
Effect of Cold Pressing and Aging on Reduction and Evolution of Quenched Residual Stress for Al-Zn-Mg-Cu T-Type Rib


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Procedures of Treatments
2.3. Methods
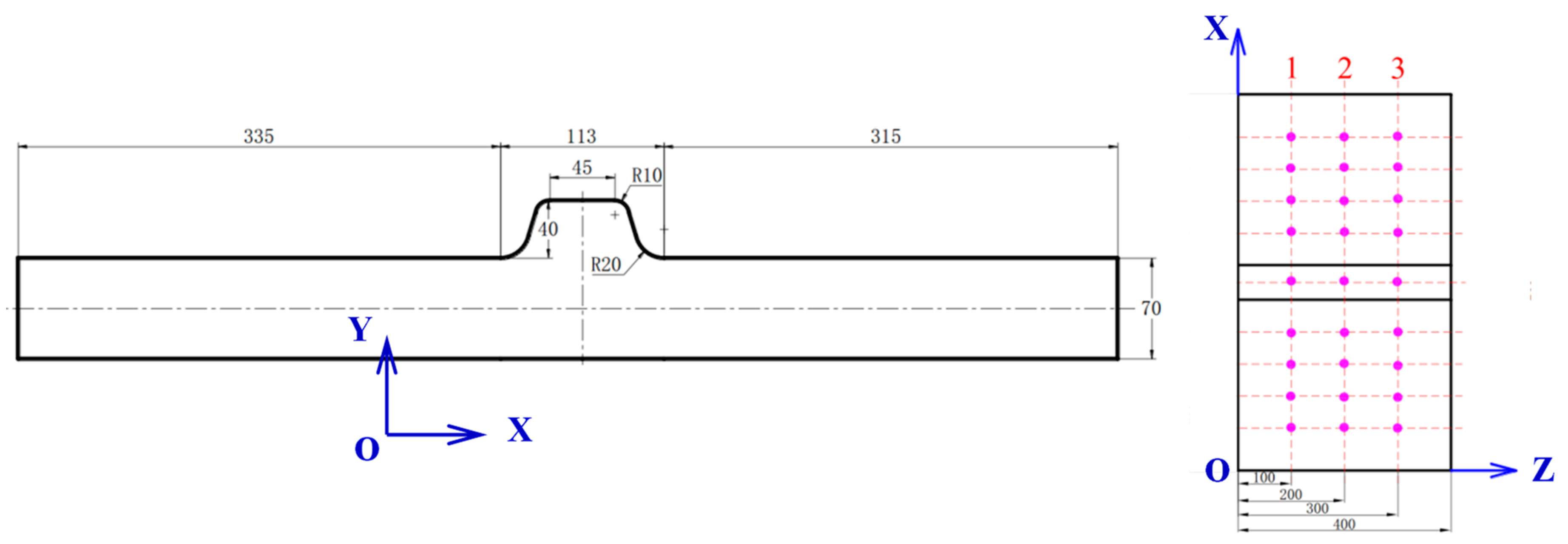
2.3.1. Numerical Models
