
Improving the Mechanical and Electrochemical Performance of Additively Manufactured 8620 Low Alloy Steel via Boriding


Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Material Characterization
2.3. Hardness Test
2.4. Wear Test
2.5. Electrochemical Test
3. Results and Discussion
3.1. Microstructure
3.2. Characterization of Boride Layer
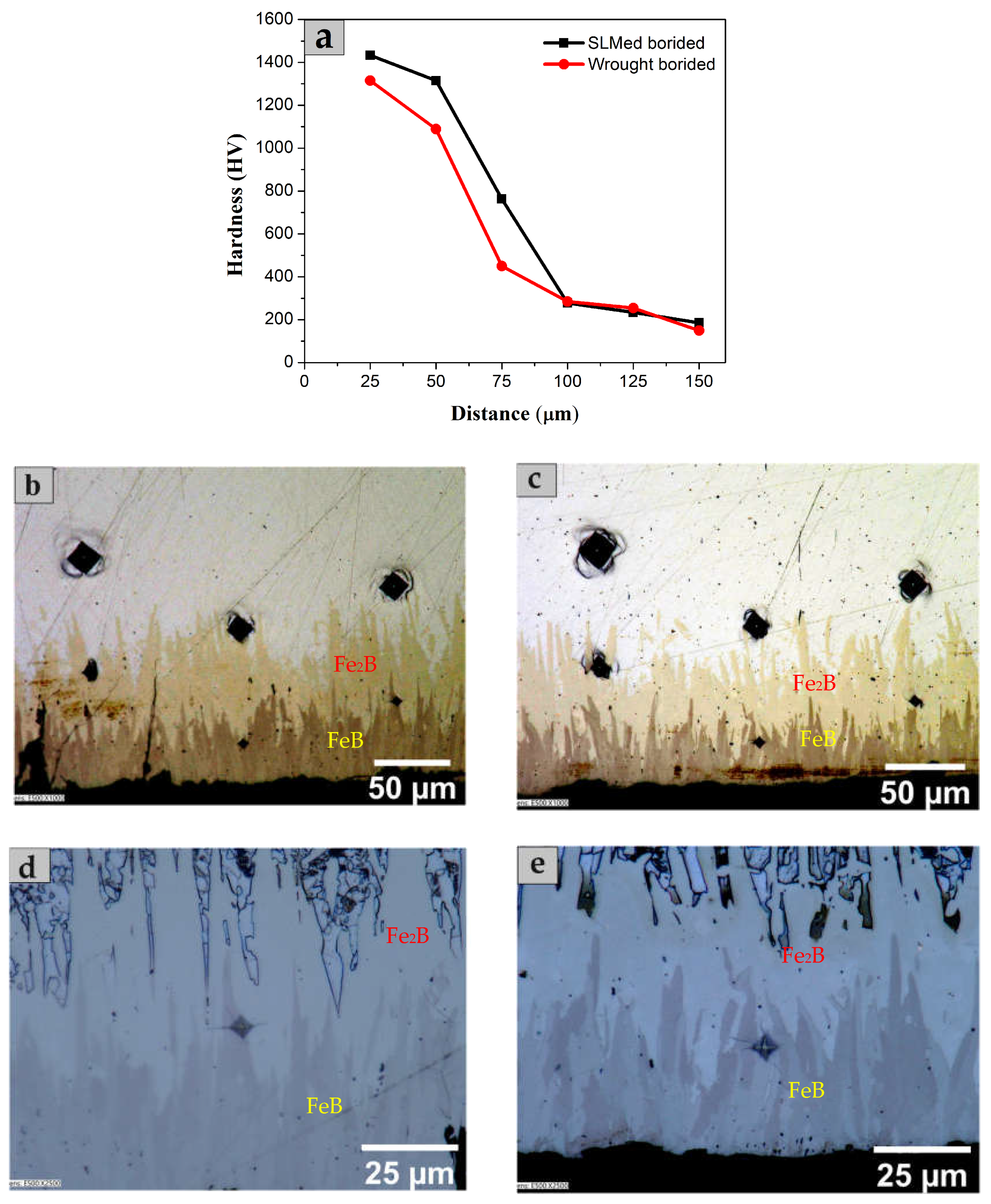
3.3. Hardness Test
3.4. Wear Test
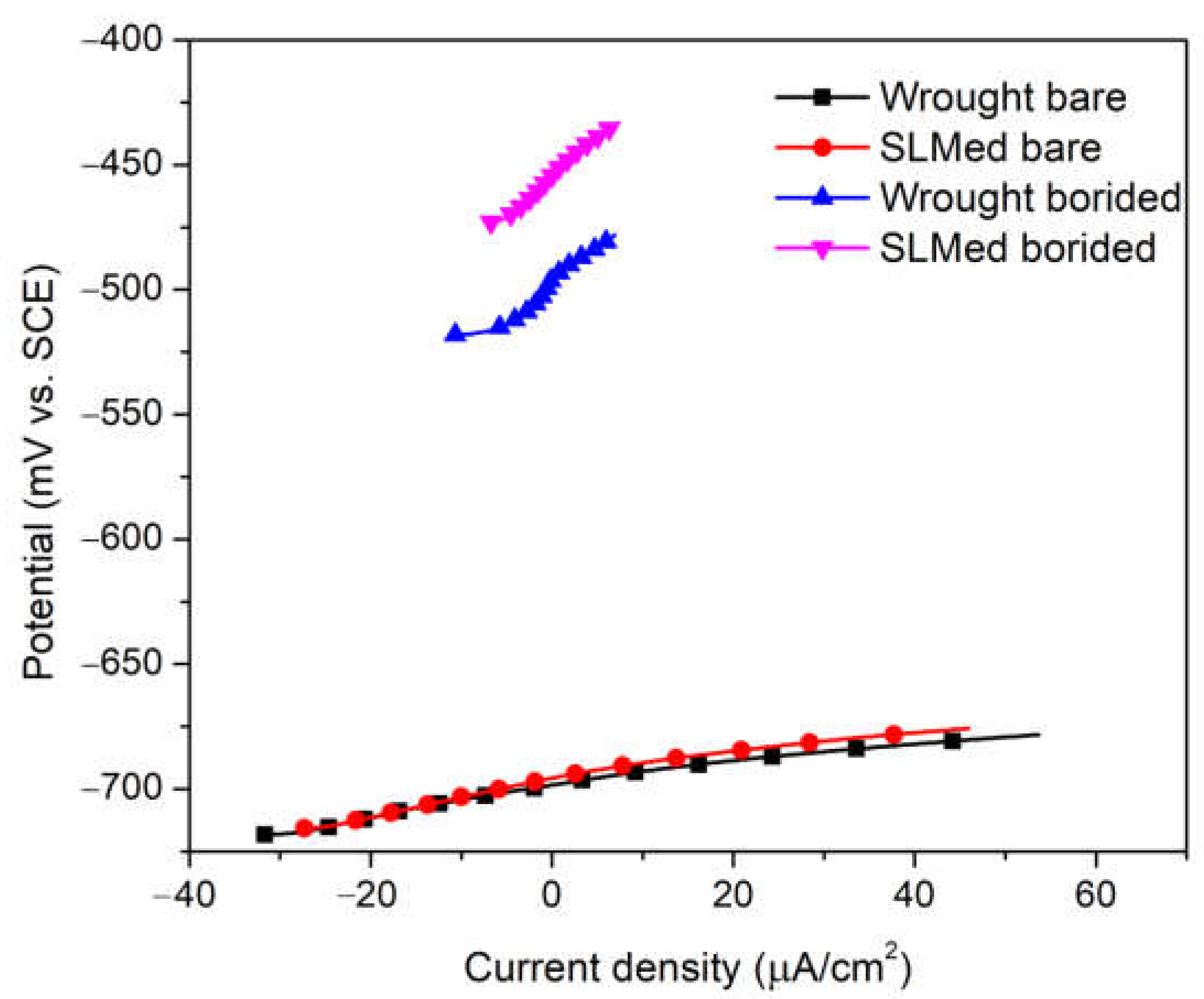
3.5. Potentiodynamic Polarization

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Ecorr (mV) | Icorr (µA/cm2) | βA (mV/decade) | βC (mV/Decade) | Rp (Ω·cm2) | ɛresistance (%) |
|---|---|---|---|---|---|---|
