
A Suggested Vacuum Bagging Process for the Fabrication of Single-Walled Carbon Nanotube/Epoxy Composites That Maximize Electromagnetic Interference Shielding Effectiveness


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
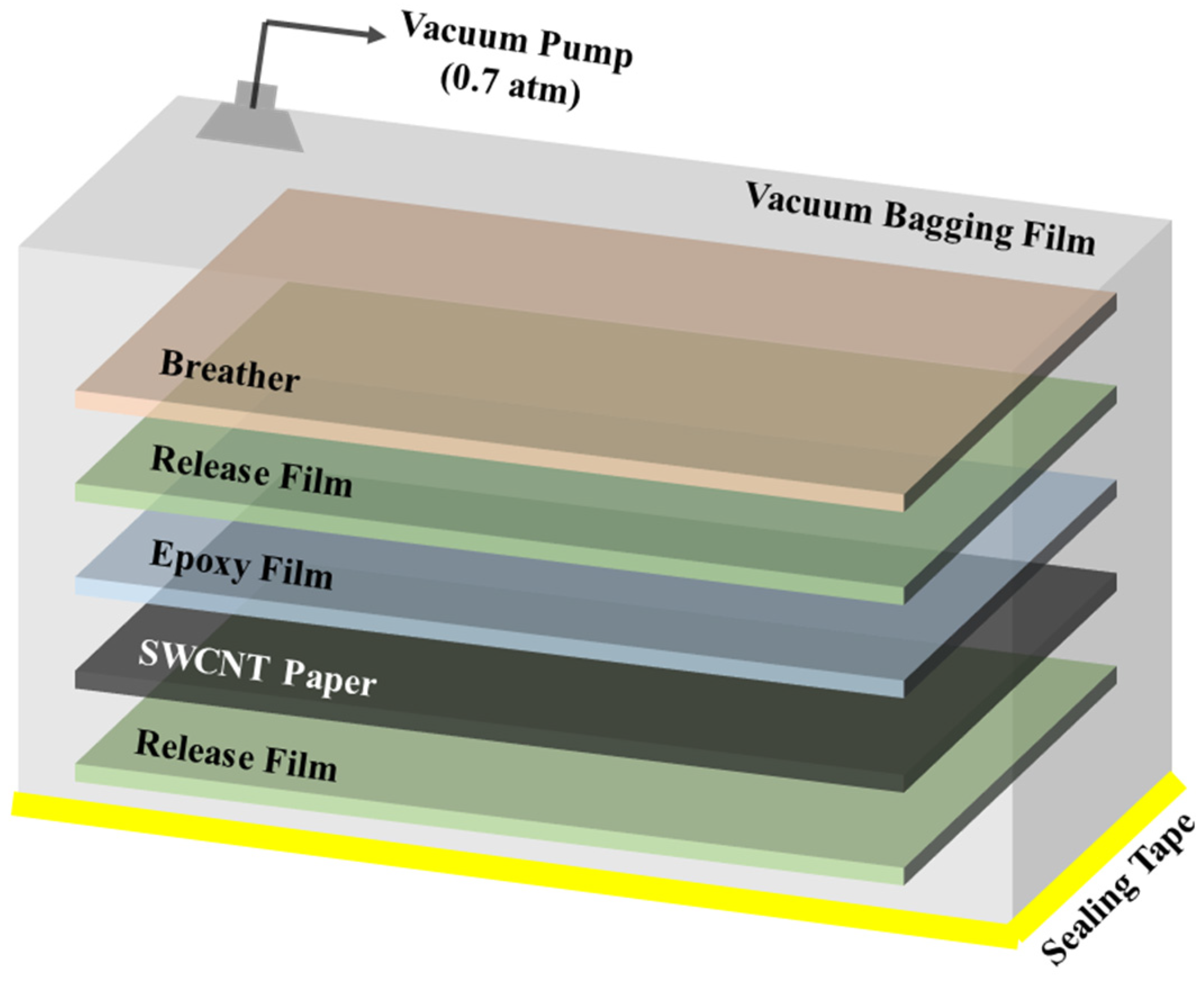
2.2. Fabrication Methods
2.3. Measurements
3. Results and Discussion
3.1. Morphology
3.2. TGA
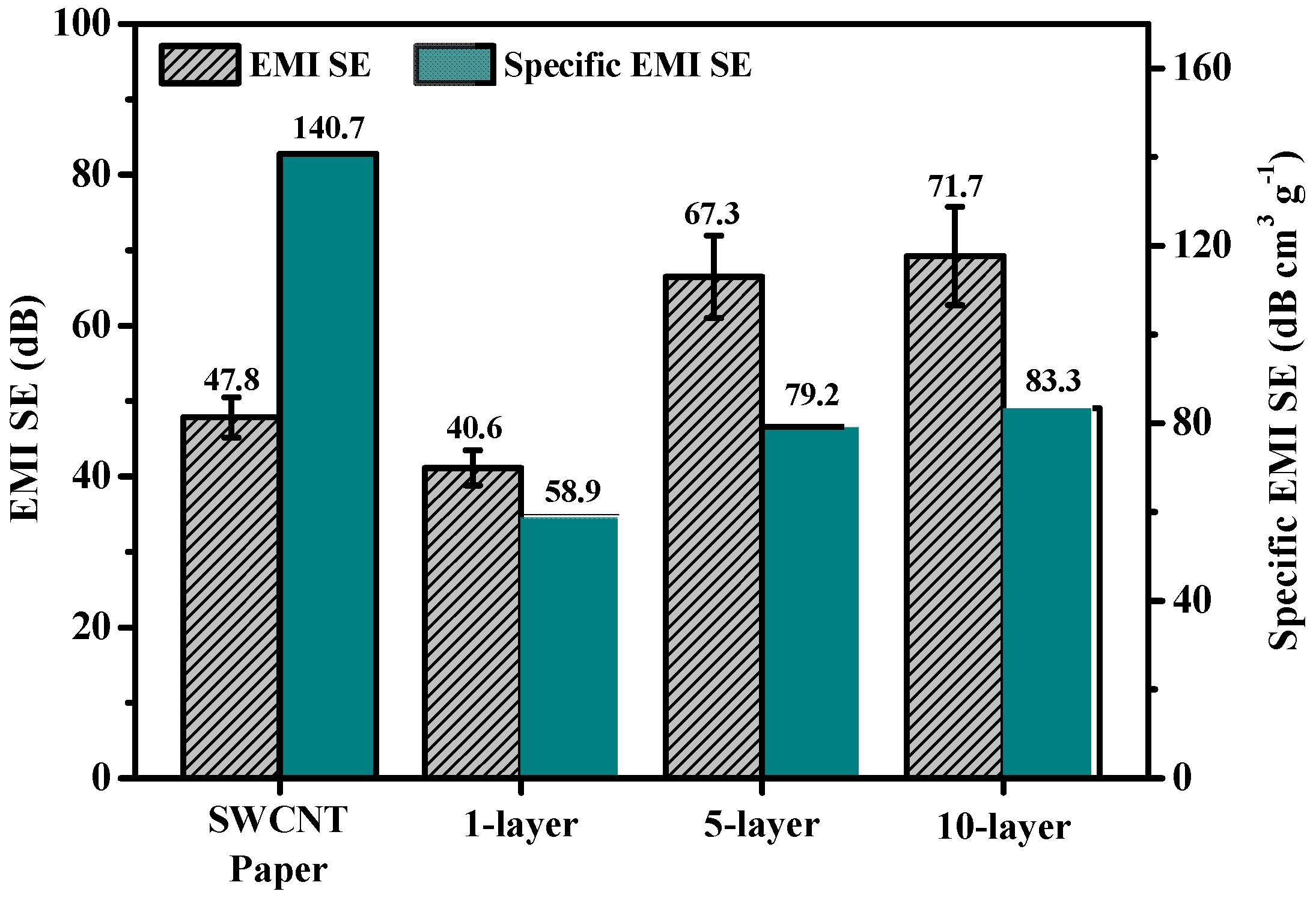
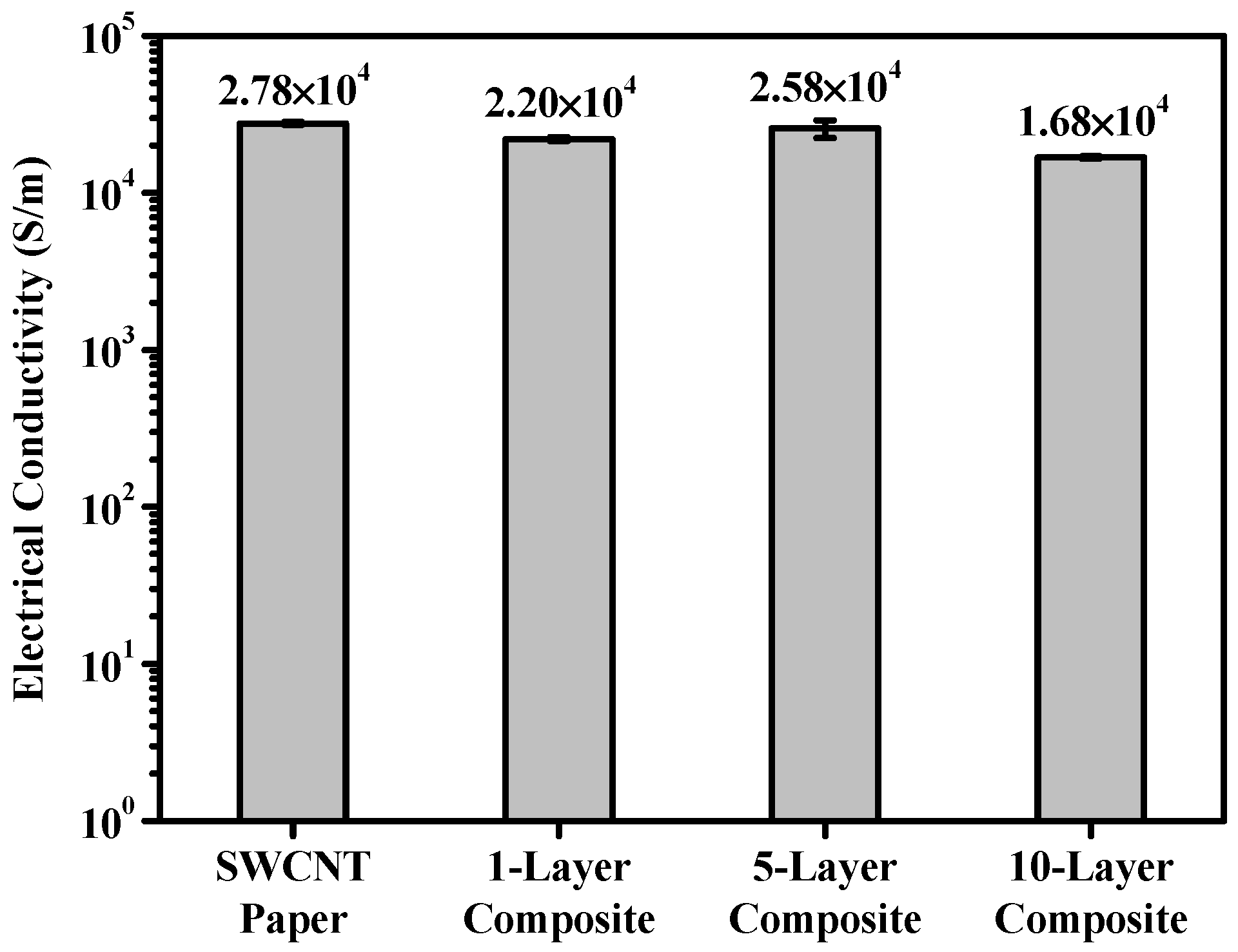
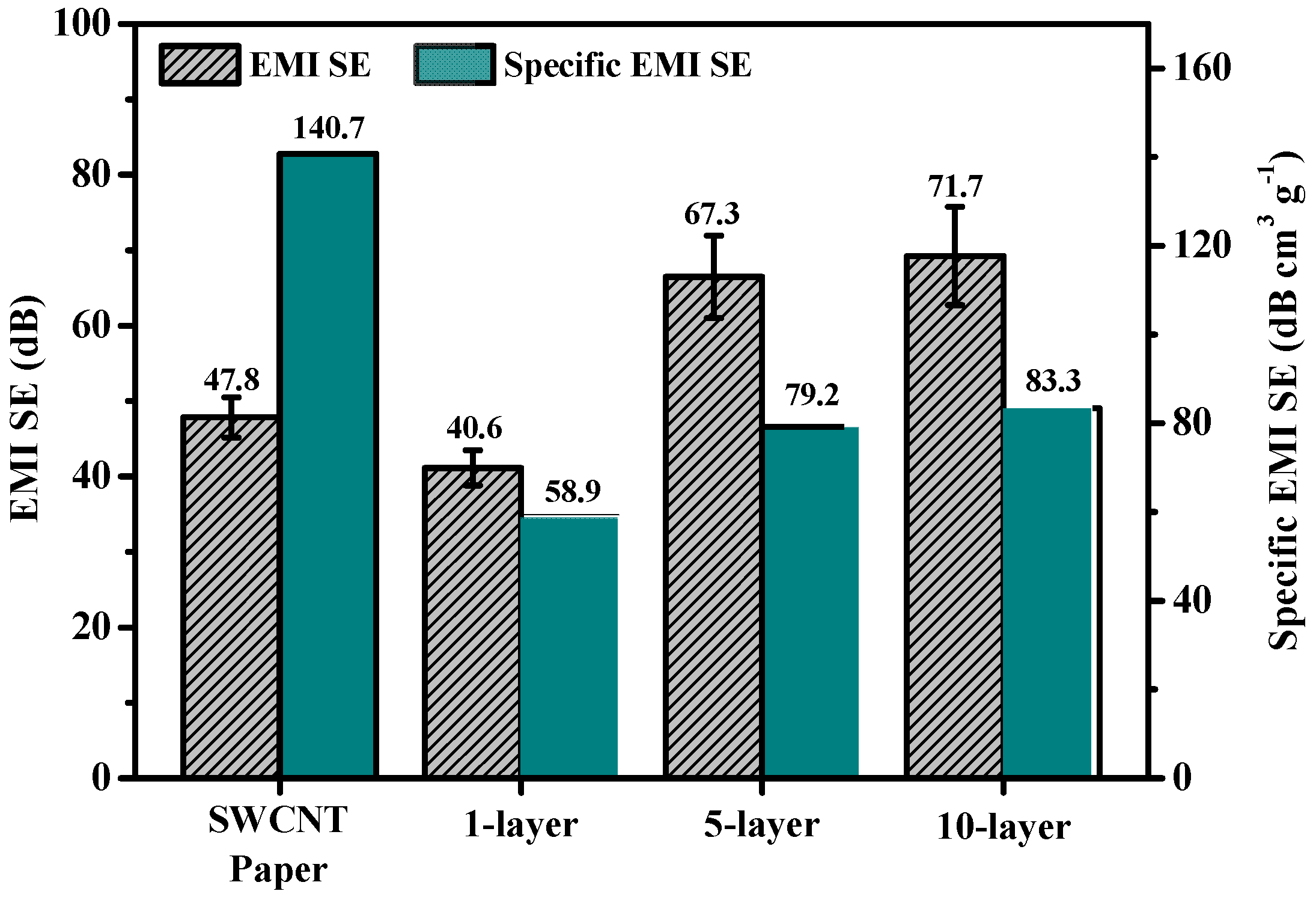
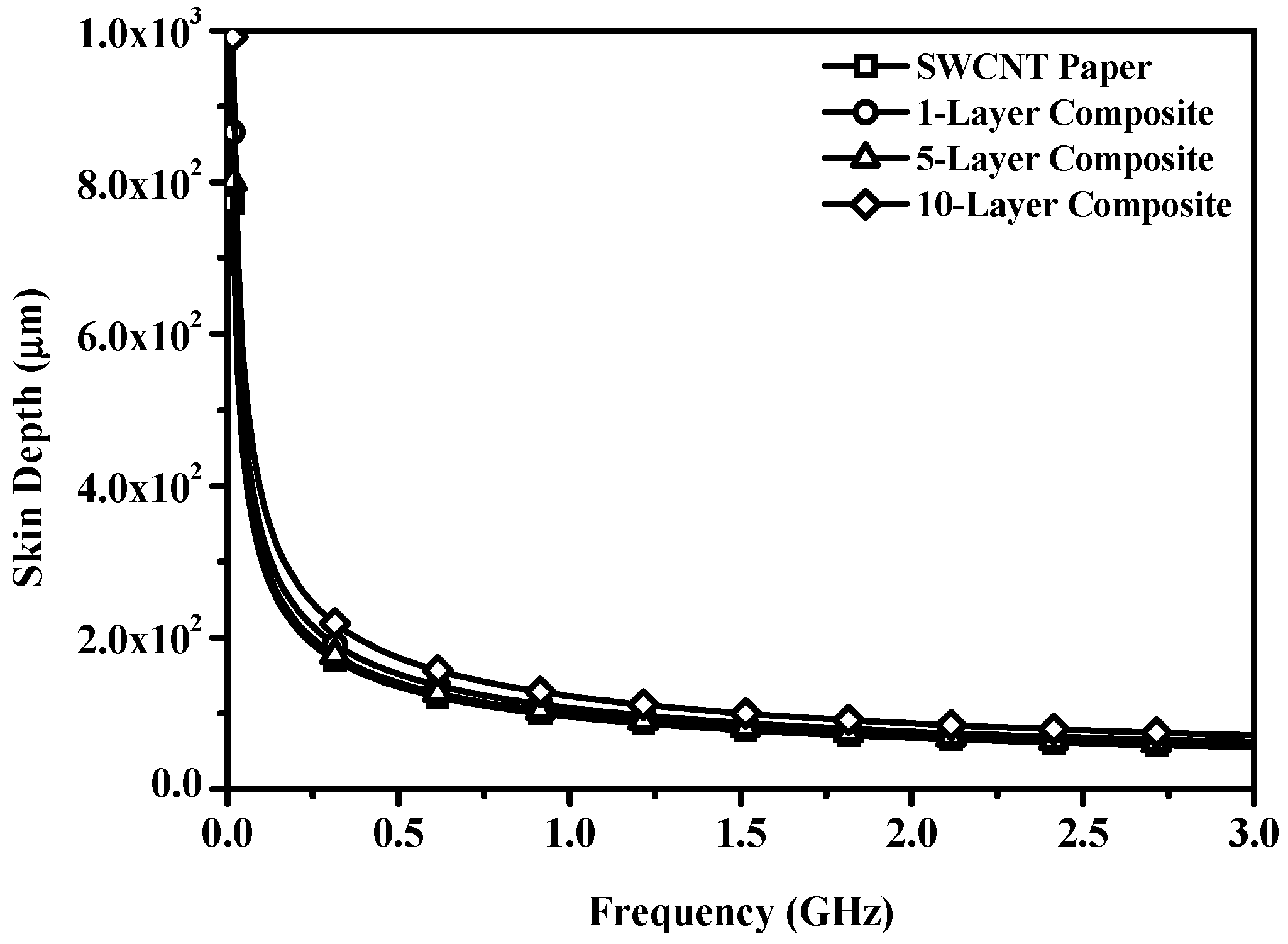
3.3. Electrical Conductivity and EMI SE
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gruener, J.; Vashisth, A.; Pospisil, M.; Camacho, A.C.; Oh, J.-H.; Sophiea, D.; Mastroianni, S.; Auvil, T.; Greena, M. Local heating and curing of carbon nanocomposite adhesives using radio frequencies. J. Manuf. Process. 2020, 58, 436–442. [Google Scholar] [CrossRef]
- Koo, M.Y.; Lee, G.W.; Park, S.B.; Kang, S.S.; Park, Y.S.; Shin, H.C.; Kim, J.Y.; Park, D.-H.; Ahn, K.H.; Kang, S.-J.; et al. Decoration of multi-walled carbon nanotubes with FexNi1-x alloys and their magnetic properties. J. Alloys Compd. 2017, 693, 1083–1089. [Google Scholar] [CrossRef]
- Ebbesen, T.W.; Lezec, H.J.; Hiura, H.; Bennett, J.W.; Ghaemi, H.F.; Thio, T. Electrical conductivity of individual carbon nanotubes. Nature 1999, 382, 54–56. [Google Scholar] [CrossRef]
