

Optimizing Sustainability of Concrete Structures Using Tire-Derived Aggregates: A Performance Improvement Study

1
Department of Civil and Geomatics Engineering, California State University, Fresno, CA 93740, USA
2
Department of Civil Engineering, California State University, Los Angeles, CA 90032, USA
*
Author to whom correspondence should be addressed.
CivilEng 2024, 5(1), 30-40; https://doi.org/10.3390/civileng5010002
Submission received: 23 October 2023
/
Revised: 14 December 2023
/
Accepted: 26 December 2023
/
Published: 29 December 2023
(This article belongs to the Topic Pathways to Sustainable Construction: Innovations in New Materials, Construction Techniques, and Management Practices)
Abstract
:Tire-derived aggregate concrete (TDAC), or rubberized concrete, is gaining ground as an eco-friendly option in civil engineering. By substituting traditional coarse aggregates with recycled rubber tires, TDAC offers a greener choice with excellent energy absorption capabilities. This leads to robust structures and reduced upkeep expenses. Nonetheless, TDAC’s lower strength than regular concrete requires a delicate balance between energy absorption and strength. This study investigates two enhancements to TDAC performance: (a) the impact of sodium hydroxide (NaOH) solution pretreatment and SikaLatex bonding agent addition on TDAC’s compressive strength, and (b) the use of varying water–cement ratios and superplasticizer to enhance TDAC’s mechanical properties. This study involves concrete cylinder compression tests and the creation of strength estimation equations. Results show that NaOH-treated tire-derived aggregate (TDA) boosts workability, increasing slump by 4.45 cm (1.75 in), yet does not significantly enhance compressive strength, causing a 34% reduction. Conversely, combining NaOH pretreatment with Sikalatex bonding agent enhances workability by 28% and boosts compressive strength by 21% at the same water-cement ratio. To optimize performance, it is advised to employ modified TDA concrete with a water–cement ratio under 0.34 and superplasticizer. These findings highlight the potential of modified TDA concrete in sustainable and seismic-resistant designs.
1. Introduction
According to the United States Environmental Protection Agency (EPA) and the Rubber Manufacturers Association, a staggering 290 million tires are discarded in the United States annually. These massive quantities of scrap tires often end up in large stockpiles, occupying vast landfill spaces and creating potential environmental hazards, including insect infestations, rodent presence, mosquito breeding, and combustion risks. Additionally, the disposal of such resilient waste tires poses a significant challenge due to their tough and durable nature, making compaction and decomposition difficult. To combat these environmental problems, there is a pressing need to creatively reuse these solid wastes in recycling and alternative-use projects.
The Rubber Manufacturers Association (RMA) reported a notable increase in the beneficial reuse of scrap tires, rising from approximately 11% in 1991 to 87% in 2005. This surge in reuse has been achieved through a range of innovative methods, such as utilizing scrap tires as fuel for cement kilns, incorporating them as raw materials in industrial and consumer goods, exploring their potential as alternative fuel sources for electric generation, and employing them as raw materials for civil engineering construction [1,2].
Concrete, being a crucial construction component, possesses inherent brittleness, motivating researchers to explore means of enhancing its ductility. One potential solution involves partially replacing the coarse and fine aggregates in concrete with varying volume percentages of waste tire rubber particles, resulting in rubberized concrete or tire-derived aggregate concrete (TDAC). This approach is environmentally friendly, aiding in the disposal of waste tires without causing pollution (e.g., carbon dioxide emissions) while conserving natural aggregates [3]. Nevertheless, research has indicated that incorporating rubber into concrete mixes can lead to a decrease in mechanical properties such as compressive strength, splitting tensile strength, modulus of elasticity, and flexural strength due to poor adhesion between tire aggregates and the cement paste [4,5,6,7,8,9].
Researchers have explored various surface treatments to enhance the bonding between aggregates and the cement matrix. Among these, the use of sodium hydroxide (NaOH) solution as a chemical pretreatment for rubber surfaces has been investigated, although the effectiveness of this treatment has yielded inconsistent results across different studies. For instance, Mohammadi et al. [5] found that pretreating rubber surfaces with NaOH solution for 24 h yielded the best results, enhancing the compressive strength of rubberized concrete by 25% compared to untreated samples. However, other studies showed no significant difference or even a reduction in strength after similar treatments [10,11], indicating the need for further investigations.
Through an experimental study, Miller and Tehrani [12] found that the toughness and energy absorption capacity of rubberized concrete increase with rubber replacement ratios greater than 80%. However, previous research demonstrated that incorporating high rubber content in concrete mixtures could reduce workability and strength [5]. To address this issue, Mohammadi et al. [5] introduced Fritz-Pak concrete superplasticizer in their rubberized concrete mix to enhance workability without increasing water content, following the recommendations of American Concrete Institute (ACI)-211 [13] and the manufacturer’s dosage rate.
This research aims to enhance the compressive strength of rubberized concrete while capitalizing on its ductile behavior for applications in sustainable and seismic-resistant design. In this study, a series of experimental tests is conducted to: (a) gain better insight into the effect of chemical pretreatment using NaOH solution on the compressive strength of TDAC, given the discrepancies in previous study results; (b) explore the impact of adding SikaLatex bonding agent to NaOH-treated tire-derived aggregate (TDA) particles on the strength enhancement of rubberized concrete; and (c) investigate the role of different water contents on the strength of treated TDA concrete. The experimental results are then used to develop an equation for estimating the compressive strength of modified TDA concrete based on the suggested approaches.
