
A Hybrid MCDM-Grey Wolf Optimizer Approach for Multi-Objective Parametric Optimization of μ-EDM Process †


Department of Mechanical Engineering, Sikkim Manipal Institute of Technology, Sikkim Manipal University, Majitar 737136, India
†
Presented at the International Conference on Recent Advances on Science and Engineering, Dubai, United Arab Emirates, 4–5 October 2023.
Eng. Proc. 2023, 59(1), 112; https://doi.org/10.3390/engproc2023059112
Published: 23 December 2023
(This article belongs to the Proceedings of Eng. Proc., 2023, RAiSE-2023)
Abstract
:Micro-electrical discharge machining (μ-EDM) has come up as an effective material removal process for the manufacturing of miniaturized components in modern industries. The performance and quality of the μ-EDM process mainly depend on the combination of process parameters selected. This paper attempts to demonstrate the applicability of three well-known multi-criteria decision-making (MCDM) techniques, including the Technique for Order of Preference by Similarity to Ideal Solution (TOPSIS), multi-attributive border approximation area comparison (MABAC), and complex proportional assessment (COPRAS) methods, separately hybridized with the grey wolf optimization (GWO) algorithm. The proposed hybrid optimization approaches are applied to find the optimal parametric setting of a μ-EDM process during machining on a stainless steel shim as the work material. Feed rate, capacitance, and voltage were selected as the machining control parameters, while material removal rate, surface roughness, and tool wear ratio were selected as the responses. The polynomial regression (PR) meta-models are observed as the inputs to these hybrid optimizers. The results obtained are further compared to the traditional weighted sum multi-objective optimization (WSMO) approach, which suggests that all the considered MCDM-PR-GWO approaches outperform traditional PR-WSMO-GWO approaches in obtaining better machining performance measures.
1. Introduction
Micro-electrical discharge machining (μ-EDM) is emerging as an effective machining process for manufacturing microcomponents in present-day industry. Its working principle is based on that of the original EDM process, which employs electrical spark energy to generate heat, leading to melting and evaporating the work material. This machining is well known for its ability to produce high dimensional accuracy with a better surface finish [1]. μ-EDM is different from that of EDM with respect to the type of the pulse generator, resolution of the axis movements, plasma channel radius, and size of the electrode [2]. It finds its applications in areas like producing micro holes in fuel injection nozzles, spinnerets, micro-electro-mechanical systems (MEMS), micro-fluidic devices, cooling holes of turbine blades, etc. Like most other machining process, the μ-EDM process is also governed by several machining parameters such as gap voltage, peak current, pulse-on time, flushing pressure, pulse-off time, dielectric type, etc. To attain the best machining output, the operator should have a thorough understanding of the process parameters and their relation to several machining performance measures, such as the material removal rate (MRR), taper, overcut (OC), surface roughness (Ra), tool wear ratio (TWR), etc. [3,4]. Mostly, the selection of the optimal parametric combination relies on the operators’ knowledge and expertise. However, it is usually seen that rapid tool wear, poor surface finish, slow machining, etc., result from the selection of an inappropriate parametric combination. It is thus recommended to apply suitable mathematical optimization techniques to identify the optimal parametric setting of the μ-EDM process for enhanced machining performance.
The parametric optimization of the μ-EDM process has been already studied by many past researchers. Recently, Quarto et al. [5] adopted particle swarm optimization (PSO) to identify the optimal parametric settings of peak current, voltage, and frequency while performing μ-EDM of AISI304 as the work material. Selecting capacitance, voltage, and the electrode rotational speed as the control parameters for the μ-EDM process, Nguyen et al. [6] employed the Technique for Order of Preference by Similarity to Ideal Solution (TOPSIS) approach to optimize responses such as depth of machining, overcut, and tool wear. Das et al. [7] applied multi-criteria decision-making (MCDM) and the teaching–learning-based optimization (TLBO) approach to identify the optimal parametric mix of peak current, pulse-on time, gap voltage, and flushing pressure. Pain et al. [8] considered four process parameters including voltage, frequency, duty factor, and tool diameter and applied the grey relational analysis (GRA) method for maximizing the MRR and minimizing OC. In addition, several other methods such as data envelopment analysis-based ranking (DEAR) [9,10], the desirability function approach [11,12], non-dominated sorting genetic algorithm (NSGA) [13,14], etc. were applied to find the optimal parametric setting for the μ-EDM process.
In the presented work, considering the experimental dataset obtained from past research, polynomial regression (PR) models were developed and simultaneously solved for single- and multi-objective optimization using the grey wolf optimizer (GWO) algorithm. Additionally, three popular MCDM techniques, namely the TOPSIS, multi-attributive border approximation area comparison (MABAC), and complex proportional assessment (COPRAS) methods were hybridized separately with the GWO algorithm to identify the optimal parametric combination of said μ-EDM process. Three PR models were developed based on the process parameters as input and the corresponding calculated MCDM scores as the output. The MCDM-based PR metamodels were observed as the input to the GWO optimizer and are henceforth known as the TOPSIS-PR-GWO, MABAC-PR-GWO, and COPRAS-PR-GWO approaches. The results obtained were further compared to the traditional weighted sum multi-objective optimization (WSMO) approach (known as the PR-WSMO-GWO approach), which suggests that all the considered MCDM-PR-GWO approaches outperformed the traditional approaches in obtaining better machining performance measures. The flowchart for the hybrid MCDM-GWO approach is presented in Figure 1.