- Chaudhary, A.; Kumari, S.; Kumar, R.; Teotia, S.; Singh, B.P.; Singh, A.P.; Dhawan, S.K.; Dhakate, S.R. Lightweight and easily foldable MCMB-MWCNTs composite paper with exceptional electromagnetic interference shielding. ACS Appl. Mater. Inter. 2016, 8, 10600–10608. [Google Scholar] [CrossRef]
- Sainia, P.; Choudhary, V.; Singh, B.P.; Mathur, R.B.; Dhawan, S.K. Enhanced microwave absorption behavior of polyaniline-CNT/polystyrene blend in 12.4–18.0 GHz range. Synth. Met. 2011, 161, 1522–1526. [Google Scholar] [CrossRef]
- Chung, D.D.L. Electromagnetic interference shielding effectiveness of carbon materials. Carbon 2001, 39, 279–285. [Google Scholar] [CrossRef]
- Al-Saleh, M.H.; Sundararaj, U. Electromagnetic interference shielding mechanismsof CNT/polymer composites. Carbon 2009, 47, 1738–1746. [Google Scholar] [CrossRef]
- Seo, M.-K.; Park, S.-J. Electrical resistivity and rheological behaviors of carbon nanotubes-filled polypropylene composites. Chem. Phys. Lett. 2004, 395, 44–48. [Google Scholar] [CrossRef]
- Grady, B.P. Carbon Nanotube-Polymer Composites; Wiley: New York, NY, USA, 2011; p. 191. [Google Scholar]
- Chen, Y.; Zhang, H.-B.; Yang, Y.; Wang, M.; Cao, A.; Yu, Z.-Z. High-Performance epoxy nanocomposites reinforced with three-dimensional carbon nanotube sponge for electromagnetic interference shielding. Adv. Funct. Mater. 2016, 26, 447–455. [Google Scholar] [CrossRef]