2. Experimental Program—Test Matrix and Procedure
2.1. Concrete Mix
2.1.1. Raw Materials
For preparing the test specimens, various raw materials were employed, including cement, coarse and fine aggregates, treated and untreated rubber particles, metakaolin, and tap water. Coarse aggregates consisted of gravel with a nominal size of 9.5 mm (3/8 in.). To ensure their suitability for the intended use, sieve analysis tests were conducted for both coarse and fine aggregates (sand) to determine the distribution of aggregate particles, as shown in Figure 1. Both aggregates met the requirements of American Society for Testing and Materials (ASTM) C33 [14]. The fineness modulus of the coarse and fine aggregates was found to be 2.54 and 2.91, respectively. Type I–II Ordinary Portland cement was used throughout the study, and tap water was added to facilitate cement hydration in all concrete mixtures, adhering to the designed water–cement ratio.
In this study, tire-derived aggregate (TDA) with a maximum particle size of 9.5 mm (3/8 in.) and a unit weight of 1150 kg/m3 (71.8 lb/ft3) was utilized as a 100% volume replacement for coarse aggregates. The mechanical strength reduction in TDA concrete was attributed to the weak bonding between natural TDA particles and the cement matrix [3,15]. To address this limitation and enhance the strength of TDA Concrete (TDAC), a chemical pretreatment using sodium hydroxide (NaOH) solution was employed in this study. The NaOH solution was prepared with a concentration of 10% by weight [5], and the volume of the modifier solution was three times larger than that of the required TDA particles, as depicted in Figure 2a. For the 100% replacement ratio, the total volume of TDA in all the treated mixes is 0.27 m3 per unit volume of concrete, requiring 806 kg (50.3 lb) of water for the solution and 80.6 kg (5.03 lb) of NaOH, per m3 (ft3) of concrete. The TDA and NaOH solutions were thoroughly mixed to ensure uniform treatment of the rubber particles. Subsequently, the TDA particles were immersed in the NaOH solution for 24 h. Figure 2b shows the solution after the treatment, and the treated rubbers were washed with water to remove the alkali solution. Figure 2c shows the change in color from light to dark in the NaOH solution after the TDA treatment, which is aligned with previous research observations [5]. Finally, the aggregates were air-dried at room temperature for 24 h before being incorporated into the concrete mixtures.
2.1.2. Mix Design
The project’s experimental study was divided into two parts to identify the most effective method for enhancing the strength of TDAC. Multiple concrete batches were prepared for each part. In this study, all TDA concrete batches were created by completely replacing the coarse aggregates in the concrete mixtures with either treated or untreated TDA particles. The concrete mix design followed the method outlined in the Standard Practice for Selecting Proportions for Normal Heavy Weight, and Mass Concrete [13].
In the initial set of test specimens, three concrete mixtures were formulated to assess the impact of using the chemical pretreatment of rubber particles with sodium hydroxide (NaOH) solution on the compressive strength of rubberized concrete. The mixture identifications were as follows: NC for normal concrete mixture without TDA; UR for mixtures containing 100% untreated rubber; and TR for mixtures containing 100% treated rubber. The mix design in this stage aimed to achieve a target mean strength of 13.8 MPa (2000 psi). The designed water–cement (W/C) ratio of 0.68 was determined for this mix based on the required slump and the maximum size of aggregates. Furthermore, for the UR and TR mixtures, 20% of Portland cement was replaced with metakaolin, leading to higher compressive strength [16].
Following the initial phase, the second stage involved introducing adjustments to the TR and UR mixtures by integrating the SikaLatex bonding agent into the concrete matrix, leading to the creation of modified rubberized concrete (MTR and MUR, respectively). MTR and MUR mixtures were designed with a water–cement ratio of 0.39 to examine the impact of adding this bonding agent on the strength of TDA concrete. Additionally, the effect of different water–cement ratios on the compressive strength of MTR mixtures was investigated, with ratios ranging from 0.34 to 0.54 in increments of 0.05. Five concrete mixtures were produced, namely MTR-0.34, MTR-0.39, MTR-0.44, MTR-0.49, and MTR-0.54. To counteract the potential reduction in the workability of TDA concrete due to the presence of rubber and reduced water content, Fritz-Pak concrete superplasticizer was added to all concrete mixtures at a dosage of 0.4% weight percent of the cementitious material, following the guidelines of ACI-211 [13] and the manufacturer’s recommended dosage rate. Table 1 provides a summary of the batch numbers and identifications used in the experimental study. Table 2 summarizes the composition of concrete mixes, detailing the proportions of individual ingredients (by weight) per m3 (ft3) of concrete.
2.2. Materials Testing
Cylindrical specimens with a diameter of 10.16 cm (4 in.) and a height of 20.32 cm (8 in.) were used to prepare samples for conducting the compressive strength tests. A total of twenty-seven cylindrical specimens were cast for all batches, with three specimens made and tested for each concrete mixture. Figure 3 illustrates the cylindrical specimens prepared using MTR and MUR mixtures.
To prepare the control mixture (NC), all dry ingredients, including coarse aggregates, cement, and fine aggregates, were initially mixed for 2 min. Then, the designed water was added to the mixer. The same approach was used for preparing TR and UR mixtures; however, instead of using coarse aggregates (gravel), NaOH-treated TDA and untreated TDA were used, respectively. Additionally, both TR and UR mixtures included a 20% replacement of metakaolin by weight of the cement.
For the modified mixtures, a combination of two treatment methods was applied to the concrete mix. The 24-h-NaOH treatment method, similar to TR samples, was followed by the addition of SikaLatex bonding agent to enhance the adhesion between TDA and cement paste. In one of the samples (MUR-0.39), only the SikaLatex bonding agent was used in the mix without the initial NaOH treatment. Various water–cement ratios were also explored in the modified mixtures, as mentioned in the previous section of this paper. To cast the concrete mixes, the dry ingredients such as cement, sand, metakaolin, and TDA were initially mixed in the mixer for 2 min to promote bonding between the rubber surface and cement. Then, Fritz-Pak concrete superplasticizer was measured, mixed with the required water, and added to the dry ingredients in the mixer. Finally, SikaLatex bonding agent was incorporated into the mixtures with an amount of 27.3 L (6 gallons) per 0.765 cubic meters (1 cubic yard) of concrete, without deducting this amount from the designed water.