2.3.2. Experiments
3. Results and Discussion
3.1. Numerical Simulations
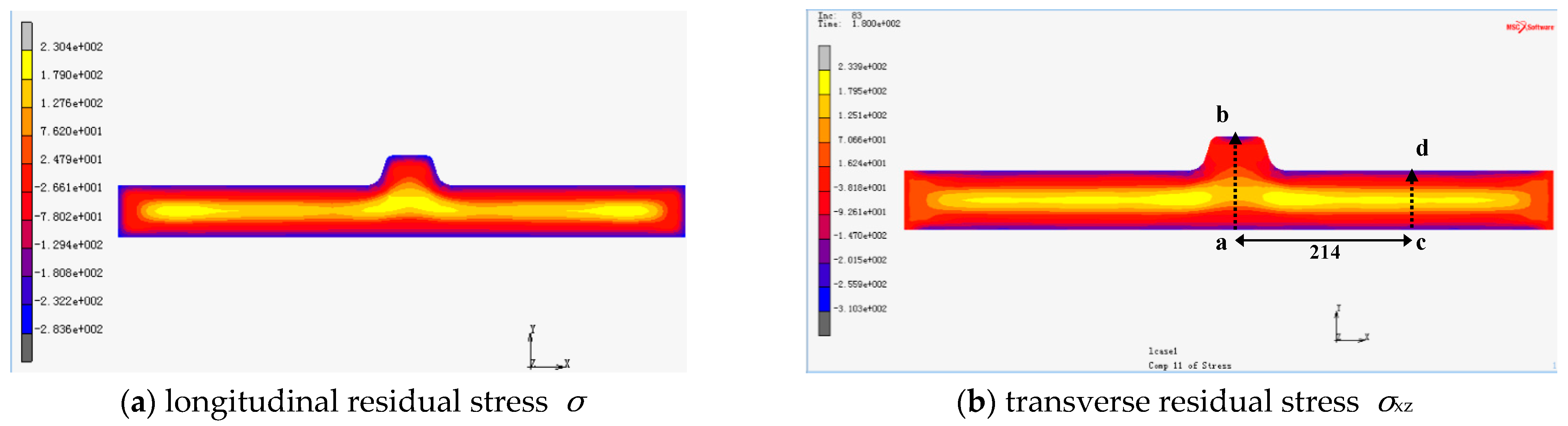
3.1.1. Quenching Process
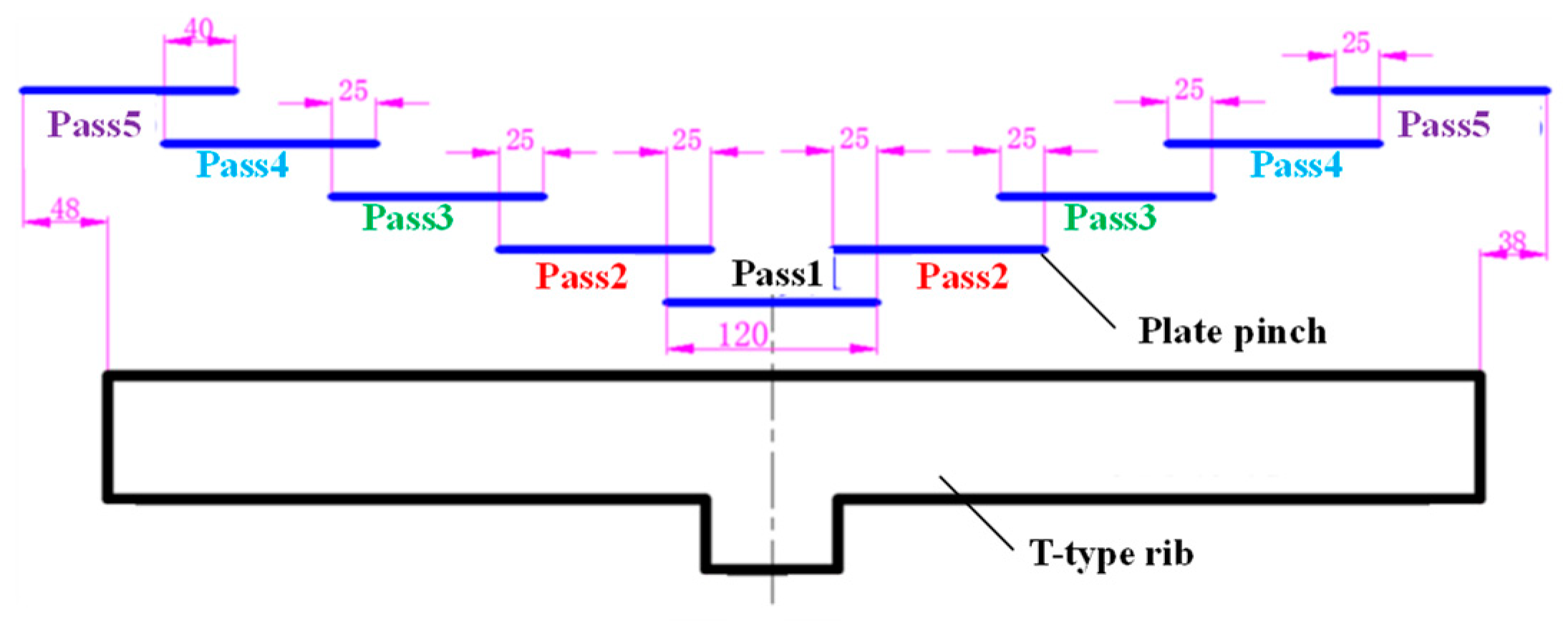
3.1.2. Cold Pressing Process
3.2. Experimental Results
3.2.1. Surface Residual Stress