- Kumar, G.S.; Vishnupriya, D.; Joshi, A.; Datar, S.; Patro, T.U. Electromagnetic interference shielding in 1–18 GHz frequency and electrical property correlations in poly (vinylidene fluoride) multi-walled carbon nanotube composites. Phys. Chem. Chem. Phys. 2015, 17, 20347–20360. [Google Scholar] [CrossRef] [PubMed]
- Koo, M.Y.; Shin, H.C.; Kim, W.-S.; Lee, G.W. Properties of multi-walled carbon nanotube reinforced epoxy composites fabricated by using sonication and shear mixing. Carbon Lett. 2014, 15, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Hilding, J.; Grulke, E.A.; Zhang, Z.G.; Lockwood, F. Dispersion of carbon nanotubes in liquids. J. Dispers. Sci. Technol. 2003, 24, 1–41. [Google Scholar] [CrossRef]
- Singh, N.P.; Gupta, V.K.; Sing, A.P. Graphene and carbon nanotube reinforced epoxy nanocomposites: A review. Polymer 2019, 10, 121724. [Google Scholar] [CrossRef]
- Li, Y.; Huang, X.; Zeng, L.; Li, R.; Tian, H.; Fu, X.; Yu, W.; Zhong, W.-H. A review of the electrical and mechanical properties of carbon nanofiller-reinforced polymer composites. J. Mater. Sci. 2019, 54, 1036. [Google Scholar] [CrossRef]