| Wrought borided | −452.7 ± 10.7 | 9.2 ± 1.9 | 123.1 ± 9.1 | 542.5 ± 117.3 | 4812 ± 550 | 63.1 |
| SLMed borided | −553.3 ± 34.0 | 4.2 ± 1.2 | 157.7 ± 35.1 | 272.7 ± 60.7 | 10,535 ± 2411 | 82.8 |
| Wrought bare | −731.7 ± 0.6 | 24.9 ± 2.7 | 91.5 ± 7.0 | 178.9 ± 12.4 | 1059 ± 70 | - |
| SLMed bare | −716.7 ± 8.1 | 24.4 ± 1.0 | 85.2 ± 1.8 | 196.7 ± 30.2 | 1054 ± 25 | - |
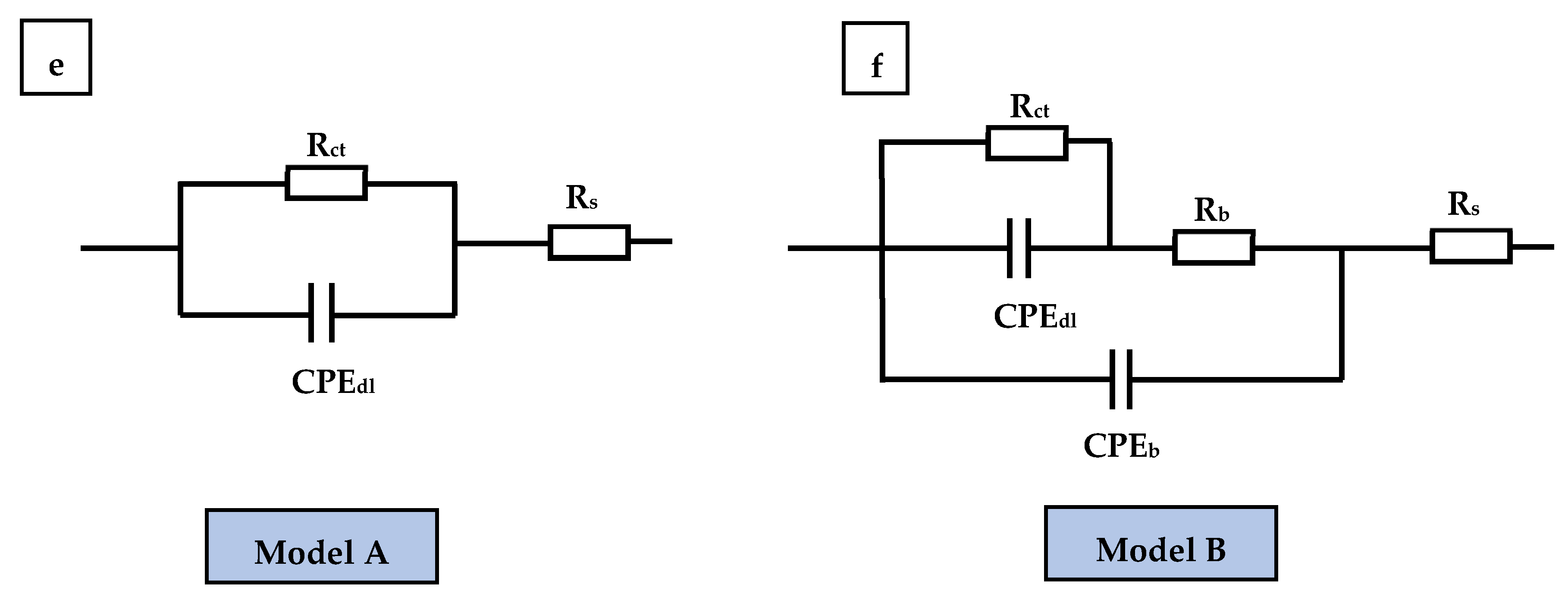
3.6. Electrochemical Impedance Spectroscopy
3.7. Linear Polarization Resistance
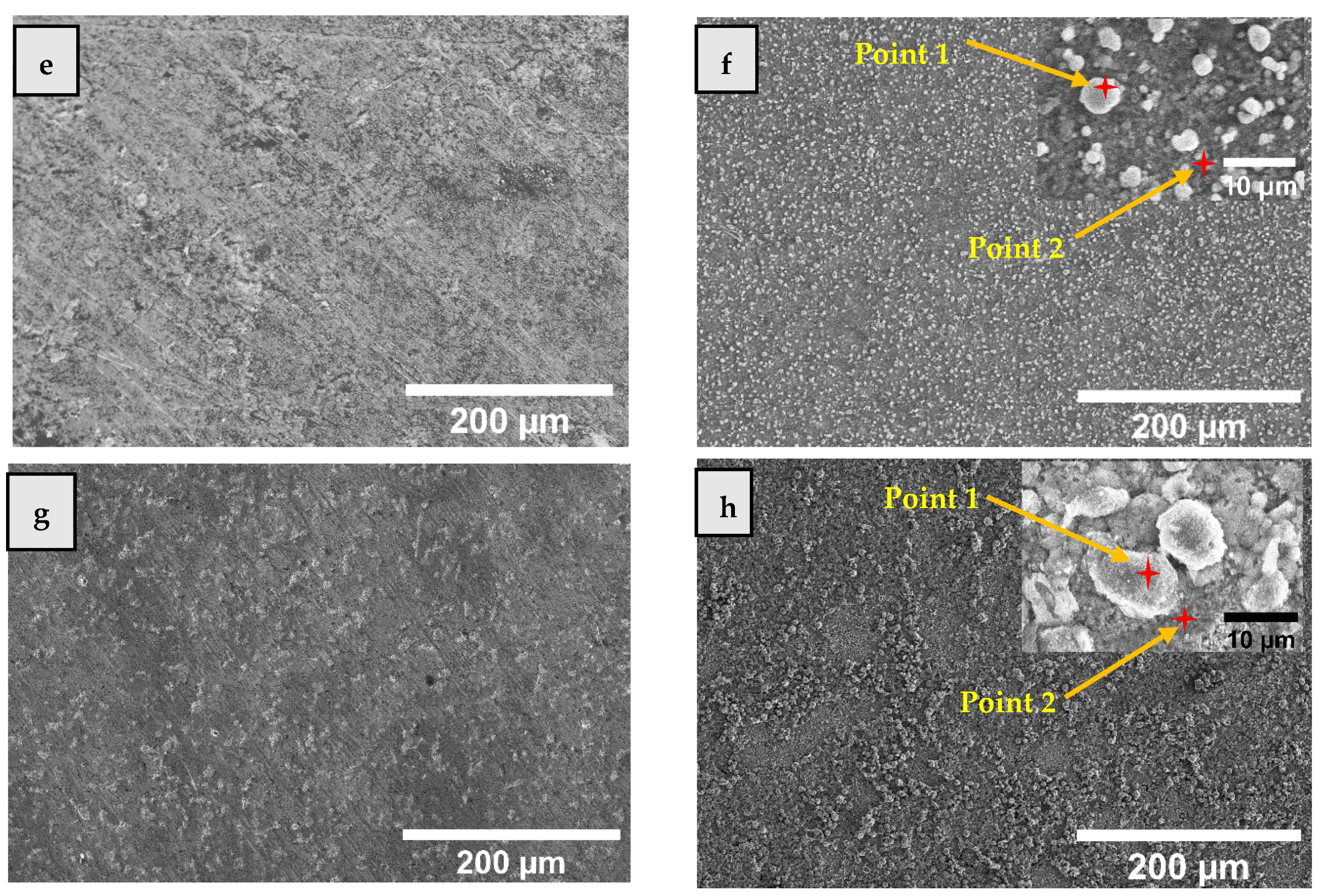
3.8. Surface Analysis after Potentiodynamic Polarization Test
4. Conclusions
- Borided 8620 (both SLMed and wrought) exhibited an approximately 8-fold increase in Vickers hardness and an approximately 6-fold decrease in wear rate compared to bare 8620, which can be attributed to the formation of hard dual-phase iron boride layers.
- The enhanced corrosion resistance of the borided SLMed and wrought 8620 in 0.1 M Na2S2O3 + 1 M NH4Cl solution were demonstrated by a 3–6-fold decrease in corrosion current density, an approximately 6-fold increase in charge transfer resistance, and an approximately 6-fold decrease in double-layer capacitance.
- Post-corrosion surface characterization of the bare SLMed and wrought 8620 revealed the presence of a thick and porous layer of corrosion products, which predominantly comprised of sulfides and oxides of metal species.
