Abstract
The dough formation during the kneading for the industrial production of toast pan bread was examined using a series of mechanical tests to assess possible transformations in its rheological properties. For this purpose, the Young’s modulus of elasticity and squeeze flow viscometry of the doughs taken from various processing stages of the kneading process were determined. The rheological properties of the dough were assessed using dynamic and creep tests. Young’s modulus data revealed the changes in the elasticity of the dough exhibited during the different steps of kneading, whereas dynamic and creep tests indicated that throughout kneading, the dough displayed the behavior of a weak solid. Elongational viscosity measurements showed that the dough exhibited pseudoplastic behavior throughout the kneading process. The doughs from the various processing steps exhibited differences in zero shear viscosity values. It is suggested that the changes occurred during the processing stages, related to the development of secondary bonding within the gluten matrix.
1. Introduction
Kneading is a complex process involving various steps through which the dough for each individual type of bread is formed. During kneading, the dough is continuously transformed to acquire the desirable rheological characteristics required for the specific type of bread [1]. The first step is the mixing of the ingredients, which are blended in order to produce a relatively homogenous dough. At this stage, due to aeration, air is included in the mass, whereas the gluten fractions present are hydrated by the addition of water, and the consistency of the dough is increased [2]. The fibrils of the hydrated gluten stick to each other, forming a network of larger strands. Thus, both water and air are important contributors as far as the rheological properties of the dough are concerned. After mixing, the dough is developed by passing through a number of steps, such as dividing, rounding, intermediate proofing, molding, and panning. The goal of dough development is to produce a final dough with a uniform texture and the appropriate functional characteristics suitable for the production of a quality bakery product. Since texture development is critical, it is of outmost importance to be monitored by measuring the mechanical properties of dough using various rheological techniques. In industry, for quality control purposes, empirical instruments are employed, such as the farinograph, in order to assess the water hydration capacity of the flour and the extensiograph to assess the resistance of a dough to extension. On the other hand, a number of research works have been reported in the world literature assessing the rheological characteristics of dough by means of fundamental rheological tests such as uniaxial compression or extension, squeeze flow viscometry, oscillatory shear, or creep [3,4,5,6,7,8]. In the literature, many experimental studies have been conducted on the determination of extensional viscosity [9]. However, there are very few studies on lubricated squeeze flow experiments, particularly in the case of wheat flour dough [10,11]. In terms of Young’s modulus of elasticity measurements, Liu and Scanlon [12] reported that Young’s modulus of elasticity can be employed for assessing the physical texture of bread crumb. Recently, the mechanical properties of packaged sliced pan breads during staling have been investigated by determining the Young’s modulus of elasticity [13]. However, the reported experimental data are derived from measurements conducted using dough samples prepared in the lab with a single step of kneading; therefore, their applicability is questionable in terms of industrial applications. Hence, it is imperative to explore the rheological changes that occur through all the processing steps of kneading in industry using scientific rheological techniques in order to reliably assess the mechanisms involved in the development of dough under actual processing conditions. Most of the research papers deal with the effect of various components employed in the lab preparation of dough, e.g., the water content [14], surfactants [15], oxidation agents [16] and others [17], on the rheological behavior of the dough. The same applies for rheological studies, which deal with various experimental conditions, set in the lab, of dough preparation such as the temperature, time of mixing, aeration, varietal differences in wheat, and others. So far, to the best of our knowledge, there is no reported information concerning the study of the rheological characteristics of dough through the various processing steps of kneading, especially under conditions encountered in industry. The aim of the present work was to monitor the structural changes that occurred in the dough of the toast pan bread examined during the course of dough preparation up to the stage of the final proofing step as applied in the actual processing conditions of an industrial bakery. To achieve this, mechanical, dynamic, and creep tests were used to examine the structural changes and rheological properties of the dough samples. The selection of the measuring techniques employed in this work was based on the following assumptions: Young’s modulus of elasticity will assess the degree of elasticity, as a bulk property, exhibited by the samples throughout the various stages of kneading. The squeeze flow viscometry will assess the flowability of the dough during the processing steps caused by the action of extensional stresses imposed on the dough mass by means of the kneading equipment. On the other hand, dynamic and creep tests will assess the structural modifications, on a molecular level, that the dough mass undergoes after the various treatments take place during the process of kneading. Dough mixing leads to the reorganization of the dough protein structure [18]. That is, during the mixing process, gluten is hydrated by the water added to the mixture of dough ingredients, and depending on the degree of mixing, air is occluded in the liquid phase of the dough mass in the form of small nuclei, which enhances the mechanical properties of the dough. The mixing conditions, such as the mixing speed, temperature, and mixing time, may affect the gluten formation [19] and modify the dough consistency by promoting cross-linking within the gluten network [10]. There is no further occlusion of gas in subsequent stages (sheeting, molding, etc.) of the bread making process [20]. However, these following stages (dividing, sheeting, and molding) result in the subdivision of already existing gas cells, thus enhancing their number, size distribution, and uniformity [21]. On the other hand, when fermentation of the dough occurs either during pre-proofing or proofing, another mechanism takes place, which is the evolution of fermentation gases which rupture, to a certain degree, the gluten matrix. Similarly, Janssen et al. [22] reported that in the fermentation and baking stages, gluten strands may undergo rupture.
It should be noted that there is a paucity of studies in the literature focusing on the analysis of the rheological properties of doughs using these combined tests, particularly concerning the measurement of Young’s modulus of elasticity and the calculation of the elongational/extensional viscosity of flour doughs. It is believed that the present study will provide further information on the changes in the structure of the dough up to its final form before entering the oven for baking.
