
Bio-Based Tannin Foams: Comparing Their Physical and Thermal Response to Polyurethane Foams in Lightweight Sandwich Panels

 ,
,  ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
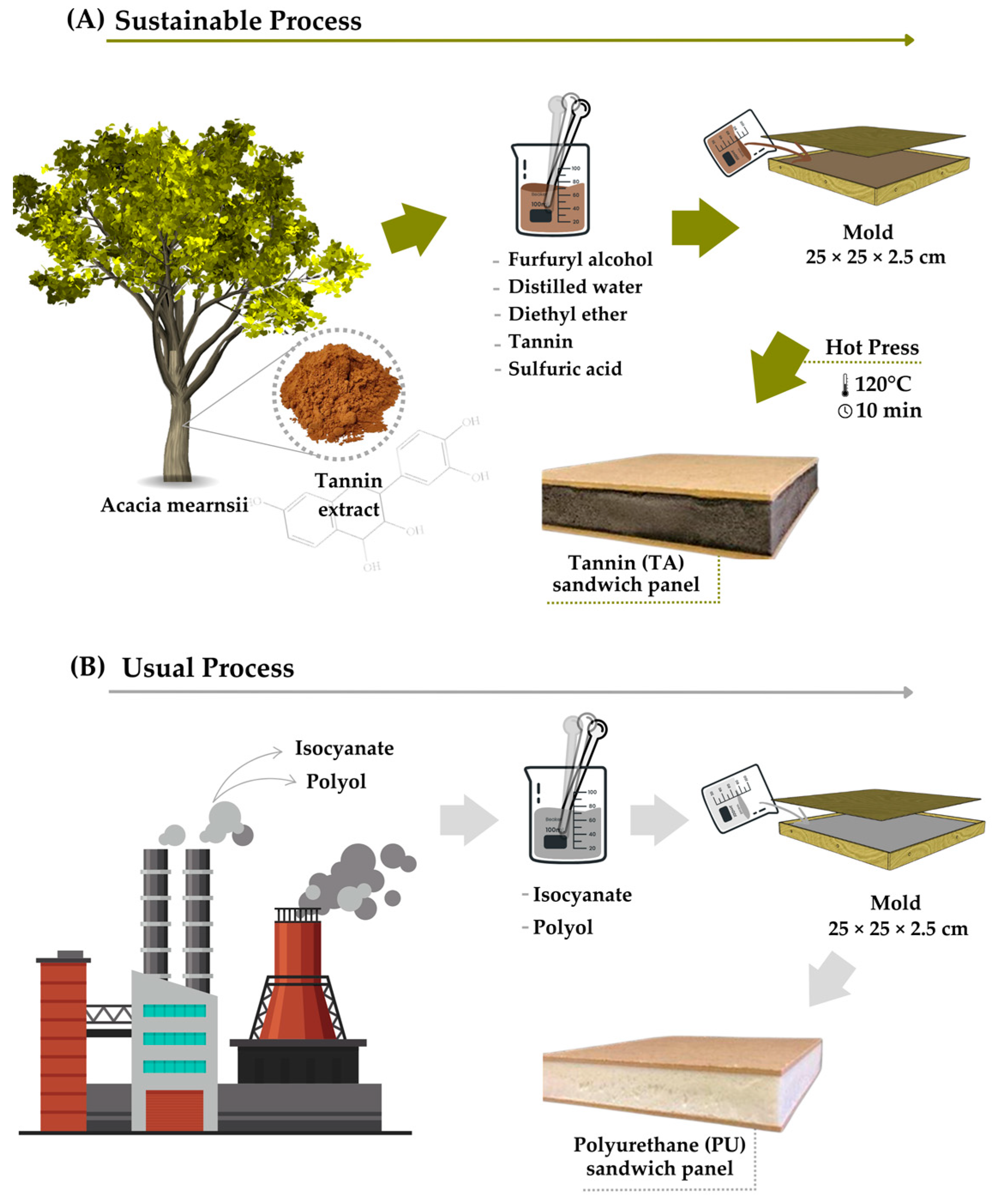
2.1. Raw Materials
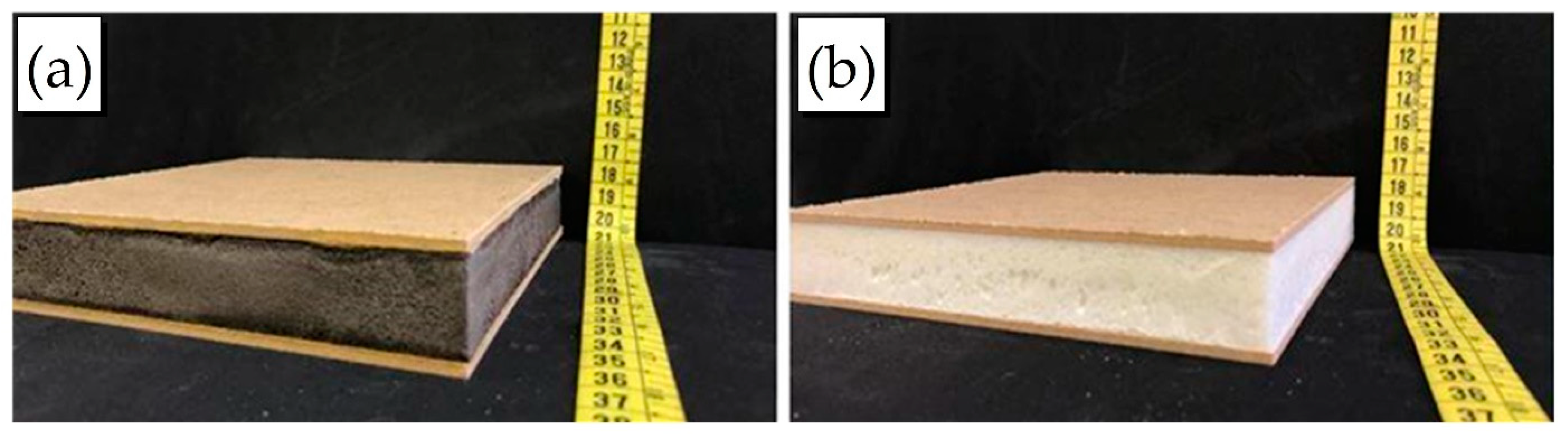
2.2. Preparation of Foams and Sandwich Panels
2.3. Morphologic Investigation
2.4. Flat and Lateral Compression Strength
2.5. Static Bending Test
2.6. Thermal Behavior
2.7. Direct Flame Exposition
2.8. Water Behavior
2.9. Moisture Content and Apparent Density Determination
2.10. Statistical Analysis
3. Results and Discussions
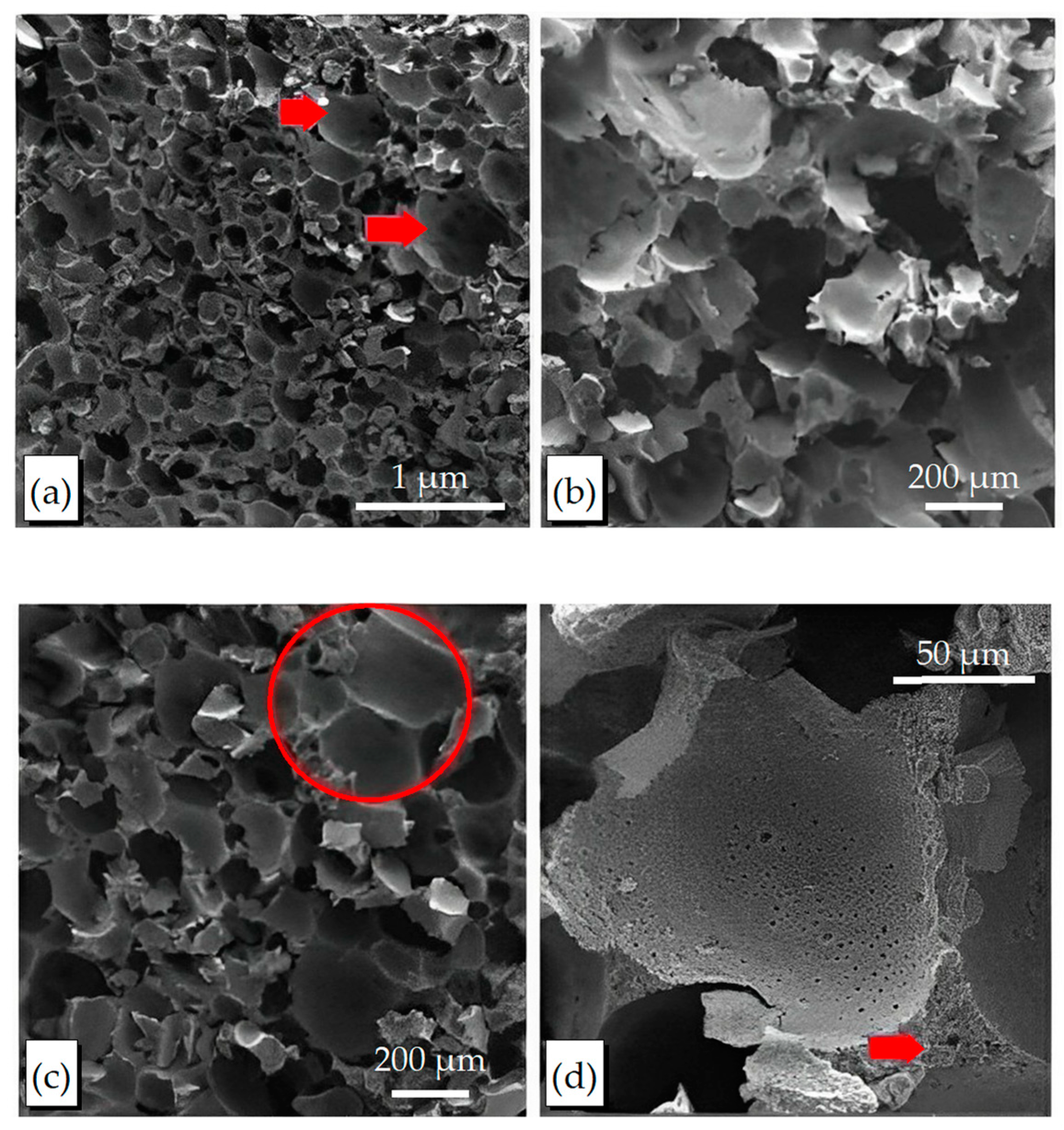
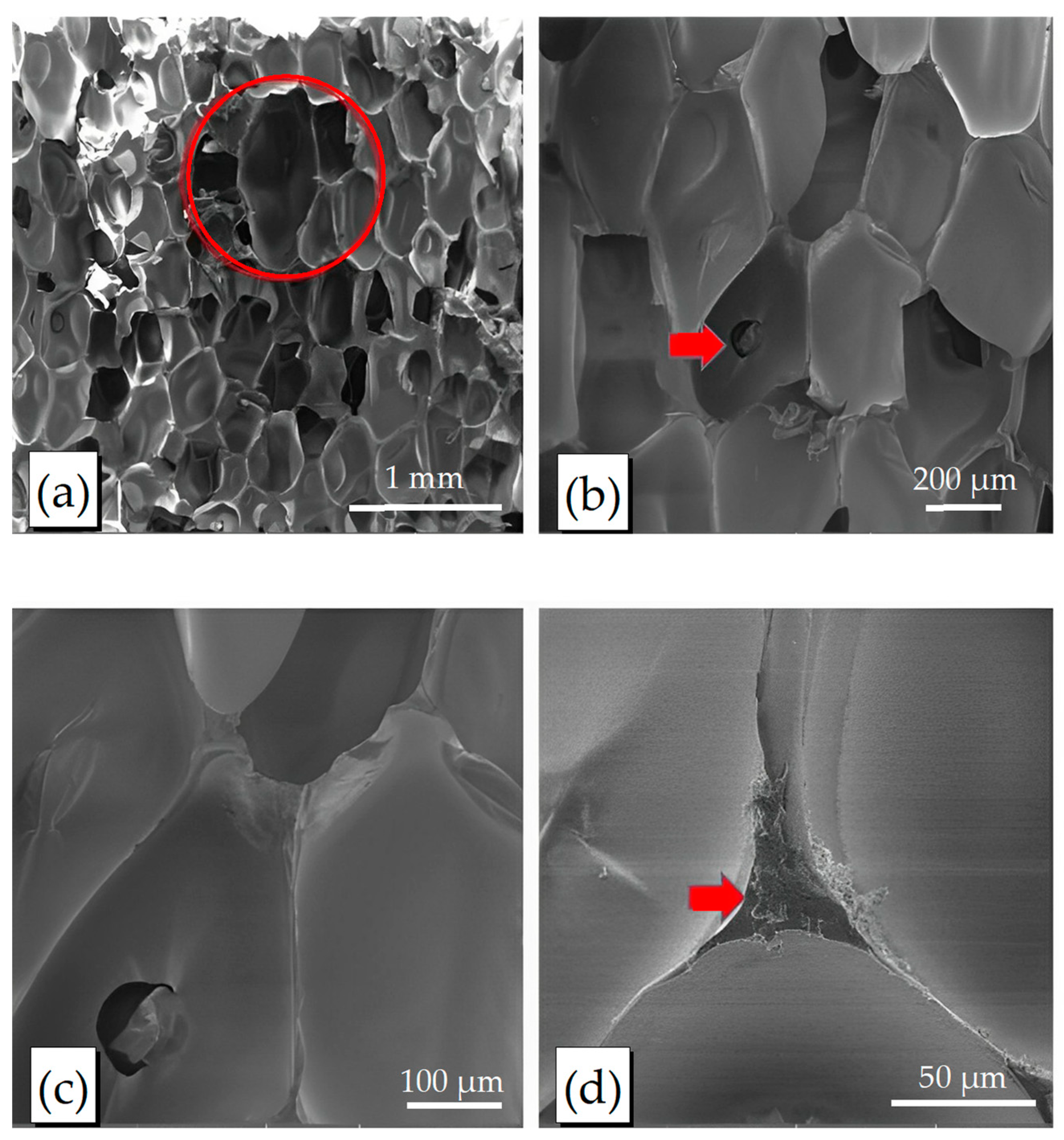
3.1. Morphologic Investigation
3.2. Flat and Lateral Compression Strength
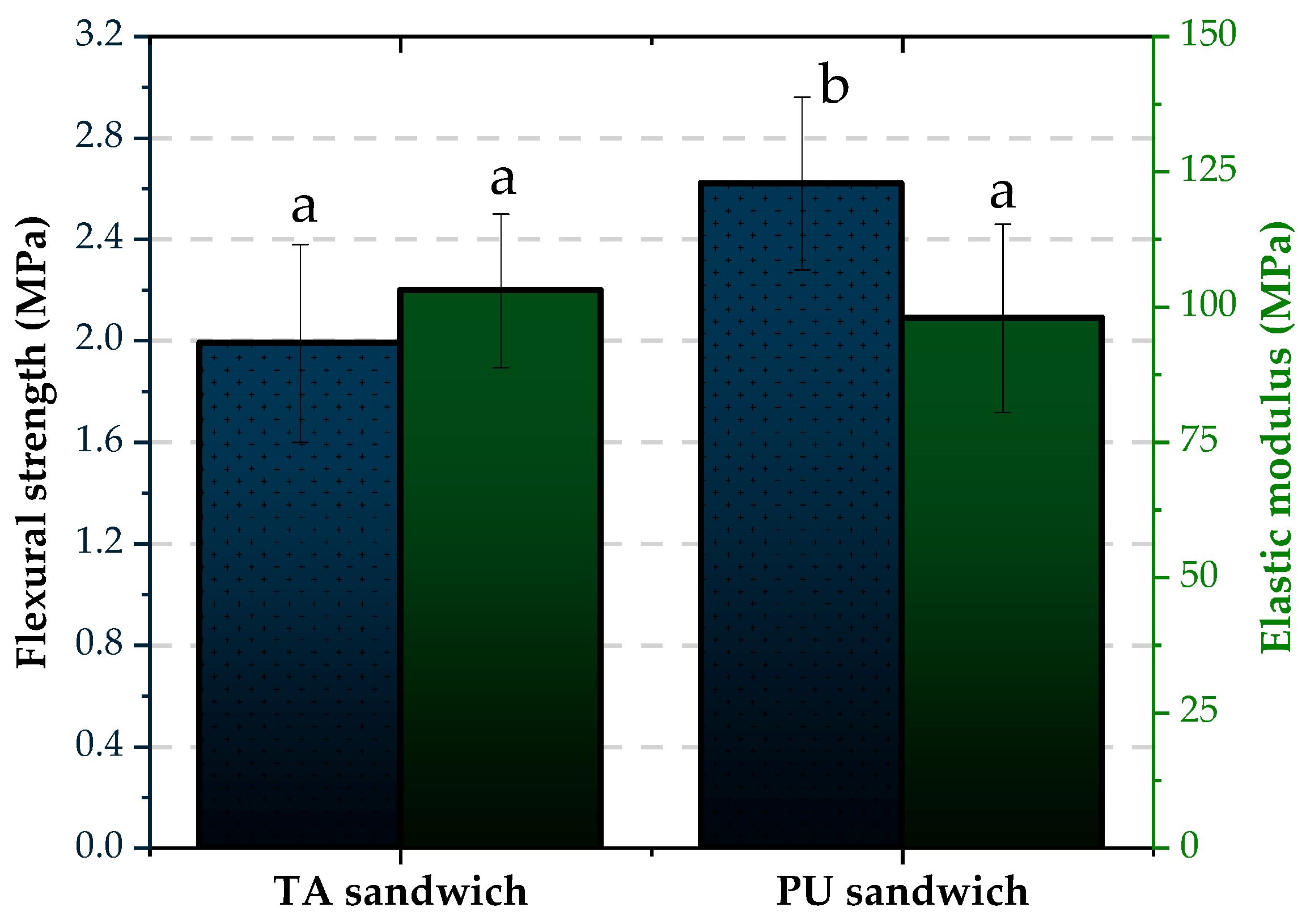
3.3. Static Bending Test
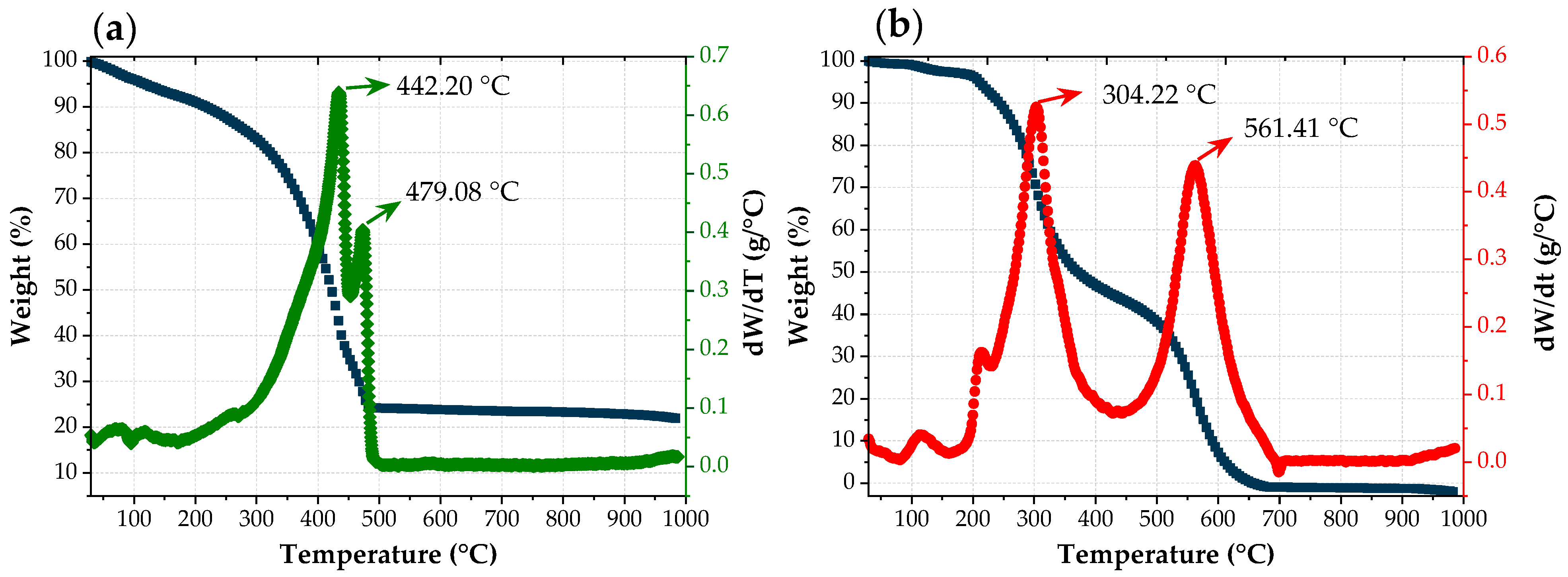
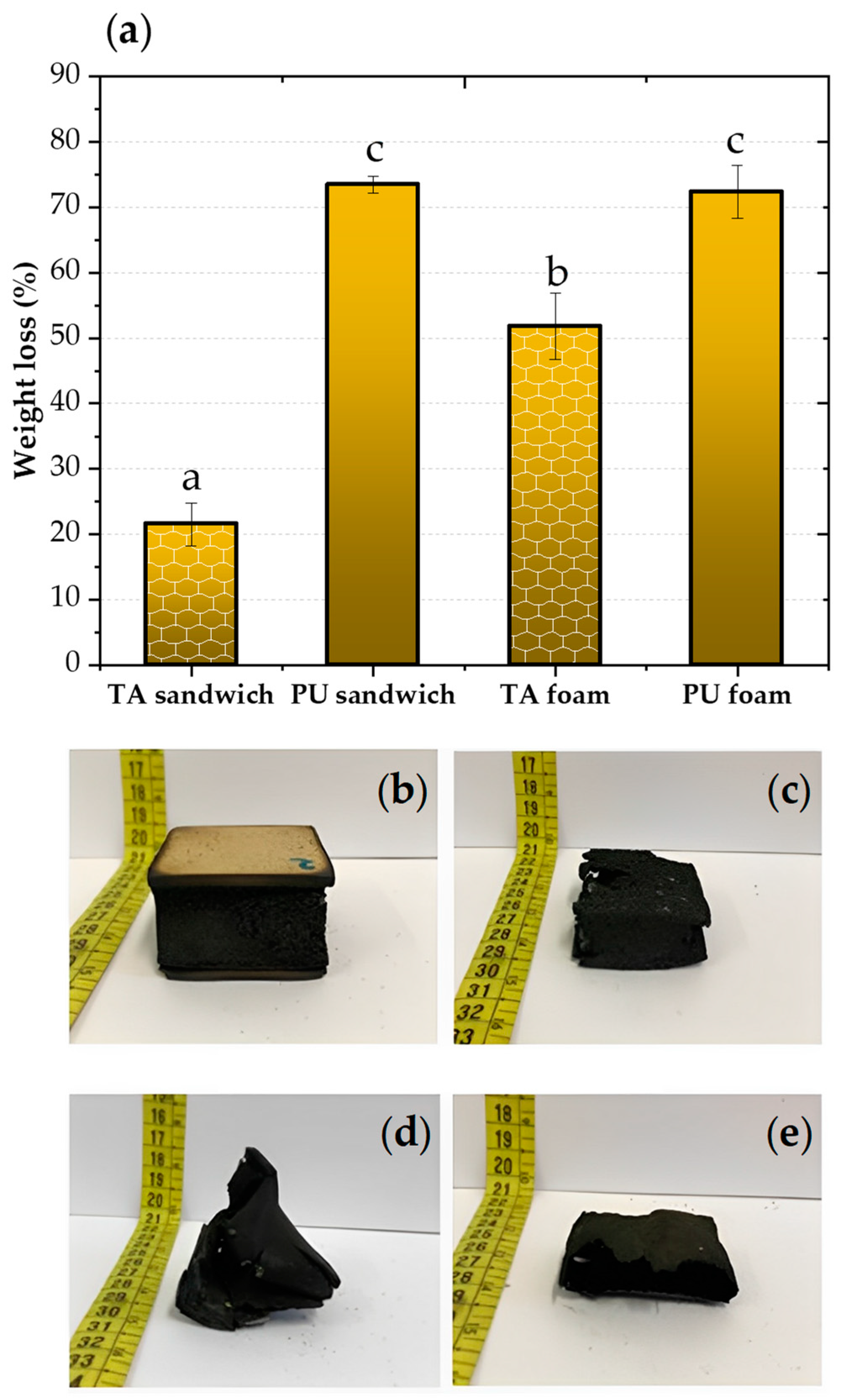
3.4. Thermal and Fire Behavior
3.5. Water Behavior and Apparent Density
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stanzione, M.; Oliviero, M.; Cocca, M.; Errico, M.E.; Gentile, G.; Avella, M.; Lavorgna, M.; Buonocore, G.G.; Verdolotti, L. Tuning of Polyurethane Foam Mechanical and Thermal Properties Using Ball-Milled Cellulose. Carbohydr. Polym. 2020, 231, 115772. [Google Scholar] [CrossRef] [PubMed]
- Członka, S.; Sienkiewicz, N.; Kairytė, A.; Vaitkus, S. Colored Polyurethane Foams with Enhanced Mechanical and Thermal Properties. Polym. Test. 2019, 78, 105986. [Google Scholar] [CrossRef]
- Dukarska, D.; Walkiewicz, J.; Derkowski, A.; Mirski, R. Properties of Rigid Polyurethane Foam Filled with Sawdust from Primary Wood Processing. Materials 2022, 15, 5361. [Google Scholar] [CrossRef] [PubMed]
- Eckardt, J.; Neubauer, J.; Sepperer, T.; Donato, S.; Zanetti, M.; Cefarin, N.; Vaccari, L.; Lippert, M.; Wind, M.; Schnabel, T.; et al. Synthesis and Characterization of High-Performing Sulfur-Free Tannin Foams. Polymers 2020, 12, 564. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Li, B.; Xu, Y.; Essawy, H.; Wu, Z.; Du, G. Tannin-Furanic Resin Foam Reinforced with Cellulose Nanofibers (CNF). Ind. Crops Prod. 2019, 134, 107–112. [Google Scholar] [CrossRef]