The slump test was carried out for all concrete mixtures in this study following ASTM C143 [17], to assess the workability of the concrete with the addition of TDA and using the selected treatment methods. To this end, the specimens were carefully prepared by filling a cone-shaped mold with the concrete mixture in three layers, compacting each layer with a tamping rod. After leveling the top, the cone was removed by lifting it straight up against a thin wall. The procedure involved measuring the extent of subsidence (i.e., slump) after lifting the mold. Notably, during the slump tests, we observed a true slump characterized by a uniform drop of the concrete mass around the mold without disintegration. Once the concrete was poured into the cylindrical molds, they were covered with plastic caps for 24 h. After removing the concrete specimens from the molds, they were placed in a moist curing room with a humidity of 95% and a temperature of 23 °C (73.4 °F), where they remained until the day of testing. The compressive strength test was performed using a 500 kN Tinius Olsen manually operated the Universal Testing Machine at Fresno State University, California, for all concrete mixtures according to ASTM C39 [18]. For mixtures MTR-0.34, MTR-0.39, MUR-0.39, MTR-0.44, MTR-0.49, and MTR-0.55, the test was conducted after 28 days of casting. However, due to unforeseen delays, the compression test for mixtures NC, TR, and UR was conducted on day 38 after casting. The compression test for all mixtures took place immediately after removing the moist-cured specimens from the curing room.
As depicted in Figure 4, testing observations verified the occurrence of localized cracking initiation and penetration in the rubberized test specimens, whereas the control specimen with normal concrete experienced a brittle, single cracking that split it into two pieces, with minimal warning before complete failure.
3. Test Results and Discussions
3.1. Workability of Concrete
Concrete workability is a crucial factor that significantly impacts the quality and strength of concrete. The primary focus of this study is to enhance the strength of rubberized concrete; hence, investigating the workability of all concrete mixtures played a vital role in this project. The results can be discussed in two groups, as presented in Table 1. The first group focuses on examining the impact of replacing 100% of coarse aggregates with treated or untreated TDA on concrete workability. As shown in Figure 5a, incorporating NaOH-treated TDA and untreated TDA in the concrete mixture led to a decrease in slump compared to normal concrete at the same water–cement ratio. This figure illustrates the average slump test results plotted for different samples. These findings are consistent with previous research studies [3,6], as a higher water absorption of rubber is expected, regardless of the particle size [15]. However, the use of NaOH solution treatment for 24 h, as implemented in this project for the TR mixture, increased the concrete slump by 87.5% compared to the UR mixture at the same water–cement ratio, as shown in Figure 5a.
In the second group of test specimens, the results of the modified mixes demonstrated significantly improved workability in both MUR and MTR mixtures due to the incorporation of Fritz-Pak concrete superplasticizer and SikaLatex bonding agent. Specifically, the slump increased by 140% from TR, with a water–cement ratio of 0.68, to MTR-0.54, i.e., a modified mix with the maximum water–cement ratio of 0.54. As shown in Figure 5b, the slump behavior of MTR mixtures increased with higher water–cement ratios. Additionally, the use of modified-NaOH treated TDA resulted in a 39% enhancement in the workability of the MTR-0.39 mixture compared to MUR-0.39 with the same amount of water (see Figure 5b). These findings highlight the positive impact of the treatment method on the workability of the modified TDA concrete.
3.2. Compressive Strength Test
While concrete is inherently strong and capable of withstanding compressive loads, the use of tire-derived aggregate (TDA) as a potential substitute for mineral aggregates in a concrete mixture leads to a significant reduction in its compressive strength. This study focused on the compression test with two main objectives: (a) exploring the application of chemical pretreatment using NaOH solution by testing the first group of samples; and (b) assessing the influence of adding SikaLatex bonding agent to TR-mixture and utilizing various water–cement ratios on the compressive strength of MTR-mixture through testing the second group of samples. The presented findings in the subsequent sections are based on the average experimental results derived from similar samples. Furthermore, the data obtained from the compression test were adjusted using a reduction factor of 0.96 to account for the use of 10.12 cm × 20.32 cm (4 in. × 8 in.) samples [16].
Figure 6 displays a notable drop in the compressive strength of the rubberized concrete (UR and TR) compared to normal concrete, despite using the same water–cement ratio. Specifically, the compressive strength of the UR-mixture was reduced by 76.5% compared to the control mix. This finding aligns with Siddique and Naik [6], who reported an approximately 85% reduction in the compressive strength of concrete when coarse aggregates were fully replaced by crumb rubber.
However, while the chemical NaOH-treatment improved the workability of rubberized concrete, it did not enhance the compressive strength of the TR-mixture, as indicated in Figure 6. In fact, the results revealed a further reduction in strength for the TR-mixture compared to the UR-mixture. This observation concurs with the findings of Khorrami et al. [19], who concluded that treating TDA particles with NaOH-solution resulted in a 40 to 60% reduction in the strength of concrete compared to untreated samples. They attributed this reduction to the organic components of rubber, such as isoprene and butadiene, which interact with concrete mixtures, producing bubbles that may remain in the concrete and consequently reduce its strength.
The initial results from the first group of mixes revealed that the NaOH pretreatment of rubber alone did not suffice to enhance the strength of rubberized concrete. Consequently, the study explored the effect of adding SikaLatex bonding agent to TR and UR mixtures by examining MTR-0.39 and MUR-0.39 from the second group of concrete mixtures. The findings showed that MTR-0.39 exhibited a notable 21% increase in compressive strength compared to MUR-0.39, with values rising from 9.7 MPa (1.4 ksi) to 11.7 MPa (1.7 ksi). Moreover, both MTR-0.39 and MUR-0.39 samples displayed higher compressive strength than UR and TR samples, affirming the positive impact of combining NaOH-treated rubber with the bonding agent.