2. Materials and Methods
2.1. Materials
The main ingredients of the pan bread dough were wheat flour (70% of the milling yield), water, sucrose, baker’s yeast, margarine, emulsifiers DATEM (mono-, di-glycerides), potassium sorbate (as a preservative), citric acid, flavorings, β-carotene, vinegar, table salt, starch, ascorbic acid, and calcium propionate (as a preservative). The dough was prepared according to the recipe for white flour bread [23], with some modifications. The doughs contained 67% wheat flour. The concentration of salt was 1.5%, (on a flour basis), that of baker’s yeast was 1.5% (on a flour basis), that of sugar was 4% (on a flour basis), that of fat was 2%, and that of other additives was lower than 1% (on a flour basis). All materials were purchased from local suppliers.
2.2. Manufacturing Process of Dough Formation
The dough was prepared in a local factory on a continuous production line. After the initial mixing of the ingredients occurred in the mixer, which lasted about 15 min, the formed dough was unloaded to the hopper of the second stage, i.e., the chunker, which, within seconds, passed to the pre-proofer, where it remained for 15 min. Subsequently, it passed through the various plastification stages in seconds, up to the stage of final proofing, where the dough relaxed for 30 min before entering the oven.
In detail, the processing steps up to the proofing step were the following:
- Mixing: inside the mixer, all ingredients needed to form the dough are added, and the dough is formed.
- Chunker and molder: the dough in the chunker is divided into portions, and each portion is molded in the form of a ball in a conical rounder.
- Pre-proofing: the balls rest for about 15 min inside the proofer, where a preliminary fermentation takes place.
- Plastification 1: the fermented balls are passed through a pair of cylinders, rendering them into a sheet. Then, the sheet is converted into a roll by passing under a metal screen conveyor.
- Plastification 2: the rolls move, sandwiched between two belt conveyors, of which the upper remains static, whereas the under continuously moves in order to acquire better uniformity.
- Plastification 3: the rolls again move, sandwiched between two belt conveyors, of which the upper remains static, whereas the under continuously moves in order to acquire an even better uniformity.
- Proofing: the rolls enter a prover in order to rest prior to entering the oven for baking.
2.3. Sampling Protocol
The dough samples (weighing approximately 450 g) were taken from the seven processing steps (1—Mixing, 2—Chunker and molder, 3—Pre-proofing; 4—Plastification 1, 5—Plastification 2, 6—Plastification 3, 7—Proofing) of the individual production line almost simultaneously in order to ensure that they came from the same batch. They were quickly wrapped in polythene bags, placed in an insulated portable food container containing cool bags, which was kept refrigerated at 0 °C, and transported to the lab for measurements, which commenced within 15 min. The measurements concerned the following tests.
2.4. Mechanical Measurements
Uniaxial compression tests were carried out on dough samples with a Texture Analyser TA.XT.plus (Stable Micro Systems Ltd., Godalming, UK) operating in the compression mode. The measuring probe, a flat disk-shaped metal plunger (code P/100), was attached to the cell, which had a diameter of 10 cm. The load of the cell was 30 kg. The samples were molded using custom-built molds constructed from aluminum alloy, consisting of two semi-circular parts. When these parts were attached to each other, they formed a ring with an internal diameter of 5.1 cm and a height of 0.98 cm. The molded samples were measured at room temperature (25 °C). Prior to testing, the sample was placed on a rectangular glass plate with dimensions of 0.2 × 0.2 m, and the two ring parts of the mold were removed. Mechanical measurements were investigated by applying the Young’s modulus of elasticity test and the lubricated squeeze flow test.
2.4.1. Determination of Young’s Modulus
The probe speed was set to 0.1 mm/s, while the compression was set to 10% deformation of the initial sample height. The parameters recorded in real-time mode were the force, distance, and time. Stress–strain curves were plotted, and Young’s modulus was determined from the slope of the curve. All measurements were replicated twice.
2.4.2. Lubricated Squeeze Flow Experiments
The lubricated squeeze flow experiments were conducted following the procedure described by Bousi et al. [24]. To achieve perfect slip during the compression of the dough samples, a thin layer of paraffin oil was applied to the glass plate at the sample’s position before the mold containing the sample was placed. Then, the metal mold was removed, and paraffin oil was applied to the upper surface of the sample to create lubricated flow conditions. The compression of the samples was performed with a flat disk-shaped metal plunger (code P/100) attached to the cell, whose diameter was 10 cm. The load of the cell was 30 kg. To avoid artifacts caused by friction, the surface of the plunger in contact with the sample was lubricated with a thin layer of liquid paraffin. The samples were uniaxially compressed to 50% of their initial height. The compression tests were performed, employing the constant strain rate mode. Four series of measurements were carried out at constant strain rates, i.e., nominal values of 1%, 4%, 7%, and 10%. The compression speed employed was set to 0.1 mm/s. Throughout measurements, a real-time data logging of the force was applied, and the corresponding time was conducted. All samples were tested in triplicate. The measurements were performed at ambient temperature (24.0 ± 1.0 °C).
The calculation of elongational viscosity relied on the assumption that homogeneous deformation obtained, i.e., the perfect slip of the sample at the boundary was achieved. Thus, the average normal (vertical) stress difference σ = Trr − Tzz was calculated as the momentary compressive force F(t) divided by the cross-sectional area of the specimen, i.e.,
the biaxial flow components were derived from
where Vz and Vr are the normal and radial velocity components, respectively, H(t) is the momentary sample height at time t, and r is the radial distance. The momentary strain rate is defined as
The biaxial strain rate is defined as [25]
When steady flow is achieved, i.e., the stress and strain rates reach constant values, then the elongational viscosity [26] derives from Equation (6):
2.5. Dynamic Tests
The rheological experiments were performed using a DMA rheometer, Bohlin model CVOR 150 (Malvern Ltd., Worcestershire, UK). The instrument’s sample holder was a cross-hatched plate (height 1 cm and diameter 4 cm) attached to the Peltier system of the instrument, as described elsewhere [24]. The measuring attachment of the rheometer was also a cross-hatched plate with a diameter of 4 cm, carefully lowered until it was just touching the upper surface of the sample. A thin layer of paraffin oil was applied around the edge of the sample to prevent water evaporation. The instrument was operated in the oscillatory mode by applying a controlled strain for a frequency sweep range from 0.01 to 6 Hz. This frequency sweep range was selected in order to avoid artifacts arising from natural resonance effects that occurred in frequency values beyond 6 Hz, when the system operates in the controlled strain mode. The strain values attained were well within the linear viscoelastic region and ranged from 1 × 10−6 to 1 × 10−5 depending on the sample under testing. All measurements were conducted in triplicate for each shearing mode employed, and the temperature of testing was set to 4 °C. The coefficient of variation (CV) was approximately 2% for all the measurements.