- Missio, A.L.; Otoni, C.G.; Zhao, B.; Beaumont, M.; Khakalo, A.; Kämäräinen, T.; Silva, S.H.F.; Mattos, B.D.; Rojas, O.J. Nanocellulose Removes the Need for Chemical Crosslinking in Tannin-Based Rigid Foams and Enhances Their Strength and Fire Retardancy. ACS Sustain. Chem. Eng. 2022, 10, 10303–10310. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Zou, S.; Li, H.; Deng, L.; Bai, C.; Zhang, X.; Wang, S.; Li, N. Experimental Physical Properties of an Eco-Friendly Bio-Insulation Material Based on Wheat Straw for Buildings. Energy Build. 2019, 201, 19–36. [Google Scholar] [CrossRef]
- Ates, M.; Karadag, S.; Eker, A.A.; Eker, B. Polyurethane Foam Materials and Their Industrial Applications. Polym. Int. 2022, 71, 1157–1163. [Google Scholar] [CrossRef]
- Eling, B.; Tomović, Ž.; Schädler, V. Current and Future Trends in Polyurethanes: An Industrial Perspective. Macromol. Chem. Phys. 2020, 221, 2000114. [Google Scholar] [CrossRef]
- Ciecierska, E.; Jurczyk-Kowalska, M.; Bazarnik, P.; Kowalski, M.; Krauze, S.; Lewandowska, M. The Influence of Carbon Fillers on the Thermal Properties of Polyurethane Foam. J. Therm. Anal. Calorim. 2016, 123, 283–291. [Google Scholar] [CrossRef]
- Zhu, M.; Ma, Z.; Liu, L.; Zhang, J.; Huo, S.; Song, P. Recent Advances in Fire-Retardant Rigid Polyurethane Foam. J. Mater. Sci. Technol. 2022, 112, 315–328. [Google Scholar] [CrossRef]
- Yin, Z.; Lu, J.; Hong, N.; Cheng, W.; Jia, P.; Wang, H.; Hu, W.; Wang, B.; Song, L.; Hu, Y. Functionalizing Ti3C2Tx for Enhancing Fire Resistance and Reducing Toxic Gases of Flexible Polyurethane Foam Composites with Reinforced Mechanical Properties. J. Colloid Interface Sci. 2022, 607, 1300–1312. [Google Scholar] [CrossRef] [PubMed]
- Ma, Z.; Zhang, J.; Liu, L.; Zheng, H.; Dai, J.; Tang, L.-C.; Song, P. A Highly Fire-Retardant Rigid Polyurethane Foam Capable of Fire-Warning. Compos. Commun. 2022, 29, 101046. [Google Scholar] [CrossRef]