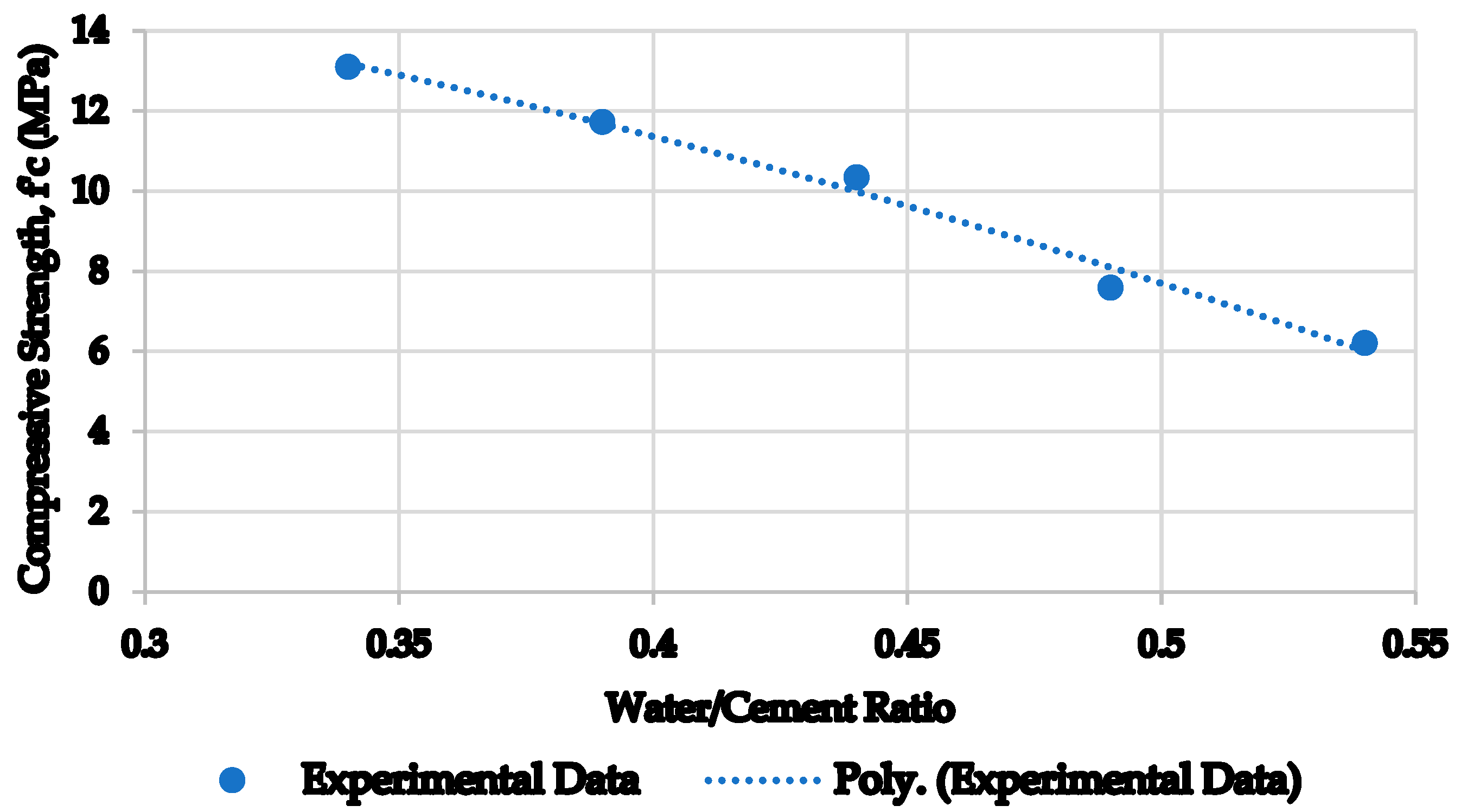
In the subsequent investigation, the influence of water–cement ratios on the strength of rubberized concrete was explored through mixtures MTR-0.34, MTR-0.39, MTR-0.44, MTR-0.49, and MTR-0.54. Based on the test results, the compressive strength of MTR mixtures showed a notable increase of 6.9 MPa (1 ksi) as the water–cement ratios decreased by 20%. The most substantial improvement was observed in the MTR-0.34 mixture, which had the lowest water–cement ratio. However, this value was still approximately 52% of the strength recorded in normal concrete (NC). Figure 7 visually presents the compressive strength of the five MTR mixtures plotted against their respective water–cement ratios.
Based on the data from Figure 7, the relationship between the compressive strength () of the modified mix (MTR) in MPa and its water–cement ratio () can be expressed using the following equation:
Earlier research has established that the water–cement ratio needed for cement to complete its hydration process typically falls between 0.22 and 0.25. By using the MTR-mixture with the appropriate water–cement ratio to facilitate complete hydration, it is estimated that a maximum compressive strength of 16 MPa (2.32 ksi) can be achieved. Although this particular scenario was not experimentally examined in the present study, it demonstrates the promising potential of TDAC with modified properties, as proposed in this research, by employing lower water–cement ratios.