2.6. Creep Experiments
The measurements were performed using a Bohlin rheometer model CVOR 150 (Malvern Ltd., UK). The samples were loaded on a cross-hatched plate which was tightly fixed on the heating/cooling Peltier system of the instrument. The measuring accessory of the rheometer, which was also a cross-hatched plate with a diameter of 4 cm, was carefully lowered until the plate was just touching the upper surface of the sample, and thin paraffin oil was placed around the periphery of the sample to prevent water evaporation from the sample. During the creep, the shear stress applied was 1.0 Pa, and the duration of the stress application was set to a maximum of 180 s. The instrument was programmed to automatically be accepting of steady state compliance, with the acceptance to be made after the steady state was achieved for 20 s. The duration for creep recovery was set to 180 s. In all experiments, steady state compliance was achieved with a creep time less than the set value of 180 s. In all measurements, the total strain values attained ranged from 1 × 10−4 to 1 × 10−3, which further confirmed that all samples were tested well within their linear viscoelastic limits. For each sample, the measurements were replicated three times. The temperature of the measurements was set at 4 °C.
The analysis of creep data was performed using the specialized software of the rheometer and concerned the recovery part of the creep–recovery curves obtained during measurements. It models Recovery Compliance (JR) as a function of Recovery Time (t) according to the equation [27] below:
where Jg: instantaneous elastic compliance, JR: retarded compliance, τr: retardation time of the Kelvin component, ηο: zero shear viscosity, m: total number of Kelvin elements in the Burgers model.
3. Results and Discussion
3.1. Young’s Modulus of Elasticity
Figure 1 shows the Young’s modulus values obtained for the toast bread dough samples at various stages of dough formation. As shown in Figure 1, at the stage of mixing, the elasticity developed was not so high compared with that at the chunker and molding stages, which increased considerably, presumably due to the transformation of dough portions into balls where the entanglements in the gluten matrix became denser. This can be attributed to the presence of disulfide bonds created due to the oxidation of the ascorbic acid added to the dough by means of air entrapped inside the dough during mixing. It is well known that ascorbic acid undergoes oxidation by ascorbate oxidase, resulting in the formation of dehydroascorbic acid, which oxidizes endogenous glutathione to its disulfide form [28]. At the stage of pre-proofing, the elasticity of the dough was slightly increased, possibly due to the further rearrangement of the dough network. On the other hand, at stages four and five, the elasticity was greatly reduced, possibly due to the continuous compression of the dough, causing the disruption of entanglements formed in the gluten’s matrix and the formation of thin sheets in the form of fibrils. At stage six, the gluten matrix seems to recover as far as the elasticity is concerned, and this might be due to the strain hardening effect. Finally, the dough inside the proofer maintains its elasticity, albeit to a slightly lesser extent, despite the extension caused by the evolution of fermentation gasses—again, possibly due to the strain hardening effect.
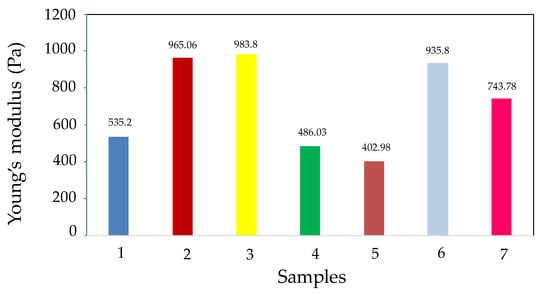
Figure 1.
Young’s modulus of elasticity results of toast bread dough samples obtained from the various kneading steps: 1—Mixing; 2—Chunker and molder; 3—Pre-proofing; 4—Plastification 1; 5—Plastification 2; 6—Plastification 3; 7—Proofing.
3.2. Dynamic and Creep Tests
Figure 2a depicts the G′ modulus curves of the samples taken from the kneading stages of dough for the production of toast bread. It can be seen that the toast bread dough shows the behavior of a weak viscoelastic solid since the G′ modulus values increase with the increase in the frequency of oscillation. Figure 2a shows only the G′ modulus curves and not the G″ modulus curves to avoid confusion due to the great number of curves. At any rate, in all samples, the G′ modulus curves were higher than the G″ modulus curves. The G′ modulus values for the mixing stage appear (Figure 2a) to be lower than the rest of the stages, with the exception of the pre-proofing stage values, which are identical. On the other hand, the curves corresponding to the chunker and plasticization 1 stages exhibit higher G′ modulus values. This means that, during mixing, the dough was not hydrated to the point of creating an intense gluten matrix, and its elasticity was rather low, whereas in the case of pre-proofing, due to the evolution of gases, the matrix assumed an open structure, which weakened the elasticity of the network. On the other hand, the transformation of the dough into the shape of a ball occurred in the chunker stage, and that of a roll occurred in the plastification stage, which helped to increase the elasticity of the dough thanks to the formation of more entanglements, possibly due to the creation of more secondary bonds. The same applies at the stage of plastification 2, where the dough achieves better uniformity. As for the stages plastification 3 and proofing, again, the elasticity was reduced to a certain degree, possibly due to the breakage of a number of secondary bonds. The decrease in elasticity could be attributed to the fact that yeast is subjected to stress at low temperatures, resulting in the production of glutathione, which forms disulfide bonds (S-S) with sulfhydryl (SH) groups [29]. Consequently, the high-molecular-weight glutenin chains (HMW-GLU) break down, causing a decrease in the modulus of elasticity, and thus, the dough’s gluten network cannot retain CO2 [30].
