
Rheological and Microbiological Characteristics of Hops and Hot Trub Particles Formed during Beer Production




Abstract
:1. Introduction
- (1)
- It evaluated the influence of different hopping methods on hot trub viscosity and beer wort physicochemical parameters.
- (2)
- The rheological properties of hop solutions were measured at different temperatures.
- (3)
- Microbiological analyses were performed to check whether the appropriate technological (cleanliness of the installation) and hygienic (high temperature) conditions were maintained at all stages of the process, preventing the growth of undesirable microorganisms.
2. Material and Methods
2.1. Material
2.2. Rheological Properties
2.3. Dry Matter Content
2.4. Total Protein Content
- a—volume of solution used for titration;
- b—volume of solution used for blank test;
- n—molarity;
- m—weight of sample; and
- 14—amount of nitrogen, constant.
2.5. Extract
2.6. Microbiological Analysis of Hot Trub
2.7. Statistical Analysis
2.8. Experiment Description
3. Results and Discussion
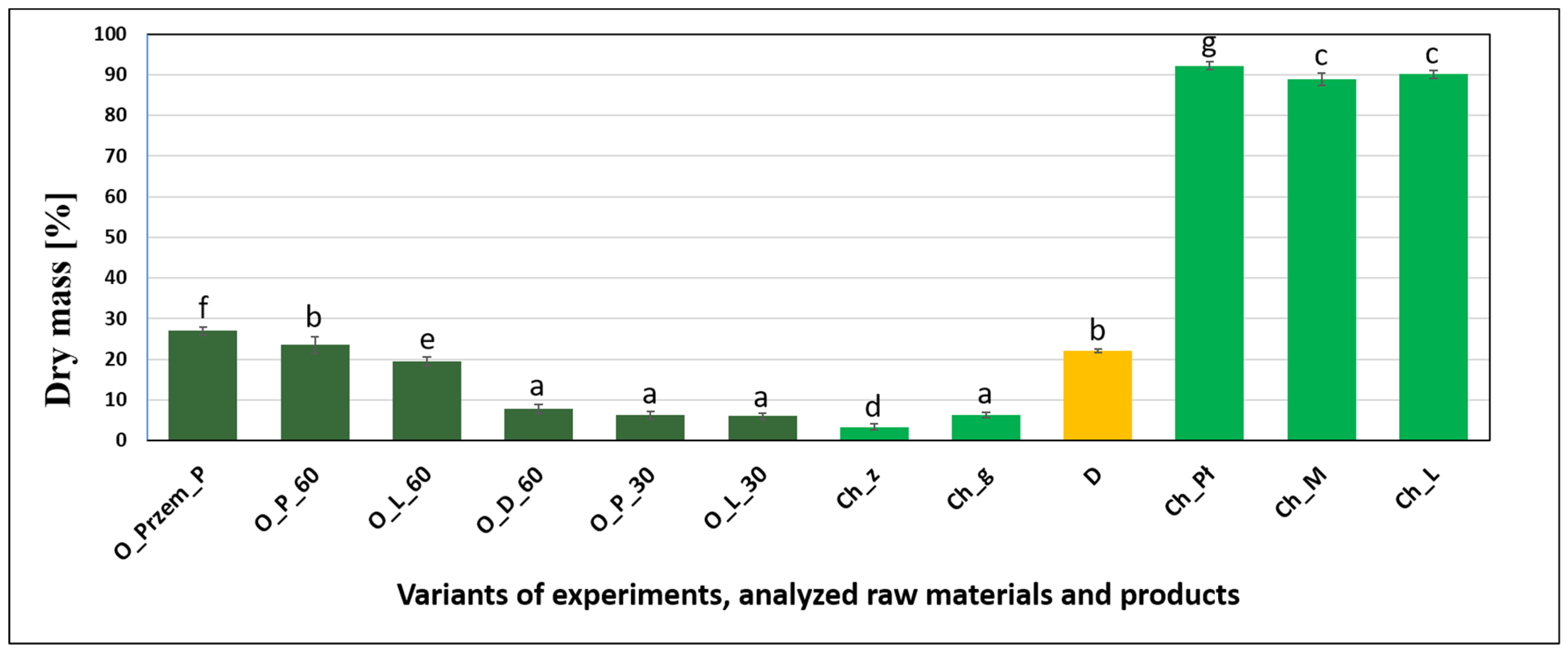
3.1. Dry Matter
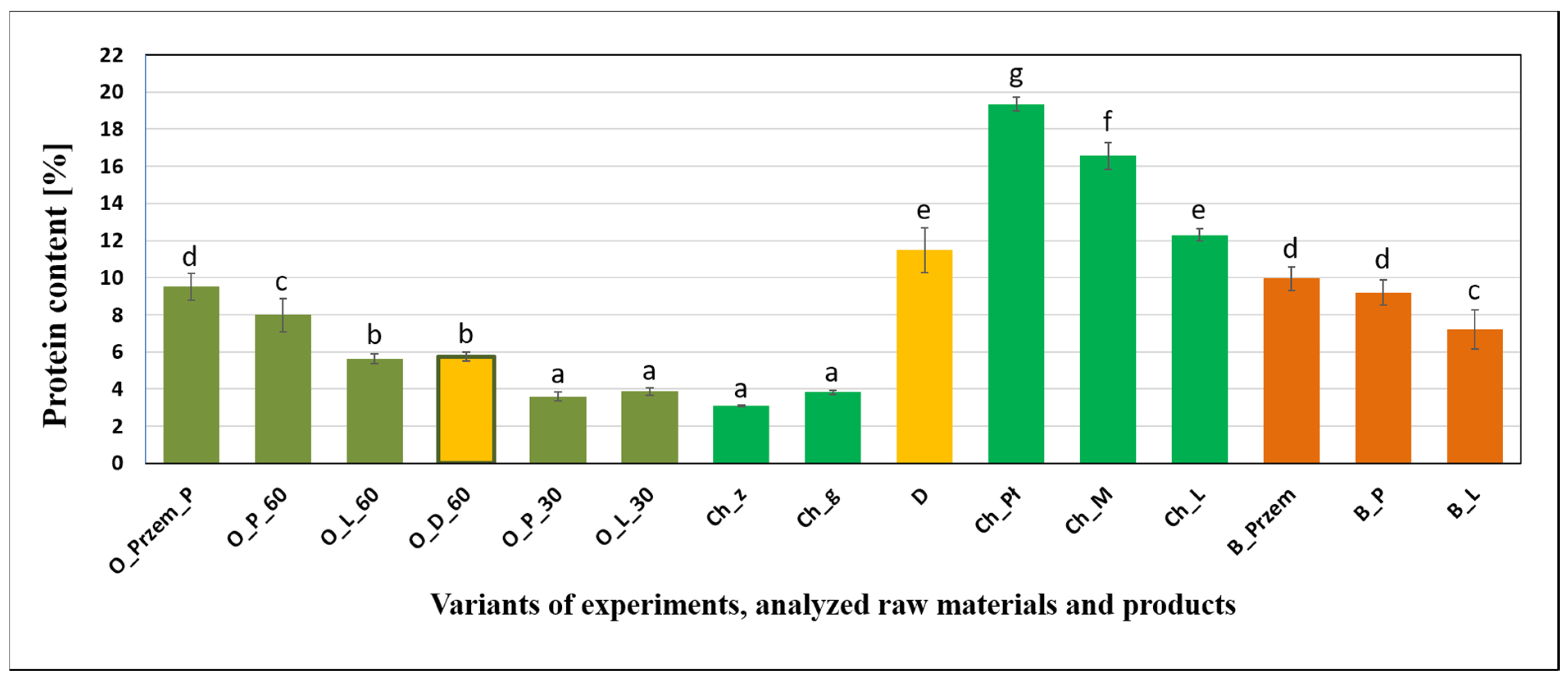
3.2. Protein
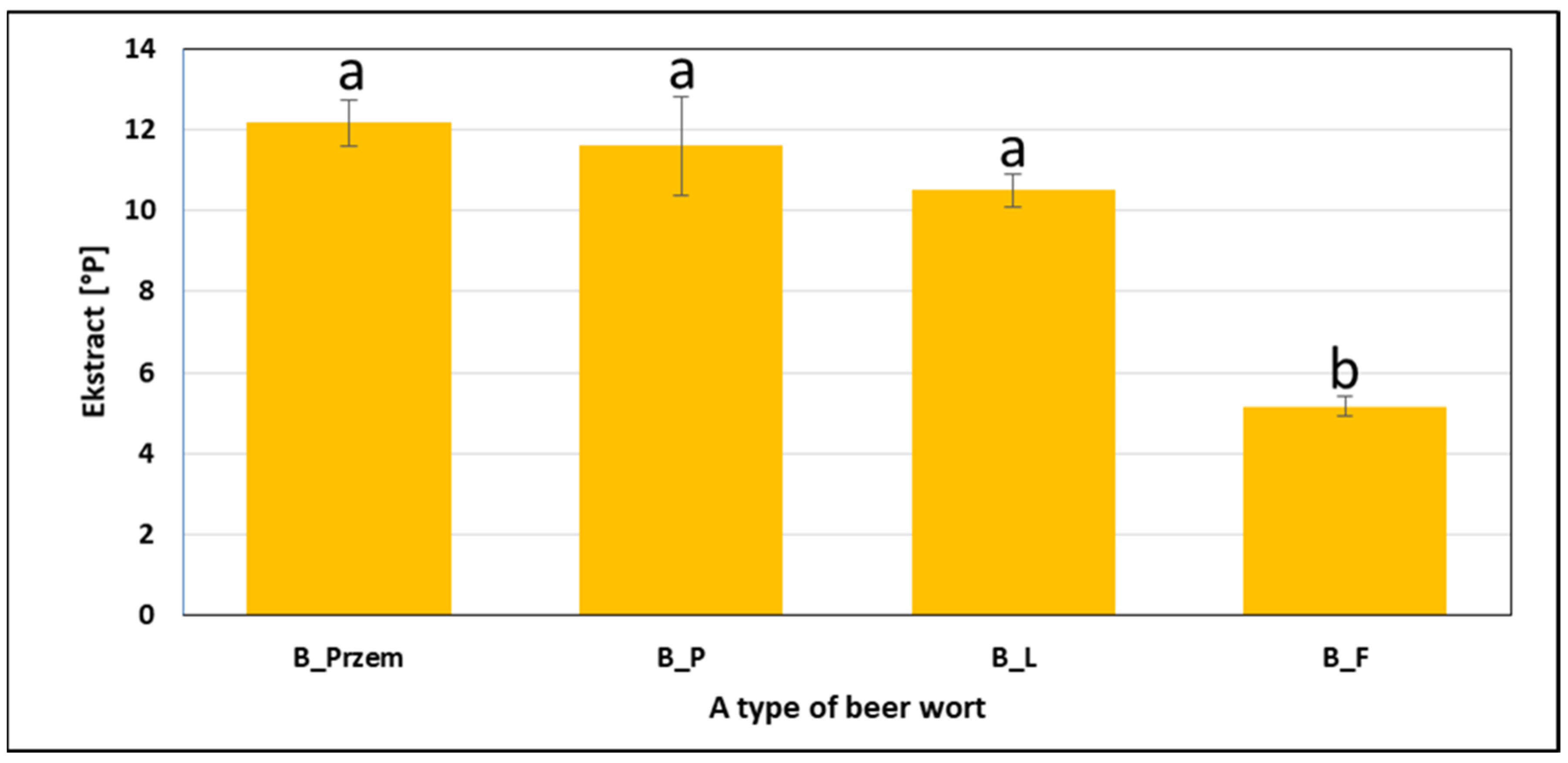
3.3. Extract Content
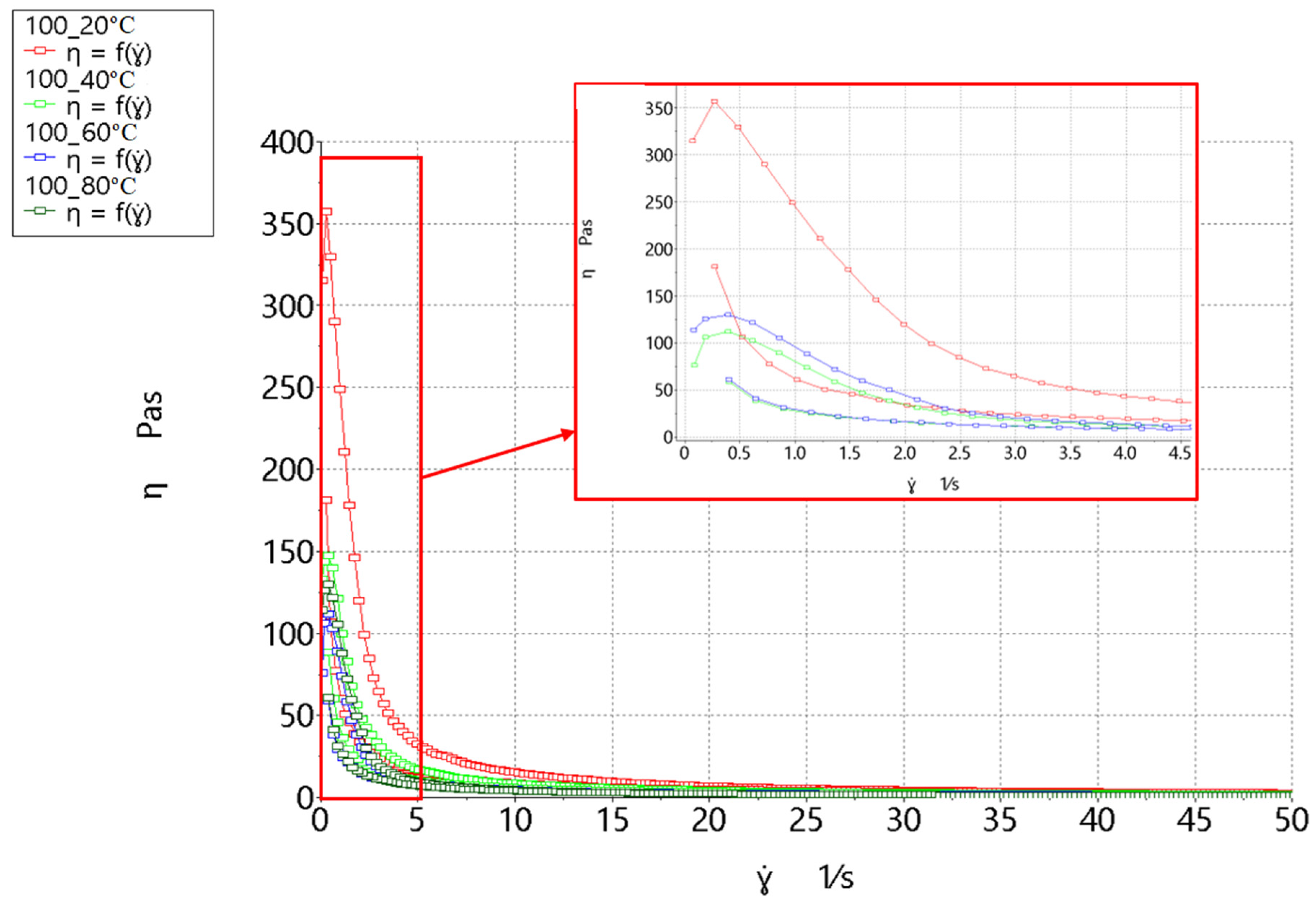
3.4. Viscosity and Thixotropy
- 15 °C were 4.70 Pa·s (O_5), 3.38 Pa·s (O_4), 3.25 Pa·s (O_1), 2.59 Pa·s (O_3), and 2.26 Pa·s (O_2);
- 60 °C were 4.26 Pa·s (O_5), 3.04 Pa·s (O_4), 2.82 Pa·s (O_1), 2.15 Pa·s (O_2), and 2.05 Pa·s (O_3); and
- 80 °C were 3.83 Pa·s (O_3), 1.49 Pa·s (O_5), 1.75 Pa·s (O_4), 1.23 Pa·s (O_1), and 1.19 Pa·s (O_2).
4. Conclusions
- The study allowed us to conclude the following: Hot trub is a non-Newtonian thixotropic viscous fluid characterized by maximum viscosity, equilibrium viscosity, and a hysteresis loop area.
- The viscosity of industrial sediment was significantly lower than that of semi-technical laboratory sediment. For manufacturers of pumps used in the brewing industry, the most convenient material is that of the lowest viscosity (longer boiling precipitated sediment). For hot trub that deposits in the central zone of the tank bottom, it would be better to have higher viscosity. This rheological feature also has great advantages when composting this industrial waste. Low viscosity hot trub can be removed at lower velocities, which makes its cleaning and transport easier and cheaper.