4. Conclusions
The utilization of tire-derived aggregates (TDAs) as a replacement for coarse aggregates presents a practical solution to address the growing issue of discarded tires while promoting the development of environmentally friendly concrete with enhanced energy absorption capacity. In this study, a series of compressive strength tests were conducted to explore methods for improving the compressive strength of rubberized concrete while capitalizing on the high ductility performance of rubber. Based on the test and analysis results, the following conclusions can be drawn:
- The chemical pretreatment of TDA using NaOH solution significantly enhances the workability of rubberized concrete compared to using untreated TDA. Incorporating NaOH-treated TDA results in a 4.45 cm (1.75 in) increase in slump at the same water–cement ratio compared to untreated specimens;
- The pretreatment of rubber with NaOH leads to a reduction of approximately 34% in the compressive strength of TR-concrete mixture compared to UR-mixture at the same water–cement ratio. While NaOH pretreatment improves workability, it is not sufficient to enhance the compressive strength of rubberized concrete;
- Modified-TDA concrete shows an enhanced performance when treated with a combination of NaOH and SikaLatex bonding agent. This treatment leads to improved workability and compressive strength in both MTR-mixtures and MUR-mixtures. However, it is worth noting that MUR-mixture exhibits a lower compressive strength compared to MTR-mixture;
- The experimental results of the test specimens demonstrate the positive effect of NaOH pretreatment on the strength of rubberized concrete when used in conjunction with other treatment methods, such as the addition of a bonding agent;
- The decline in the compressive strength of rubberized concrete is more pronounced with an increase in the water–cement ratio. It is recommended to design modified-TDA concrete with a water–cement ratio below 0.34, while incorporating superplasticizer for optimal performance;
- An empirical equation is developed in this paper to predict the compressive strength of modified-TDA concrete based on its water–cement ratio.
Overall, this study sheds light on the potential of modified-TDA concrete with enhanced properties for use in sustainable and seismic-resistant designs, offering a promising approach to address both the waste tire problem and the need for resilient and eco-friendly construction materials.
Author Contributions
Conceptualization, M.N.; methodology, M.N. and Z.A.Y.; formal analysis, Z.A.Y.; investigation, M.N. and Z.A.Y.; resources, M.N.; data curation, Z.A.Y.; writing—original draft preparation, Z.A.Y.; writing—review and editing, M.N.; supervision, M.N.; project administration, M.N. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The data presented in this study are available on request from the corresponding author. The data are not publicly available due to privacy considerations.
Acknowledgments
The authors express their gratitude to the College of Engineering at California State University, Fresno, and the lab members for their invaluable support and provision of necessary resources to complete this research.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Geosyntec. Guidance Manual for Engineering Uses of Scrap Tires: Geosyntec Project no. ME0012-11; Maryland Department of the Environment: Baltimore, MD, USA, 2008. [Google Scholar]
- Kazmi, S.M.S.; Munir, M.J.; Wu, Y.F. Application of waste tire rubber and recycled aggregates in concrete products: A new compression casting approach. Resour. Conserv. Recycl. 2021, 167, 105353. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C. A comprehensive review on the applications of waste tire rubber in cement concrete. Renew. Sustain. Energy Rev. 2016, 54, 1323–1333. [Google Scholar] [CrossRef]
- Ganjian, E.; Khorami, M.; Maghsoudi, A.A. Scrap-tyre-rubber replacement for aggregate and filler in concrete. Constr. Build. Mater. 2009, 23, 1828–1836. [Google Scholar] [CrossRef]
- Mohammadi, I.; Khabbaz, H.; Vessalas, K. Enhancing mechanical performance of rubberized concrete pavements with sodium hydroxide treatment. Mater. Struct. 2015, 49, 813–827. [Google Scholar] [CrossRef]
- Siddique, R.; Naik, T.R. Properties of concrete containing scrap-tire rubber--an overview. Waste Manag. 2004, 24, 563–569. [Google Scholar] [CrossRef] [PubMed]
- Nazari, M.; Tehrani, F.M.; Ansari, M. Lightweight Rubberized Concrete Slabs for Sustainable Road Pavements Serving Non-Auto Traffic. Period. Polytech. Civ. Eng. 2022, 66, 460–470. [Google Scholar] [CrossRef]
- Bai, G.; Zhu, C.; Liu, C.; Liu, B. An evaluation of the recycled aggregate characteristics and the recycled aggregate concrete mechanical properties. Constr. Build. Mater. 2020, 240, 117978. [Google Scholar] [CrossRef]
- Siringi, G.; Abolmaali, A.; Aswath, P.B. Properties of Concrete with Tire Derived Aggregate Partially Replacing Coarse Aggregates. Sci. World J. 2015, 2015, 863706. [Google Scholar] [CrossRef] [PubMed]
- Li, G.; Garrick, G.; Eggers, J.; Abadie, C.; Stubblefield, M.A.; Pang, S.S. Waste tire fiber modified concrete. Compos. Part B Eng. 2004, 35, 305–312. [Google Scholar] [CrossRef]
- Tian, S.; Zhang, T.; Li, Y. Research on Modifier and Modified Process for Rubber-Particle Used in Rubberized Concrete for Road. Adv. Mater. Res. 2011, 243–249, 4125–4130. [Google Scholar] [CrossRef]
- Miller, N.M.; Tehrani, F.M. Mechanical properties of rubberized lightweight aggregate concrete. Constr. Build. Mater. 2017, 147, 264–271. [Google Scholar] [CrossRef]
- ACI 211.1-91; Standard Practice for Selecting Proportions for Normal, Heavyweight, and Mass Concrete. ACI (American Concrete Institute): Farmington Hills, MI, USA, 1996.
- ASTM C33/C33M; Standard Specification for Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2023.
- Su, H.; Yang, J.; Ling, T.C.; Ghataora, G.S.; Dirar, S. Properties of concrete prepared with waste tyre rubber particles of uniform and varying sizes. J. Clean. Prod. 2015, 91, 288–296. [Google Scholar] [CrossRef]
- Weng, T.L.; Lin, W.T.; Cheng, A. Effect of metakaolin on strength and efflorescence quantity of cement-based composites. Sci. World J. 2013, 2013, 606524. [Google Scholar] [CrossRef] [PubMed]
- ASTM C143; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM (American Society for Testing and Materials) International: West Conshohocken, PA, USA, 2015.