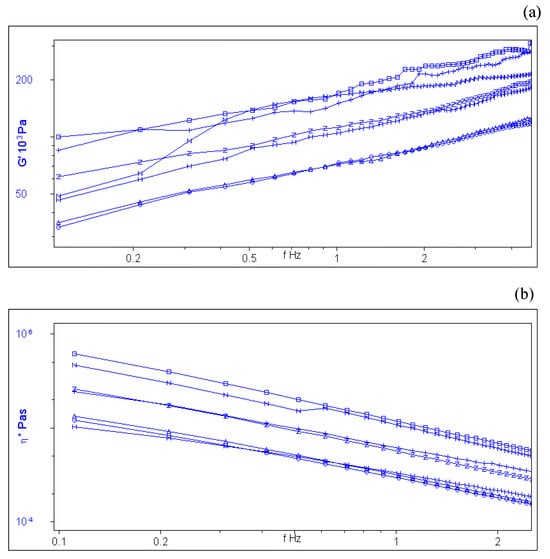
Figure 2.
(a) Mechanical spectra of toast bread dough samples obtained from the various stages of the kneading process: 1—Mixing, O; 2—Chunker and molder, •; 3—Pre-proofing, Δ; 4—Plastification 1, +; 5—Plastification 2, N; 6—Plastification 3, H; 7—Proofing, Z. (b) Complex viscosity curves of toast bread dough samples from various stages of the kneading process, as a function of the frequency of oscillation: 1—Mixing, O; 2—Chunker and molder, •; 3—Pre proofing, Δ; 4—Plastification 1, +; 5—Plastification 2, N; 6—Plastification 3, H; 7—Proofing, Z.
As for the complex viscosity (η*) values exhibited by toast bread dough samples, Figure 2b shows that the viscosity curves of the samples taken from the chunker and plastification 2 stages are higher than those of the other stages, whereas those of mixing, pre-proofing, and plastification 3 are the lowest. Létang et al. [31] and Gómez et al. [32] reported that different mixing times could affect the rheological properties of the doughs. Skerrit et al. [33] noted that prolonged mixing results in a reduction in the molecular weight of the glutenin macropolymer and the disruption and release of glutenin polymers from the dough.
Concerning the creep tests carried out for the samples obtained from the various stages of the dough formation of toast bread, it can be seen in Table 1 that, in general, there is an agreement regarding the elasticity exhibited by the dough samples when the results obtained from the creep tests are compared with the analogous ones obtained for the Young’s modulus of elasticity. Thus, the elasticity at the mixing stage (Table 1) is mainly due to secondary bonds which were broken and reform after a time interval calculated for the corresponding retardation time, which, in the case of this stage, is 5.1 s. It is worth mentioning that the viscoelasticity properties of the dough are related to the glutenin composition [34]. Lancelot et al. [35] reported that during the mixing process, the intermolecular disulfide bonds mainly contribute to the structural development of the dough and to the stability of the gluten network. It should be noted that dynamic and creep tests were performed at 4 °C to prevent the activation of the yeast, which can affect the dough formation [36]. Since the low temperatures strengthen and increase hydrogen bonds [37,38,39], testing dough at low temperatures in dynamic and creep tests could enhance the stability of the dough samples.

Table 1.
Creep parameters in toast pan bread dough samples taken from various stages of the kneading process.
Moreover, a number of secondary bonds had been stretched without being broken and recovered after the stress was removed, as indicated by the instantaneous elastic modulus value of 5291 Pa (Table 1). At the second stage, which is the chunker, it can be seen in Figure 1 that the Young’s modulus value is higher than that of the mixing stage, and the same applies in the case of the creep test, where the combined values of the elastic moduli are higher than those of the mixing stage. Quite similarly, concerning the stage of pre-proofing, the elasticity exhibited (Table 1) is also higher than that of the mixing stage, which is also the case for the Young’s modulus test (Figure 1). In the case of the plastification 1 stage, it can be seen (Table 1) that the values of the elastic moduli are lower than those of the pre-proofing and chunker stages and quite similar to those of the mixing stage. As for the plastification 2 stage, the instantaneous elastic modulus value is lower than those exhibited at the other stages, and this coincides with the analogous results obtained from the Young’s modulus test. However, in the case of the plastification 3 stage, it can be seen that there is a considerable discrepancy between the values of the elastic moduli obtained from the creep tests and Young’s modulus tests. That is, although the creep test reveals a rather high value (14,695 Pa) of instantaneous elasticity indicating that the structure of the dough is quite compact due to compression carried out in order to form a thin film, allowing for the creation of many secondary bonds, nevertheless, it does not correspond to that high value of the modulus of elasticity obtained from the Young’s modulus test. It is possible that the high value observed for the Young’s modulus could be attributed to the strain hardening effect caused by the continuous compression of the material, causing fatigue. As for the proofing stage, the elasticity exhibited is considerably high. Instantaneous elasticity means the secondary bonds present are quite strong, presumably hydrogen bonds and disulfide bonds, which are stressed without breaking, and as soon as the stress was removed, they fully recovered, remaining on site. This elasticity is similar to that exhibited by the Young ’s modulus test. Wang and Sun [40] reported that high recovery strain values are positively related to the bread loaf volume. It should be mentioned that the presence of other ingredients, such as salt [41] and shortening [42], could affect the rheological properties of the dough.
Figure 3 shows the zero-shear viscosity (ηο) values of samples from the various stages of the kneading process of toast bread dough formation as they were obtained from the creep–recovery curves. It can be seen (Figure 3) that the ηο values of the last three stages of the kneading process are higher than those of the first four samples, indicating that at these three stages, the structure of the dough became more cohesive, resulting in the increase in the zero shear viscosity.
