


Aqueous Pretreatment of Lignocellulosic Biomass for Binderless Material Production: Influence of Twin-Screw Extrusion Configuration and Liquid-to-Solid Ratio
 ,
,  ,
,
Abstract
1. Introduction
2. Results and Discussion
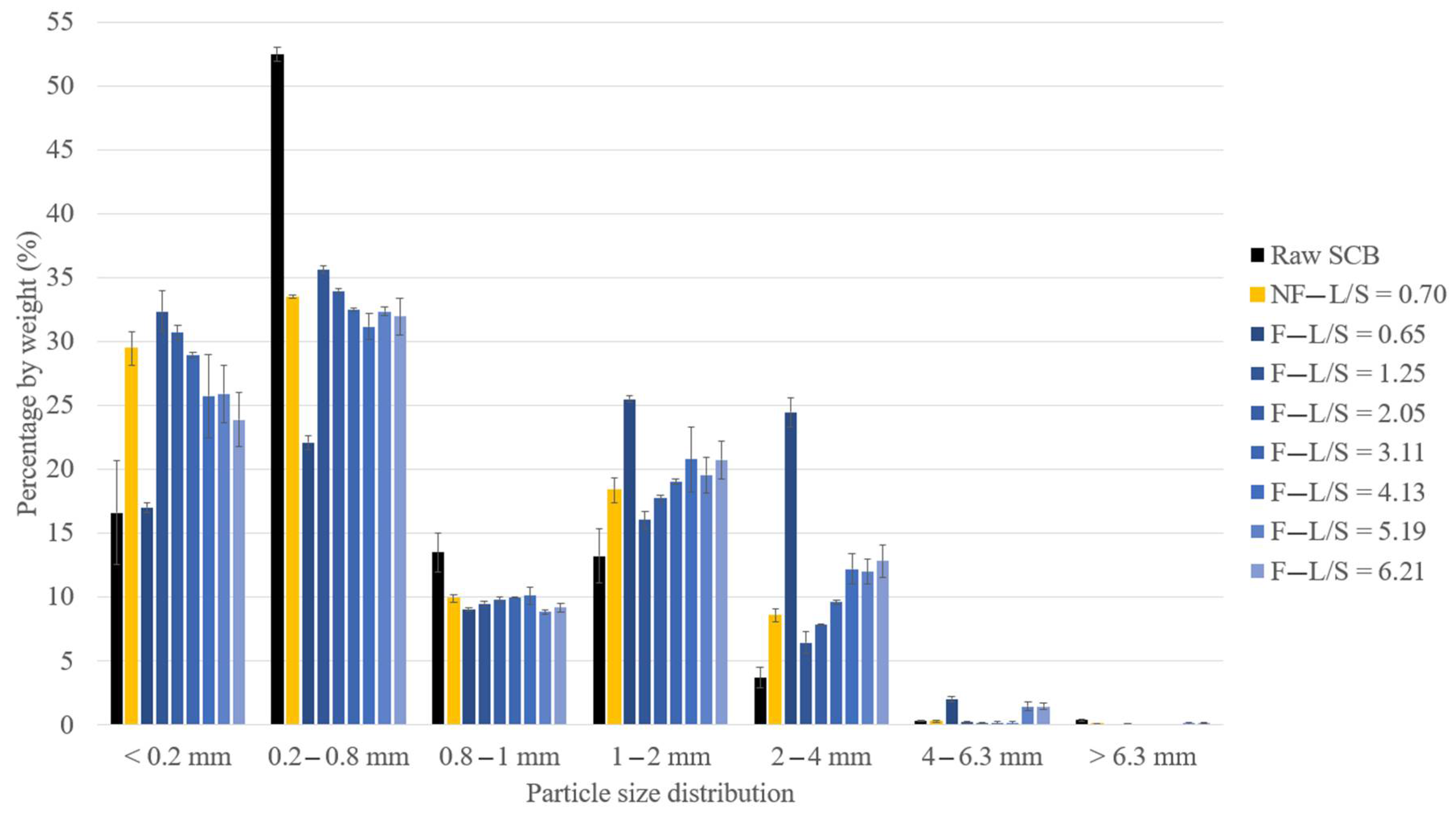
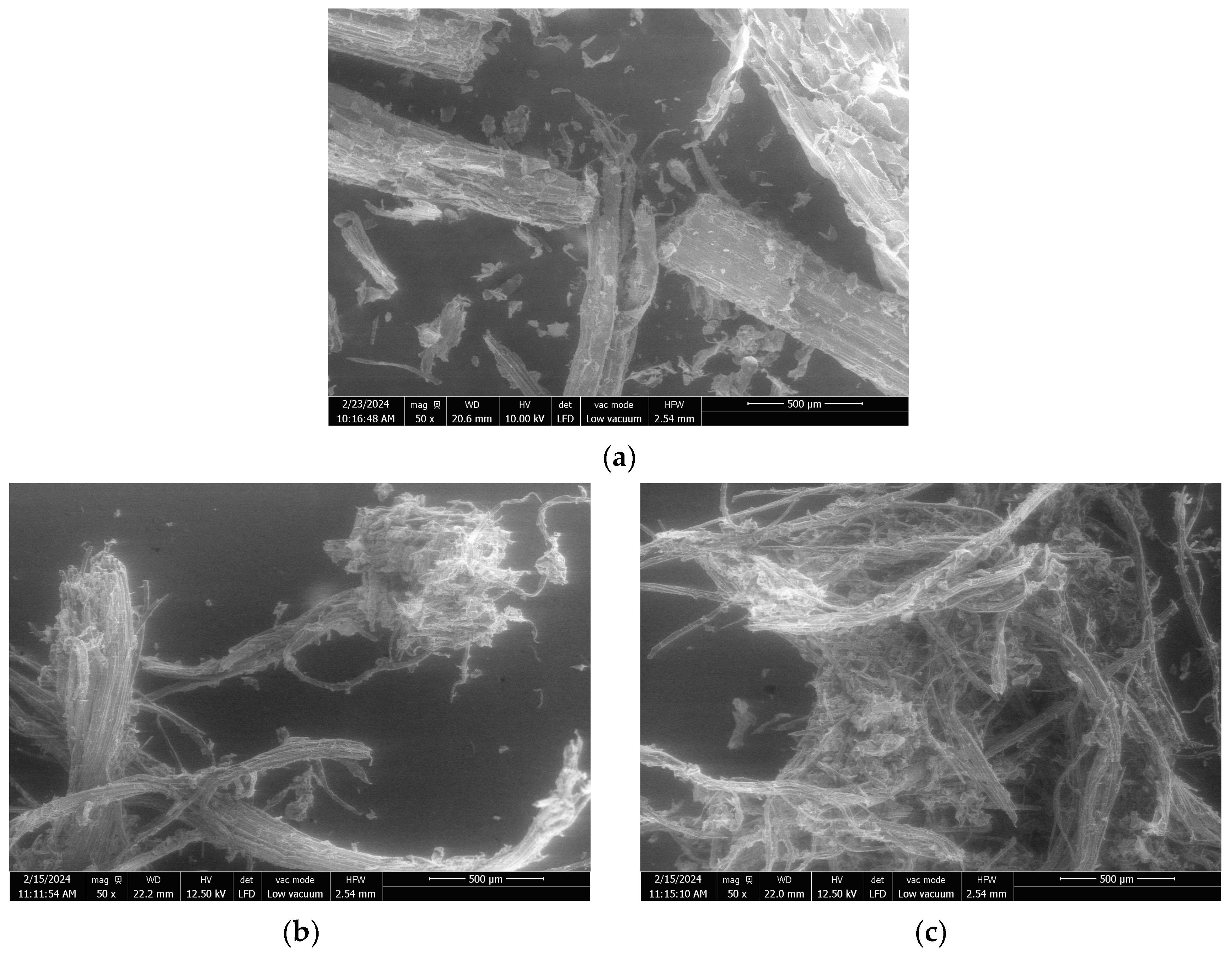
2.1. SCB Fractionation by Twin-Screw Extrusion: General Characterization
2.2. Filtrate Characterization
2.2.1. Distribution of Dry Matter Recovered from the Filtrate
2.2.2. Extraction Yield in the Supernatant
2.2.3. Chemical Characterization of the Filtrate Pellets
2.3. Extrudate Characterization
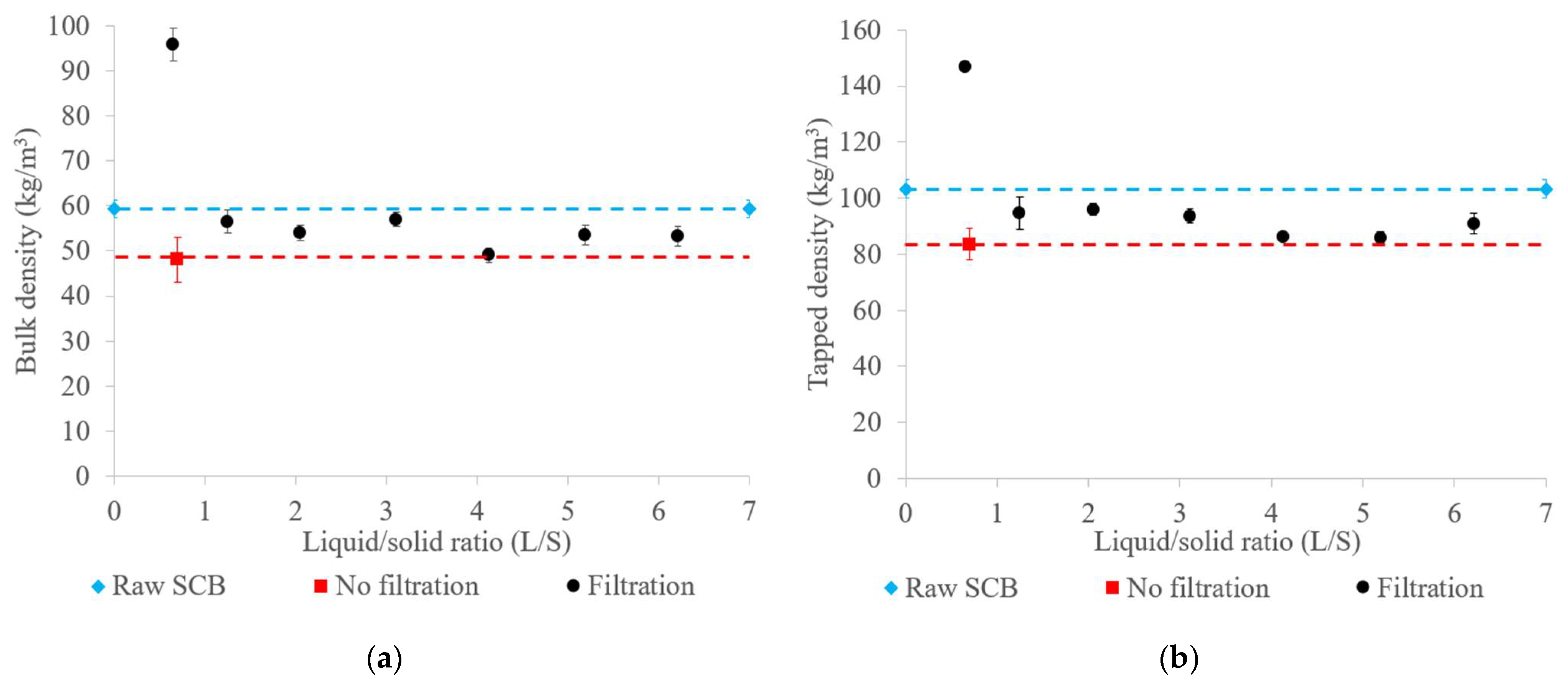
2.3.1. Physical Properties of the Extrudates
2.3.2. Chemical Composition of the Extrudates
2.4. Production of Binderless Materials by Thermocompression
2.4.1. Density and Mechanical Properties of the Materials
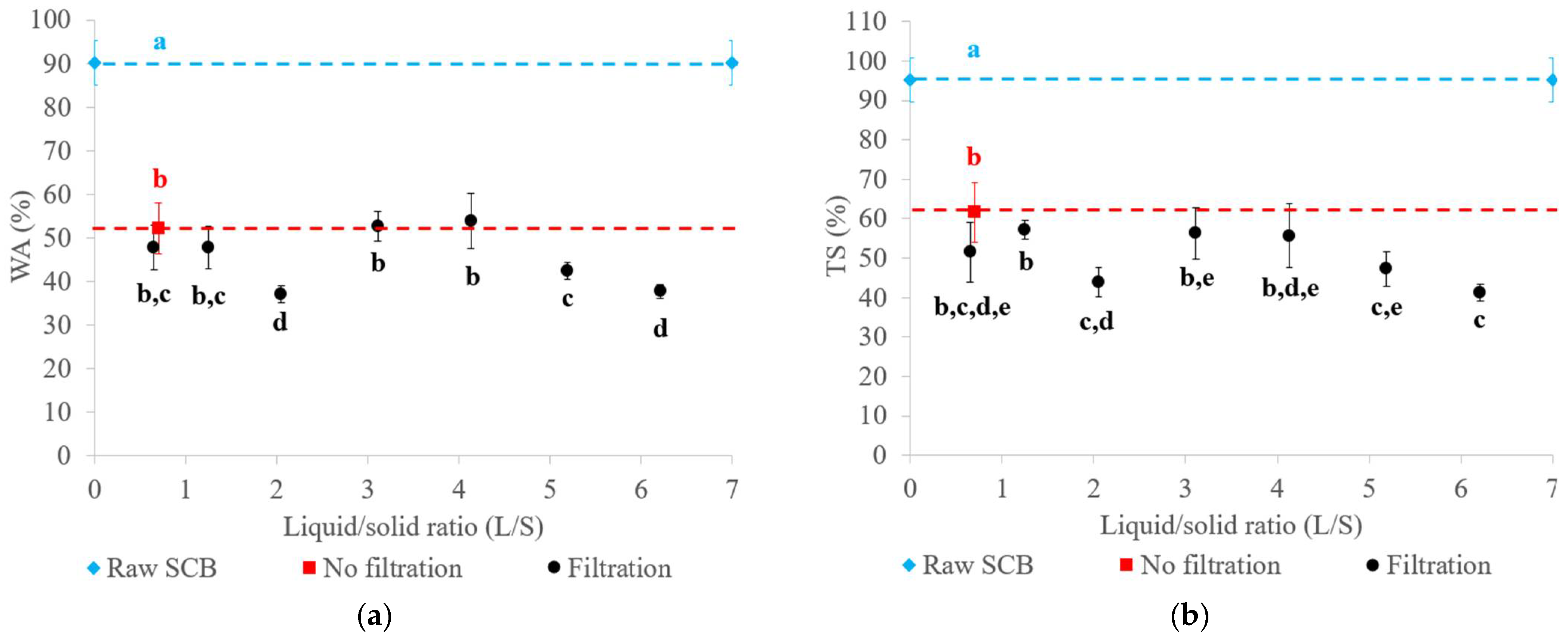
2.4.2. Water Resistance of the Materials
2.4.3. Potential Applications
3. Materials and Methods
3.1. Raw Material Preparation
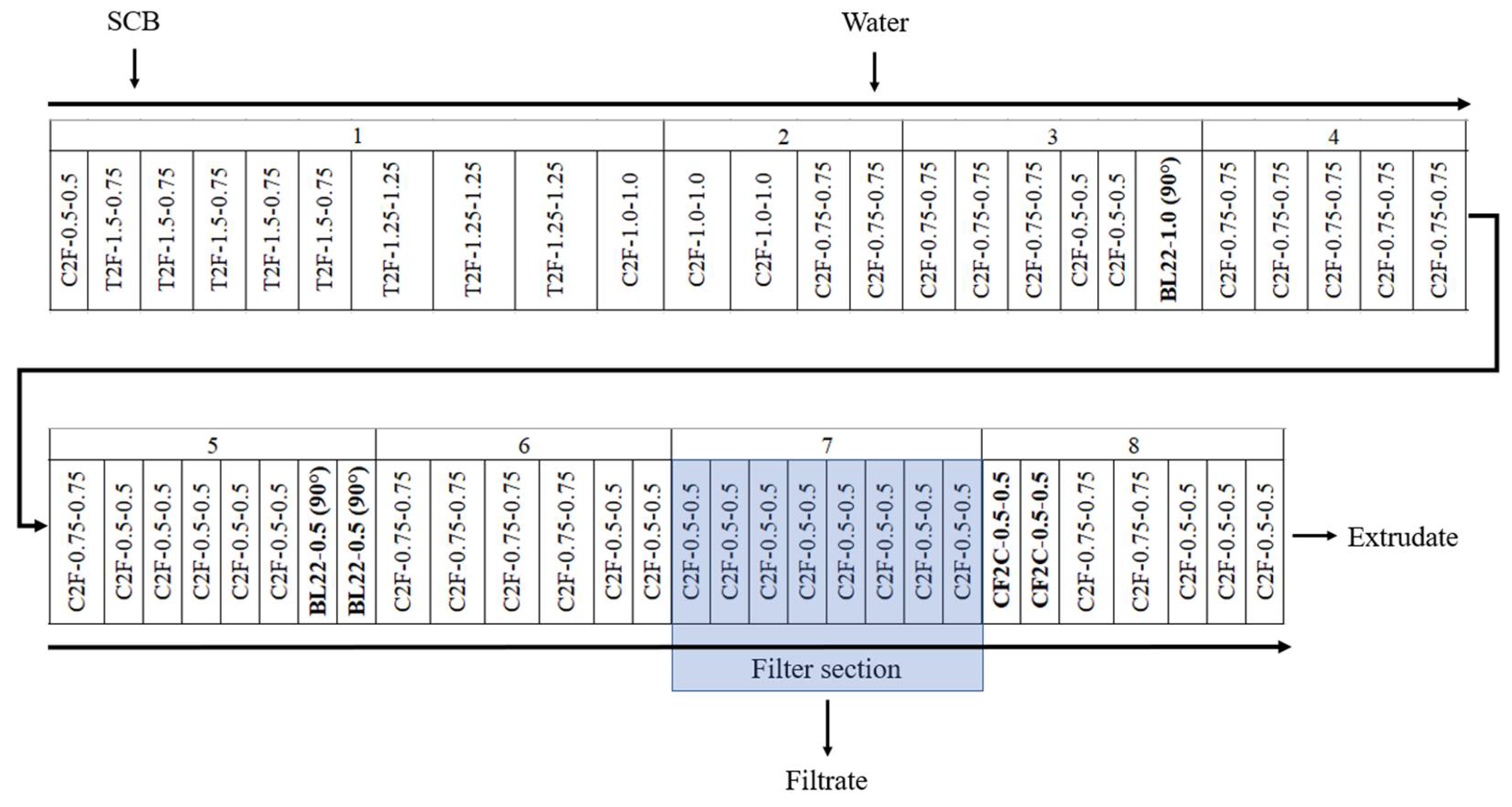
