


Development of Interior and Exterior Automotive Plastics Parts Using Kenaf Fiber Reinforced Polymer Composite

 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Fiber Delignification
2.2.2. Moisture Content Analysis
2.2.3. Composite and Parts Fabrication
2.2.4. Mechanical Properties Testing
2.2.5. Water Absorption Testing
2.2.6. Simulation
2.2.7. Morphology Analysis
3. Results
3.1. Moisture Content Analysis
3.2. Mechanical Properties
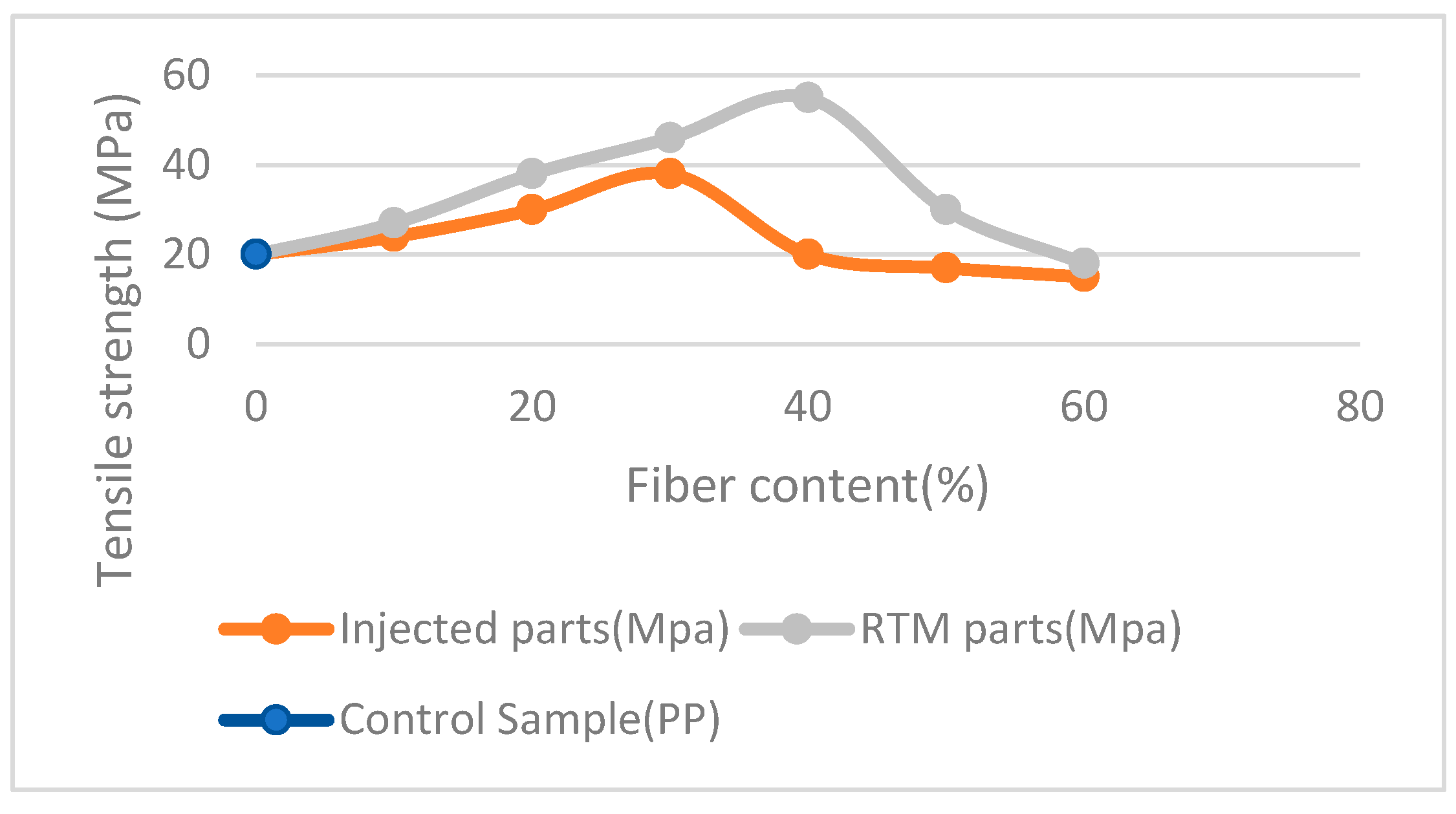
3.2.1. Tensile Strength
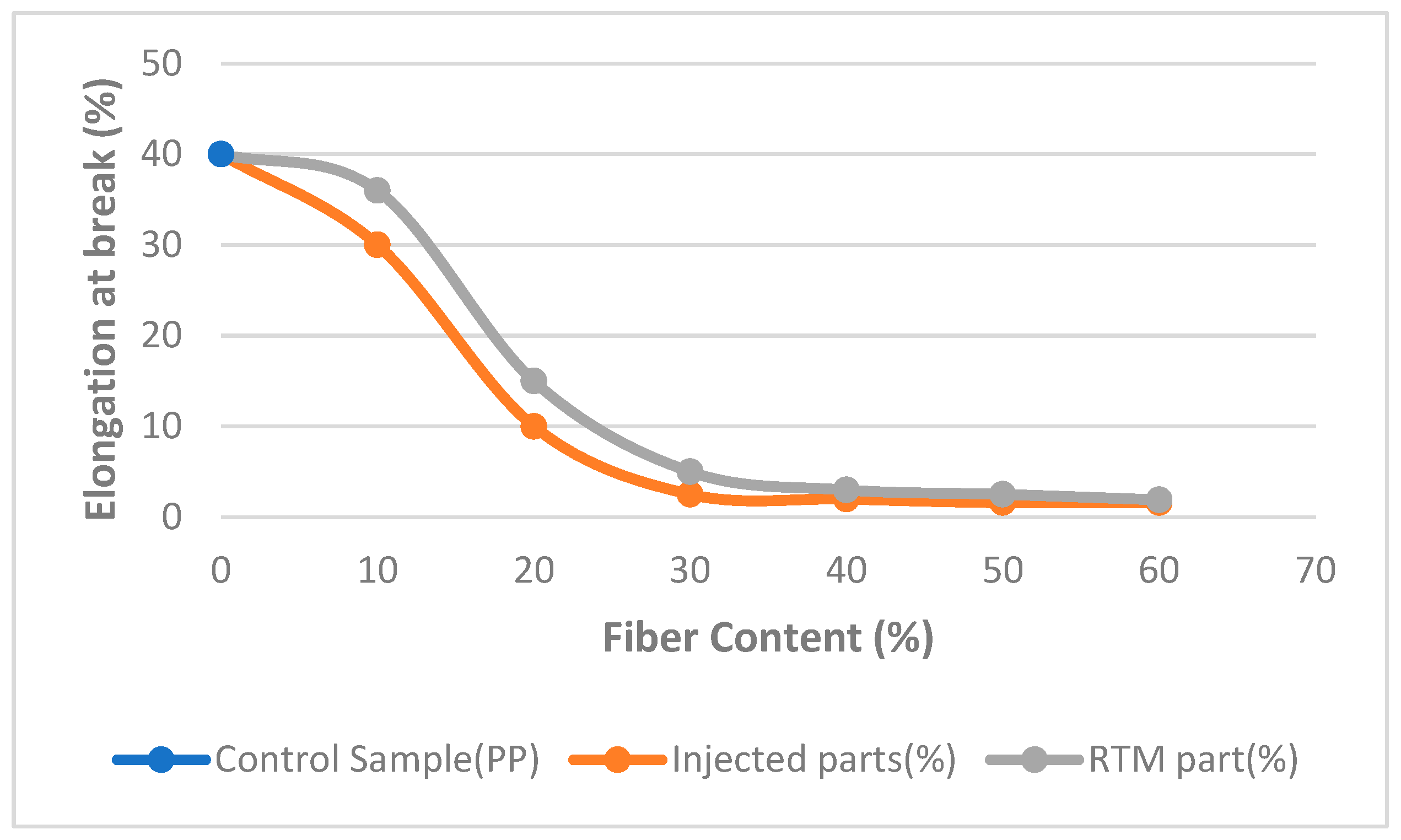