2. Methodology
2.1. PR Metamodel
A mathematical metamodel is a regression equation representing a set of input variables with a given output [15]. Typically, a metamodel can be denoted by the given expression:
where y(x) is the output desired from the developed metamodel, is the estimated response, and ε represents the error. The PR metamodel is a commonly used statistical technique that represents the relationships between the input and output variables, as represented below:
where y(x) is the desired output, xi is the ith input variable (i = 1,2, …, n), β0 is the intercept coefficient, βi is the effect coefficient of the ith input variable, βii is the effect coefficient of the xi2 term, βijk is the interaction coefficient for variables i, j, and k (i ≠ j ≠ k), βijk…n is the interaction coefficient for all the considered variables (i ≠ j ≠ k … ≠ n), and ε represents the error.
2.2. Grey Wolf Optimizer
Grey wolves usually live and hunt in groups. The GWO technique takes into account the leadership and hunting techniques of grey wolves. Almost half the iterations of the original GWO are engaged for exploration and the next half for exploitation. The solutions derived from the GWO are divided into four groups, namely alpha (α), beta (β), delta (δ), and omega (ω), representing the best, second-best, third-best, and remaining solutions, respectively. The practice of hunting by grey wolves is mainly divided into five components [16,17], i.e., (a) social hierarchy, (b) tracing, pursuing, and nearing the prey, (c) following, surrounding, and distressing the prey until it halts moving, (d) attacking the prey (exploration), and (e) searching for new prey (exploitation). This is mathematically represented as
where iteration number is t, and indicate the location vectors of the prey and the grey wolf, respectively, for iteration t, is the new location of the grey wolf, and the coefficient vectors and can be calculated as:
where and are vectors usually taken within 0 and 1. The value of the vector decreases linearly from 2 to 0 with each iteration and is specified by:
where tmax represents the maximum number of iterations.
After surrounding the prey, a grey wolf starts the hunt (finding the best solutions). At this stage, the best wolf (α, β, and δ) candidates have superior information about the prey location. At the same time, the remaining wolf candidates (ω wolves) alter their positions in accordance with the locations of the best wolf candidates. The hunting pattern of grey wolves can be denoted mathematically as follows:
The hunting process ends with the grey wolves attacking the prey when it stops moving. Mathematically, this is represented by decreasing the value of . is also responsible for decreasing the fluctuation range of in the interval [−a, a]. When the value of is [−1, 1], the subsequent location of the search agent can be somewhere between its present location and the location of the prey. A value of will make the wolves attack, and will make the grey wolves deviate from the prey to search for a better prey location. After the hunt of the prey, the grey wolves begin exploration for new prey in subsequent iterations. The process of exploration ends when the termination condition is satisfied.
3. Results and Discussion
Parametric Optimization of μ-EDM Process
To demonstrate the applicability of the proposed hybrid MCDM-GWO approach, the experimental observations of Natarajan et al. [18] are considered in this paper. The experiments were conducted in a multipurpose micromachine tool fixed with a tungsten electrode (tool) of 300 µm diameter on a stainless steel shim (workpiece). A schematic diagram of the μ-EDM process setup is shown in Figure 2. Considering a central composite design with 32 experimental design points including 5 center points, Natarajan et al. [18] conducted 32 sets of experiments. For the machining control parameters, feed rate (A) in µm/s, capacitance (B) in nF, and voltage (C) in V were selected and varied. Other machining parameters were kept fixed, such as spindle speed = 2000 rpm, drilling depth = 500 µm, synthetic oil as the dielectric fluid, and the threshold value taken as 30. For measuring the machining performance, MRR in mm3/min, Ra in µm, and TWR were selected as responses. The MRR was calculated as the reduction in volume of the material before and after machining with respect to machining time. The Ra on the machined profiles was measured by using a white light interferometer microscope. TWR is the ratio of the volume of tool material removed with respect to the volume of workpiece material removed. The experimental plan and the measured responses are provided in Table 1. Using the desirability function approach, Natarajan et al. [18] concluded that a parametric setting of feed rate = 4.31 µm/s, capacitance = 0.1 nF, and voltage = 120 V results in optimum response values of MRR = 0.016 mm3/min, Ra = 0.49 µm, and TWR = 1.08.
Next, based on the experimental dataset presented in Table 1, three PR models were developed for the three considered responses using Minitab 19.1 software. These PR models represent mathematical relationships of the output performance measures with the input machining parameters. These models were first solved for traditional single-objective optimization followed by multi-objective optimization for the said μ-EDM process.
Y(MRR) = −0.0479 + 0.0244 × A + 0.0027 × B + 0.00001 × C − 0.00296 × A2 − 0.000693 × B2 + 0.000001 × C2 + 0.00078 × A × B + 0.00001 × A × C + 0.00006 × B × C − 0.00001 × A × B × C
Y(Ra) = −3.65 + 0.288 × A + 1.048 × B + 0.0624 × C − 0.033 × A2 − 0.1006 × B2 − 0.000272 × C2 + 0.0145 × A × B − 0.00011 × A × C + 0.00394 × B × C − 0.000184 × A × B × C
Y(TWR) = −2.63 − 2.039 × A + 0.513 × B + 0.1482 × C + 0.3153 × A2 − 0.03688 × B2 − 0.000592 × C2 − 0.0246 × A × B − 0.00541 × A × C − 0.00097 × B × C + 0.000318 × A × B × C
For the single-objective optimization, each of the developed PR models was solved separately using the GWO algorithm in the Matlab R2016a software, considering the specified ranges of the machining parameters (2 µm/s ≤ A ≤ 6 µm/s, 0.1 nF ≤ B ≤ 10 nF, and 80 V ≤ C ≤ 120 V) as the constraints. The GWO-specific parameters were set as the number of search agents (grey wolves) = 500, the maximum number of cycles/generations = 150, and the number of iterations = 100. The results obtained for the single-objective optimization by solving each PR model are given in Table 2. It can be seen from the table that the single-objective optimization produced dissimilar results, which are not possible to maintain in a single machining setup. To overcome this drawback, a single combination of machining parameters should be derived through multi-objective optimization using the PR-WSMO-GWO approach. The following equation has been developed.