3.2. Twin-Screw Extrusion Pretreatment
3.3. Analytical Methods
3.3.1. Chemical Composition of the Solid Samples
3.3.2. Chemical Composition of the Supernatant
3.4. Physical Characterization of Extrudates
3.5. Preparation of Binderless Materials by Thermocompression
3.6. Material Characterization
3.7. Statistical Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Evon, P.; Jégat, L.; Labonne, L.; Véronèse, T.; Ballas, S.; Tricoulet, L.; Li, J.; Geelen, D. Bio-based materials from sunflower co-products, a way to generate economical value with low environmental footprint. OCL 2023, 30, 25. [Google Scholar] [CrossRef]
- Chen, M.; Zheng, S.; Wu, J.; Xu, J. Study on preparation of high-performance binderless board from Broussonetia papyrifera. J. Wood Sci. 2023, 69, 17. [Google Scholar] [CrossRef]
- Sutaro, W.; Sarattawipak, J.; Phuengklay, T.; Kupasittirat, P.; Prommachan, S.; Intharapat, P.; Boonsombuti, A.; Phalakornkule, C. Valorization of Sugarcane Leaf to Binderless Fiberboards by Hot-Pressing Process and Polyurethane Coating. Chem. Eng. Technol. 2024. [Google Scholar] [CrossRef]