- Basheer, V.B.; George, J.J.; Siengchin, S.; Parameswaranpillai, J. Polymer grafted carbon nanotubes—Synthesis, properties, and applications: A review. Nano-Struct. Nano-Objects 2020, 22, 100429. [Google Scholar] [CrossRef]
- Feng, Q.-P.; Yang, J.-P.; Fu, S.-Y.; Mai, Y.-W. Synthesis of carbon nanotube/epoxy composite films with a high nanotube loading by a mixed-curing-agent assisted layer-by-layer method and their electrical conductivity. Carbon 2010, 48, 2057–2062. [Google Scholar] [CrossRef]
- Xu, X.; Thwe, M.M. Mechanical properties and interfacial characteristics of carbon-nanotube-reinforced epoxy thin films. Appl. Phys. Lett. 2002, 81, 2833. [Google Scholar] [CrossRef]
- Pereira, C.C.; Nóvoa, P.; Martins, M.; Forero, S.; Hepp, F.; Pambaguian, L. Characterization of carbon nanotube 3D-structures infused with low viscosity epoxy resin system. Compos. Struct. 2010, 92, 2252–2257. [Google Scholar] [CrossRef]
- Lopes, E.P.; Hattum, F.; Pereira, M.C.C.; Nóvoa, J.R.O.P.; Forero, S.; Hepp, F.; Pambaguian, L. High CNT content composites with CNT Buckypaper and epoxy resin matrix: Impregnation behavior composite production and characterization. Compos. Struct. 2010, 92, 1291–1298. [Google Scholar] [CrossRef]
- Wang, Z.; Liang, Z.; Wang, B.; Zhang, C.; Kramer, L. Processing and property investigation of single-walled carbon nanotube (SWNT) buckypaper/epoxy resin matrix nanocomposites. Compos. Part A Appl. Sci. Manuf. 2004, 35, 225–1232. [Google Scholar] [CrossRef]