where Y(MRR), Y(Ra), and Y(TWR) are the developed PR models for the three considered responses, MRRmax = 0.047143 mm3/min, Ramin = 0.16287 µm, and TWRmin = 0.63627, and w1, w2, and w3 are the weights assigned to MRR, Ra, and TWR, respectively. In this paper, the CRITIC method [19,20] was employed to estimate the weights of MRR, Ra, and TWR as 0.3425, 0.2722, and 0.3853, respectively. Thus, by applying the PR-WSMO-GWO approach and solving Equation (18), the corresponding values of MRR, Ra, and TWR were obtained as 0.0126 mm3/min, 0.3892 µm, and 0.7042, respectively, at the machining parametric intermix of feed rate = 3.55 µm/s, capacitance = 0.158 nF, and voltage = 80 V.
As stated above, this paper solves the multi-objective parametric optimization problem based on two approaches, i.e., PR-WSMO-GWO and MCDM-PR-GWO (TOPSIS-PR-SWO, MABAC-PR-SWO, and COPRAS-PR-SWO). For the PR-WSMO-GWO approach, Equation (18) was solved to identify the optimal parametric combination for the said μ-EDM process. On the other hand, for the MCDM-PR-GWO approach, the 32 experimental observations presented in Table 1 were first considered as the initial decision matrix to be solved by the three MCDM methods (TOPSIS, MABAC, and COPRAS). The MCDM scores were calculated for all 32 experimental trials and provided in Table 3. For all the considered MCDM methods, the weights calculated by the CRITIC method were taken into account. Next, for the development of corresponding PR models, the 32 experimental combinations presented in Table 1 were taken as the independent variables, and the measured MCDM scores as the dependent variables. Thus, three MCDM-PR metamodels were developed as Y(TS), Y(MS), and Y(CS) for the three measured MCDM scores, i.e., the TOPSIS score, MABAC score, and COPRAS score, respectively.
Y(TS) = 0.453 + 0.335 × A − 0.0556 × B − 0.0132 × C − 0.04524 × A2 − 0.00052 × B2 + 0.000064 × C2 + 0.0099 × A × B + 0.000409 × A × C + 0.00054 × B × C − 0.000116 × A × B × C
Y(MS) = −0.039 + 0.4564 × A − 0.108 × B − 0.0248 × C − 0.06544 × A2 + 0.00553 × B2 + 0.000106 × C2 + 0.0084 × A × B + 0.000873 × A × C + 0.000372 × B × C − 0.000105 × A × B × C
Y(CS) = 0.1031 + 0.0406 × A − 0.01448 × B − 0.0027 × C − 0.005002 × A2 + 0.001057 × B2 + 0.000013 × C2 − 0.000145 × A × B + 0.000009 × A × C + 0.000029 × B × C
The developed MCDM-PR metamodels were then solved individually using the GWO algorithm in the Matlab R2016a software. In all three cases, the maximum values of the MCDM scores are desirable. Hence, the objective was to maximize all the MCDM-PR metamodels. The results obtained are provided in Table 4. In this table, the obtained optimal parametric values were substituted in Equations (15)–(17) to estimate the corresponding values of MRR, Ra, and TWR. It can be seen from Table 4 that compared to the PR-WSMO-GWO approach, the MABAC-PR-GWO and COPRAS-PR-GWO approaches superseded the response values in two out of the three considered responses, whereas the TOPSIS-PR-GWO approach provided better response values as compared to PR-WSMO-GWO for all three responses. Also, the computational time required by each metamodel was calculated, as shown in Table 4. It can be observed that all three MCDM-PR-GWO approaches take computationally less time compared to that of the PR-WSMO-GWO approach.