3.2.2. Elongation at Break
3.2.3. Flexural Strength
3.2.4. Izod Impact Strength
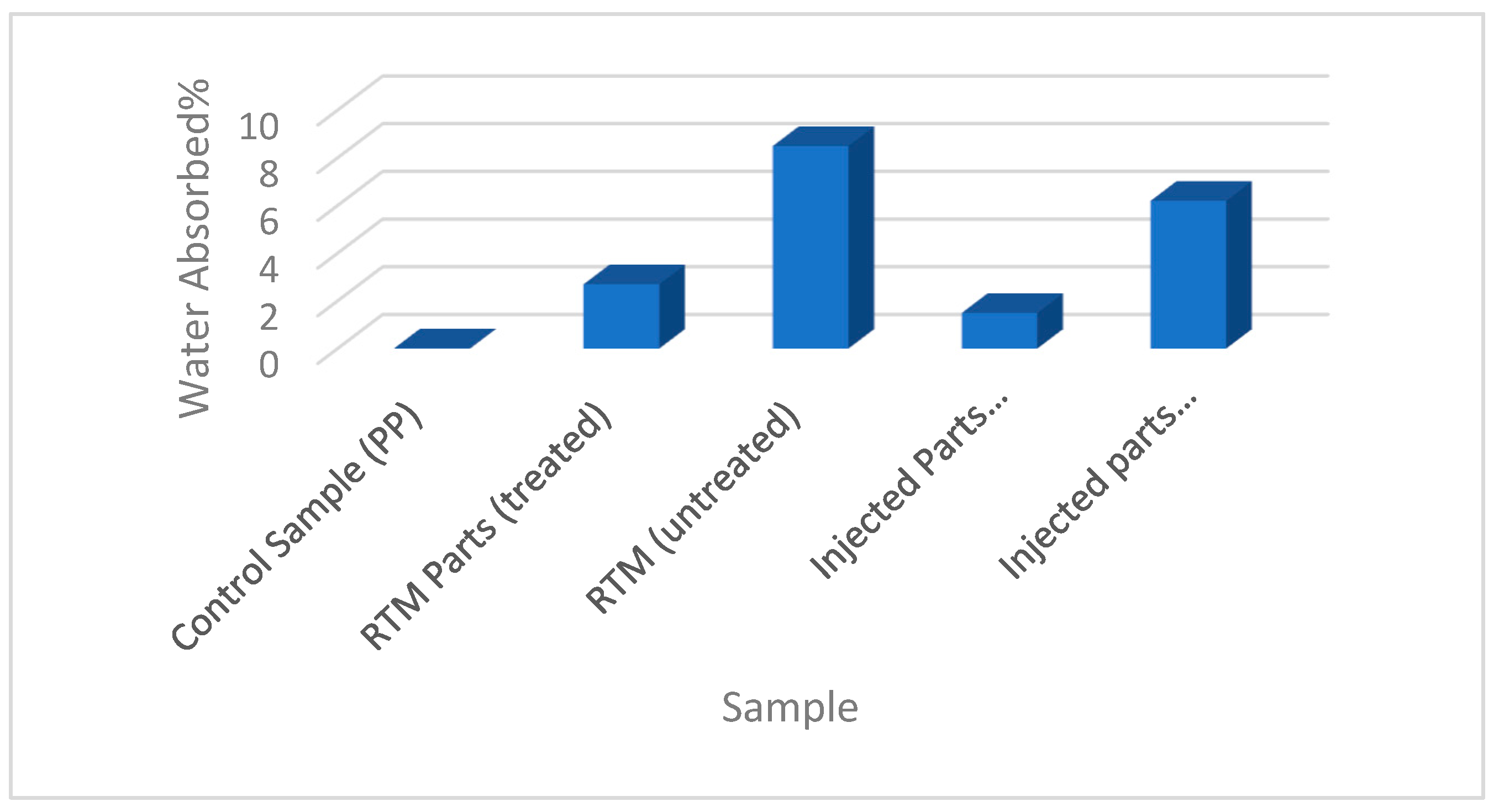
3.3. Water Absorption
3.4. Simulation
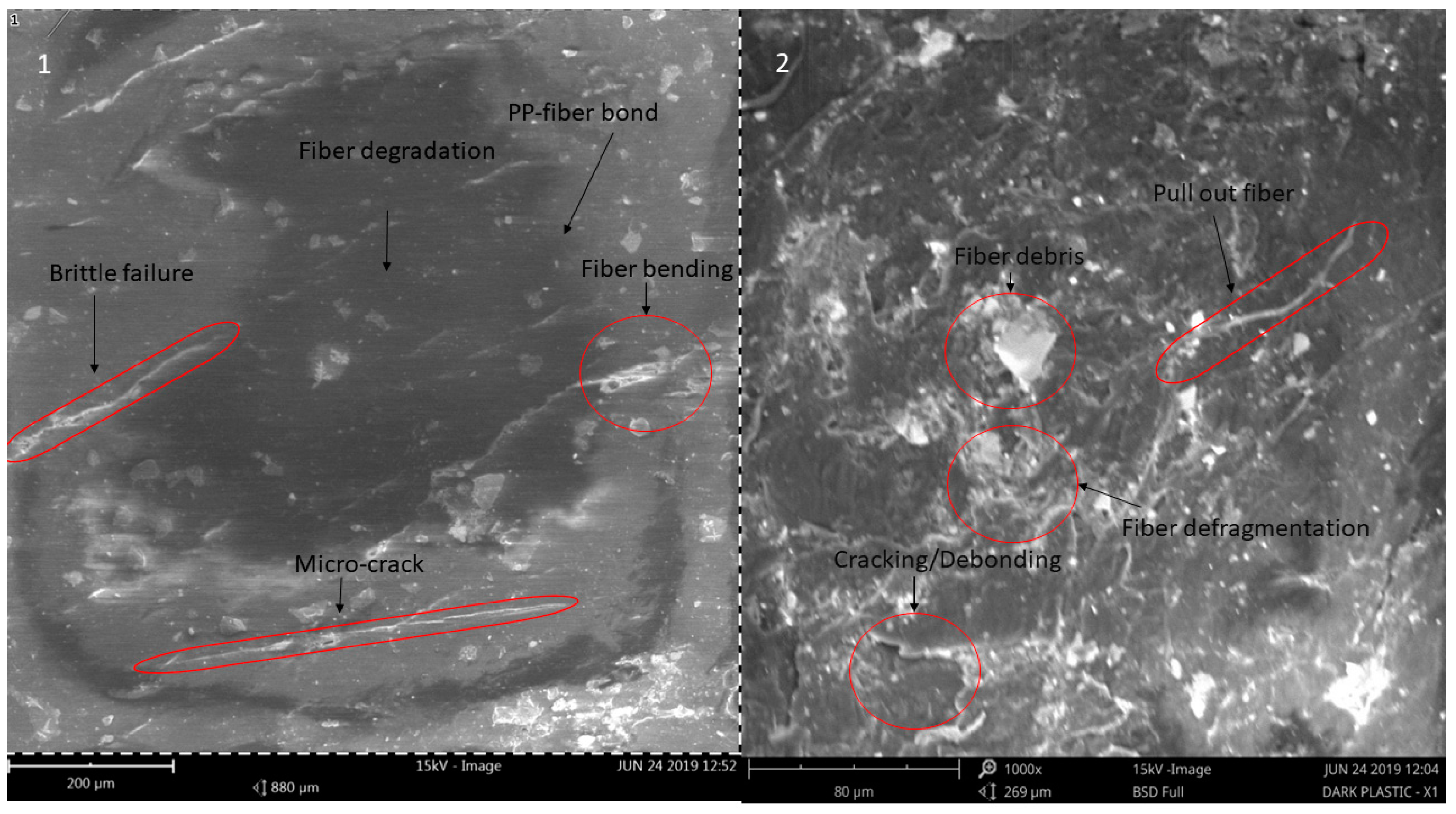
3.5. Morphology Analysis
4. Discussion
5. Limitations and Future Research Directions
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Senthiil, P.V.; Sirsshti, A. Studies on Material and Mechanical Properties of Natural Fiber Reinforced Composites. Int. J. Eng. Sci. 2014, 11, 18–27. Available online: www.theijes.com (accessed on 10 March 2023).