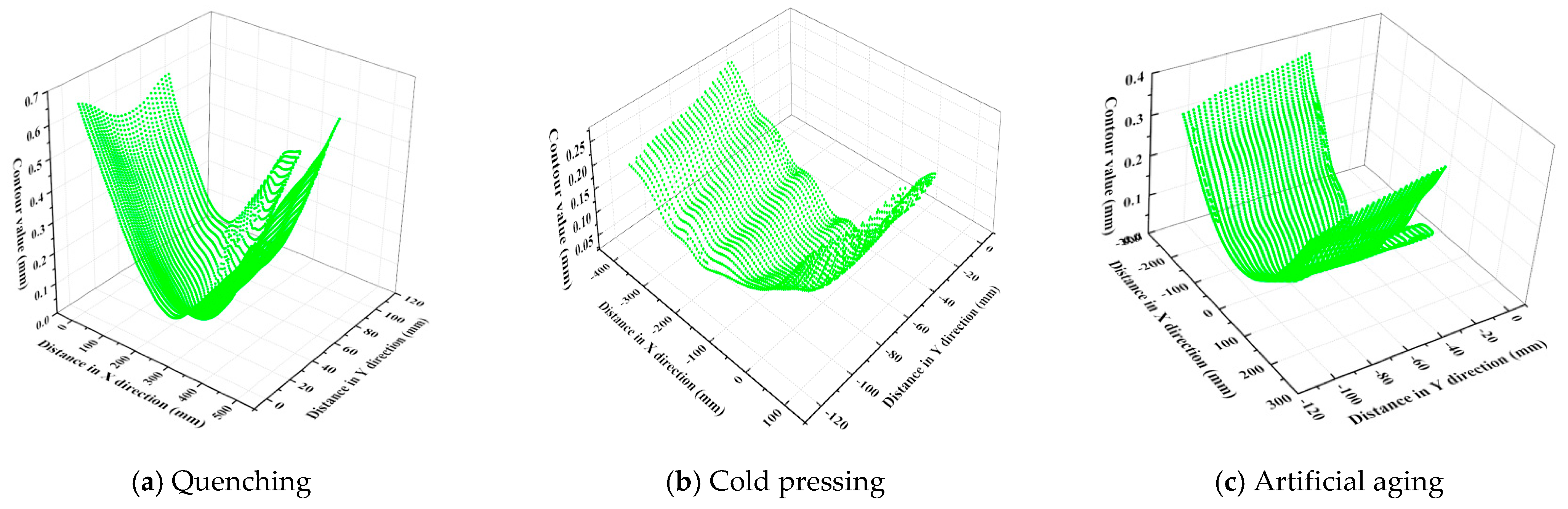
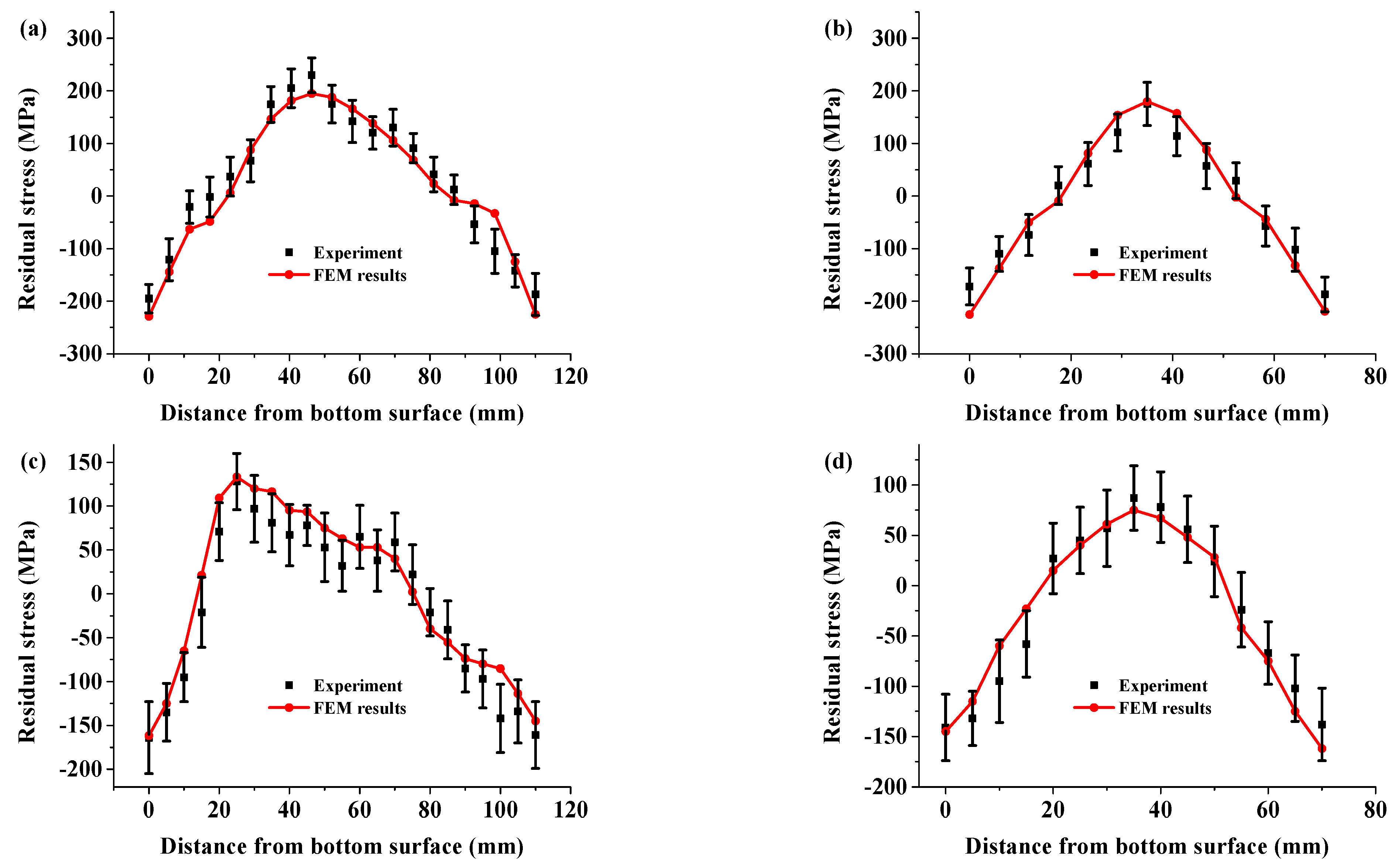
3.2.2. Contour Method Results
3.3. Stress Reduction Mechanism
4. Conclusions
- (1)
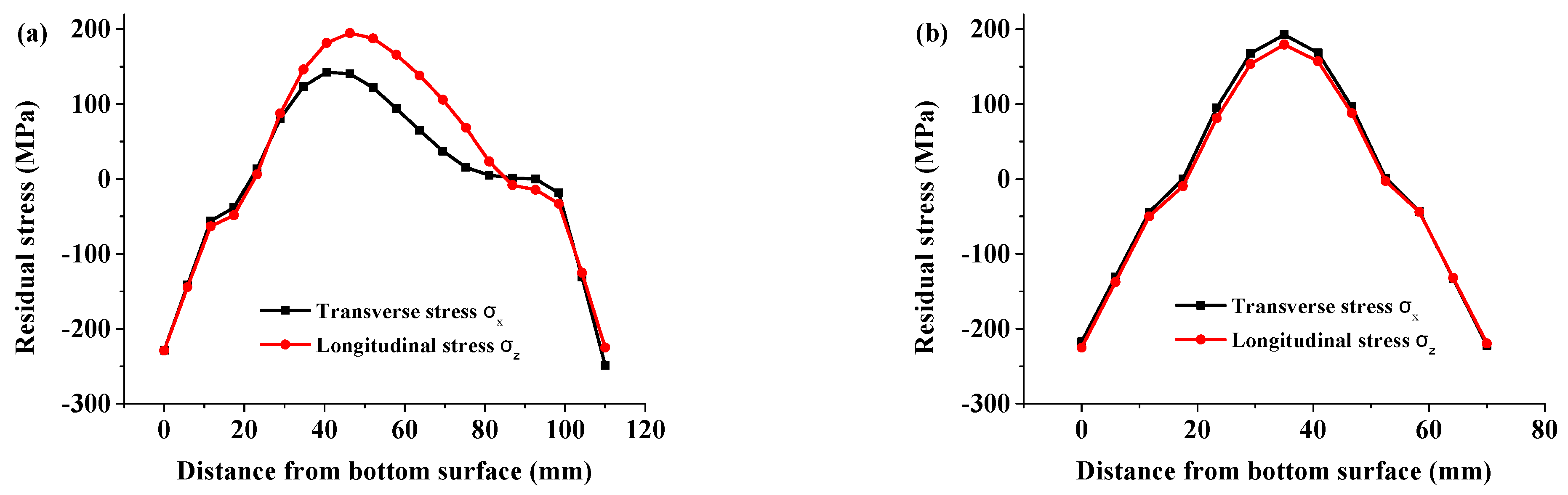
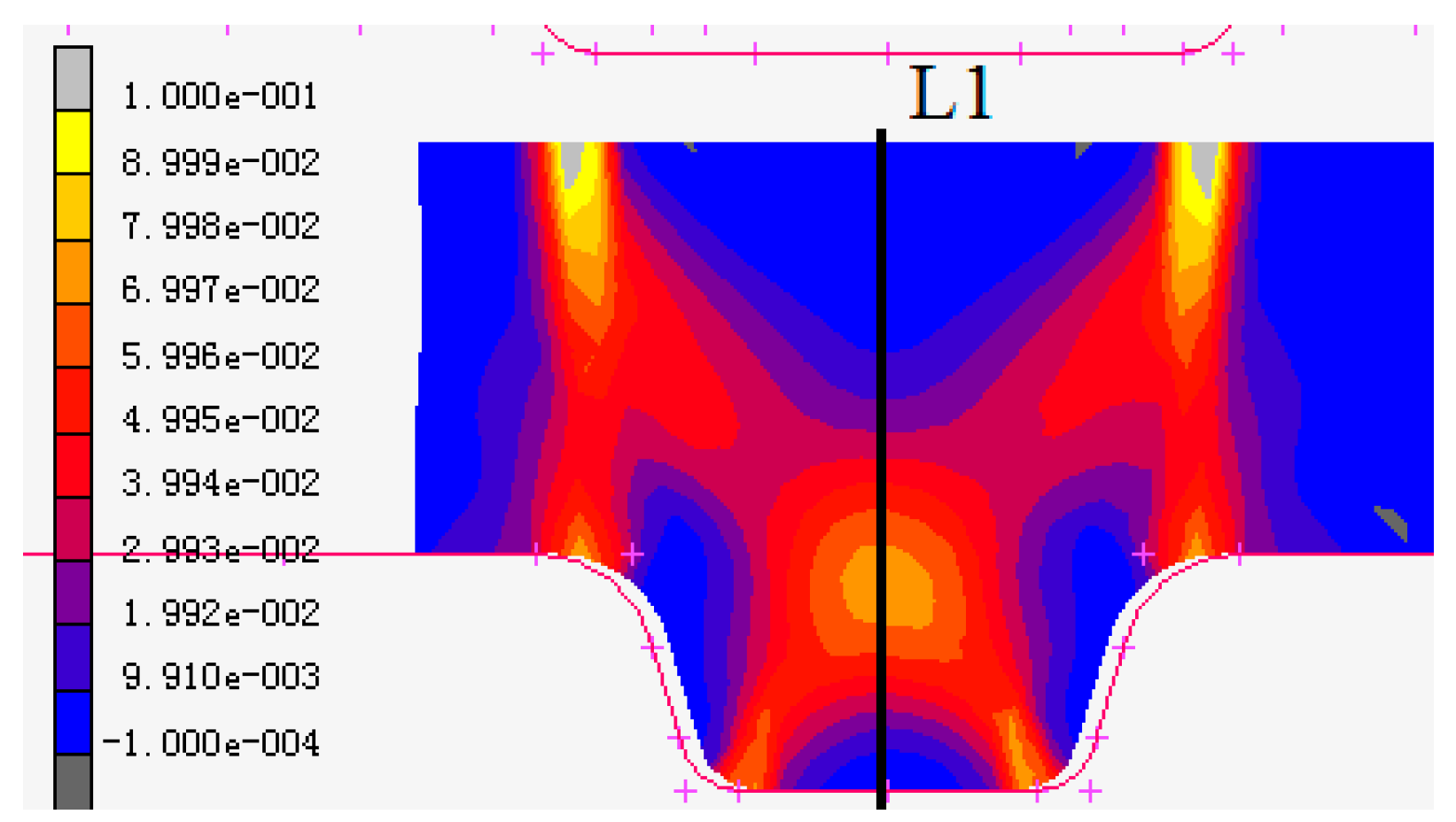
- Both the quenched and cold pressed residual stress show a lamination distributional type with compressive stress at its surfaces and tensile stress at the center layers. The distribution of residual stress at the stiffened area is asymmetrical, and it is symmetrical at the smooth area.