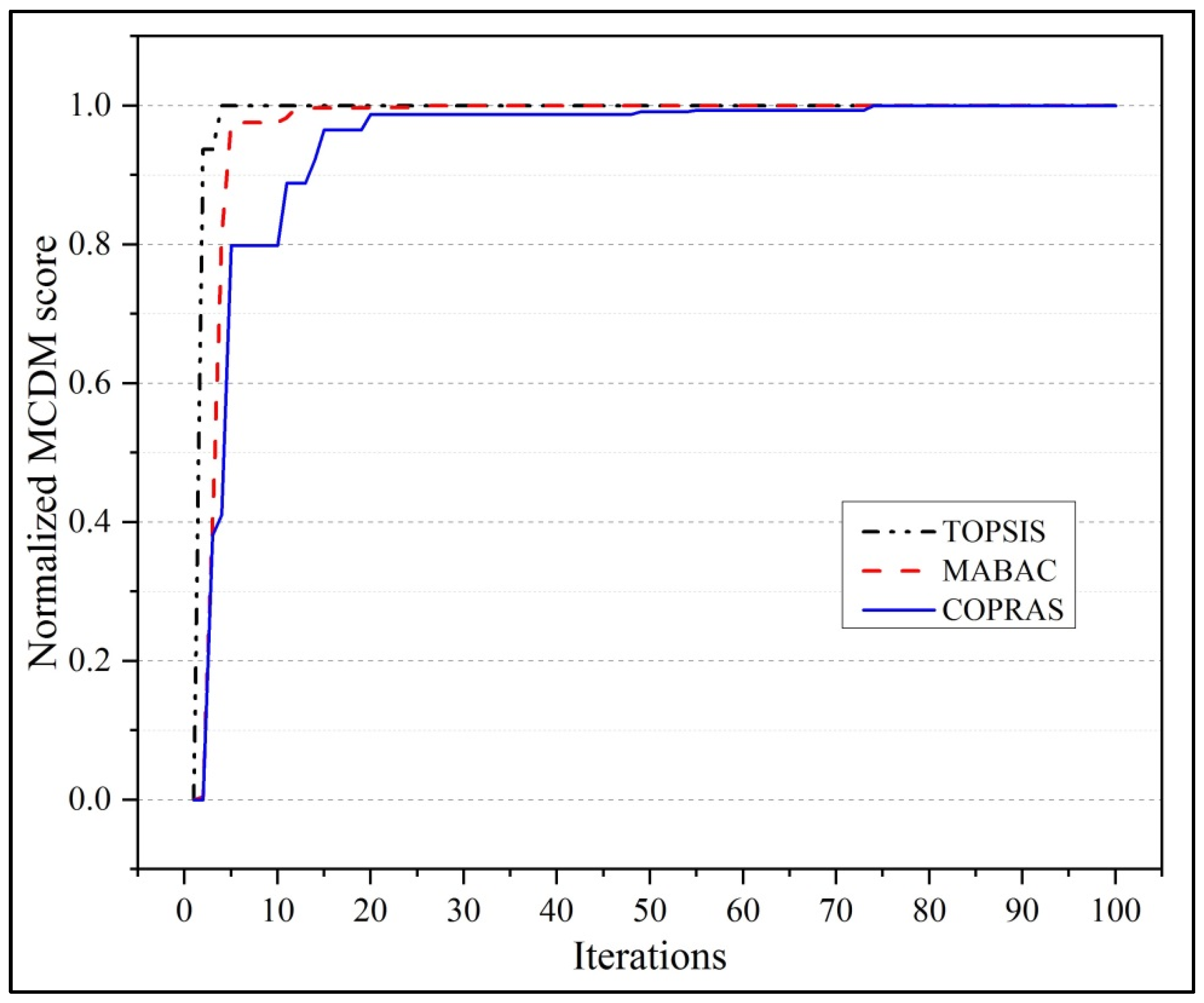
To compare the three considered MCDM-PR-GWO variants and PR-WSMO-GWO, the predicted response values obtained in Table 4, along with the measured responses provided in Table 1, were first normalized together and finally added for each variant separately. The results obtained are given in Table 5. It is clearly revealed that the highest sum of normalized scores (2.1749) for the TOPSIS-PR-GWO approach outperforms the other MCDM-PR-GWO and PR-WSMO-GWO variants in identifying better response values for the said μ-EDM process. Thus, based on the TOPSIS-PR-GWO approach, the optimal parametric combination can be identified as feed rate = 3.9578 µm/s, capacitance = 0.1 nF, and voltage = 80 V for simultaneous improvement of the μ-EDM performance measures. The moderately higher value of the feed rate is suggested, as MRR and TWR are directly related to the feed rate. However, with higher values of feed rate, the MRR reduces with the formation of high voltage as it erodes the tool material, reducing the removal of material from the workpiece. An increase in capacitance and voltage produces stronger sparks, resulting in erosion of both the workpiece and tool material. This causes the formation of unwanted debris increasing the Ra. The convergence diagram illustrated in Figure 3 also suggests that compared to other MCDM variants, the TOPSIS-PR-GWO approach converges to the optimal solution at a much faster rate.
4. Conclusions
In this paper, an attempt was made to demonstrate the applicability of hybrid MCDM-GWO (TOPSIS-PR-GWO, MABAC-PR-GWO, and COPRAS-PR-GWO) approaches in identifying the optimal parametric combination for the μ-EDM process. The results obtained are further compared to the traditional PR-WSMO-GWO approach, which suggests that all the considered MCDM-PR-GWO approaches outperform the traditional approach in obtaining better machining performance measures. Also, among the three MCDM-PR-GWO approaches, the TOPSIS-PR-GWO approach provides superior results while converging at a much faster rate as compared to the others. Based on the TOPSIS-PR-GWO approach, the optimal parametric combination is identified as feed rate = 3.9578 µm/s, capacitance = 0.1 nF, and voltage = 80 V, which results in optimal response values of MRR = 0.0134 mm3/min, Ra = 0.3245 µm, and TWR = 0.6367. It is also observed that the MCDM-PR-GWO approaches take computationally less time than the PR-WSMO-GWO approach. As a future scope, the work can be further explored by including other MCDM approaches hybridized with different meta-heuristic algorithms applied toward identifying the optimal parametric combination of various machining processes. One of the major limitations of hybrid MCDM-GWO approaches is the dependency of the results on the developed PR-based metamodels to define the condensed information into usable GWO objective functions. An inappropriate PR model can produce inaccurate results.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
No data associated with the article.
Conflicts of Interest
The author declares no conflict of interest.