- Wu, Y.; Cai, L.; Mei, C.; Lam, S.S.; Sonne, C.; Shi, S.Q.; Xia, C. Development and evaluation of zinc oxide-blended kenaf fiber biocomposite for automotive applications. Mater Today Commun. 2020, 24, 101008. [Google Scholar] [CrossRef]
- Razak, Z.; Sulong, A.B.; Muhamad, N.; Haron, C.H.C.; Radzi, M.K.F.; Ismail, N.F.; Tholibon, D.; Tharazi, I. Effects of thermal cycling on physical and tensile properties of injection moulded kenaf/carbon nanotubes/polypropylene hybrid composites. Compos. B Eng. 2019, 168, 159–165. [Google Scholar] [CrossRef]
- Al-Amin, M.; Hossain, M.T.; Islam, M.J. The Technology Development and Management of Smart Manufacturing System: A Review On Theoretical and Technological Perspectives. Eur. Sci. J. 2021, 17, 170. [Google Scholar] [CrossRef]
- Al-Amin, M.; Hossain, M.T.; Tahir, M.; Wyman, D.; Kabir, S.M.F. A Critical Review on Reusable Face Coverings: Mechanism, Development, Factors, and Challenges. Textiles 2023, 3, 142–162. [Google Scholar] [CrossRef]
- Freeman, C.; Orzada, B.; Cobb, K.; Talukder, A. Being part of a winning team: A problem-based approach to teach sustainability adoption in collegiate athletic uniforms. Int. J. Fash. Des. Technol. Educ. 2022, 16, 14–21. [Google Scholar] [CrossRef]
- Hassan, F.; Zulkifli, R.; Ghazali, M.J.; Azhari, C.H. Kenaf fiber composite in automotive industry: An overview. Int. J. Adv. Sci. Eng. Inf. Technol. 2017, 7, 315–321. [Google Scholar] [CrossRef]
- Sreenivas, H.T.; Krishnamurthy, N.; Arpitha, G.R. A comprehensive review on light weight kenaf fiber for automobiles. Int. J. Lightweight Mater. Manuf. 2020, 3, 328–337. [Google Scholar] [CrossRef]
- Bain, D. Whatever the Color of Your Ford Escape It’s Still Green|Torque News. 2012. Available online: https://www.torquenews.com/397/whatever-color-your-ford-escape-its-still-green (accessed on 10 March 2023).
- Torque News, Ford Uses Kenaf Plant Inside Doors in the All-New Escape, Saving Weight and Energy-Green Living Consultants, Companies, Electric Car Expert, Green Living, Electric Car News. 2012. Available online: https://greenlivingguy.com/2012/01/ford-uses-kenaf-plant-inside-doors-in-the-all-new-escape-saving-weight-and-energy/ (accessed on 10 March 2023).