- (2)
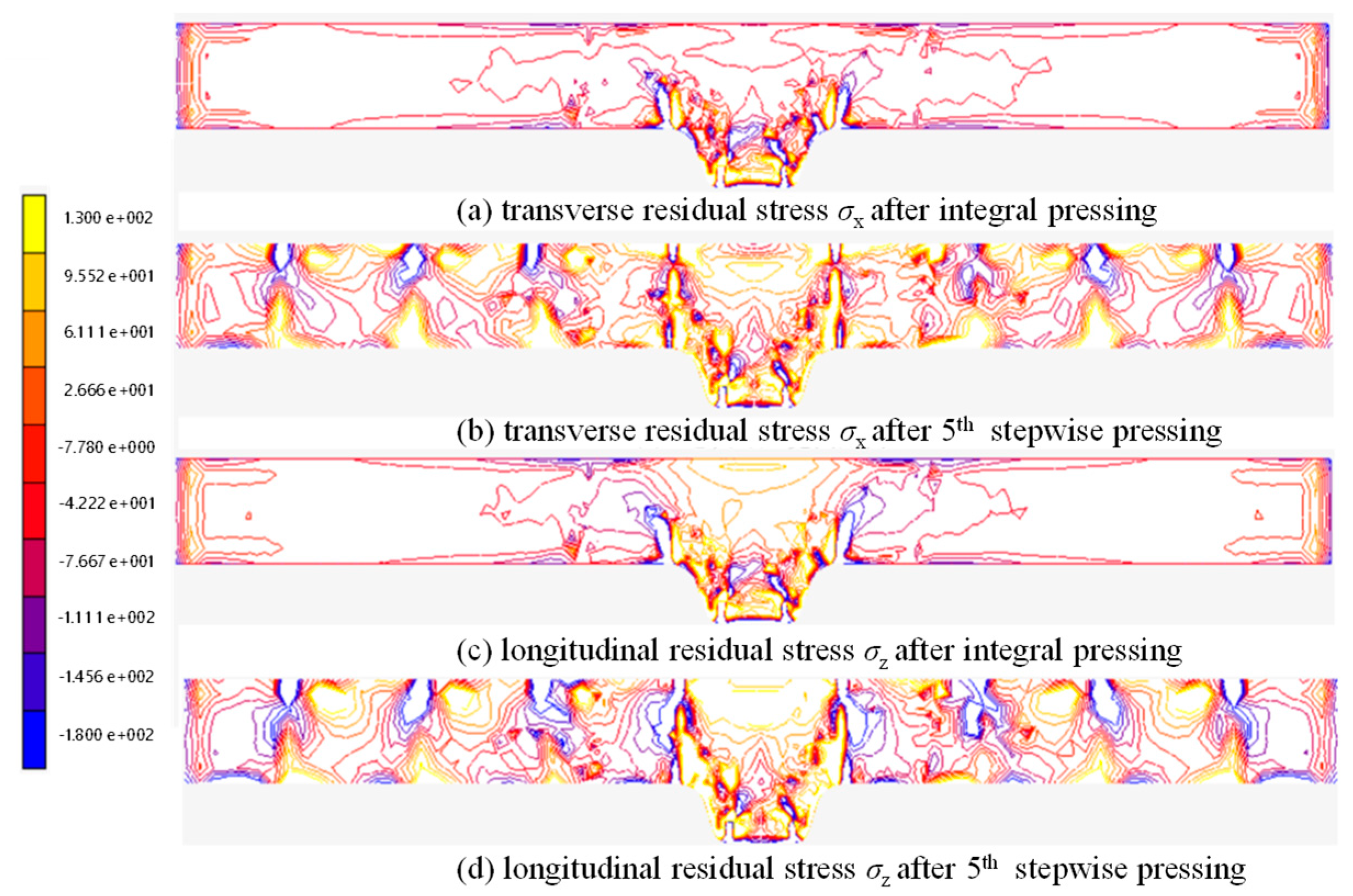
- The integral and five-pass stepwise cold pressing results in heterogeneous distribution of residual stress and strain at the stiffened area. Meanwhile, the stepwise cold pressing also induces inhomogeneous distribution of residual stress and strain at the overlap regions.