- Puławski hops had the highest protein and dry matter contents; therefore, it was the best to study hot trub characteristics. Mixed with water at increasing shear rate, it created a uniform suspension. Hop sediments do not contain microbial contaminants and therefore remain fully sterile.
- The mass of precipitated hot trub depends more on the share of cereal raw materials in the batch, and less on the type of hops.
- The shorter the boiling of wort with hops (regardless of the raw material input), the lower the share of protein and dry matter in precipitated hot trub is.
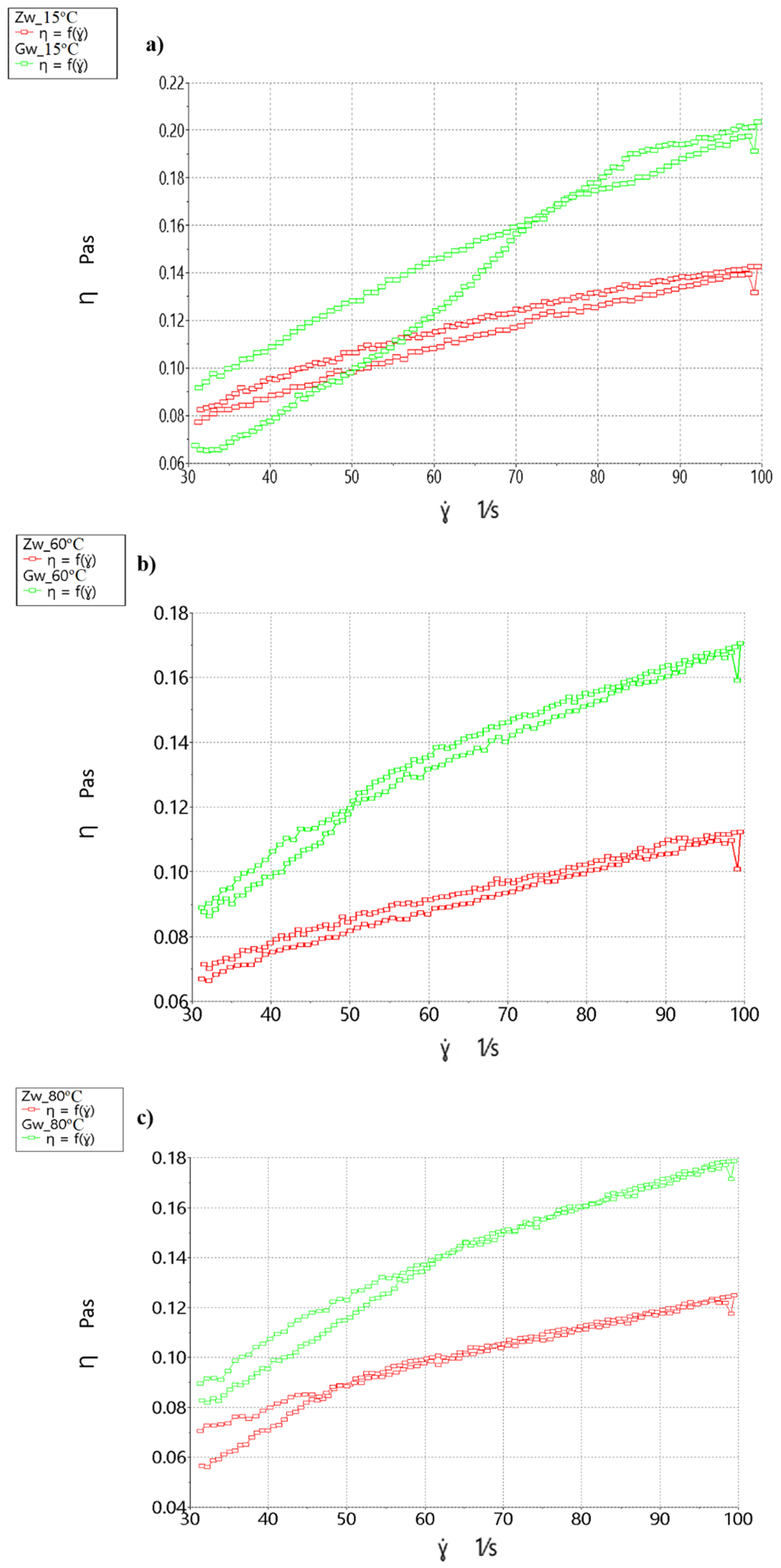
- The use of hot water causes greater swelling of hop particles. However, hops immersed in cold water create a more stable suspension.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Krishna, R.S.; Mishra, J.; Meher, S.; Das, S.K.; Mustakim, S.M.; Singh, S.K. Industrial solid waste management through sustainable green technology: Case study insights from steel and mining industry in Keonjahr, India. Mater. Today 2020, 33, 5243–5249. [Google Scholar] [CrossRef]
- Perry, M.; De Villiers, G. Modelling the consumption of water and other utilities. Brauwelt Int. 2003, 5, 286–291. [Google Scholar]
- Sterczyńska, M.; Stachnik, M. Technical and technological aspects of clarification of beer wort. Pol. J. Food Eng. 2017, 4, 24–27. [Google Scholar]
- Podskoczy, A. Beer reigns among holiday drinks, National Social-Political and Economic-Legal Journal Rzeczpospolita. Renew. Sust. Energ. Rev. 2016, 76, 1134–1152. [Google Scholar] [CrossRef]
- Sterczyńska, M.; Stachnik, M.; Poreda, A.; Jakubowski, M. Hot trub—by-product of production of clarified beer wort. Pol. J. Food Eng. 2018, 2, 36–41. [Google Scholar]
- Knirsch, M.; Penschke, A.; Meyer-Pittroff, R. Disposal situation for brewery waste in Germany e results of a survey. Brauwelt Int. 1999, 6, 477–481. [Google Scholar]