- Wang, J.; Xu, B.; Wang, X.; Liu, Y. A Phosphorous-Based Bi-Functional Flame Retardant for Rigid Polyurethane Foam. Polym. Degrad. Stab. 2021, 186, 109516. [Google Scholar] [CrossRef]
- Tang, G.; Liu, M.; Deng, D.; Zhao, R.; Liu, X.; Yang, Y.; Yang, S.; Liu, X. Phosphorus-Containing Soybean Oil-Derived Polyols for Flame-Retardant and Smoke-Suppressant Rigid Polyurethane Foams. Polym. Degrad. Stab. 2021, 191, 109701. [Google Scholar] [CrossRef]
- Kilian, L.; Zhou, X. The Impact of Rising Oil Prices on U.S. Inflation and Inflation Expectations in 2020–23. Energy Econ. 2022, 113, 106228. [Google Scholar] [CrossRef]
- Pawlik, H.; Prociak, A. Influence of Palm Oil-Based Polyol on the Properties of Flexible Polyurethane Foams. J. Polym. Environ. 2012, 20, 438–445. [Google Scholar] [CrossRef]
- Zhang, Y.; Duan, C.; Bokka, S.K.; He, Z.; Ni, Y. Molded Fiber and Pulp Products as Green and Sustainable Alternatives to Plastics: A Mini Review. J. Bioresour. Bioprod. 2022, 7, 14–25. [Google Scholar] [CrossRef]
- Eckardt, J.; Sepperer, T.; Cesprini, E.; Šket, P.; Tondi, G. Comparing Condensed and Hydrolysable Tannins for Mechanical Foaming of Furanic Foams: Synthesis and Characterization. Molecules 2023, 28, 2799. [Google Scholar] [CrossRef]
- Yuan, W.; Xi, X.; Zhang, J.; Pizzi, A.; Essawy, H.; Du, G.; Zhou, X.; Chen, X. A Novel Strategy Inspired by Steaming Chinese Steamed Bread for Preparation of Tannin-Furanic Rigid Bio-Foam. Constr. Build. Mater. 2023, 376, 131035. [Google Scholar] [CrossRef]
- Tondi, G.; Fierro, V.; Pizzi, A.; Celzard, A. Tannin-Based Carbon Foams. Carbon N. Y. 2009, 47, 1480–1492. [Google Scholar] [CrossRef]
- Missio, A.L.; Tischer, B.; dos Santos, P.S.B.; Codevilla, C.; de Menezes, C.R.; Barin, J.S.; Haselein, C.R.; Labidi, J.; Gatto, D.A.; Petutschnigg, A.; et al. Analytical Characterization of Purified Mimosa (Acacia mearnsii) Industrial Tannin Extract: Single and Sequential Fractionation. Sep. Purif. Technol. 2017, 186, 218–225. [Google Scholar] [CrossRef]