- Shi, J.; Zhong, T.; Xu, X.; Wu, J.; Zou, Y.; Fei, B.; Xia, C.; Chen, H. Eco-friendly and special-shaped bamboo binderless fiberboards fabricated by self-bonding technology: Effect of bamboo fibers with different sizes. Ind. Crops Prod. 2023, 194, 116300. [Google Scholar] [CrossRef]
- Nonaka, S.; Umemura, K.; Kawai, S. Characterization of bagasse binderless particleboard manufactured in high-temperature range. J. Wood Sci. 2013, 59, 50–56. [Google Scholar] [CrossRef]
- Cavailles, J.; Vaca-Medina, G.; Wu-Tiu-Yen, J.; Peydecastaing, J.; Pontalier, P.-Y. Influence of Thermocompression Conditions on the Properties and Chemical Composition of Bio-Based Materials Derived from Lignocellulosic Biomass. Materials 2024, 17, 1713. [Google Scholar] [CrossRef] [PubMed]
- Mobarak, F.; Fahmy, Y.; Augustin, H. Binderless Lignocellulose Composite from Bagasse and Mechanism of Self-Bonding. Holzforschung 1982, 36, 131–136. [Google Scholar] [CrossRef]
- Sar, B. Effects of chemical composition of wood and resin type on properties of particleboard. Lignocellulose 2012, 1, 174–184. [Google Scholar]