- Fillaudeau, L.; Blanpain-Avet, P.; Daufin, G. Water, wastewater and waste management in brewing industries. J. Clean. Prod. 2006, 14, 463–471. [Google Scholar] [CrossRef]
- Kerby, C.; Vriesekoop, F. An overview of the utilisation of brewery by-products as generated by British craft breweries. Beverages 2017, 3, 24. [Google Scholar] [CrossRef] [Green Version]
- van der Merwe, A.I.; Friend, J.F.C. Water management at a malted barley brewery. Water SA 2002, 28, 313–318. [Google Scholar] [CrossRef] [Green Version]
- Piepiórka-Stepuk, J.; Diakun, J.; Mierzejewska, S. Poly-optimisation of cleaning conditions for pipe systems and plate heat exchangers contaminated with hot milk using the Cleaning in Place method. J. Clean. Prod. 2016, 112, 946–954. [Google Scholar] [CrossRef]
- Piepiórka-Stepuk, J. Analysis of physical impurities in regenerated solutions used in cleaning brewing systems. J. Inst. Brew. 2018. [Google Scholar] [CrossRef]
- Mishra, P.C.; Mukherjee, S.; Nayak, S.K.; Panda, A. A brief review on viscosity of nanofluids. Int. Nano Lett. 2014, 4, 109–120. [Google Scholar] [CrossRef] [Green Version]
- Kumar, P.; Pandey, K.M. Effect on heat transfer characteristics of nanofluids flowing under laminar and turbulent flow regime. IOP Conf. Ser. Mater. Sci. Eng. 2017, 225, 012168. [Google Scholar] [CrossRef]
- Murshed, S.M.S.; Estellé, P. A state of the art review on viscosity of nanofluids. Renew. Sustain. Energy Rev. 2017, 76, 1134–1152. [Google Scholar] [CrossRef]
- Maia, A. Room temperature ionic liquids: A “green” alternative to conventional organic solvents? Mini-Rev. Org. Chem. 2011, 8, 178–185. [Google Scholar] [CrossRef]
- Dealy, J.M.; Wang, J. Melt Rheology and its Applications in the Plastics Industry, 2nd raed. Springer, Dordrecht, the Netherlands, experimental research on the flow inside a whirlpool separator. J. Food Eng. 2013, 133, 9–15. [Google Scholar]
- Piepiórka-Stepuk, J.; Mierzejewska, M.; Sterczyńska, M.; Jakubowski, M.; Marczuk, A.; Andrejko, D.; Sobczak, P. Analysis and modelling of the regeneration process of chemical solutions after brewing equipment cleaning in a Cleaning in Place system based on changes in turbidity. J. Clean. Prod. 2019, 237, 117745. [Google Scholar] [CrossRef]