- Yang, T.; Ma, E.; Cao, J. Synergistic Effects of Partial Hemicellulose Removal and Furfurylation on Improving the Dimensional Stability of Poplar Wood Tested under Dynamic Condition. Ind. Crops Prod. 2019, 139, 111550. [Google Scholar] [CrossRef]
- Pizzi, A.; Tondi, G.; Pasch, H.; Celzard, A. Matrix-assisted Laser Desorption/Ionization Time-of-flight Structure Determination of Complex Thermoset Networks: Polyflavonoid Tannin–Furanic Rigid Foams. J. Appl. Polym. Sci. 2008, 110, 1451–1456. [Google Scholar] [CrossRef]
- Basso, M.C.; Li, X.; Fierro, V.; Pizzi, A.; Giovando, S.; Celzard, A. Green, Formaldehyde-Free, Foams for Thermal Insulation. Adv. Mater. Lett. 2011, 2, 378–382. [Google Scholar] [CrossRef]
- Borrero-López, A.M.; Nicolas, V.; Marie, Z.; Celzard, A.; Fierro, V. A Review of Rigid Polymeric Cellular Foams and Their Greener Tannin-Based Alternatives. Polymers 2022, 14, 3974. [Google Scholar] [CrossRef]
- Chen, X.; Li, J.; Essawy, H.; Pizzi, A.; Fredon, E.; Gerardin, C.; Du, G.; Zhou, X. Flame-Retardant and Thermally-Insulating Tannin and Soybean Protein Isolate (SPI) Based Foams for Potential Applications in Building Materials. Constr. Build. Mater. 2022, 315, 125711. [Google Scholar] [CrossRef]
- Chen, X.; Li, J.; Pizzi, A.; Fredon, E.; Gerardin, C.; Zhou, X.; Du, G. Tannin-Furanic Foams Modified by Soybean Protein Isolate (SPI) and Industrial Lignin Substituting Formaldehyde Addition. Ind. Crops Prod. 2021, 168, 113607. [Google Scholar] [CrossRef]
- Missio, A.L.; Delucis, R.A.; Otoni, C.G.; de Cademartori, P.H.G.; Coldebella, R.; Aramburu, A.B.; Mattos, B.D.; Rodrigues, M.B.B.; Lunkes, N.; Gatto, D.A.; et al. Thermally Resistant, Self-Extinguishing Thermoplastic Composites Enabled by Tannin-Based Carbonaceous Particulate. Polymers 2022, 14, 3743. [Google Scholar] [CrossRef]
- Li, J.; Liao, J.; Essawy, H.; Zhang, J.; Li, T.; Wu, Z.; Du, G.; Zhou, X. Preparation and Characterization of Novel Cellular/Nonporous Foam Structures Derived from Tannin Furanic Resin. Ind. Crops Prod. 2021, 162, 113264. [Google Scholar] [CrossRef]