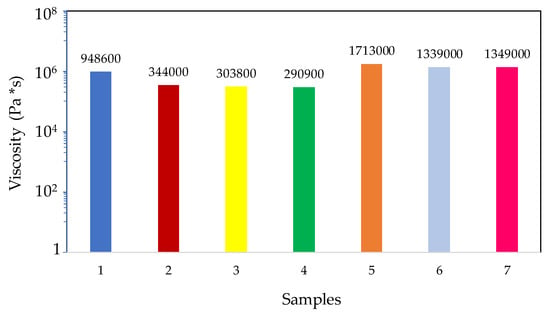
Figure 3.
Zero shear viscosity values of toast bread dough samples from the various stages of the kneading process: 1—Mixing; 2—Chunker and molder; 3—Pre-proofing; 4—Plastification 1; 5—Plastification 2; 6—Plastification 3; 7—Proofing.
3.3. Lubricated Squeeze Flow Viscometry
Using the equations for lubricated squeeze flow presented in Section 2, the experimental data obtained from the measurements carried out, the elongation viscosity flow curves were constructed. The typical force–distance curves and the curves of the elongational viscosity of the toast bread dough samples obtained from the various stages of the kneading process are presented in Figure 4 and Figure 5, respectively. For better understanding, it was decided to take elongational viscosity values from the plateau region of the curves, where the flow was stabilized. Graphs of elongational viscosity were then constructed in relation to the corresponding values of the biaxial strain rates for all of the examined samples. It is noted that the actual values of elongational viscosity correspond to those observed in the plateau region. In this section of the curve, the flow was stabilized, whereas in the rising section, the flow continuously changes (transient flow regime). Based on the above, the flow curves of elongational viscosity versus the biaxial strain rate of the toast pan bread dough samples obtained from various stages of the dough formation process are shown in Figure 6. The flow curves, as shown in Figure 5 and Figure 6, indicate that all samples exhibited similar pseudoplastic flow behavior under plug flow conditions. Turbin-Orger et al. [10] reported that during fermentation, elongational viscosity limited the loss of dough stability, possibly due to the resistance of the dough matrix to bubble growth. Nevertheless, the stages of proofing, plastification 2, and plastification 3 show a slightly higher viscosity, and this is in agreement with the results obtained from the creep tests and concern the zero-shear viscosity. Ktenioudaki et al. [43] found that there is a negative relationship between the biaxial extensional viscosity and loaf volume.
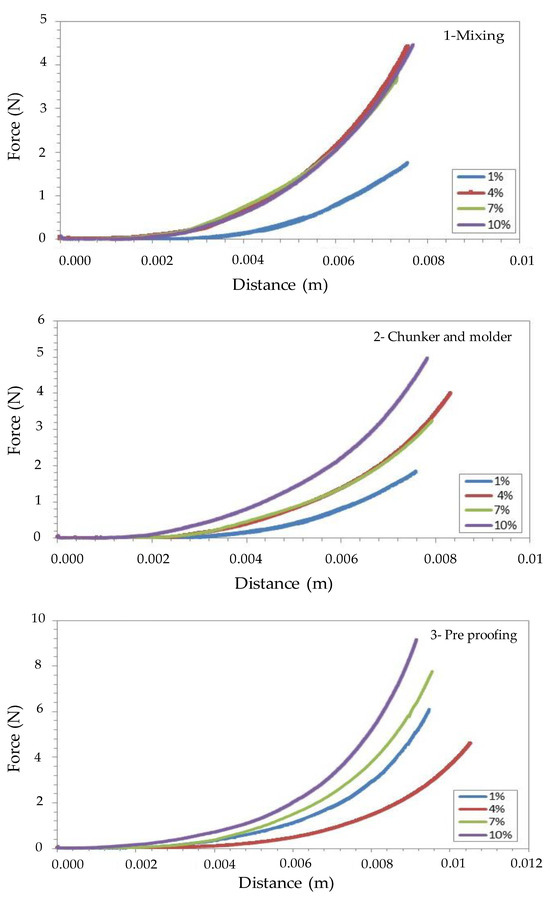
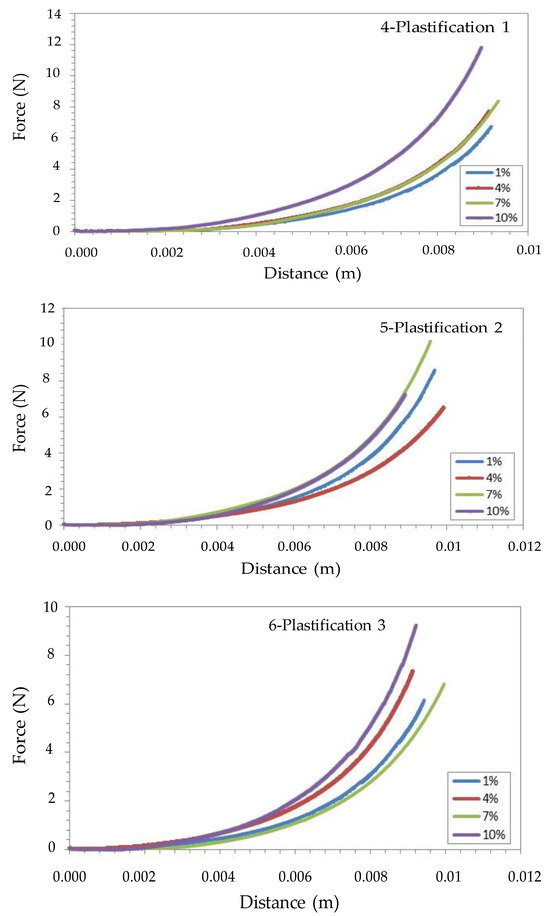
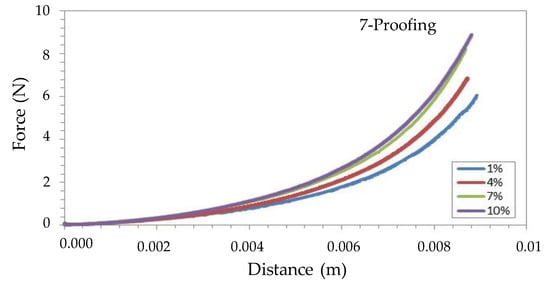
Figure 4.