- Ashrafi, B.; Jingwen, G.; Mirjalili, V.; Hubert, P.; Simard, B.; Johnston, A. Correlation between Young’s modulus and impregnation quality of epoxy-impregnated SWCNT buckypaper. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1184–1191. [Google Scholar] [CrossRef] [Green Version]
- Mecklenburg, M.; Mizushima, D.; Ohtake, N.; Bauhofer, W.; Fiedler, B.; Schulte, K. On the manufacturing and electrical and mechanical properties of ultra-high wt.% fraction aligned MWCNT and randomly oriented CNT epoxy composites. Carbon 2015, 91, 275–290. [Google Scholar] [CrossRef]
- Ogasawara, T.; Moon, S.-Y.; Inoue, Y.; Shimamura, Y. Mechanical properties of aligned multi-walled carbon nanotube/epoxy composites processed using a hot-melt prepreg method. Compos. Sci. Technol. 2011, 71, 1826–1833. [Google Scholar] [CrossRef]
- Marconnet, A.M.; Yamamoto, N.; Panzer, M.A.; Wardle, B.L.; Goodson, K.E. Thermal conduction in aligned carbon nanotube–polymer nanocomposites with high packing density. ACS Nano 2011, 5, 4818–4825. [Google Scholar] [CrossRef] [Green Version]
- Philippe, G.; Liang, Z.; Choi, E.S.; Kadambala, R.S.; Zhang, C.; Brooks, J.S.; Wang, B.; Kramer, L. Thermal conductivity of magnetically aligned carbon nanotube buckypapers and nanocomposites. Curr. Appl. Phys. 2006, 6, 119–122. [Google Scholar]