- Li, J.; Zhang, A.; Zhang, S.; Gao, Q.; Zhang, W.; Li, J. Larch Tannin-Based Rigid Phenolic Foam with High Compressive Strength, Low Friability, and Low Thermal Conductivity Reinforced by Cork Powder. Compos. Part B Eng. 2019, 156, 368–377. [Google Scholar] [CrossRef]
- Tondi, G.; Pizzi, A. Tannin-Based Rigid Foams: Characterization and Modification. Ind. Crops Prod. 2009, 29, 356–363. [Google Scholar] [CrossRef]
- Tondi, G.; Zhao, W.; Pizzi, A.; Du, G.; Fierro, V.; Celzard, A. Tannin-Based Rigid Foams: A Survey of Chemical and Physical Properties. Bioresour. Technol. 2009, 100, 5162–5169. [Google Scholar] [CrossRef] [PubMed]
- Westhoff, D.; Skibinski, J. Investigation of the Relationship between Morphology and Permeability for Open-Cell Foams Using Virtual Materials Testing. Mater. Des. 2018, 147, 1–10. [Google Scholar] [CrossRef]
- Lacoste, C.; Basso, M.C.; Pizzi, A.; Celzard, A.; Laborie, M.-P. Natural Albumin/Tannin Cellular Foams. Ind. Crops Prod. 2015, 73, 41–48. [Google Scholar] [CrossRef]
- Delucis, R.d.A.; Magalhães, W.L.E.; Petzhold, C.L.; Amico, S.C. Thermal and Combustion Features of Rigid Polyurethane Biofoams Filled with Four Forest-Based Wastes. Polym. Compos. 2018, 39, E1770–E1777. [Google Scholar] [CrossRef]
- Basso, M.C.; Lagel, M.-C.; Pizzi, A.; Celzard, A.; Abdalla, S. First Tools for Tannin-Furanic Foams Design. BioResources 2015, 10, 5233–5241. [Google Scholar] [CrossRef]
- Galvão, Á.C.P.; Farias, A.C.M.; Mendes, J.U.d.L. Obtaining and Characterization of the Rigid Polyurethane (PUR) Filled with Soda–Lime Glass Powder (GP) from Wasteof Lapping. HOLOS 2015, 5, 104–118. [Google Scholar] [CrossRef]
- Tondi, G.; Link, M.; Kolbitsch, C.; Petutschnigg, A. Infrared-Catalyzed Synthesis of Tannin-Furanic Foams. BioResources 2014, 9, 984–993. [Google Scholar] [CrossRef]
- Soltanpour, Z.; Mohammadian, Y.; Fakhri, Y. The Exposure to Formaldehyde in Industries and Health Care Centers: A Systematic Review and Probabilistic Health Risk Assessment. Environ. Res. 2022, 204, 112094. [Google Scholar] [CrossRef]