- (3)
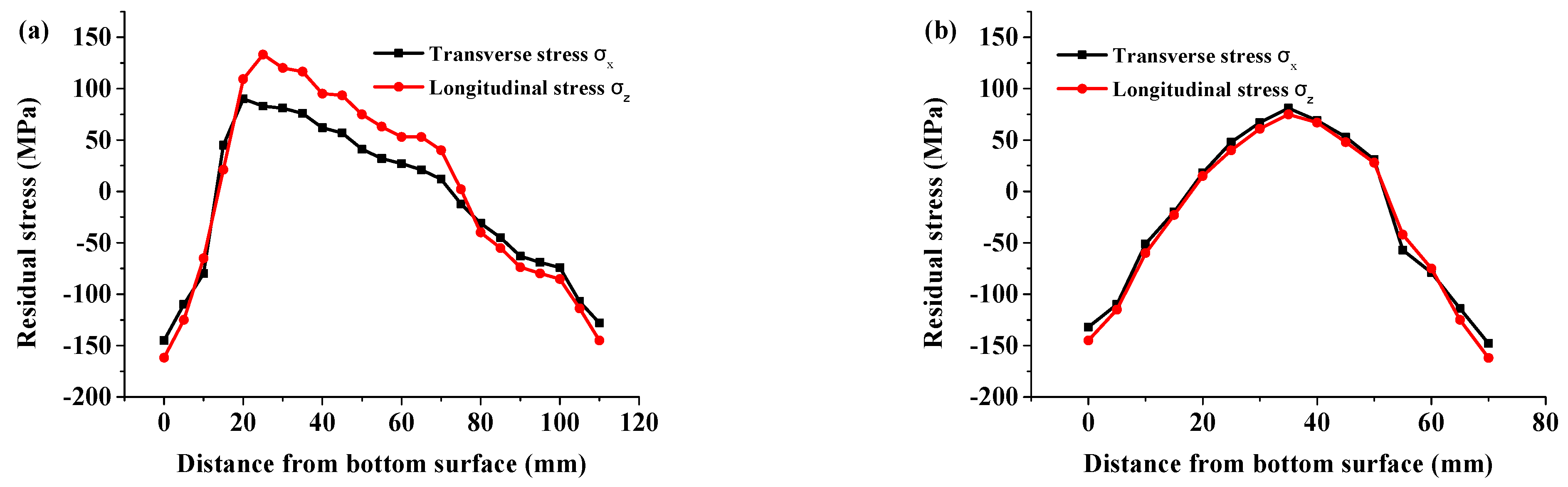
- There is no difference between the longitudinal and transverse stress at the smooth area for the quenched and cold pressed components; meanwhile, there is a significant distinction at the stiffened area.
- (4)
- The whole distribution of residual stress for the T-type rib is measured using X-ray diffraction and the contour method and they agree with the simulated results. The cold pressing followed by the aging process contribute to a stress reduction of 50% on the surfaces of the T-type rib.
- (5)
- The smooth area shows a more significant reduction of maximum tensile residual stress in comparison with that of the stiffened area. The reduction of the maximum tensile stress at the stiffened area is 42% and 50% for the cold pressing and aging, which increases to 54% and 60% at the smooth area, respectively.