- Gehm, R. Plastics on the outside. Automot. Eng. Int. 2006, 114, 40–46. [Google Scholar]
- Ranjan, R.; Bajpai, P.K.; Tyagi, R.K. Mechanical Characterization of Banana/Sisal Fibre Reinforced PLA Hybrid Composites for Structural Application. Eng. Int. 2013, 1. Available online: https://ssrn.com/abstract=3139317Electroniccopyavailableat:https://ssrn.com/abstract=3139317Electroniccopyavailableat:https://ssrn.com/abstract=3139317 (accessed on 10 March 2023). [CrossRef]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. JOM 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Carus, M.; Eder, A.; Dammer, L.; Korte, H.; Scholz, L.; Essel, R.; Breitmayer, E.; Barth, M. Wood-Plastic Composites (WPC) and Natural Fibre Composites (NFC): European and Global Markets 2012 and Future Trends in Automotive and Construction. 2015. Available online: www.bio-based.eu/markets (accessed on 10 March 2023).
- Xue, Y.; Du, Y.; Elder, S.; Wang, K.; Zhang, J. Temperature and loading rate effects on tensile properties of kenaf bast fiber bundles and composites. Compos. B Eng. 2009, 40, 189–196. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Inuwa, I.M.; Hassan, A. A review on potential development of flame retardant kenaf fibers reinforced polymer composites. Polym. Adv. Technol. 2017, 28, 424–434. [Google Scholar] [CrossRef]
- Boland, C.S.; De Kleine, R.; Keoleian, G.A.; Lee, E.C.; Kim, H.C.; Wallington, T.J. Life Cycle Impacts of Natural Fiber Composites for Automotive Applications: Effects of Renewable Energy Content and Lightweighting. J. Ind. Ecol. 2016, 20, 179–189. [Google Scholar] [CrossRef]
- Sosiati, H.; Anugrah, R.; Binangun, Y.A.; Rahmatullah, A.; Budiyantoro, C. Characterization of tensile properties of alkali-treated kenaf/polypropylene composites. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2019; Volume 2097, p. 030113. [Google Scholar] [CrossRef]
- Akubueze, E.U.; Ezeanyanaso, C.S.; Muniru, S.O.; Igwe, C.C.; Nwauzor, G.O.; Ugoh, U.; Nwaze, I.O.; Mafe, O.; Nwaeche, F.C. Reinforcement of Plaster of Paris (POP) for Suspended Ceilings Applications Using Kenaf Bast Fibre. Curr. J. Appl. Sci. Technol. 2019, 36, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Huang, B.; Huang, M.; Cai, B. On the preparation and characterization of activated carbon from mangosteen shell. J. Taiwan Inst. Chem. Eng. 2011, 42, 837–842. [Google Scholar] [CrossRef]
- Voulgaridis, E.; Passialis, C.; Grigoriou, A. Anatomical Characteristics and Properties of Kenaf Stems (Hibiscus cannabinus). IAWA J. 2000, 21, 435–442. [Google Scholar] [CrossRef]
- Loh, X.H.; Daud, M.A.M.; Selamat, M.Z. A Study on Fibre Length and Composition of Kenaf-Polypropylene (K-PP) Composite for Automobile Interior Parts. J. Adv. Res. Mater. Sci. 2014, 1, 22–27. [Google Scholar] [CrossRef]
- Emmanuel, A.; Nwaeche, C.; Muniru, O.; Ezeanyanaso, C.S.; Nwaze, I.O.; Nwauzor, G.; Mafe, O.; Okeke, C.; Afolabi, A.; Igwe, C. Hybrid Thermosetting Composite of Kenaf/Banana Fibres for Utilisation in a Passenger Car Bumper. Int. J. Mater. Sci. Innov. 2019, 4, 1–6. Available online: https://www.researchgate.net/publication/337331073_Hybrid_Thermosetting_Composite_of_KenafBanana_Fibres_for_Utilisation_in_a_Passenger_Car_Bumper (accessed on 10 March 2023).