Force–distance curves of toast bread dough samples obtained from the various stages of the kneading process: 1—Mixing; 2—Chunker and molder; 3—Pre-proofing; 4—Plastification 1; 5—Plastification 2; 6—Plastification 3; 7—Proofing; under constant strain rate (nominal) values of 1.0–4.0–7.0–10.0%.
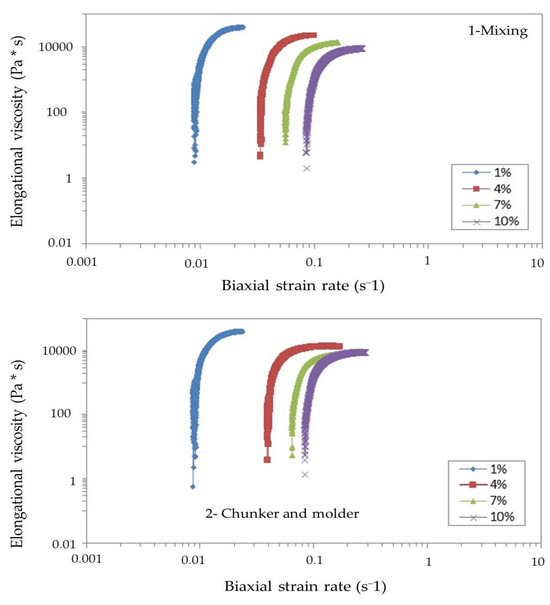
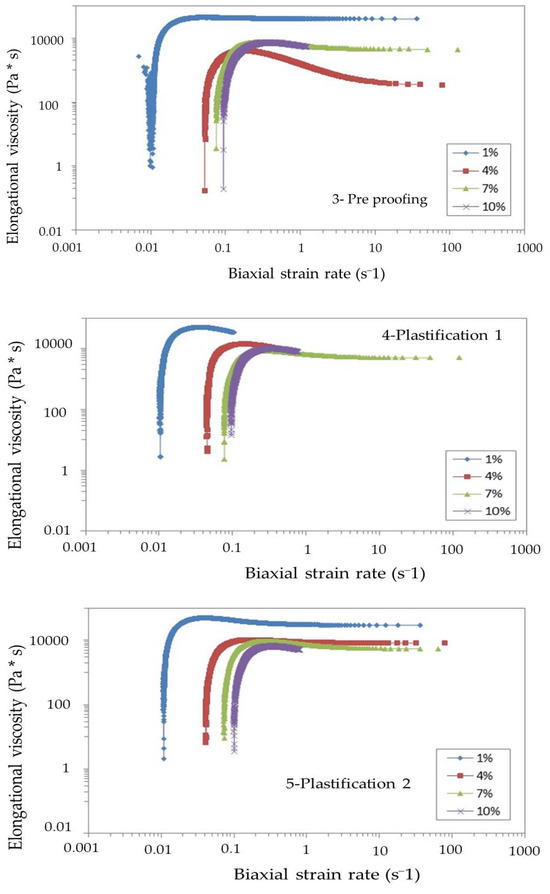
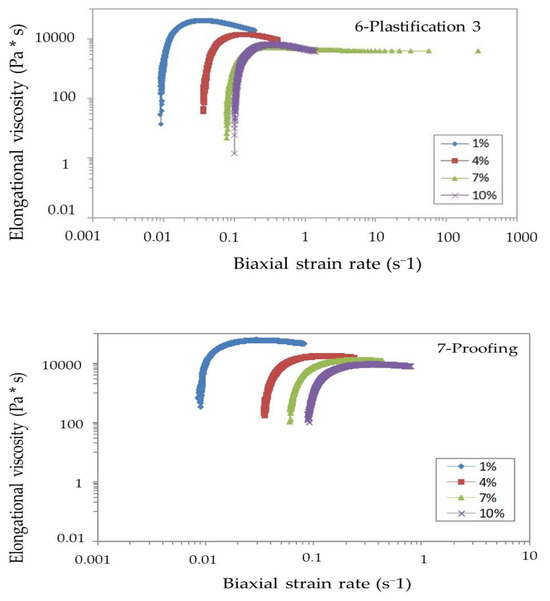
Figure 5.
Flow curves of the elongational viscosity of toast bread dough samples obtained from the various stages of the kneading process: 1—Mixing; 2—Chunker and molder; 3—Pre-proofing; 4—Plastification 1; 5—Plastification 2; 6—Plastification 3; 7—Proofing; as a function of the biaxial strain rate calculated at constant strain rates of nominal values of 1%, 4%, 7%, and 10%.
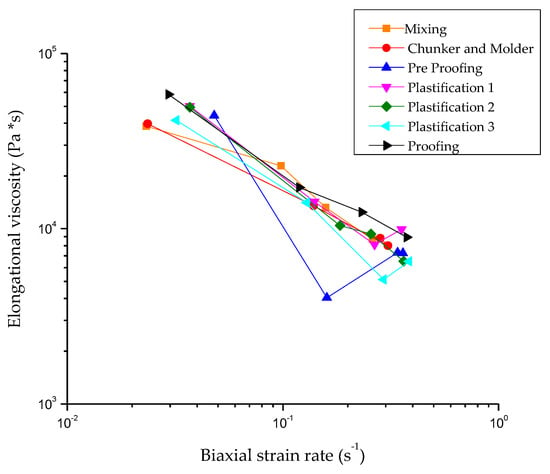
Figure 6.
Flow curves of elongational viscosity versus the biaxial strain rate of toast pan bread dough samples obtained from various stages of the dough formation process.