- Oladokun, O.; James, S.; Cowley, T.; Smart, K.; Hort, J.; Cook, D. Dry-hopping: The effects of temperature and hop variety on the bittering profiles and properties of resultant beers. Brew. Sci. 2017, 70, 187–196. [Google Scholar]
- Pal, J.; Piotrowska, A.; Adamiak, J.; Czerwińska-Ledwig, O. Beer and brewing raw materials in cosmetology as well as beer baths as a treatment form. Adv. Fhytotherapy 2019, 20, 145–153. [Google Scholar]
- Kunze, W. Technology Brewing & Malting, 4th ed.; VLB Berlin: Berlin, Germany, 2014. [Google Scholar]
- O’Rourke, T. Back to Basics 10—Wort Boiling (Part 2). Brew. Guard. 1999, 128, 38–41. [Google Scholar]
- Lentini, A.; Takis, S.; Hawthorne, D.B.; Kavanagh, T.E. The influence of trub on fermentation and flavour development. Proceedings of the 23rd Convention Institute of Brewing (Asia Pacijk Section), Sydney. Inst. Brew. Aust. New 1994, 23, 89–95. [Google Scholar]
- Kühbeck, F.; Schütz, M.; Thiele, F.; Krottenthaler, M.; Back, W. Influence of Lauter Turbidity and Hot Trub on Wort Composition, Fermentation, and Beer Quality. Am. Soc. Brew. Chem. 2006, 64, 16–28. [Google Scholar] [CrossRef]
- Bamforth, C.W. Beer: Tap into the Art and Science of Brewing, 2nd ed.; Oxford University Press: Oxford, UK, 2003; ISBN 0-19-515479-7. [Google Scholar]
- Lewis, M.J.; Bamforth, C.W. Essays in Brewing Science; Springer Science+Business Media, LLC Springer Nature Switzerland AG.: Cham, Switzerland, 2006; Volume 13, ISBN 978-0387-33011-2. [Google Scholar]
- Priest, F.G.; Stewart, G.G. Handbook of Brewing, 2nd ed.; Taylor & Francis Group, LLC Registered in England & Wales No. 3099067: Boca Raton, FL, USA, 2006; Volume 13, ISBN 978-0-8247-2657-7. [Google Scholar]
- Jakubowski, M.; Antonowicz, A.; Janowicz, M.; Sterczyńska, M.; Piepiórka-Stepuk, J.; Poreda, A. An assessment of the potential of Shadow Sizing analysis and Particle Image Velocimetry (PIV) to characterise hot trub morphology. J. Food Eng. 2016, 173, 34–41. [Google Scholar] [CrossRef]
- Kühbeck, F.; Müller, M.; Back, W.; Kurz, T.; Krottenthaler, M. Effect of hot trub and particle addition on fermentation performance of Saccharomyces cerevisiae. Enzym. Microb. Technol. 2007, 41, 711–720. [Google Scholar] [CrossRef]