References
- Kumar, D.; Singh, N.K.; Bajpai, V. Recent trends, opportunities and other aspects of micro-EDM for advanced manufacturing: A comprehensive review. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 222. [Google Scholar] [CrossRef]
- Modica, F.; Marrocco, V.; Fassi, I. Micro-electro-discharge machining (micro-EDM). In Micro-Manufacturing Technologies and Their Applications: A Theoretical and Practical Guide; Fassi, I., Shipley, D., Eds.; Springer Tracts in Mechanical Engineering; Springer: Cham, Switzerland, 2017; pp. 149–173. [Google Scholar]
- Tiwary, A.P.; Pradhan, B.B.; Bhattacharyya, B. Study on the influence of micro-EDM process parameters during machining of Ti–6Al–4V superalloy. Int. J. Adv. Manuf. Technol. 2015, 76, 151–160. [Google Scholar] [CrossRef]
- Das, A.K.; Kumar, P.; Sethi, A.; Singh, P.K.; Hussain, M. Influence of process parameters on the surface integrity of micro-holes of SS304 obtained by micro-EDM. J. Braz. Soc. Mech. Sci. Eng. 2016, 38, 2029–2037. [Google Scholar] [CrossRef]
- Quarto, M.; D’Urso, G.; Giardini, C. Micro-EDM optimization through particle swarm algorithm and artificial neural network. Precis. Eng. 2022, 73, 63–70. [Google Scholar] [CrossRef]
- Nguyen, P.H.; Pham, D.V.; Shirguppikar, S.; Nguyen, T.N.; Nguyen, T.C.; Nguyen, L.T. Multi-objective optimization of micro EDM using TOPSIS method with Tungsten carbide electrode. Sādhanā 2022, 47, 133. [Google Scholar] [CrossRef]
- Das, P.P.; Tiwary, A.P.; Chakraborty, S. A hybrid MCDM approach for parametric optimization of a micro-EDM process. Int. J. Interact. Des. Manuf. 2022, 16, 1739–1759. [Google Scholar] [CrossRef]
- Pain, P.; Bose, G.K.; Bose, D. Parametric analysis and optimization of aluminium and SS 204 material using micro-EDM system. Int. J. Interact. Des. Manuf. 2023, 17, 3025–3042. [Google Scholar] [CrossRef]
- Sahu, J.; Mahapatra, S.S.; Mohanty, C.P. Multi–response optimisation of EDM parameters using data envelopment analysis. Int. J. Product. Qual. Manag. 2015, 15, 309–334. [Google Scholar] [CrossRef]
- Huu, P.N.; Muthuramalingam, T.; Van, D.P.; Shirguppikar, S.; Tien, D.H.; Van, T.N.; Trong, L.N. Multi-objects optimization in µ-edm using alcrni-coated tungsten carbide electrode for Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2022, 122, 2267–2276. [Google Scholar] [CrossRef]
- Santhanakumar, M.; Rajmohan, M. Application of desirability analysis for optimizing the micro wire electrical discharge machining (μWEDM) parameters. Appl. Mech. Mater. 2014, 592, 77–81. [Google Scholar] [CrossRef]
- Xu, J.; Xia, S.; Yu, P.; Li, M. Multi-objective parameter optimization of ultrasonic vibration–assisted micro-EDM of Ti-6Al-4V alloys. J. Vib. Control 2023. [Google Scholar] [CrossRef]
- Chen, Y.; Wu, Y.; Cheng, M.; Zhu, J.; Meng, Y.; Mu, X. Performance prediction and parameter optimization of alumina-titanium carbide ceramic micro-EDM hole machining process based on XGBoost. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2023. [Google Scholar] [CrossRef]
- Kumar, K.; Singh, V.; Katyal, P.; Sharma, N. EDM μ-drilling in Ti-6Al-7Nb: Experimental investigation and optimization using NSGA-II. Int. J. Adv. Manuf. Technol. 2019, 104, 2727–2738. [Google Scholar] [CrossRef]
- Wang, G.G.; Shan, S. Review of metamodeling techniques in support of engineering design optimization. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Philadelphia, PA, USA, 10–13 September 2006; Volume 4255, pp. 415–426. [Google Scholar]
- Mirjalili, S.; Mirjalili, S.M.; Lewis, A. Grey wolf optimizer. Adv. Eng. Softw. 2014, 69, 46–61. [Google Scholar] [CrossRef]
- Faris, H.; Aljarah, I.; Al-Betar, M.A.; Mirjalili, S. Grey wolf optimizer: A review of recent variants and applications. Neural Comput. Appl. 2018, 30, 413–435. [Google Scholar] [CrossRef]
- Natarajan, U.; Suganthi, X.H.; Periyanan, P.R. Modeling and multiresponse optimization of quality characteristics for the micro-EDM drilling process. Trans. Indian Inst. Met. 2016, 69, 1675–1686. [Google Scholar] [CrossRef]
- Diakoulaki, D.; Mavrotas, G.; Papayannakis, L. Determining objective weights in multiple criteria problems: The critic method. Comput. Oper. Res. 1995, 22, 763–770. [Google Scholar] [CrossRef]
- Das, P.P.; Chakraborty, S. A comparative assessment of multicriteria parametric optimization methods for plasma arc cutting processes. Decis. Anal. J. 2023, 6, 100190. [Google Scholar] [CrossRef]
Figure 1.
Flowchart of the proposed hybrid MCDM-GWO approach.