- Basso, M.C.; Giovando, S.; Pizzi, A.; Celzard, A.; Fierro, V. Tannin/Furanic Foams without Blowing Agents and Formaldehyde. Ind. Crops Prod. 2013, 49, 17–22. [Google Scholar] [CrossRef]
- Liu, B.; Zhou, Y.; Essawy, H.; Feng, S.; Li, X.; Liao, J.; Zhou, X.; Zhang, J.; Xie, S. Formaldehyde Free Renewable Thermosetting Foam Based on Biomass Tannin with a Lignin Additive. J. Renew. Mater. 2022, 10, 3009–3024. [Google Scholar] [CrossRef]
- Link, M.; Kolbitsch, C.; Tondi, G.; Ebner, M.; Wieland, S.; Petutschnigg, A. Formaldehyde-Free Tannin-Based Foams and Their Use as Lightweight Panels. BioResources 2011, 6, 4218–4228. [Google Scholar] [CrossRef]
- Jin, F.-L.; Zhao, M.; Park, M.; Park, S.-J. Recent Trends of Foaming in Polymer Processing: A Review. Polymers 2019, 11, 953. [Google Scholar] [CrossRef] [PubMed]
- Khiari, R.; Baaka, N.; Ammar, M.; Saad, M.K. Properties of Tannin-Glyoxal Resins Prepared from Lyophilized and Condensed Tannin. J. Text. Eng. Fash. Technol. 2017, 3, 705–711. [Google Scholar] [CrossRef]
- Gaugler, M.; Grigsby, W.J. Thermal Degradation of Condensed Tannins from Radiata Pine Bark. J. Wood Chem. Technol. 2009, 29, 305–321. [Google Scholar] [CrossRef]
- Chen, X.; Xi, X.; Pizzi, A.; Fredon, E.; Zhou, X.; Li, J.; Gerardin, C.; Du, G. Preparation and Characterization of Condensed Tannin Non-Isocyanate Polyurethane (NIPU) Rigid Foams by Ambient Temperature Blowing. Polymers 2020, 12, 750. [Google Scholar] [CrossRef] [PubMed]
- Zhang, A.; Li, J.; Zhang, S.; Mu, Y.; Zhang, W.; Li, J. Characterization and Acid-Catalysed Depolymerization of Condensed Tannins Derived from Larch Bark. RSC Adv. 2017, 7, 35135–35146. [Google Scholar] [CrossRef]
- Duval, A.; Avérous, L. Characterization and Physicochemical Properties of Condensed Tannins from Acacia Catechu. J. Agric. Food Chem. 2016, 64, 1751–1760. [Google Scholar] [CrossRef]