- Velásquez, J.A.; Ferrando, F.; Farriol, X.; Salvadó, J. Binderless fiberboard from steam exploded Miscanthus sinensis. Wood Sci. Technol. 2003, 37, 269–278. [Google Scholar] [CrossRef]
- Ribeiro, D.P.; Vilela, A.P.; Silva, D.W.; Napoli, A.; Mendes, R.F. Effect of Heat Treatment on the Properties of Sugarcane Bagasse Medium Density Particleboard (MDP) Panels. Waste Biomass Valorization 2020, 11, 6429–6441. [Google Scholar] [CrossRef]
- Sabiha-Hanim, S.; Asyikin Abd Halim, N. Sugarcane Bagasse Pretreatment Methods for Ethanol Production. In Fuel Ethanol Production from Sugarcane; Peixoto Basso, T., Carlos Basso, L., Eds.; IntechOpen: London, UK, 2019; ISBN 978-1-78984-937-0. [Google Scholar]
- Cardona, C.A.; Quintero, J.A.; Paz, I.C. Production of bioethanol from sugarcane bagasse: Status and perspectives. Bioresour. Technol. 2010, 101, 4754–4766. [Google Scholar] [CrossRef] [PubMed]
- Ou, S.Y.; Luo, Y.L.; Huang, C.H.; Jackson, M. Production of coumaric acid from sugarcane bagasse. Innov. Food Sci. Emerg. Technol. 2009, 10, 253–259. [Google Scholar] [CrossRef]