- Severa, L.; Havlíček, M.; Buchar, J.; Křivánek, I. On the Selected Rheological Parameters of Edible Vegetable Oils. Acta Univ. Agric. Silvic. Mendel. Brun. 2006, 54, 83–94. [Google Scholar] [CrossRef] [Green Version]
- Piazza, P.; Gigli, J.; Bulbarello, A. Interfacial rheology study of espresso coffee foam structure and properties. J. Food Eng. 2008, 84, 420–429. [Google Scholar] [CrossRef]
- Michael, J.; Sargent, B.; Hallmark, B. Investigating the shear rheology of molten instant coffee at elevated pressures using the Cambridge multipass rheometer. Food Bioprod. Process. 2019, 115, 17–29. [Google Scholar] [CrossRef]
- Jóźwiak, B.; Boncel, S. Rheology of ionanofluids. J. Mol. Liq. 2020, 302, 112568. [Google Scholar] [CrossRef]
- Jakubowski, M.; Diakun, J. Simulation investigations of the effects of whirlpool dimensional ratios on the state of secondary whirls. J. Food Eng. 2007, 83, 106–110. [Google Scholar] [CrossRef]
- Jakubowski, M.; Sterczyńska, M. Analysis of PIV measurements of liquid flow velocity at the bottom of a whirlpool tank filled on both sides. Chem. Eng. Appar. 2013, 52, 185–186. (In Polish) [Google Scholar]
- Stachnik, M.; Jakubowski, M. Multiphase model of flow and separation phases in whirlpool: Advanced simulation and phenomena visualization approach. J. Food Eng. 2020, 274, 109846. [Google Scholar] [CrossRef]
- Fărcaş, A.C.; Socaci, S.A.; Mudura, E.; Dulf, F.V.; Vodnar, D.C.; Tofană, M.; Salanță, L.C. Exploitation of Brewing Industry Wastes to Produce Functional Ingredients. Brew. Technol. 2017, 137-156. [Google Scholar] [CrossRef] [Green Version]
- Bedini, S.; Flamini, G.; Girardi, J.; Cosci, F.; Conti, B. Not just for beer: Evaluation of spent hops (Humulus lupulus L.) as a source of eco-friendly repellents for insect pests of stored foods. J. Pest Sci. 2015, 88, 583–592. [Google Scholar] [CrossRef]
- Zanoli, P.; Zavatti, M. Pharmacognostic and pharmacological profile of Humulus lupulus L. J. Ethnopharmacol. 2008, 116, 383–396. [Google Scholar] [CrossRef] [PubMed]