4. Conclusions
The results obtained in this work concerned the rheological and structural characteristics of the dough formation that evolved during the various kneading steps of toast bread. The dough inside the proofer maintained its elasticity. The zero shear viscosity values of the doughs from the last three stages (Plastification 2, Plastification 3, Proofing) of the kneading process were higher than those of the first four samples (Mixing, Chunker and molder, Pre-proofing, Plastification 1). The doughs from the stages of Proofing, Plastification 2, and Plastification 3 exhibited a higher elongational viscosity than those from the other stages. These results indicated that the combined effect of the rheological tests employed helped to describe in a rather satisfactory manner the changes in the structure of the dough up to its final form before entering the oven for baking. It appears that these changes were related to the development of secondary bonding that occurred in the gluten matrix, which underwent transformations due to mechanical action during the mixing of the ingredients, lamination, rolling, sheeting, dividing, and proofing.
Author Contributions
Conceptualization, A.M. and S.R.; methodology, A.M., E.N. and S.R.; investigation, A.M., E.N. and S.R.; writing—original draft preparation, A.M. and S.R.; writing—review and editing, A.M. and S.R.; supervision, A.M. and S.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Cappelli, A.; Bettaccini, L.; Cini, E. The kneading process: A systematic review of the effects on dough rheology and resulting bread characteristics, including improvement strategies. Trends Food Sci. Technol. 2020, 104, 91–101. [Google Scholar] [CrossRef]
- Peighambardoust, S.H.; Fallah, E.; Hamer, R.J.; Van der Goot, A.J. Aeration of bread dough influenced by different way of processing. J. Cereal Sci. 2010, 51, 89–95. [Google Scholar] [CrossRef]
- Kokelaar, J.J.; van Vliet, T.; Prins, A. Strain Hardening Properties and Extensibility of Flour and Gluten Doughs in Relation to Breadmaking Performance. J. Cereal Sci. 1996, 24, 199–214. [Google Scholar] [CrossRef]
- Wikström, K.; Bohlin, L. Extensional Flow Studies of Wheat Flour Dough. II. Experimental Method for Measurements in Constant Extension Rate Squeezing Flow and Application to Flours Varying in Breadmaking Performance. J. Cereal Sci. 1999, 29, 227–234. [Google Scholar]
- Dobraszczyk, B.J.; Morgenstern, M.P. Rheology and the breadmaking process. J. Cereal Sci. 2003, 38, 229–245. [Google Scholar] [CrossRef]
- Launay, B.; Michon, C. Biaxial extension of wheat flour doughs: Lubricated squeezing flow and stress relaxation properties. J. Texture Stud. 2008, 39, 496–529. [Google Scholar] [CrossRef]
- Sroan, B.S.; Bean, S.R.; MacRitchie, F. Mechanism of gas cell stabilization in bread making. I. The primary gluten–starch matrix. J. Cereal Sci. 2009, 49, 32–40. [Google Scholar] [CrossRef]
- Pai, D.A.; Blake, O.A.; Hamaker, B.R.; Campanella, O.H. Importance of extensional rheological properties on fiber-enriched corn extrudates. J. Cereal Sci. 2009, 50, 227–234. [Google Scholar] [CrossRef]
- Kontou, V.; Dimitreli, G.; Raphaelides, S.N. Elongational flow studies of processed cheese spreads made from traditional greek cheese varieties. LWT-Food Sci. Technol. 2019, 107, 318–324. [Google Scholar] [CrossRef]
- Turbin-Orger, A.; Shehzad, A.; Chaunier, L.; Chiron, H.; Della Valle, G. Elongational properties and proofing behaviour of wheat flour dough. J. Food Eng. 2016, 168, 129–136. [Google Scholar] [CrossRef]
- Marinopoulou, A.; Kagioglou, G.; Vacharakis, N.; Raphaelides, S.; Papageorgiou, M. Effects of the Incorporation of Male Honey Bees on Dough Properties and on Wheat Flour Bread’s Quality Characteristics. Foods 2013, 12, 4411. [Google Scholar] [CrossRef]
- Liu, Z.; Scanlon, M.G. Understanding and modeling the processing—Mechanical property relationship of bread crumb assessed by indentation. Cereal Chem. 2002, 79, 763–767. [Google Scholar] [CrossRef]
- Marinopoulou, A.; Petridis, D.; Raphaelides, S.N. Assessment of textural changes in sliced pan bread on aging using sensory and instrumental methods. J. Food Process. Preserv. 2019, 43, 13982. [Google Scholar] [CrossRef]
- Sun, X.; Koksel, F.; Scanlon, M.G.; Nickerson, M.T. Effects of water, salt, and mixing on the rheological properties of bread dough at large and small deformations: A review. Cereal Chem. 2022, 99, 709–723. [Google Scholar] [CrossRef]
- Indrani, D.; Rao, G.V. Influence of surfactants on rheological characteristics of dough and quality of parotta. Int. J. Food Sci. Technol. 2003, 38, 47–54. [Google Scholar] [CrossRef]
- Shanmugavel, V.; Komala Santhi, K.; Kurup, A.H.; Kalakandan, S.; Anandharaj, A.; Rawson, A. Potassium bromate: Effects on bread components, health, environment and method of analysis: A review. Food Chem. 2020, 311, 125964. [Google Scholar] [CrossRef]
- Correa, M.J.; Pérez, G.T.; Ferrero, C. Pectins as Breadmaking Additives: Effect on Dough Rheology and Bread Quality. Food Bioprocess Technol. 2012, 5, 2889–2898. [Google Scholar] [CrossRef]
- Feng, Y.; Zhang, H.; Wang, J.; Chen, H. Dynamic Changes in Glutenin Macropolymer during Different Dough Mixing and Resting Processes. Molecules 2021, 26, 541. [Google Scholar] [CrossRef]