- ASTM C39/C39M; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2021.
- Khorrami, M.; Vafai, A.; Khalilitabas, A.A.; Desai, C.S.; Ardakani, M.H.M. Experimental Investigation on Mechanical Characteristics and Environmental Effects on Rubber Concrete. Int. J. Concr. Struct. Mater. 2010, 4, 17–23. [Google Scholar] [CrossRef]
Figure 1.
Grading curves of coarse and fine aggregates used in concrete mixes in relation to ASTM C33 limits [14].
Figure 1.
Grading curves of coarse and fine aggregates used in concrete mixes in relation to ASTM C33 limits [14].

Figure 2.
TDA surface treatment with NaOH solution: (a) TDA: beginning of the treatment; (b) TDA: after 24 h. treatment; (c) NaOH solution color after 24 h.
Figure 2.
TDA surface treatment with NaOH solution: (a) TDA: beginning of the treatment; (b) TDA: after 24 h. treatment; (c) NaOH solution color after 24 h.

Figure 3.
Cylindrical specimens for batches numbers 4–9 (MTR and MUR mixtures).

Figure 4.
Fracture pattern in cylindrical specimens—compression strength test: (a) NC; (b) UR; (c) TR; (d) MTR-0.34.
Figure 4.
Fracture pattern in cylindrical specimens—compression strength test: (a) NC; (b) UR; (c) TR; (d) MTR-0.34.
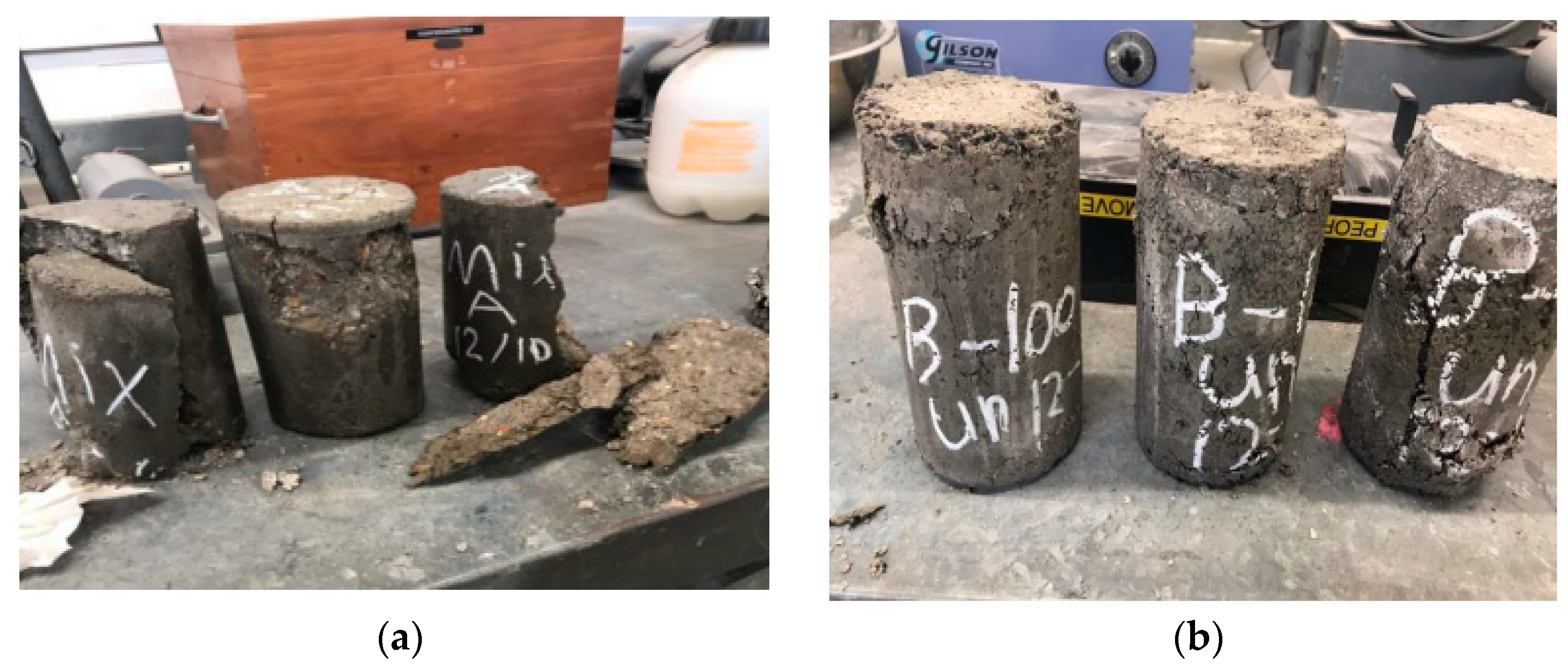

Figure 5.
Slump test results: (a) effect of using treated and untreated TDA with W/C ratio of 0.68; (b) slump test of modified mixtures with different W/C ratios.
Figure 5.
Slump test results: (a) effect of using treated and untreated TDA with W/C ratio of 0.68; (b) slump test of modified mixtures with different W/C ratios.