- Xu, F.; Sun, R.-C.; Sun, J.-X.; Liu, C.-F.; He, B.-H.; Fan, J.-S. Determination of cell wall ferulic and p-coumaric acids in sugarcane bagasse. Anal. Chim. Acta 2005, 552, 207–217. [Google Scholar] [CrossRef]
- Atsushi, K.; Azuma, J.; Koshijima, T. Lignin-Carbohydrate Complexes and Phenolic Acids in Bagasse. Holzforschung 1984, 38, 141–149. [Google Scholar] [CrossRef]
- Kaur, R.; Uppal, S.K.; Sharma, P. Phenolic Acids from Sugarcane Bagasse Lignin: Qualitative and Quantitative Determination, Isolation, Derivatization, and Biological Activity Evaluation. Chem. Nat. Compd. 2018, 54, 1211–1215. [Google Scholar] [CrossRef]
- Sasaki, M.; Adschiri, T.; Arai, K. Fractionation of sugarcane bagasse by hydrothermal treatment. Bioresour. Technol. 2003, 86, 301–304. [Google Scholar] [CrossRef] [PubMed]
- Michelin, M.; Ximenes, E.; de Lourdes Teixeira de Moraes Polizeli, M.; Ladisch, M.R. Effect of phenolic compounds from pretreated sugarcane bagasse on cellulolytic and hemicellulolytic activities. Bioresour. Technol. 2016, 199, 275–278. [Google Scholar] [CrossRef] [PubMed]