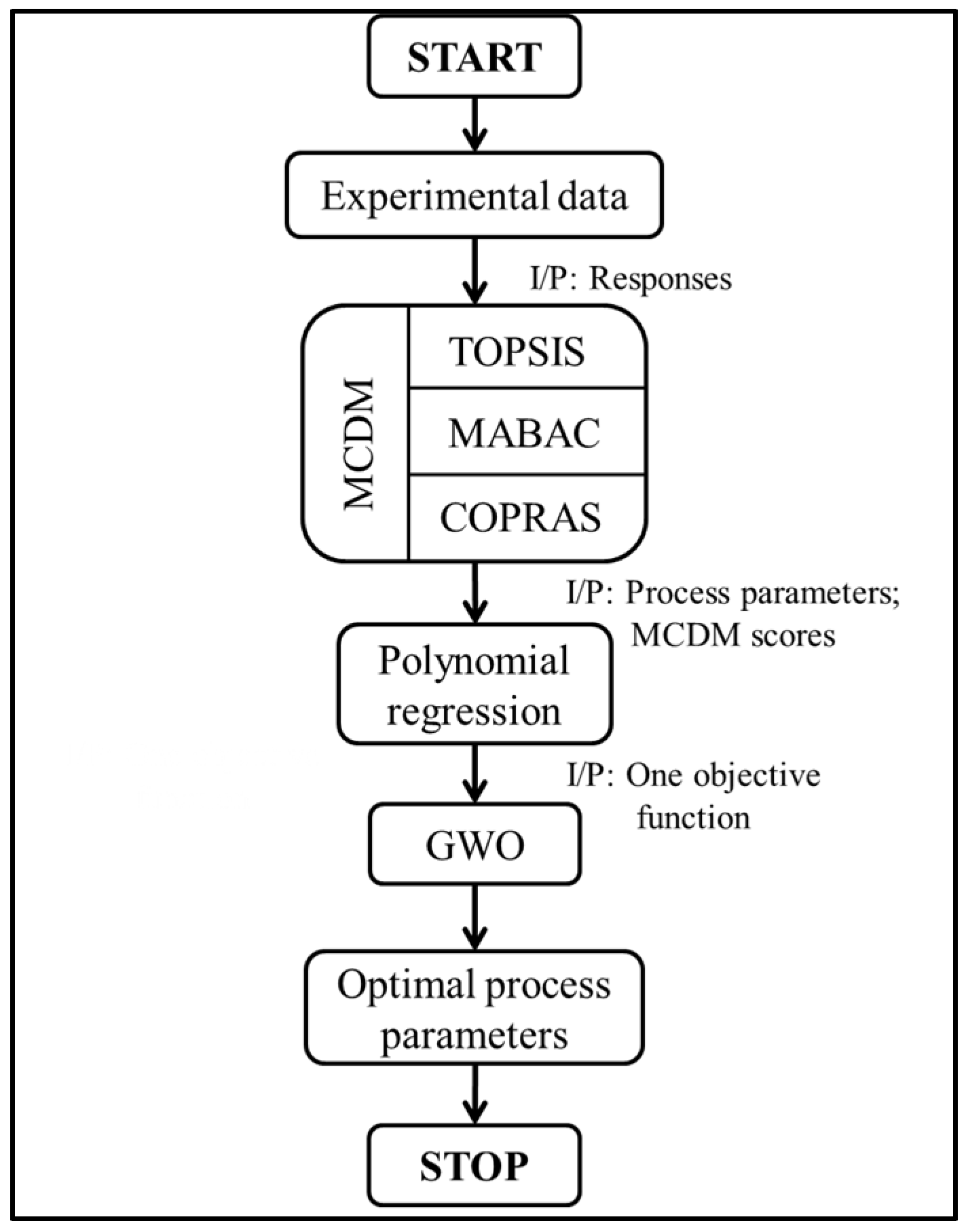
Figure 2.
Schematic diagram of the μ-EDM process setup.
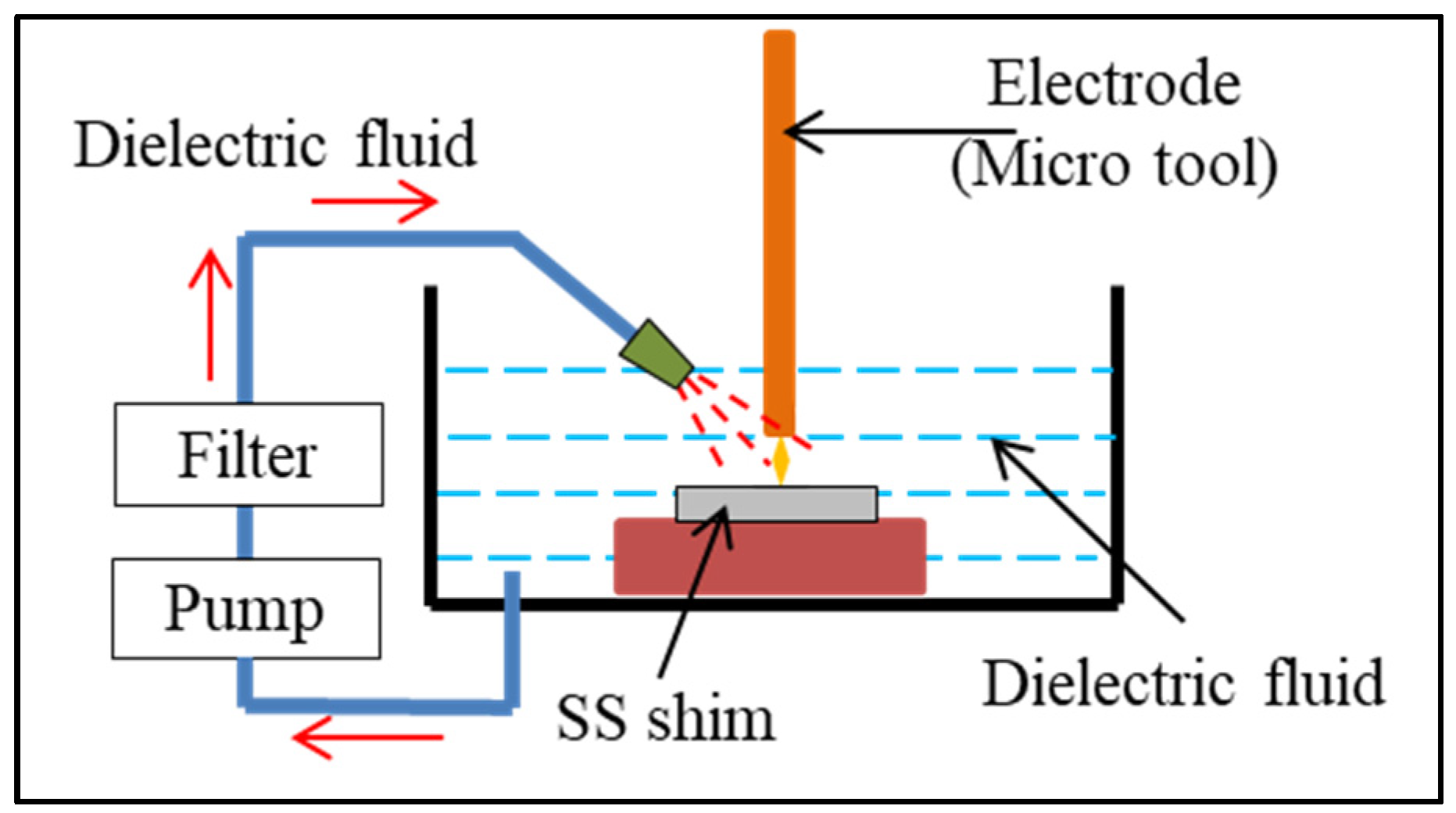
Figure 3.
Convergence diagram for MCDM-PR-GWO variants.

{kind=link}
{kind=link}
{kind=link}
Table 1.
Experimental plan and measured responses [18].
Table 1.
Experimental plan and measured responses [18].
| Exp. no. | A (µm/s) | B (µm) | C (V) | MRR (mm3/min) | Ra (µm) | TWR |
|---|---|---|---|---|---|---|
| 1 | 2 | 0.1 | 80 | 0.003 | 0.36 | 1.64 |
| 2 | 4 | 0.1 | 80 | 0.008 | 0.38 | 0.54 |
| 3 | 6 | 0.1 | 80 | 0.01 | 0.38 | 1.78 |
| 4 | 2 | 0.1 | 100 | 0.004 | 0.41 | 2.38 |
| 5 | 4 | 0.1 | 100 | 0.008 | 0.45 | 1.32 |
| 6 | 6 | 0.1 | 100 | 0.008 | 0.52 | 2.32 |
| 7 | 2 | 0.1 | 120 | 0.007 | 0.42 | 2.68 |
| 8 | 4 | 0.1 | 120 | 0.017 | 0.45 | 0.89 |
| 9 | 6 | 0.1 | 120 | 0.012 | 0.54 | 1.92 |
| 10 | 2 | 1 | 80 | 0.004 | 1.1 | 2.23 |
| 11 | 4 | 1 | 80 | 0.01 | 1.2 | 1.32 |
| 12 | 6 | 1 | 80 | 0.01 | 1.2 | 2.35 |
| 13 | 2 | 1 | 100 | 0.007 | 1.9 | 2.68 |
| 14 | 4 | 1 | 100 | 0.018 | 1.82 | 1.28 |
| 15 | 6 | 1 | 100 | 0.016 | 1.88 | 2.62 |
| 16 | 2 | 1 | 120 | 0.008 | 1.9 | 2.88 |