- Cheng, Q.F.; Wang, J.P.; Wen, J.J.; Liu, C.H.; Jiang, K.L.; Li, Q.Q.; Fan, S.S. Carbon nanotube/epoxy composites fabricated by resin transfer molding. Carbon 2010, 48, 260–266. [Google Scholar] [CrossRef]
- Bradford, P.D.; Wang, X.; Zhao, H.; Maria, J.-P.; Jia, Q.; Zhu, Y.T. A novel approach to fabricate high volume fraction nanocomposites with long aligned carbon nanotubes. Compos. Sci. Technol. 2010, 70, 1980–1985. [Google Scholar] [CrossRef]
- Wang, D.; Song, P.; Liu, C.; Wu, W.; Fan, S. Highly oriented carbon nanotube papers made of aligned carbon nanotubes. Nanotechnology 2008, 19, 075609. [Google Scholar] [CrossRef]
- Nam, T.H.; Goto, K.; Yamaguchi, Y.; Premalal, E.V.A.; Shimamura, Y.; Inoue, Y.; Arikawa, S.; Yoneyama, S.; Ogihara, S. Improving mechanical properties of high volume fraction aligned multi-walled carbon nanotube/epoxy composites by stretching and pressing. Compos. B Eng. 2016, 85, 15–23. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.-I.; Wang, M.; Lee, K.S.; Kang, J.M.; Nam, J.-D.; Ci, L.; Suhr, J.H. Tensile properties of millimeter-long multi-walled carbon nanotubes. Sci. Rep. 2017, 7, 9512. [Google Scholar] [CrossRef] [PubMed]