- Kanagachandran, K.; Jayaratne, R. Utilization potenctial od brewery waste water sediment as an organic fertilizer. J. Inst. Brew. 2006, 112, 92–96. [Google Scholar] [CrossRef]
- Kopeć, M.; Mierzwa-Hersztek, M.; Gondek, K.; Wolny-Koładka, K.; Zdaniewicz, M.; Jarosz, R. Biological activity of composts obtained from hop waste generated during the brewing. Biomass Conv. Bioref. 2020a. [CrossRef]
- Kopeć, M.; Mierzwa-Hersztek, M.; Gondek, K.; Wolny-Koładka, K.; Zdaniewicz, M. The application potential of hop sediments from beer production for composting. Saudi J. Biol. Sci. 2020, in press. [Google Scholar]
- Wolny-Koładka, K.; Mateusz, M.; Zdaniewicz, M. Energy and microbiological evaluation of the effects of adding bulking agents on biodrying of brewery hot trub. Food Bioprod. Process. 2021, in press. [Google Scholar]
- EBC Method 4.6. Hot Water Extract of Malt: Constant Temperature Mash. 1997. European Brewery Convention. Available online: https://brewup.eu/ (accessed on 15 May 2020).
- Wolny-Koładka, K.; Żukowski, W. Mixed Municipal Solid Waste Hygienisation for Refuse-Derived Fuel Production by Ozonation in the Novel Configuration Using Fluidized Bed and Horizontal Reactor. Waste Biomass Valor 2019, 10, 575–583. [Google Scholar] [CrossRef]
- Abram, V.; Čeh, B.; Vidmar, M.; Hercezi, M.; Lazíc, N.; Bucik, V.; Možina, S.S.; Košir, I.J.; Kač, M.; Demšar, L.; et al. A comparison of antioxidant and antimicrobial activity between hop leaves and hop cones. Ind. Crops Prod. 2015, 64, 124–134. [Google Scholar] [CrossRef]
- Astray, G.; Gullón, P.; Gullón, B.; Munekata, P.E.S.; Lorenzo, J.M. Humulus lupulus L. as a Natural Source of Functional Biomolecules. Appl. Sci. 2020, 10, 5074. [Google Scholar] [CrossRef]
- Chetrariu, A.; Dabija, A. Brewer’s Spent Grains: Possibilities of Valorization, a Review. Appl. Sci. 2020, 10, 5619. [Google Scholar] [CrossRef]
- Baca, E. Impact of water chemical composition on the production process and quality of beer. Ferment. Fruit Veg. Ind. 1999, 1, 35–38. (In Polish) [Google Scholar]
- Zarnkow, M.; Kessler, M.; Burberg, F.; Back, W.; Arendt, E.K.; Kreisz, S. The use of response surface methodology to optimise malting conditions of proso millet (Panicum miliaceum L.) as a raw material for gluten-free foods. J. Inst. Brew. 2007, 113, 280–292. [Google Scholar] [CrossRef]