| 17 | 4 | 1 | 120 | 0.038 | 1.82 | 1.19 |
| 18 | 6 | 1 | 120 | 0.018 | 1.82 | 2.23 |
| 19 | 2 | 10 | 80 | 0.007 | 3.8 | 2.46 |
| 20 | 4 | 10 | 80 | 0.011 | 3.7 | 1.23 |
| 21 | 6 | 10 | 80 | 0.013 | 3.7 | 2.78 |
| 22 | 2 | 10 | 100 | 0.01 | 4.2 | 2.92 |
| 23 | 4 | 10 | 100 | 0.036 | 4.8 | 1.82 |
| 24 | 6 | 10 | 100 | 0.012 | 4.4 | 2.82 |
| 25 | 2 | 10 | 120 | 0.022 | 5.2 | 3.16 |
| 26 | 4 | 10 | 120 | 0.046 | 5.9 | 1.58 |
| 27 | 6 | 10 | 120 | 0.014 | 4.8 | 3.12 |
| 28 | 4 | 1 | 100 | 0.009 | 1.88 | 1.2 |
| 29 | 4 | 1 | 100 | 0.052 | 1.86 | 1.48 |
| 30 | 4 | 1 | 100 | 0.024 | 1.65 | 1.38 |
| 31 | 4 | 1 | 100 | 0.014 | 1.74 | 1.36 |
| 32 | 4 | 1 | 100 | 0.022 | 1.7 | 1.54 |
Table 2.
Results of single- and multi-objective optimization.
| Condition | Output | A (µm/s) | B (µm) | C (V) | Optimal Value |
|---|---|---|---|---|---|
| Single-objective | MRR (mm3/min) | 3.9045 | 5.9608 | 120 | 0.047143 |
| Ra (µm) | 2 | 0.1 | 80 | 0.16287 | |
| TWR | 3.9195 | 0.1 | 80 | 0.63627 | |
| Multi-objective | MRR (mm3/min) | 3.55 | 0.158 | 80 | 0.0126 |
| Ra (µm) | 0.3892 | ||||
| TWR | 0.7042 |
Table 3.