- Lee, S.H.; Lee, S.G.; Lee, J.S.; Ma, B.C. Understanding the Flame Retardant Mechanism of Intumescent Flame Retardant on Improving the Fire Safety of Rigid Polyurethane Foam. Polymers 2022, 14, 4904. [Google Scholar] [CrossRef]
- Zhu, H.; Wang, Z.; Liu, N.; Gao, W.; Xie, X.; Huang, M. Thermal Decomposition of Flexible Polyurethane Foam under Nitrogen and Air Atmospheres: Thermogravimetric Analysis by ETp Method. Thermochim. Acta 2023, 727, 179572. [Google Scholar] [CrossRef]
- Yadav, A.; de Souza, F.M.; Dawsey, T.; Gupta, R.K. Recent Advancements in Flame-Retardant Polyurethane Foams: A Review. Ind. Eng. Chem. Res. 2022, 61, 15046–15065. [Google Scholar] [CrossRef]
- Muhammed Raji, A.; Hambali, H.U.; Khan, Z.I.; Binti Mohamad, Z.; Azman, H.; Ogabi, R. Emerging Trends in Flame Retardancy of Rigid Polyurethane Foam and Its Composites: A Review. J. Cell. Plast. 2023, 59, 65–122. [Google Scholar] [CrossRef]
- Kolbitsch, C.; Link, M.; Petutschnigg, A.; Wieland, S.; Tondi, G. Microwave Produced Tannin-Furanic Foams. J. Mater. Sci. Res. 2012, 1, 84. [Google Scholar] [CrossRef]
- Pikhurov, D.V.; Sakhatskii, A.S.; Zuev, V.V. Rigid Polyurethane Foams with Infused Hydrophilic/Hydrophobic Nanoparticles: Relationship between Cellular Structure and Physical Properties. Eur. Polym. J. 2018, 99, 403–414. [Google Scholar] [CrossRef]
- Zhang, J.; Hori, N.; Takemura, A. Optimization of Preparation Process to Produce Polyurethane Foam Made by Oilseed Rape Straw Based Polyol. Polym. Degrad. Stab. 2019, 166, 31–39. [Google Scholar] [CrossRef]
- Tita, S.P.S.; de Paiva, J.M.F.; Frollini, E. Impact Strength and Other Properties of Lignocellulosic Composites: Phenolic Thermoset Matrices Reinforced with Sugarcane Bagasse Fibers. Polímeros 2002, 12, 228–239. [Google Scholar] [CrossRef]
- Brazilian Association of the Wood Panel Industry. Program Sector of the Quality of Medium Density Particleboard (MDP) and Medium Density Fiberboard (MDF)—Sector Report No. 044. Available online: https://pbqp-h.mdr.gov.br/wp-content/uploads/2021/09/RS-044.pdf (accessed on 15 September 2023).