- Feng, Q.-P.; Shen, X.-J.; Yang, J.-P.; Fu, S.-Y.; Mai, Y.-W.; Friedrich, K. Synthesis of epoxy composites with high carbon nanotube loading and effects of tubular and wavy morphology on composite strength and modulus. Polymer 2011, 52, 6037–6045. [Google Scholar] [CrossRef]
- Li, J.; Zhang, G.; Ma, Z.; Fan, X.; Fan, X.; Qin, J.; Shi, X. Morphologies and electromagnetic interference shielding performances of microcellular epoxy/multi-wall carbon nanotube nanocomposite foams. Compos. Sci. Technol. 2016, 129, 70–78. [Google Scholar] [CrossRef]
- Bagotia, N.; Choudhary, V.; Sharma, D.K. A review on the mechanical, electrical and EMI shielding properties of carbon nanotubes and graphene reinforced polycarbonate nanocomposites. Polym. Adv. Technol. 2018, 29, 1547. [Google Scholar] [CrossRef]
- Singh, A.K.; Shishkin, A.; Koppel, T.; Gupta, N. A review of porous lightweight composite materials for electromagnetic interference shielding. Compos. B Eng. 2018, 149, 188. [Google Scholar] [CrossRef]
- Wang, M.; Tang, X.-H.; Cai, J.-H.; Wu, H.; Shen, J.-B.; Guo, S.-Y. Fabrication, mechanisms and perspectives of conductive polymer composites with multiple interfaces for electromagnetic interference shielding: A review. Carbon 2021, 177, 377. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Frequency (Hz) | SWCNT Paper | 1-Layer Composite | 5-Layer Composite | 10-Layer Composite |
|---|---|---|---|---|
| 1.0 | 95.3 | 106.9 | 98.9 | 122.4 |