Calculated performance scores for the considered MCDM techniques.
| Exp No. | TOPSIS Score | MABAC Score | COPRAS Score |
|---|---|---|---|
| 1 | 0.4161 | −0.5082 | 0.0313 |
| 2 | 0.4913 | −0.3125 | 0.0751 |
| 3 | 0.449 | −0.4809 | 0.034 |
| 4 | 0.3887 | −0.6125 | 0.0235 |
| 5 | 0.455 | −0.4306 | 0.0395 |
| 6 | 0.407 | −0.5811 | 0.0261 |
| 7 | 0.392 | −0.6361 | 0.0234 |
| 8 | 0.5439 | −0.3045 | 0.058 |
| 9 | 0.4505 | −0.4953 | 0.0324 |
| 10 | 0.365 | −0.6243 | 0.0214 |
| 11 | 0.4421 | −0.4535 | 0.0329 |
| 12 | 0.3881 | −0.605 | 0.0244 |
| 13 | 0.3204 | −0.7089 | 0.0188 |
| 1 4 | 0.4884 | −0.4222 | 0.0346 |
| 15 | 0.3882 | −0.6361 | 0.0253 |
| 16 | 0.3185 | −0.7313 | 0.0188 |
| 17 | 0.7263 | −0.2691 | 0.0492 |
| 18 | 0.4304 | −0.5619 | 0.0284 |
| 19 | 0.2174 | −0.7699 | 0.0159 |
| 20 | 0.3546 | −0.5561 | 0.0226 |
| 21 | 0.2523 | −0.7701 | 0.0195 |
| 22 | 0.187 | −0.8362 | 0.0166 |
| 23 | 0.5235 | −0.5222 | 0.0358 |
| 24 | 0.1997 | −0.8173 | 0.0179 |
| 25 | 0.2822 | −0.8367 | 0.0235 |
| 26 | 0.5721 | −0.471 | 0.0417 |
| 27 | 0.1927 | −0.8671 | 0.0184 |
| 28 | 0.416 | −0.4762 | 0.0288 |
| 29 | 0.8128 | −0.2159 | 0.0561 |
| 30 | 0.5524 | −0.3866 | 0.0388 |
| 31 | 0.4501 | −0.4579 | 0.0316 |
| 32 | 0.5187 | −0.4265 | 0.0358 |
Table 4.
Comparative analysis between PR-WSMO-GWO and MCDM-PR-GWO approaches.
| Method | A (µm/s) | B (µm) | C (V) | MRR (mm3/min) | Ra (µm) | TWR | Comp. Time (s) |
|---|---|---|---|---|---|---|---|
| PR-WSMO-GWO | 3.55 | 0.158 | 80 | 0.0126 | 0.3892 | 0.7042 | 1.03886 |
| TOPSIS-PR-GWO | 3.9578 | 0.1 | 80 | 0.0134 | 0.3245 | 0.6367 | 1.02534 |
| Improvement % | - | - | - | 6.35 | 16.62 | 9.58 | 1.3 |
| PR-WSMO-GWO | 3.55 | 0.158 | 80 | 0.0126 | 0.3892 | 0.7042 | 1.03886 |
| MABAC-PR-GWO | 3.8578 | 0.1 | 80 | 0.01232 | 0.3224 | 0.6375 | 1.00352 |
| Improvement % | - | - | - | -2.22 | 17.16 | 9.47 | 3.4 |
| PR-WSMO-GWO | 3.55 | 0.158 | 80 | 0.0126 | 0.3892 | 0.7042 | 1.03886 |
| COPRAS-PR-GWO | 3.8578 | 0.1 | 80 | 0.01232 | 0.3224 | 0.6375 | 1.01936 |
| Improvement % | - | - | - | -2.22 | 17.16 | 9.47 | 1.88 |
Table 5.
Comparative analysis between MCDM-PR-GWO variants.
| Method | Parametric Combination | Normalized Response Values | Sum | ||||
|---|---|---|---|---|---|---|---|
| A | B | C | MRR | Ra | TWR | ||
| PR-WSMO-GWO | 3.55 | 0.158 | 80 | 0.1959 | 0.988 | 0.9373 | 2.1212 |
| TOPSIS-PR-GWO | 3.9578 | 0.1 | 80 | 0.2122 | 0.9996 | 0.9631 | 2.1749 |
| MABAC-PR-GWO | 3.8578 | 0.1 | 80 | 0.1902 | 1 | 0.9628 | 2.153 |
| COPRAS-PR-GWO | 3.8578 | 0.1 | 80 | 0.1902 | 1 | 0.9628 | 2.153 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Das, P.P. A Hybrid MCDM-Grey Wolf Optimizer Approach for Multi-Objective Parametric Optimization of μ-EDM Process. Eng. Proc. 2023, 59, 112. https://doi.org/10.3390/engproc2023059112
AMA Style
Das PP. A Hybrid MCDM-Grey Wolf Optimizer Approach for Multi-Objective Parametric Optimization of μ-EDM Process. Engineering Proceedings. 2023; 59(1):112. https://doi.org/10.3390/engproc2023059112
Chicago/Turabian StyleDas, Partha Protim. 2023. "A Hybrid MCDM-Grey Wolf Optimizer Approach for Multi-Objective Parametric Optimization of μ-EDM Process" Engineering Proceedings 59, no. 1: 112. https://doi.org/10.3390/engproc2023059112