- Borided 8620 exhibited dispersed particles of corrosion products that predominantly comprised of elemental sulfur. The lower corrosion rate of the borided steels was attributed to the lower amount of adsorbed sulfur on the boride layers.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Arslan, M.; Ok, A.C.; Kartal Sireli, G.; Timur, S. Investigation on Structural and Tribological Properties of Borided Gear Steel after Phase Homogenization. Surf. Coat. Technol. 2022, 429, 127967. [Google Scholar] [CrossRef]
- Bhosale, D.G.; Rathod, W.S.; Rukhande, S.W. Sliding Wear Behavior of High Velocity Oxy-Fuel Sprayed WC-Cr3C2-Ni Coating for Automotive Applications. Mater. Today Proc. 2019, 19, 339–343. [Google Scholar] [CrossRef]
- Bayrakceken, H.; Ucun, I.; Tasgetiren, S. Fracture Analysis of a Camshaft Made from Nodular Cast Iron. Eng. Fail. Anal. 2006, 13, 1240–1245. [Google Scholar] [CrossRef]
- Mateus, J.; Anes, V.; Galvão, I.; Reis, L. Failure Mode Analysis of a 1.9 Turbo Diesel Engine Crankshaft. Eng. Fail. Anal. 2019, 101, 394–406. [Google Scholar] [CrossRef]
- Medvedovski, E. Formation of Corrosion-Resistant Thermal Diffusion Boride Coatings. Adv. Eng. Mater. 2016, 18, 11–33. [Google Scholar] [CrossRef]
- El Hachem, K.; Kang, M. Methane and Hydrogen Sulfide Emissions from Abandoned, Active, and Marginally Producing Oil and Gas Wells in Ontario, Canada. Sci. Total Environ. 2022, 823, 153491. [Google Scholar] [CrossRef]
- Laycock, N.J. Effects of Temperature and Thiosulfate on Chloride Pitting of Austenitic Stainless Steels. Corrosion 1999, 55, 590–595. [Google Scholar] [CrossRef]
- Naghizadeh, M.; Nakhaie, D.; Zakeri, M.; Moayed, M.H. Effect of Thiosulfate on Pitting Corrosion of 316SS. J. Electrochem. Soc. 2015, 162, C71–C77. [Google Scholar] [CrossRef]
- Sliem, M.H.; Fayyad, E.M.; Abdullah, A.M.; Younan, N.A.; Al-Qahtani, N.; Nabhan, F.F.; Ramesh, A.; Laycock, N.; Ryan, M.P.; Maqbool, M.; et al. Monitoring of under Deposit Corrosion for the Oil and Gas Industry: A Review. J. Pet. Sci. Eng. 2021, 204, 108752. [Google Scholar] [CrossRef]
- Bindal, C.; Üçisik, A.H. Characterization of Borides Formed on Impurity-Controlled Chromium-Based Low Alloy Steels. Surf. Coat. Technol. 1999, 122, 208–213. [Google Scholar] [CrossRef]
- Yetim, T.; Turalioğlu, K.; Taftali, M.; Tekdir, H.; Kovaci, H.; Yetim, A.F. Synthesis and Characterization of Wear and Corrosion Resistant Ni-Doped Al2O3 Nanocomposite Ceramic Coatings by Sol-Gel Method. Surf. Coat. Technol. 2022, 444, 128659. [Google Scholar] [CrossRef]
- Tekdir, H.; Yetim, T.; Yetim, A.F. Corrosion Properties of Ceramic-Based TiO2 Films on Plasma Oxidized Ti6Al4V/316L Layered Implant Structured Manufactured by Selective Laser Melting. J. Bionic Eng. 2021, 18, 944–957. [Google Scholar] [CrossRef]
- Kartal Sireli, G.; Bora, A.S.; Timur, S. Evaluating the Mechanical Behavior of Electrochemically Borided Low-Carbon Steel. Surf. Coat. Technol. 2020, 381, 125177. [Google Scholar] [CrossRef]
- Šmak, M.; Kubíček, J.; Kala, J.; Podaný, K.; Vaněrek, J. The Influence of Hot-Dip Galvanizing on the Mechanical Properties of High-Strength Steels. Materials 2021, 14, 5219. [Google Scholar] [CrossRef] [PubMed]
- Taleb, A.; Labaïz, M.; Iost, A.; Montagne, A.; Ourdjini, A.; Grairia, A.; Meddah, S. Tribological Behaviour of a Continuous Hot Dip Galvanized Steel. Mater. Res. Express 2018, 6, 026579. [Google Scholar] [CrossRef]
- Uzun, Y.; Yanıkoğlu, N.; Kovacı, H.; Yetim, A.F.; Çelik, A. The Effects of Boriding on Metal-Ceramic Bond Strength of Co–Cr Alloy Fabricated by Selective Laser Melting. J. Adhes. Sci. Technol. 2021, 35, 1576–1591. [Google Scholar] [CrossRef]
- Spence, T.W.; Makhlouf, M.M. Characterization of the Operative Mechanism in Potassium Fluoborate Activated Pack Boriding of Steels. J. Mater. Process. Technol. 2005, 168, 127–136. [Google Scholar] [CrossRef]
- Joshi, A.A.; Hosmani, S.S. Pack-Boronizing of AISI 4140 Steel: Boronizing Mechanism and the Role of Container Design. Mater. Manuf. Process. 2014, 29, 1062–1072. [Google Scholar] [CrossRef]
- Suwattananont, N. Surface Treatment of Ferrous Alloys with Boron. Master’s Thesis, New Jersey Institute of Technology, Rutgers University, Newark, NJ, USA, 2004. [Google Scholar]