- Van der Mijnsbrugge, A.; Auger, F.; Frederix, S.; Morel, M.-H. Image analysis of dough development: Impact of mixing parameters and wheat cultivar on the gluten phase distribution. J. Food Eng. 2015, 171, 102–110. [Google Scholar] [CrossRef]
- Baker, J.C.; Mize, M.D. Gas occlusion during dough mixing. Cereal Chem. 1946, 23, 39–51. [Google Scholar]
- Ćurić, D.; Novotni, D.; Smerdel, B. Engineering Aspects of Cereal and Cereal-Based Products; Guiné, P.F.R., Correia, M.R.P., Eds.; CRC Press-Taylor & Francis Group: Boca Raton, FL, USA, 2013. [Google Scholar]
- Janssen, F.; Wouters, A.G.B.; Delcour, J.A. Gas cell stabilization by aqueous-phase constituents during bread production from wheat and rye dough and oat batter: Dough or batter liquor as model system. Compr. Rev. Food Sci. Food Saf. 2021, 20, 3881–3917. [Google Scholar] [CrossRef] [PubMed]
- Cauvain, S.P.; Clark, R.H. Baking Technology and Nutrition: Towards a Healthier World; Wiley-Blackwell: Oxford, UK, 2019. [Google Scholar]
- Bousi, C.; Sismanidou, O.X.; Marinopoulou, A.; Raphaelides, S. Effect of sugar addition on the elongational and shearing deformation behavior of sesame paste systems. LWT-Food Sci. Technol. 2022, 153, 112479. [Google Scholar] [CrossRef]
- Chatraei, S.; Macosko, C.W.; Winter, H.H. A new biaxial extensional rheometer. J. Rheol. 1981, 25, 433–443. [Google Scholar] [CrossRef]
- Dealy, J.M. Official nomenclature for material functions describing the response of a viscoelastic fluid to various shearing and extensional deformations. J. Rheol. 1984, 37, 179–191. [Google Scholar] [CrossRef]
- Steffe, J.F. Rheological Methods in Food Process Engineering, 2nd ed.; Freeman Press: East Lansing, MI, USA, 1996. [Google Scholar]
- Koehler, P. Effect of Ascorbic Acid in Dough: Reaction of Oxidized Glutathione with Reactive Thiol Groups of Wheat Glutelin. J. Agric. Food Chem. 2003, 51, 4954–4959. [Google Scholar] [CrossRef]
- Giannou, V.; Tzia, C.; LeBail, A. Quality and safety of frozen bakery products. In Handbook of Frozen Food Processing and Packaging; Sun, D.-W., Ed.; Marcel Dekker: New York City, NY, USA, 2005; pp. 501–528. [Google Scholar]
- Yi, J.; Kerr, W.L. Combined effects of freezing rate, storage temperature and time on bread dough and baking properties. LWT-Food Sci. Technol. 2009, 42, 1474–1483. [Google Scholar] [CrossRef]
- Létang, C.; Piau, M.; Verdier, C. Characterization of wheat flour-water doughs. Part I: Rheometry and microstructure. J. Food Eng. 1999, 41, 121–132. [Google Scholar] [CrossRef]
- Gómez, A.; Ferrero, C.; Calvelo, A.; Añón, M.C.; Puppo, M.C. Effect of Mixing Time on Structural and Rheological Properties of Wheat Flour Dough for Breadmaking. Int. J. Food Prop. 2011, 14, 583–598. [Google Scholar] [CrossRef]
- Skerrit, J.H.; Hac, L.; Bekes, F. Depolymerization of the glutenin macropolymer during mixing: I. Changes in levels, molecular weight distribution, and overall composition. Cereal Chem. 1999, 76, 395–401. [Google Scholar] [CrossRef]
- Hernández-Estrada, Z.J.; Rayas-Duarte, P.; Figueroa, J.D.C.; Morales-Sánchez, E. Creep recovery tests to measure the effects of wheat glutenins on doughs and the relationships to rheological and breadmaking properties. J. Food Eng. 2014, 143, 62–68. [Google Scholar] [CrossRef]
- Lancelot, E.; Fontaine, J.; Grua-Priol, J.; Assaf, A.; Thouand, G.; Le-Bail, A. Study of structural changes of gluten proteins during bread dough mixing by Raman spectroscopy. Food Chem. 2021, 358, 129916. [Google Scholar] [CrossRef]
- Van Rooyen, J.; Simsek, S.; Oyeyinka, S.A.; Manley, M. Wheat starch structure–function relationship in breadmaking: A review. Compr. Rev. Food Sci. Food Saf. 2023, 22, 2292–2309. [Google Scholar] [CrossRef]
- Brandner, S.; Becker, T.; Jekle, M. Classification of starch-gluten networks into a viscoelastic liquid or solid, based on rheological aspects—A review. Int. J. Biol. Macromol. 2019, 136, 1018–1025. [Google Scholar] [CrossRef] [PubMed]
- Quayson, E.T.; Marti, A.; Bonomi, F.; Atwell, W.; Seetharaman, K. Structural modification of gluten proteins in strong and weak wheat dough as affected by mixing temperature. Cereal Chem. 2016, 93, 189–195. [Google Scholar] [CrossRef]
- Kontogiorgos, V.; Kasapis, S. Temperature dependence of relaxation spectra for highly hydrated gluten networks. J. Cereal Sci. 2010, 52, 100–105. [Google Scholar] [CrossRef]
- Wang, F.C.; Sun, X.S. Creep-recovery of wheat flour doughs and relationship to other physical dough tests and breadmaking performance. Cereal Chem. 2002, 79, 567–571. [Google Scholar] [CrossRef]
- Tan, H.; Tan, T.; Easa, A.M. Effects of sodium chloride or salt substitutes on rheological properties and water-holding capacity of flour and hardness of noodles. Food Struct. 2020, 26, 100154. [Google Scholar] [CrossRef]
- Mert, B.; Demirkesen, I. Evaluation of highly unsaturated oleogels as shortening replacer in a short dough product. LWT-Food Sci. Technol. 2016, 68, 477–484. [Google Scholar] [CrossRef]
- Ktenioudaki, A.; Butler, F.; Gallagher, E. Rheological properties and baking quality of wheat varieties from various geographical regions. J. Cereal Sci. 2010, 51, 402–408. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).