- Davoodi, M.M.; Sapuan, S.M.; Ahmad, D.; Ali, A.; Khalina, A.; Jonoobi, M. Mechanical properties of hybrid kenaf/glass reinforced epoxy composite for passenger car bumper beam. Mater. Des. 2010, 31, 4927–4932. [Google Scholar] [CrossRef]
- Radzuan, N.A.M.; Tholibon, D.; Sulong, A.B.; Muhamad, N.; Haron, C.H.C. New processing technique for biodegradable kenaf composites: A simple alternative to commercial automotive parts. Compos. B Eng. 2020, 184, 107644. [Google Scholar] [CrossRef]
- Mohammed, M.; Betar, B.; Rahman, R.; Mohammed, A.M.; Osman, A.F.; Jaafar, M.; Adam, T.; Dahham, O.S.; Hashim, U.; Noriman, N.Z. Zinc Oxide Nano Particles Integrated Kenaf/Unsaturated Polyester BioComposite. J. Renew. Mater. 2019, 7, 967–982. [Google Scholar] [CrossRef]
- Ren, X.; Qiu, R.; Li, K. Modifications of kenaf fibers with N-methylol acrylamide for production of kenaf-unsaturated polyester composites. J. Appl. Polym. Sci. 2012, 125, 2846–2853. [Google Scholar] [CrossRef]
- Saba, N.; Paridah, M.T.; Abdan, K.; Ibrahim, N.A. Effect of oil palm nano filler on mechanical and morphological properties of kenaf reinforced epoxy composites. Constr. Build. Mater. 2016, 123, 15–26. [Google Scholar] [CrossRef]
- Hofmann, M.; Shahid, A.T.; Machado, M.; Garrido, M.; Bordado, J.C.; Correia, J.R. GFRP biocomposites produced with a novel high-performance bio-based unsaturated polyester resin. Compos. Part A Appl. Sci. Manuf. 2022, 161, 107098. [Google Scholar] [CrossRef]
- Ramadan, N.; Taha, M.; La Rosa, A.D.; Elsabbagh, A. Towards Selection Charts for Epoxy Resin, Unsaturated Polyester Resin and Their Fibre-Fabric Composites with Flame Retardants. Materials 2021, 14, 1181. [Google Scholar] [CrossRef]
- Panda, S.K.; Das, K. Modification of unsaturated polyester resin by epoxy resin. Appl. Unsaturated Polyest. Resins 2023, 155–167. [Google Scholar] [CrossRef]
- Law, T.T.; Ishak, Z.A.M. Water absorption and dimensional stability of short kenaf fiber-filled polypropylene composites treated with maleated polypropylene. J. Appl. Polym. Sci. 2011, 120, 563–572. [Google Scholar] [CrossRef]
- Nematollahi, M.; Karevan, M.; Mosaddegh, P.; Farzin, M. Morphology, thermal and mechanical properties of extruded injection molded kenaf fiber reinforced polypropylene composites. Mater. Res. Express. 2019, 6, 095409. [Google Scholar] [CrossRef]
- Guzman, A.; Brøndsted, P. Effects of moisture on glass fiber-reinforced polymer composites. J. Compos. Mater. 2014, 49, 911–920. [Google Scholar] [CrossRef]
- Al-Amin, M.; Shao, W.; Varadarajan, A.; Freeman, C.; Campbell, Y.L.; Schilling, W.M.; Kundu, S.; Black, C. Comparison of the mechanical properties between treated and untreated ham nets. Text. Res. J. 2019, 90, 1237–1244. [Google Scholar] [CrossRef]
- Al-Amin, M.; Freeman, C.; Schilling, W.; Black, C.; Campbell, Y.L.; Shao, W.; Kundu, S.; Varadajan, A. The Application of Food-Grade Chemical Treatment and Its Effect on the Mechanical Performance Characteristics of Ham Nets. Eng 2021, 2, 468–479. [Google Scholar] [CrossRef]
- Al-Amin, M. A Comparative Study of Mechanical Performance Characteristics between Treated and Untreated Ham Nets; Mississippi State University: Starkville, MS, USA, 2020. [Google Scholar]
