 4.30 | 25.4 | 0.90 | 0.80 | 0.60 | 6.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arce, A.; Kapsalis, P.; Papanicolaou, C.G.; Triantafillou, T.C. Diagonal Compression Tests on Unfired and Fired Masonry Wallettes Retrofitted with Textile-Reinforced Alkali-Activated Mortar. J. Compos. Sci. 2024, 8, 14. https://doi.org/10.3390/jcs8010014
Arce A, Kapsalis P, Papanicolaou CG, Triantafillou TC. Diagonal Compression Tests on Unfired and Fired Masonry Wallettes Retrofitted with Textile-Reinforced Alkali-Activated Mortar. Journal of Composites Science. 2024; 8(1):14. https://doi.org/10.3390/jcs8010014
Chicago/Turabian StyleArce, Andres, Panagiotis Kapsalis, Catherine G. Papanicolaou, and Thanasis C. Triantafillou. 2024. "Diagonal Compression Tests on Unfired and Fired Masonry Wallettes Retrofitted with Textile-Reinforced Alkali-Activated Mortar" Journal of Composites Science 8, no. 1: 14. https://doi.org/10.3390/jcs8010014