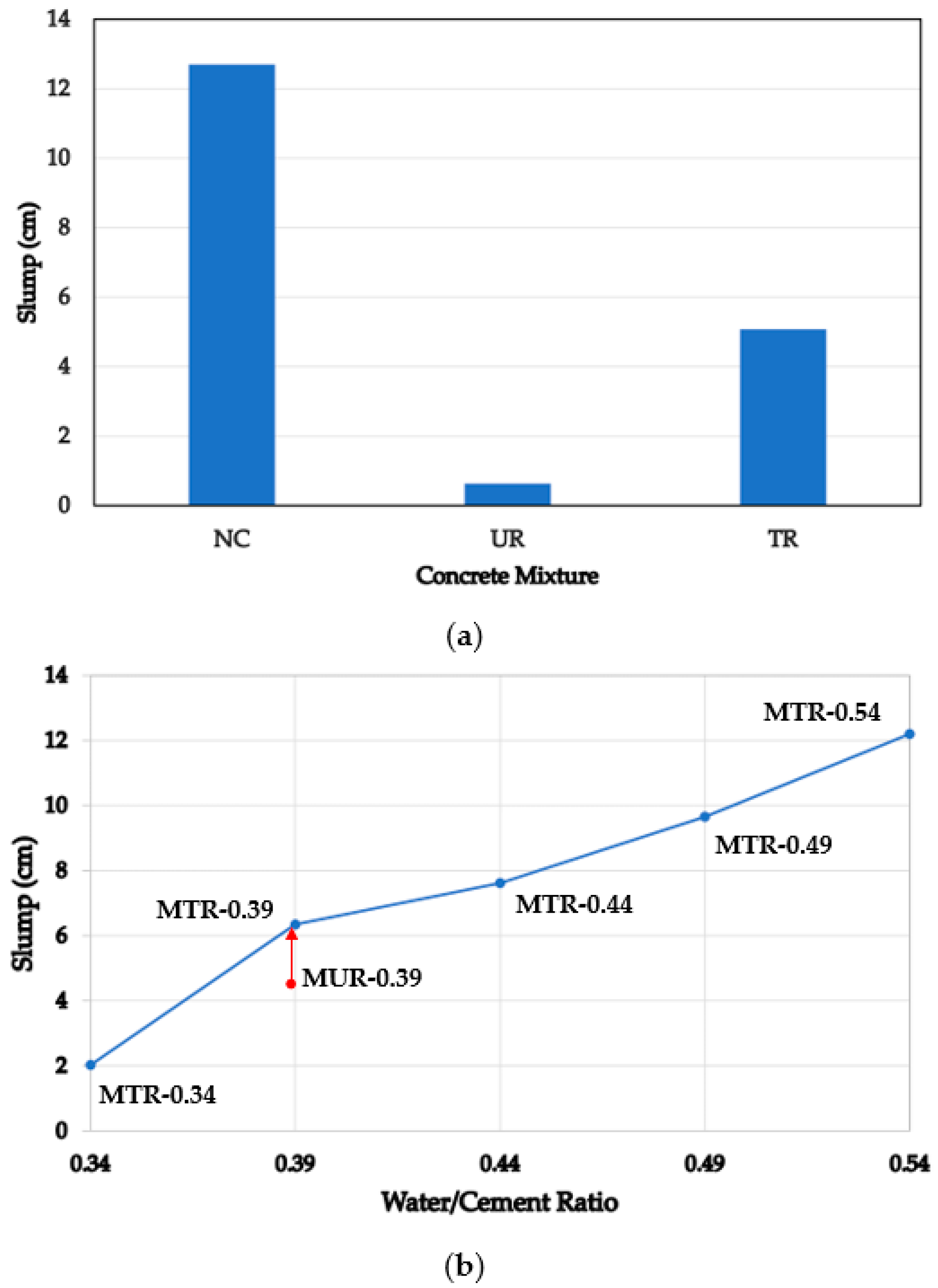
Figure 6.
Effect of using treated and untreated TDA on compressive strength.
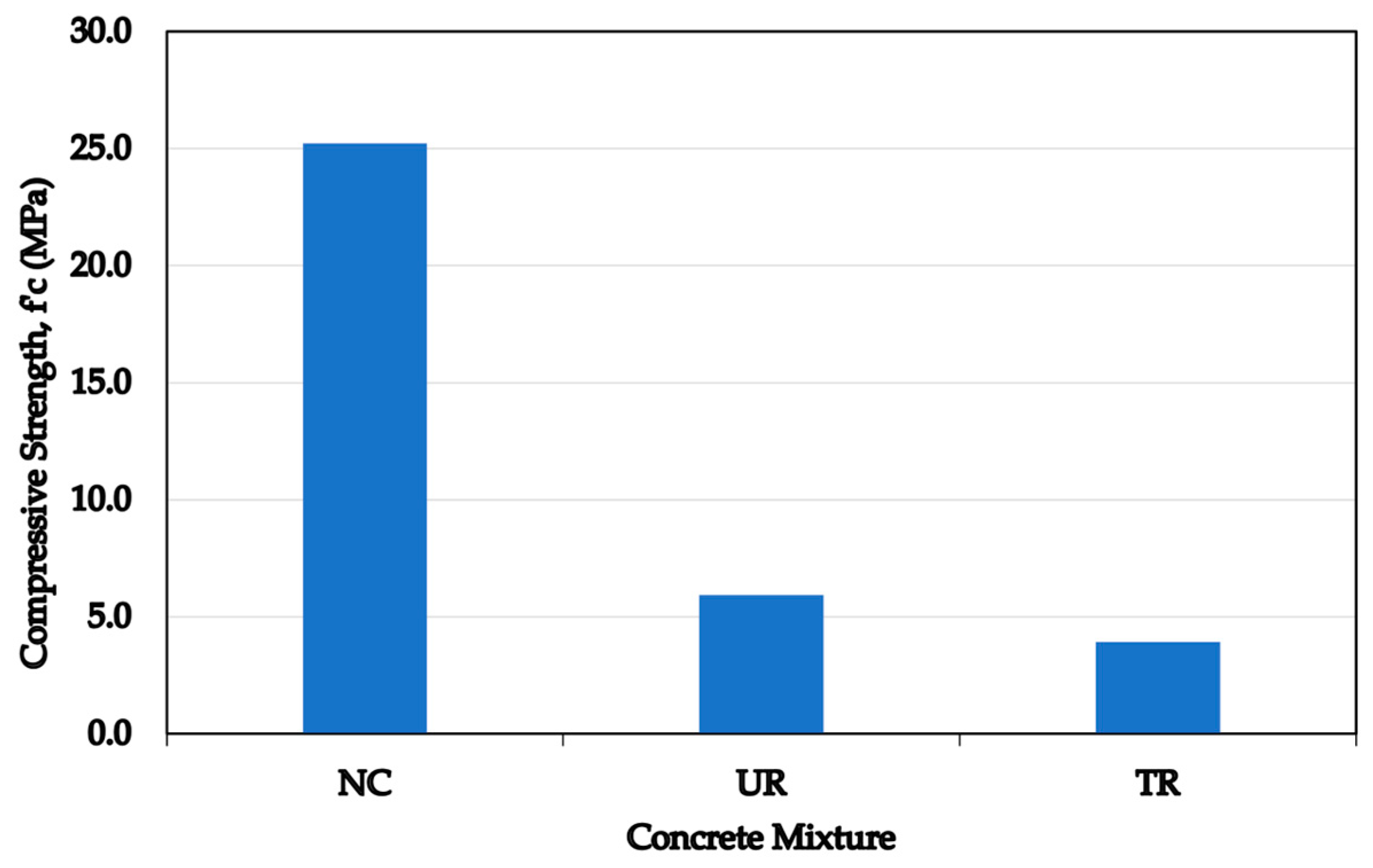
Figure 7.