- Narziß, L.; Back, W. Die Bierbrauerei: Band 2, Technologie der Würzebereitung, 8th ed.; Wiley-VHC: Weinheim, Germany, 2012. [Google Scholar]
- Barnes, H.A. A Handbook of Elementary Rheology; Cambrian Printers: Aberystwyth, UK, 2000; SY23 3TN; ISBN 0-9538032-0-1. [Google Scholar]
- Mezger, T.G. The Rheology Handbook: For Users of Rotational and Oscillatory Rheometers, 4th ed.; Vincentz Network: Hanover, Germany, 2014. [Google Scholar]
- Dentel, S.K. Evaluation and Role of Rheological Properties in sediment Management. Water Sci. Technol. 1997, 36. [Google Scholar] [CrossRef]
- Zawiślak, K.; Sobczak, P.; Kraszkiewicz, A.; Niedziółka, I.; Parafiniuk, S.; Kuna-Broniowska, I.; Tanaś, W.; Żukiewicz-Sobczak, W.; Obidziński, S. The use of lignocellulosic waste in the production of pellets for energy purposes. Renew. Energy 2020, 145, 997–1003. [Google Scholar] [CrossRef]
- Baroutian, S.; Eshtiaghi, N.; Gapes, D.J. Rheology of A Primary and Secondary Sewage Sludge Mixture: Dependency on Temperature and Solid Concentration. Bioresour. Technol. 2013, 140, 227–233. [Google Scholar] [CrossRef] [Green Version]
- Behn, V.C. Experimental Determination Of sediment-Flow Parameters. J. Sanit. Eng. Div. 1962, 88, 39–54. [Google Scholar]
- Lotito, V.; Spinosa, L.; Mininni, G.; Antonacci, R. The Rheology of Sewage sediment at Different Steps of Treatment. Water Sci. Technol. 1997, 36. [Google Scholar] [CrossRef]
- Cao, X.; Jiang, Z.; Cui, W.; Wang, Y.; Yang, P. Rheological Properties of Municipal Sewage sediment: Dependency on Solid Concentration and Temperature. Procedia Environ. Sci. 2016, 31, 113–121. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Wang, R.; Gao, F.; Zhou, J.; Cen, K. Rheology and thixotropic properties of slurry fuel prepared using municipal wastewater sediment and coal. Chem. Eng. Sci. 2012, 76, 1–8. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variant Symbol | Symbol Designation |
|---|---|
| O_Przem_P | Hot trub from the industrial brewery |
| O_P_60 | Hot trub precipitated from Pilsner malt wort and boiled for 60 min |