- Singh, J.; Perry, J. Comparative Analysis of Fmvss 208 Sled and Dynamic Deceleration Pulse Characteristics. In Proceedings of the International Technical Conference on the Enhanced Safety of Vehicles 2005, Washington, DC, USA, 6–9 June 2005. [Google Scholar]
- Fiore, V.; Di Bella, G.; Valenza, A. The effect of alkaline treatment on mechanical properties of kenaf fibers and their epoxy composites. Compos. B Eng. 2015, 68, 14–21. [Google Scholar] [CrossRef]
- Aji, I.S.; Zainudin, E.S.; Khalina, A.; Sapuan, S.M.; Khairul, M.D. Studying the effect of fiber size and fiber loading on the mechanical properties of hybridized kenaf/PALF-reinforced HDPE composite. J. Reinf. Plast. Compos. 2011, 30, 546–553. [Google Scholar] [CrossRef]
- Subasinghe, A.D.L.; Das, R.; Bhattacharyya, D. Fiber dispersion during compounding/injection molding of PP/kenaf composites: Flammability and mechanical properties. Mater. Des. 2015, 86, 500–507. [Google Scholar] [CrossRef]
- Thirmizir, M.Z.A.; Ishak, Z.A.M.; Taib, R.M.; Rahim, S.; Jani, S.M. Natural Weathering of Kenaf Bast Fibre-Filled Poly(Butylene Succinate) Composites: Effect of Fibre Loading and Compatibiliser Addition. J. Polym. Environ. 2011, 19, 263–273. [Google Scholar] [CrossRef]
- El-Shekeil, Y.A.; Sapuan, S.M.; Zainudin, E.S.; Abdan, K. Effect of fiber loading on the mechanical properties of kenaf fiber reinforced thermoplastic polyurethane composite. Key Eng. Mater. 2011, 471–472, 1058–1063. [Google Scholar] [CrossRef]
- Sanjeevi, S.; Shanmugam, V.; Kumar, S.; Ganesan, V.; Sas, G.; Johnson, D.J.; Shanmugam, M.; Ayyanar, A.; Naresh, K.; Neisiany, R.E.; et al. Effects of water absorption on the mechanical properties of hybrid natural fibre/phenol formaldehyde composites. Sci. Rep. 2021, 11, 1–11. [Google Scholar] [CrossRef]
- Patoary, M.K.; Islam, S.R.; Farooq, A.; Rashid, M.A.; Sarker, S.; Hossain, Y.; Rakib, M.A.N.; Amin, A.; Liu, L. Phosphorylation of nanocellulose: State of the art and prospects. Ind. Crops Prod. 2023, 201, 116965. [Google Scholar] [CrossRef]
- Al Mamun, A.; Bormon, K.K.; Rasu, M.N.S.; Talukder, A.; Freeman, C.; Burch, R.; Chander, H. An Assessment of Energy and Groundwater Consumption of Textile Dyeing Mills in Bangladesh and Minimization of Environmental Impacts via Long-Term Key Performance Indicators (KPI) Baseline. Textiles 2022, 2, 511–523. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uzoma, A.E.; Nwaeche, C.F.; Al-Amin, M.; Muniru, O.S.; Olatunji, O.; Nzeh, S.O. Development of Interior and Exterior Automotive Plastics Parts Using Kenaf Fiber Reinforced Polymer Composite. Eng 2023, 4, 1698-1710. https://doi.org/10.3390/eng4020096
Uzoma AE, Nwaeche CF, Al-Amin M, Muniru OS, Olatunji O, Nzeh SO. Development of Interior and Exterior Automotive Plastics Parts Using Kenaf Fiber Reinforced Polymer Composite. Eng. 2023; 4(2):1698-1710. https://doi.org/10.3390/eng4020096
Chicago/Turabian StyleUzoma, Akubueze Emmanuel, Chiemerie Famous Nwaeche, Md. Al-Amin, Oluwa Segun Muniru, Ololade Olatunji, and Sixtus Onyedika Nzeh. 2023. "Development of Interior and Exterior Automotive Plastics Parts Using Kenaf Fiber Reinforced Polymer Composite" Eng 4, no. 2: 1698-1710. https://doi.org/10.3390/eng4020096