The relationship between the strength of MTR mixtures and their water–cement ratios examined through polynomial curve fitting (with the coefficient of determination, R2, of 0.987).
Figure 7.
The relationship between the strength of MTR mixtures and their water–cement ratios examined through polynomial curve fitting (with the coefficient of determination, R2, of 0.987).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Summary of the concrete mixtures and their designed compressive strength.
| Batch Number | Batch Identification | Water-Cement Ratio | Compressive Strength, MPa (psi) | |
|---|---|---|---|---|
| First Group | 1 | NC 1 | 0.68 | 13.8 (2000) |
| 2 | UR 2 | 0.68 | 13.8 (2000) | |
| 3 | TR 3 | 0.68 | 13.8 (2000) | |
| Second Group | 4 | MTR-0.34 | 0.34 | 39.1 (5675) |
| 5 | MTR-0.39 4 | 0.39 | 34.5 (5000) | |
| 6 | MUR-0.39 5 | 0.39 | 34.5 (5000) | |
| 7 | MTR-0.44 | 0.44 | 29.2 (4229) | |
| 8 | MTR-0.49 | 0.49 | 25.4 (3689) | |
| 9 | MTR-0.54 | 0.54 | 23.9 (3467) | |
1 normal concrete mixture without TDA; 2 mixtures containing 100% untreated rubber; 3 mixtures containing 100% treated rubber; 4 modified TR mixtures with W/C of 0.39; 5 modified UR mixtures with W/C of 0.39.
Table 2.
Weight-based mix proportions for all concrete mixtures (per m3 (ft3) of concrete).
| Component | Batch Number | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| Cement, kg (lb) | 334.8 (20.9) | 283.5 (17.7) | 283.5 (17.7) | 568.7 (35.5) | 495 (30.9) | 495 (30.9) | 438.9 (27.4) | 394.1 (24.6) | 357.2 (22.3) |
| Water, kg (lb) | 169.8 (10.6) | 181 (11.3) | 181 (11.3) | 193.8 (12.1) | 189 (11.8) | 189 (11.8) | 185.8 (11.6) | 182.6 (11.4) | 181 (11.3) |
| Gravel, kg (lb) | 733.6 (45.8) | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| TDA, kg (lb) | 0 | 309.2 (19.3) | 309.2 (19.3) | 309.2 (19.3) | 309.2 (19.3) | 309.2 (19.3 | 309.2 (19.3) | 309.2 (19.3) | 309.2 (19.3) |
| Sand, kg (lb) | 1023.6 (63.9) | 1006 (62.8) | 1006 (62.8) | 693.6 (43.3) | 775.3 (48.4) | 775.3 (48.4) | 837.8 (52.3) | 887.4 (55.4) | 929.1 (58.0) |
| SikaLatex, kg (lb) | 0 | 0 | 0 | 28.8 (1.8) | 28.8 (1.8) | 28.8 (1.8) | 28.8 (1.8) | 28.8 (1.8) | 28.8 (1.8) |
| Plasticizer, kg (lb) | 0 | 0 | 0 | 3.2 (0.2) | 1.6 (0.1) | 1.6 (0.1) | 1.6 (0.1) | 1.6 (0.1) | 1.6 (0.1) |
| Metakaolin, kg (lb) | 0 | 51.3 (3.2) | 51.3 (3.2) | 104.1 (6.5) | 89.7 (5.6) | 89.7 (5.6) | 80.1 (5.0) | 72.1 (4.5) | 65.7 (4.1) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Younis, Z.A.; Nazari, M. Optimizing Sustainability of Concrete Structures Using Tire-Derived Aggregates: A Performance Improvement Study. CivilEng 2024, 5, 30-40. https://doi.org/10.3390/civileng5010002
AMA Style
Younis ZA, Nazari M. Optimizing Sustainability of Concrete Structures Using Tire-Derived Aggregates: A Performance Improvement Study. CivilEng. 2024; 5(1):30-40. https://doi.org/10.3390/civileng5010002
Chicago/Turabian StyleYounis, Zeinab A., and Maryam Nazari. 2024. "Optimizing Sustainability of Concrete Structures Using Tire-Derived Aggregates: A Performance Improvement Study" CivilEng 5, no. 1: 30-40. https://doi.org/10.3390/civileng5010002