- Zhao, W.; Pizzi, A.; Fierro, V.; Du, G.; Celzard, A. Effect of Composition and Processing Parameters on the Characteristics of Tannin-Based Rigid Foams. Part I: Cell Structure. Mater. Chem. Phys. 2010, 122, 175–182. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cell Thickness (µm) | Cell Length (µm) | Diameter (µm) | Length/Thickness |
|---|---|---|---|---|
| TA foam | 115.30 ± 61.89 a | 195.721 ± 80.99 a | 121.26 | 2.662 ± 2.28 a |
| PU foam | 215.21 ± 49.02 b | 350.795 ± 41.82 b | 209.57 | 1.726 ± 0.53 a |
| Material | Flat Compressive Strength (MPa) | Lateral Compression Strength (MPa) |
|---|---|---|
| TA sandwich | 0.16 ± 0.01 a | 3.09 ± 0.69 a |
| PU sandwich | 0.27 ± 0.01 b | 3.61 ± 0.02 a |
| Material | Moisture Content (%) | Apparent Density (kg/m3) |
|---|---|---|
| TA sandwich | 12.16 ± 0.22 b | 298.78 ± 5.57 a |
| PU sandwich | 6.52 ± 0.15 a | 226.65 ± 8.10 b |
| TA foam | 15.47 ± 0.52 b | 127.86 ± 3.37 a |
| PU foam | 5.55 ± 0.49 a | 48.33 ± 2.47 b |
| MDF plates | 7.99 ± 0.09 a | 789.58 ± 4.88 c |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodrigues, M.B.B.; Côrrea, R.; De Cademartori, P.H.G.; Ribeiro, A.C.R.; Coldebella, R.; Delucis, R.A.; Lunkes, N.; Missio, A.L. Bio-Based Tannin Foams: Comparing Their Physical and Thermal Response to Polyurethane Foams in Lightweight Sandwich Panels. Compounds 2024, 4, 1-16. https://doi.org/10.3390/compounds4010001
Rodrigues MBB, Côrrea R, De Cademartori PHG, Ribeiro ACR, Coldebella R, Delucis RA, Lunkes N, Missio AL. Bio-Based Tannin Foams: Comparing Their Physical and Thermal Response to Polyurethane Foams in Lightweight Sandwich Panels. Compounds. 2024; 4(1):1-16. https://doi.org/10.3390/compounds4010001
Chicago/Turabian StyleRodrigues, Marlon Bender Bueno, Ronan Côrrea, Pedro Henrique G. De Cademartori, Ana C. R. Ribeiro, Rodrigo Coldebella, Rafael A. Delucis, Nayara Lunkes, and André L. Missio. 2024. "Bio-Based Tannin Foams: Comparing Their Physical and Thermal Response to Polyurethane Foams in Lightweight Sandwich Panels" Compounds 4, no. 1: 1-16. https://doi.org/10.3390/compounds4010001