| O_L_60 | Hot trub precipitated from Lager malt wort and boiled for 60 min |
| O_D_60 | Hot trub with yeast precipitated from Pilsner malt wort and boiled for 60 min |
| O_P_30 | Hot trub with yeast precipitated from Pilsner malt wort and boiled for 30 min |
| O_L_30 | Hot trub precipitated from Lager malt wort and boiled for 30 min |
| Ch_z | Puławski hop pellets dissolved in water at 21 °C |
| Ch_g | Puławski hop pellets dissolved in water at 100 °C |
| D | Freeze-dried yeast |
| Ch_Pł | Puławski hop pellets |
| Ch_M | Magnat hop pellets |
| Ch_L | Lubelski hop pellets |
| B_Przem | Industrial wort |
| B_P | Pilsner malt wort |
| B_L | Lager malt wort |
| O_1 | Hot trub precipitated from Pilsner malt wort and boiled 60 min |
| O_2 | Hot trub precipitated from Lager malt wort and boiled for 60 min |
| O_3 | Hot trub with yeast precipitated from Pilsner malt wort and boiled for 60 min |
| O_4 | Hot trub precipitated from Pilsner malt wort and boiled for 30 min |
| O_5 | Hot trub precipitated from Lager malt wort and boiled for 30 min |
| Zw | Hops dissolved in water at 21 °C |
| Gw | Hops dissolved in water at 100 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sterczyńska, M.; Zdaniewicz, M.; Wolny-Koładka, K. Rheological and Microbiological Characteristics of Hops and Hot Trub Particles Formed during Beer Production. Molecules 2021, 26, 681. https://doi.org/10.3390/molecules26030681
Sterczyńska M, Zdaniewicz M, Wolny-Koładka K. Rheological and Microbiological Characteristics of Hops and Hot Trub Particles Formed during Beer Production. Molecules. 2021; 26(3):681. https://doi.org/10.3390/molecules26030681
Chicago/Turabian StyleSterczyńska, Monika, Marek Zdaniewicz, and Katarzyna Wolny-Koładka. 2021. "Rheological and Microbiological Characteristics of Hops and Hot Trub Particles Formed during Beer Production" Molecules 26, no. 3: 681. https://doi.org/10.3390/molecules26030681
APA StyleSterczyńska, M., Zdaniewicz, M., & Wolny-Koładka, K. (2021). Rheological and Microbiological Characteristics of Hops and Hot Trub Particles Formed during Beer Production. Molecules, 26(3), 681. https://doi.org/10.3390/molecules26030681