- Krelling, A.P.; Teixeira, F.; da Costa, C.E.; Almeida, E.A. dos S. de; Zappelino, B.; Milan, J.C.G. Microabrasive Wear Behavior of Borided Steel Abraded by SiO2 Particles. J. Mater. Res. Technol. 2019, 8, 766–776. [Google Scholar] [CrossRef]
- Atık, E.; Yunker, U.; Merıç, C. The Effects of Conventional Heat. Treatment and Boronizing on Abrasive Wear and Corrosion of SAE 1010, SAE 1040, D2 and 304 Steels. Tribol. Int. 2003, 36, 155–161. [Google Scholar] [CrossRef]
- Türkmen, İ.; Yalamaç, E.; Keddam, M. Investigation of Tribological Behaviour and Diffusion Model of Fe2B Layer Formed by Pack-Boriding on SAE 1020 Steel. Surf. Coat. Technol. 2019, 377, 124888. [Google Scholar] [CrossRef]
- Cimenoglu, H.; Atar, E.; Motallebzadeh, A. High Temperature Tribological Behaviour of Borided Surfaces Based on the Phase Structure of the Boride Layer. Wear 2014, 309, 152–158. [Google Scholar] [CrossRef]
- Selçuk, B.; Ipek, R.; Karamiş, M.B.; Kuzucu, V. An Investigation on Surface Properties of Treated Low Carbon and Alloyed Steels (Boriding and Carburizing). J. Mater. Process. Technol. 2000, 103, 310–317. [Google Scholar] [CrossRef]
- Boyle, E.; Northwood, D.O.; Bowers, R.; Sun, X.; Bauerle, P. The effects of initial microstructure and heat treatment on the core mechanical properties of carburized automotive steels. Mater. Forum 2007, 32, 44–54. [Google Scholar]
- Verdeja, L.F.; Verdeja, J.I.; González, R. Machinability Improvement Through Heat Treatment In 8620 Low-Carbon Alloyed Steel. Mach. Sci. Technol. 2009, 13, 529–542. [Google Scholar] [CrossRef]
- Marulanda, D.M.; Cortés, J.G.; Pérez, M.A.; García, G. Microstructure and Mechanical Properties of AISI 8620 Steel Processed by ECAP. MRS Proc. 2014, 1611, 89–94. [Google Scholar] [CrossRef]
- Bluhm, J.I.; Morrissey, R.J. Fracture In a Tensile Specimen. In Proceedings of the International Conference on Fracture, Sendai, Japan, 12 September 1965. [Google Scholar]
- Krelling, A.P.; da Costa, C.E.; Milan, J.C.G.; Almeida, E.A.S. Micro-Abrasive Wear Mechanisms of Borided AISI 1020 Steel. Tribol. Int. 2017, 111, 234–242. [Google Scholar] [CrossRef]
- Atzeni, E.; Salmi, A. Economics of Additive Manufacturing for End-Usable Metal Parts. Int. J. Adv. Manuf. Technol. 2012, 62, 1147–1155. [Google Scholar] [CrossRef]
- Attaran, M. The Rise of 3-D Printing: The Advantages of Additive Manufacturing over Traditional Manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Sireesha, M.; Lee, J.; Kranthi Kiran, A.S.; Babu, V.J.; Kee, B.B.T.; Ramakrishna, S. A Review on Additive Manufacturing and Its Way into the Oil and Gas Industry. RSC Adv. 2018, 8, 22460–22468. [Google Scholar] [CrossRef]
- Marques, D.A.; Oliveira, J.P.; Baptista, A.C. A Short Review on the Corrosion Behaviour of Wire and Arc Additive Manufactured Materials. Metals 2023, 13, 641. [Google Scholar] [CrossRef]
- Felice, I.O.; Shen, J.; Barragan, A.F.C.; Moura, I.A.B.; Li, B.; Wang, B.; Khodaverdi, H.; Mohri, M.; Schell, N.; Ghafoori, E.; et al. Wire and Arc Additive Manufacturing of Fe-Based Shape Memory Alloys: Microstructure, Mechanical and Functional Behavior. Mater. Des. 2023, 231, 112004. [Google Scholar] [CrossRef]
- Gong, G.; Ye, J.; Chi, Y.; Zhao, Z.; Wang, Z.; Xia, G.; Du, X.; Tian, H.; Yu, H.; Chen, C. Research Status of Laser Additive Manufacturing for Metal: A Review. J. Mater. Res. Technol. 2021, 15, 855–884. [Google Scholar] [CrossRef]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Additive Manufacturing Processes: Selective Laser Melting, Electron Beam Melting and Binder Jetting-Selection Guidelines. Mater. Basel Switz. 2017, 10, E672. [Google Scholar] [CrossRef] [PubMed]
- Campos, I.; Palomar-Pardavé, M.; Amador, A.; VillaVelázquez, C.; Hadad, J. Corrosion Behavior of Boride Layers Evaluated by the EIS Technique. Appl. Surf. Sci. 2007, 253, 9061–9066. [Google Scholar] [CrossRef]
- Jiang, J.; Wang, Y.; Zhong, Q.; Zhou, Q.; Zhang, L. Preparation of Fe2B Boride Coating on Low-Carbon Steel Surfaces and Its Evaluation of Hardness and Corrosion Resistance. Surf. Coat. Technol. 2011, 206, 473–478. [Google Scholar] [CrossRef]