| 2.0 | 67.6 | 75.9 | 70.2 | 86.8 |
| 3.0 | 55.2 | 61.9 | 57.2 | 70.8 |
| Thickness | 50.0 | 50.0 | 200.0 | 400.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Koo, M.Y.; Shin, H.C.; Suhr, J.; Lee, G.W. A Suggested Vacuum Bagging Process for the Fabrication of Single-Walled Carbon Nanotube/Epoxy Composites That Maximize Electromagnetic Interference Shielding Effectiveness. Polymers 2021, 13, 1867. https://doi.org/10.3390/polym13111867
Koo MY, Shin HC, Suhr J, Lee GW. A Suggested Vacuum Bagging Process for the Fabrication of Single-Walled Carbon Nanotube/Epoxy Composites That Maximize Electromagnetic Interference Shielding Effectiveness. Polymers. 2021; 13(11):1867. https://doi.org/10.3390/polym13111867
Chicago/Turabian StyleKoo, Min Ye, Hon Chung Shin, Jonghwan Suhr, and Gyo Woo Lee. 2021. "A Suggested Vacuum Bagging Process for the Fabrication of Single-Walled Carbon Nanotube/Epoxy Composites That Maximize Electromagnetic Interference Shielding Effectiveness" Polymers 13, no. 11: 1867. https://doi.org/10.3390/polym13111867
APA StyleKoo, M. Y., Shin, H. C., Suhr, J., & Lee, G. W. (2021). A Suggested Vacuum Bagging Process for the Fabrication of Single-Walled Carbon Nanotube/Epoxy Composites That Maximize Electromagnetic Interference Shielding Effectiveness. Polymers, 13(11), 1867. https://doi.org/10.3390/polym13111867