- (6)
- The mechanism of the stress reduction during the cold pressing and the aging processes is discussed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, H.; Zheng, J.; Guo, Y.; Zhu, L. Residual Stresses in High-speed Two-dimensional Ultrasonic Rolling 7050 Aluminum Alloy with Thermal-Mechanical Coupling. Int. J. Mech. Sci. 2020, 186, 105824. [Google Scholar] [CrossRef]
- Meng, Y.; Wang, X.; Hao, Z.; Fu, X. The Influence of Forming Directions and Strain Rate on Dynamic Shear Properties of Aerial Aluminum Alloy. Appl. Sci. 2018, 8, 520. [Google Scholar] [CrossRef] [Green Version]
- Yu, X.W.; Chen, J.H.; Li, J.Y.; Wu, C.L.; Yang, X.B. Effect of pre-deformation on quench-induced inhomogeneity of microstructure and hardness in 7050 aluminum alloy. Mater. Charact. 2019, 158, 110005. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, Z.; Bai, S.; Zhao, J.; Liu, G. The Effect of Multistage Aging on Mechanical Properties and Microstructure of Forged 7050 Aluminum Alloys. J. Mater. Eng. Perform. 2019, 28, 3590–3599. [Google Scholar] [CrossRef]
- Dong, F.; Yi, Y.; Huang, S.; He, H.; Huang, K. Refinement of second-phase particles and grain structures of 2219 Al cu alloy forgings using an improved thermomechanical treatment process. Mater. Charact. 2021, 173, 110927. [Google Scholar] [CrossRef]
- Xu, L.; Zhan, L.; Xu, Y.; Liu, C.; Huang, M. Thermomechanical Pretreatment of Al-Zn-Mg-Cu Alloy to Improve Formability and Performance during Creep-age Forming. J. Mater. Process. Technol. 2021, 293, 117089. [Google Scholar] [CrossRef]
- He, H.; Yi, Y.; Huang, S.; Guo, W.; Zhang, Y. Effects of thermomechanical treatment on grain refinement, second-phase particle dissolution, and mechanical properties of 2219 Al alloy. J. Mater. Process. Technol. 2019, 278, 116506. [Google Scholar] [CrossRef]
- Chen, Z.; Yuan, Z.; Ren, J. The mechanism of comprehensive properties enhancement in Al–Zn–Mg–Cu alloy via novel thermomechanical treatment. J. Alloys Compd. 2020, 828, 154446. [Google Scholar] [CrossRef]
- Chobaut, N.; Carron, D.; Arsène, S.; Schloth, P.; Drezet, J.M. Quench induced residual stress prediction in heat treatable 7xxx aluminium alloy thick plates using Gleeble interrupted quench tests. J. Mater. Process. Technol. 2015, 222, 373–380. [Google Scholar] [CrossRef] [Green Version]
- Bouissa, Y.; Bohlooli, N.; Shahriari, D.; Champliaud, H.; Jahazi, M. FEM modeling and experimental validation of quench-induced distortions of large size steel forgings. J. Manuf. Process. 2020, 58, 592–605. [Google Scholar] [CrossRef]
- Zhang, Y.; Yi, Y.; Huang, S.; He, H. Influence of Temperature-Dependent Properties of Aluminum Alloy on Evolution of Plastic Strain and Residual Stress during Quenching Process. Metals 2017, 7, 228. [Google Scholar] [CrossRef] [Green Version]
- Cong, W.; Luo, T.; Zhou, J.; Yang, Y. Effects of solution and quenching treatment on the residual stress in extruded ZK60 magnesium alloy. Mater. Sci. Eng. A 2018, 722, 14–19. [Google Scholar]
- Masoudi, S.; Amirian, G.; Saeedi, E.; Ahmadi, M. The Effect of Quench-Induced Residual Stresses on the Distortion of Machined Thin-Walled Parts. J. Mater. Eng. Perform. 2015, 24, 3933–3941. [Google Scholar] [CrossRef]
- Robinson, J.S.; Tiernan, P.J.; Kelleher, J.F. Effect of post-quench delay on stress relieving by cold compression for the aluminium alloy 7050. Mater. Sci. Technol. 2015, 31, 409–417. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Yi, Y.P.; Huang, S.Q.; Dong, F. Influence of quenching cooling rate on residual stress and tensile properties of 2A14 aluminum alloy forgings. Mater. Sci. Eng. A 2016, 674, 658–665. [Google Scholar] [CrossRef]
- Guo, R.; Wu, J. Dislocation density based model for Al-Cu-Mg alloy during quenching with considering the quench-induced precipitates. J. Alloys Compd. 2018, 741, 432–441. [Google Scholar] [CrossRef]
- Tanner, D.A.; Robinson, J.S. Modelling stress reduction techniques of cold compression and stretching in wrought aluminium alloy products. Finite Elem. Anal. Des. 2003, 39, 369–386. [Google Scholar] [CrossRef] [Green Version]
- Zheng, Z.; Yang, Y.; Liang, L.; Bo, C.; Hui, T. Assessment of residual stress of 7050-T7452 aluminum alloy forging using the contour method. Mater. Sci. Eng. A 2015, 644, 61–68. [Google Scholar] [CrossRef]
- Cui, J.D.; Yi, Y.P.; Luo, G.Y. Numerical and Experimental Research on Cold Compression Deformation Method for Reducing Quenching Residual Stress of 7A85 Aluminum Alloy Thick Block Forging. Adv. Mater. Sci. Eng. 2017, 2017, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Robert, C.; Gong, H.; Liu, Y.; Chen, D.; Liu, Y.; Wu, Y.; Li, C. Residual Stress Determination in Quenched and Cold Compressed T-section 7050 Forging by Neutron Diffraction and Contour Method. Annu. Rep. China Inst. At. Energy 2018, 27, 6049–6057. [Google Scholar] [CrossRef]