- Kariofillis, G.K.; Kiourtsidis, G.E.; Tsipas, D.N. Corrosion Behavior of Borided AISI H13 Hot Work Steel. Surf. Coat. Technol. 2006, 201, 19–24. [Google Scholar] [CrossRef]
- Sezgin, C.T.; Hayat, F. The Effects of Boriding Process on Tribological Properties and Corrosive Behavior of a Novel High Manganese Steel. J. Mater. Process. Technol. 2022, 300, 117421. [Google Scholar] [CrossRef]
- D’Souza, B.; Leong, A.; Yang, Q.; Zhang, J. Corrosion Behavior of Boronized Nickel-Based Alloys in the Molten Chloride Salt. Corros. Sci. 2021, 182, 109285. [Google Scholar] [CrossRef]
- Arteaga-Hernandez, L.A.; Cuao-Moreu, C.A.; Gonzalez-Rivera, C.E.; Alvarez-Vera, M.; Ortega-Saenz, J.A.; Hernandez-Rodriguez, M.A.L. Study of Boriding Surface Treatment in the Tribological Behavior of an AISI 316L Stainless Steel. Wear 2021, 477, 203825. [Google Scholar] [CrossRef]
- Hernández-Ramírez, E.J.; Guevara-Morales, A.; Figueroa-López, U.; Campos-Silva, I. Wear Resistance of Diffusion Annealed Borided AISI 1018 Steel. Mater. Lett. 2020, 277, 128297. [Google Scholar] [CrossRef]
- Motallebzadeh, A.; Dilektasli, E.; Baydogan, M.; Atar, E.; Cimenoglu, H. Evaluation of the Effect of Boride Layer Structure on the High Temperature Wear Behavior of Borided Steels. Wear 2015, 328–329, 110–114. [Google Scholar] [CrossRef]
- An, J.; Li, C.; Wen, Z.; Yang, Y.L.; Sun, S.J. Study of boronizing of steel AISI 8620 for sucker rods. Met. Sci. Heat Treat. 2012, 53, 598–602. [Google Scholar] [CrossRef]
- Schvartzman, M.M.A.M.; Lopes, D.R.; Esteves, L.; Campos, W.R.C.; Lins, V.F.C. Pitting Corrosion of Supermartensitic Stainless Steel in Chloride Solutions Containing Thiosulfate or H2S. J. Mater. Eng. Perform. 2018, 27, 3723–3730. [Google Scholar] [CrossRef]
- Horowitz, H.H. Chemical Studies of Polythionic Acid Stress-Corrosion Cracking. Corros. Sci. 1983, 23, 353–362. [Google Scholar] [CrossRef]
- Delai, O.; Xia, C.; Shiqiang, L. Growth Kinetics of the FeB/Fe2B Boride Layer on the Surface of 4Cr5MoSiV1 Steel: Experiments and Modelling. J. Mater. Res. Technol. 2021, 11, 1272–1280. [Google Scholar] [CrossRef]
- ASTM G99-17; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2017.
- Binkley, M. Microstructure Development in Multi-Pass Laser Melting of Aisi 8620 Steel; Purdue University: West Lafayette, IN, USA, 2020. [Google Scholar]
- Kumar, R.; Ghosh, P.K.; Kumar, S. Thermal and Metallurgical Characteristics of Surface Modification of AISI 8620 Steel Produced by TIG Arcing Process. J. Mater. Process. Technol. 2017, 240, 420–431. [Google Scholar] [CrossRef]
- An, J.; Su, Z.G.; Gao, X.X.; Yang, Y.L.; Sun, S.J. Corrosion Characteristics of Boronized AISI 8620 Steel in Oil Field Water Containing H2S. Prot. Met. Phys. Chem. Surf. 2012, 48, 487–494. [Google Scholar] [CrossRef]
- Tabur, M.; Izciler, M.; Gul, F.; Karacan, I. Abrasive Wear Behavior of Boronized AISI 8620 Steel. Wear 2009, 266, 1106–1112. [Google Scholar] [CrossRef]
- Lu, Y.; Yu, H.; Sisson, R.D. The Effect of Carbon Content on the c/a Ratio of as-Quenched Martensite in Fe-C Alloys. Mater. Sci. Eng. A 2017, 700, 592–597. [Google Scholar] [CrossRef]
- Campos-Silva, I.E.; Rodríguez-Castro, G.A. Boriding to Improve the Mechanical Properties and Corrosion Resistance of Steels. In Thermochemical Surface Engineering of Steels; Elsevier: Mexico City, México, 2015; pp. 651–702. [Google Scholar] [CrossRef]
- Campos-Silva, I.; Ortiz-Domínguez, M.; López-Perrusquia, N.; Meneses-Amador, A.; Escobar-Galindo, R.; Martínez-Trinidad, J. Characterization of AISI 4140 Borided Steels. Appl. Surf. Sci. 2010, 256, 2372–2379. [Google Scholar] [CrossRef]
- Gök, M.S.; Küçük, Y.; Erdoğan, A.; Öge, M.; Kanca, E.; Günen, A. Dry Sliding Wear Behavior of Borided Hot-Work Tool Steel at Elevated Temperatures. Surf. Coat. Technol. 2017, 328, 54–62. [Google Scholar] [CrossRef]
- Kayali, Y.; Güneş, İ.; Ulu, S. Diffusion Kinetics of Borided AISI 52100 and AISI 440C Steels. Vacuum 2012, 86, 1428–1434. [Google Scholar] [CrossRef]
- Litoria, A.K.; Figueroa, C.A.; Bim, L.T.; Pruncu, C.I.; Joshi, A.A.; Hosmani, S.S. Pack-Boriding of Low Alloy Steel: Microstructure Evolution and Migration Behaviour of Alloying Elements. Philos. Mag. 2020, 100, 353–378. [Google Scholar] [CrossRef]
- Jain, V.; Sundararajan, G. Influence of the Pack Thickness of the Boronizing Mixture on the Boriding of Steel. Surf. Coat. Technol. 2002, 149, 21–26. [Google Scholar] [CrossRef]
- Oliveira, C.K.N.; Casteletti, L.C.; Neto, A.L.; Totten, G.E.; Heck, S.C. Production and Characterization of Boride Layers on AISI D2 Tool Steel. Vacuum 2010, 84, 792–796. [Google Scholar] [CrossRef]
- Campos, I.; Bautista, O.; Ramírez, G.; Islas, M.; De La Parra, J.; Zúñiga, L. Effect of Boron Paste Thickness on the Growth Kinetics of Fe2B Boride Layers during the Boriding Process. Appl. Surf. Sci. 2005, 243, 429–436. [Google Scholar] [CrossRef]
- Yan, P.X.; Zhang, X.M.; Xu, J.W.; Wu, Z.G.; Song, Q.M. High-Temperature Behavior of the Boride Layer of 45# Carbon Steel. Mater. Chem. Phys. 2001, 71, 107–110. [Google Scholar] [CrossRef]
- Paraye, N.K.; Neog, S.P.; Ghosh, P.K.; Das, S. Surface Modification of AISI 8620 Steel by In-Situ Grown TiC Particle Using TIG Arcing. Surf. Coat. Technol. 2021, 405, 126533. [Google Scholar] [CrossRef]
- Roy, S.; Sundararajan, S. The Effect of Heat. Treatment Routes on the Retained Austenite and Tribomechanical Properties of Carburized AISI 8620 Steel. Surf. Coat. Technol. 2016, 308, 236–243. [Google Scholar] [CrossRef]
- Thirugnanasambantham, K.G.; Ganesh kumar, A.G. Mechanistic Studies on Degradation in Sliding Wear Behavior of Carburized AISI 8620 Steel at 100 °C under Unlubricated Conditions. Mater. Today Proc. 2018, 5, 6258–6267. [Google Scholar] [CrossRef]
- Hylén, A.; Ölund, P.; Ghadamgahi, M.; Lille, S.; Svensson, E. Understanding Wear Mechanisms—The Application Technology behind WR-Steel®; Ovako: Stockholm, Sweden, 2021; pp. 1–116. [Google Scholar]
- Viáfara, C.C.; Sinatora, A. Unlubricated Sliding Friction and Wear of Steels: An Evaluation of the Mechanism Responsible for the T1 Wear Regime Transition. Wear 2011, 271, 1689–1700. [Google Scholar] [CrossRef]
- Viáfara, C.C.; Sinatora, A. Influence of Hardness of the Harder Body on Wear Regime Transition in a Sliding Pair of Steels. Wear 2009, 267, 425–432. [Google Scholar] [CrossRef]
- Stern, M.; Geary, A.L. Electrochemical Polarization: I. A Theoretical Analysis of the Shape of Polarization Curves. J. Electrochem. Soc. 1957, 104, 56–63. [Google Scholar] [CrossRef]
- Kuo, H.-S.; Chang, H.; Tsai, W.-T. The Corrosion Behavior of AISI 310 Stainless Steel in Thiosulfate Ion Containing Saturated Ammonium Chloride Solution. Corros. Sci. 1999, 41, 669–684. [Google Scholar] [CrossRef]
- Baranwal, P.K.; Rajaraman, P.V. Electrochemical Investigation on Effect of Sodium Thiosulfate (Na2S2O3) and Ammonium Chloride (NH4Cl) on Carbon Steel Corrosion. J. Mater. Res. Technol. 2019, 8, 1366–1378. [Google Scholar] [CrossRef]
- Ezuber, H.; Alshater, A.; Abulhasan, M. Role of Thiosulfate in Susceptibility of AISI 316L Austenitic Stainless Steels to Pitting Corrosion in 3.5% Sodium Chloride Solutions. Surf. Eng. Appl. Electrochem. 2017, 53, 493–500. [Google Scholar] [CrossRef]
- Choudhary, L.; Macdonald, D.D.; Alfantazi, A. Role of Thiosulfate in the Corrosion of Steels: A Review. Corrosion 2015, 71, 1147–1168. [Google Scholar] [CrossRef]
- Marcus, P. Sulfur-Assisted Corrosion Mechanisms and the Role of Alloyed Elements. In Corrosion Mechanisms in Theory and Practice; CRC Press: Boca Raton, FL, USA, 2002; p. 24. [Google Scholar]
- Duret-Thual, C.; Costa, D.; Yang, W.P.; Marcus, P. The Role of Thiosulfates in the Pitting Corrosion of Fe-17Cr Alloys in Neutral Chloride Solution: Electrochemical and XPS Study. Corros. Sci. 1997, 39, 913–933. [Google Scholar] [CrossRef]
- Al-Mamun, N.S.; Haider, W.; Shabib, I. Corrosion Resistance of Additively Manufactured 316L Stainless Steel in Chloride-thiosulfate Environment. Electrochim. Acta 2020, 362, 137039. [Google Scholar] [CrossRef]
- Xia, D.-H.; Behnamian, Y.; Luo, J.-L. Review—Factors Influencing Sulfur Induced Corrosion on the Secondary Side in Pressurized Water Reactors (PWRs). J. Electrochem. Soc. 2019, 166, C49–C64. [Google Scholar] [CrossRef]