- Ko, M.; Culp, J.; Altan, T. Prediction of residual stresses in quenched aluminum blocks and their reduction through cold working processes. J. Mater. Process. Technol. 2006, 174, 342–354. [Google Scholar]
- Dai, W.; Yi, Y.; Cui, J. Reduction of quenching residual stress for 7A85 aluminum alloy forging by cold compression. J. Cent. South Univ. 2015, 46, 1609–1614. [Google Scholar]
- Pan, R.; Shi, Z.; Davies, C.M.; Li, C.; Kaye, M.; Lin, J. An integrated model to predict residual stress reduction by multiple cold forging operations in extra-large AA7050 T-section panels. Proc. Inst. Mech. Eng. B-J. Eng. 2018, 232, 1319–1330. [Google Scholar] [CrossRef]
- Godlewski, L.A.; Su, X.; Pollock, T.M.; Allison, J.E. The Effect of Aging on the Relaxation of Residual Stress in Cast Aluminum. Metall. Mater. Trans. A 2013, 44, 4809–4818. [Google Scholar] [CrossRef] [Green Version]
- Bai, Q.; Feng, H.; Si, L.K.; Pan, R.; Wang, Y.Q. A Novel Stress Relaxation Modeling for Predicting the Change of Residual Stress During Annealing Heat Treatment. Metall. Mater. Trans. A 2019, 50, 5750–5759. [Google Scholar] [CrossRef]
- Rahimi, S.; King, M.; Dumont, C. Stress relaxation behaviour in IN718 nickel based superalloy during ageing heat treatments. Mater. Sci. Eng. A 2017, 708, 563–573. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Feng, Y.; Tan, Q.; Zou, J.; Li, J.; Zhou, X. Residual stress distribution in Ni-based superalloy turbine discs during fabrication evaluated by neutron/X-ray diffraction measurement and thermomechanical simulation. Mater. Des. 2019, 166, 107603. [Google Scholar] [CrossRef]
- Dong, Y.; Shao, W.; Lu, L.; Jiang, J.; Zhen, L. Numerical Simulation of Residual Stress in an Al-Cu Alloy Block During Quenching and Aging. J. Mater. Eng. Perform. 2015, 24, 4928–4940. [Google Scholar] [CrossRef]
- Aba-Perea, P.E.; Withers, P.J.; Pirling, T.; Paradowska, A.; Preuss, M. In Situ Study of the Stress Relaxation During Aging of Nickel-Base Superalloy Forgings. Metall. Mater. Trans. A 2019, 50, 3555–3565. [Google Scholar] [CrossRef] [Green Version]
- Sun, Y.; Jiang, F.; Hui, Z.; Jian, S.; Yuan, W. Residual stress relief in Al–Zn–Mg–Cu alloy by a new multistage interrupted artificial aging treatment. Mater. Des. 2016, 92, 281–287. [Google Scholar] [CrossRef]
- Wang, J.; Hsieh, C.; Lai, H.; Kuo, C.; Wu, P.; Wu, W. The relationships between residual stress relaxation and texture development in AZ31 Mg alloys via the vibratory stress relief technique. Mater. Charact. 2015, 99, 248–253. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature T, °C | Thermal Conductivity λ, W/m·°C | Elastic Modulus E, MPa | Flow Stress σ, MPa | Specific Heat Capacity c, J/kg·°C |
|---|---|---|---|---|
| 20 | 114.8 | 71,000 | 455.9 | 835 |
| 100 | 128.4 | 65,193 | 389.1 | 897 |
| 150 | 135.7 | 60,594 | 346.6 | 916 |
| 200 | 142.2 | 56,262 | 275.7 | 974 |
| 300 | 152.7 | 37,980 | 47.1 | 1013 |
| 400 | 160.8 | 31,200 | 35.5 | 1128 |
| 500 | 166.7 | 25,000 | 16.3 | 1205 |
| Parameters | Values |
|---|---|
| Tube type | Cr |
| Current | 6.7 mA |
| Voltage | 30 kV |
| Exposure times | 10 |
| Duration time of each exposure | 2 s |
| Collimator diameter | 3 mm |
| Diffraction plane | (311) |
| Diffraction angle | 139.3° |
| Process | Longitudinal Residual Stress | Transverse Residual Stress | ||
|---|---|---|---|---|
| Stiffened Surface | Smooth Surface | Stiffened Surface | Smooth Surface | |
| Quenching | −195.5 ± 27.5 | −203 ± 29.7 | −200.3 ± 29.8 | −202.5 ± 30.4 |
| Quenching + cold pressing | −164.4 ± 40.8 | −132.2 ± 26.7 | −157.7 ± 39.8 | −134.5 ± 32.7 |
| Quenching + cold pressing + artificial aging | −100.5 ± 33.8 | −107.4 ± 39.8 | −95.3 ± 36.9 | −114.3 ± 41.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Zhang, T.; Gong, H.; Wu, Y. Effect of Cold Pressing and Aging on Reduction and Evolution of Quenched Residual Stress for Al-Zn-Mg-Cu T-Type Rib. Appl. Sci. 2021, 11, 5439. https://doi.org/10.3390/app11125439
Liu Y, Zhang T, Gong H, Wu Y. Effect of Cold Pressing and Aging on Reduction and Evolution of Quenched Residual Stress for Al-Zn-Mg-Cu T-Type Rib. Applied Sciences. 2021; 11(12):5439. https://doi.org/10.3390/app11125439
Chicago/Turabian StyleLiu, Yaoqiong, Tao Zhang, Hai Gong, and Yunxin Wu. 2021. "Effect of Cold Pressing and Aging on Reduction and Evolution of Quenched Residual Stress for Al-Zn-Mg-Cu T-Type Rib" Applied Sciences 11, no. 12: 5439. https://doi.org/10.3390/app11125439