- Igual Muñoz, A.; García Antón, J.; Guiñón, J.L.; Pérez Herranz, V. The Effect of Chromate in the Corrosion Behavior of Duplex Stainless Steel in LiBr Solutions. Corros. Sci. 2006, 48, 4127–4151. [Google Scholar] [CrossRef]
- Maruf, M.A.; Rizvi, S.M.M.; Noor-A-Alam, M.; Shin, D.; Haider, W.; Shabib, I. Corrosion Resistance and Thermal Stability of Sputtered Fe44Al34Ti7N15 and Al61Ti11N28 Thin Films for Prospective Application in Oil and Gas Industry. Prog. Nat. Sci. Mater. Int. 2021, 31, 688–697. [Google Scholar] [CrossRef]
- Carranza, M.S.S.; Reyes, Y.I.A.; Gonzales, E.C.; Arcon, D.P.; Franco, F.C. Electrochemical and Quantum Mechanical Investigation of Various Small Molecule Organic Compounds as Corrosion Inhibitors in Mild Steel. Heliyon 2021, 7, e07952. [Google Scholar] [CrossRef]
- Toshev, Y.; Mandova, V.; Boshkov, N.; Stoychev, D.; Petrov, P.; Tsvetkova, N.; Raichevski, G.; Tsvetanov, C.; Gabev, A.; Velev, R.; et al. Protective Coating of Zinc and Zinc Alloys for Industrial Applications. In 4M 2006—Second International Conference on Multi-Material Micro Manufacture; Elsevier: Amsterdam, The Netherlands, 2006. [Google Scholar]












| Element | Cr | Ni | Mn | Mo | Si | C | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Powder | 0.55 | 0.56 | 0.71 | 0.2 | 0.29 | 0.19 | 0.005 | 0.015 | Bal. |
| Wrought | 0.4 | 0.4 | 0.7 | 0.15 | 0.15 | 0.18 | 0.04 | 0.035 | Bal. |
| Sample | Volume Fraction |
|---|---|
| Wrought borided | FeB: 36%, Fe2B: 64% |
| SLMed borided | FeB: 33%, Fe2B: 67% |
| Wrought bare | Ferrite: 72%, Pearlite: 28% |
| SLMed bare | Martensite: 100% |
| Sample | Crystal Structure | Lat. Const. a (Å) | Lat. Const. b (Å) | Lat. Const. c (Å) |
|---|---|---|---|---|
| Wrought bare | Body-Centered Cubic | 2.8705 | 2.8705 | 2.8705 |
| SLMed bare | Body-Centered Tetragonal | 2.8690 | 2.8690 | 2.8724 |
| FeB | Orthorhombic | 4.0630 | 5.4990 | 2.9454 |
| Fe2B | Tetragonal | 5.0701 | 4.2354 | 4.2354 |
| Samples | Rs (Ω·cm2) | Rb (Ω·cm2) | Qb μS-sn cm−2 | nb | Rct (Ω·cm2) | Qdl μS-sn cm−2 | ndl | Rt (Ω·cm2) | Goodness of Fit (10−3) |
|---|---|---|---|---|---|---|---|---|---|
| Wrought borided | 26 ± 16 | 217 ± 29 | 473 ± 67 | 0.88 ± 0.02 | 3457 ± 326 | 735 ± 92 | 0.36 ± 0.06 | 3700 ± 293 | 5.2 ± 1.3 |
| SLMed borided | 46 ± 37 | 163 ± 32 | 243 ± 16 | 0.95 ± 0.04 | 3763 ± 700 | 563 ± 46 | 0.48 ± 0.06 | 3970 ± 758 | 2.8 ± 1.9 |
| Wrought bare | 9.9 ± 4.2 | - | - | - | 648 ± 139 | 4347 ± 1180 | 0.95 ± 0.01 | 658 ± 136 | 5.9 ± 2.3 |
| SLMed bare | 10 ± 1.3 | - | - | - | 602 ± 58 | 2957 ± 726 | 0.95 ± 0.01 | 675 ± 57 | 5.1 ± 1.6 |
| Sample | Polarization Resistance (Ω·cm2) |
|---|---|
| Wrought borided | 4286 ± 1206 |
| SLMed borided | 4442 ± 1261 |
| Wrought bare | 651 ± 136 |
| SLMed bare | 656 ± 70 |
| Sample/Elements | O | S | Cr | Fe | Ni |
|---|---|---|---|---|---|
| SLMed bare | 20.9 ± 2.2 | 22.5 ± 2.4 | 2.5 ± 1.2 | 50.1 ± 4.2 | 2.6 ± 1.5 |
| Wrought bare | 16.3 ± 4.1 | 25.0 ± 2.6 | 2.8 ± 0.7 | 51.6 ± 4.4 | 3.3 ± 0.7 |
| SLMed borided-point 1 | - | 91.4 ± 1.1 | 0.1 ± 0.1 | 3.2 ± 0.2 | 0.2 ± 0.2 |
| SLMed borided-point 2 | 10.7 ± 7.2 | 5.5 ± 3.7 | 0.5 ± 0.3 | 81.1 ± 2.5 | 1.1 ± 0.5 |
| Wrought borided-point 1 | 2.3 ± 3.9 | 89.2 ± 4.8 | 0.2 ± 0.3 | 8.2 ± 1.5 | - |
| Wrought borided-point 2 | 13.2 ±1.2 | 6.3 ± 5.1 | 0.3 ± 0.4 | 76.4 ± 7.1 | 0.8 ± 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sabuz, E.H.; Noor-A-Alam, M.; Haider, W.; Shabib, I. Improving the Mechanical and Electrochemical Performance of Additively Manufactured 8620 Low Alloy Steel via Boriding. Corros. Mater. Degrad. 2023, 4, 623-643. https://doi.org/10.3390/cmd4040032
Sabuz EH, Noor-A-Alam M, Haider W, Shabib I. Improving the Mechanical and Electrochemical Performance of Additively Manufactured 8620 Low Alloy Steel via Boriding. Corrosion and Materials Degradation. 2023; 4(4):623-643. https://doi.org/10.3390/cmd4040032
Chicago/Turabian StyleSabuz, Ezazul Haque, Mohammed Noor-A-Alam, Waseem Haider, and Ishraq Shabib. 2023. "Improving the Mechanical and Electrochemical Performance of Additively Manufactured 8620 Low Alloy Steel via Boriding" Corrosion and Materials Degradation 4, no. 4: 623-643. https://doi.org/10.3390/cmd4040032