- Boussarsar, H.; Rogé, B.; Mathlouthi, M. Optimization of sugarcane bagasse conversion by hydrothermal treatment for the recovery of xylose. Bioresour. Technol. 2009, 100, 6537–6542. [Google Scholar] [CrossRef] [PubMed]
- Sukhbaatar, B.; Hassan, E.B.; Kim, M.; Steele, P.; Ingram, L. Optimization of hot-compressed water pretreatment of bagasse and characterization of extracted hemicelluloses. Carbohydr. Polym. 2014, 101, 196–202. [Google Scholar] [CrossRef] [PubMed]
- Gao, Y.; Xu, J.; Zhang, Y.; Yu, Q.; Yuan, Z.; Liu, Y. Effects of different pretreatment methods on chemical composition of sugarcane bagasse and enzymatic hydrolysis. Bioresour. Technol. 2013, 144, 396–400. [Google Scholar] [CrossRef]
- Yu, Q.; Zhuang, X.; Lv, S.; He, M.; Zhang, Y.; Yuan, Z.; Qi, W.; Wang, Q.; Wang, W.; Tan, X. Liquid hot water pretreatment of sugarcane bagasse and its comparison with chemical pretreatment methods for the sugar recovery and structural changes. Bioresour. Technol. 2013, 129, 592–598. [Google Scholar] [CrossRef] [PubMed]
- Konan, D.; Koffi, E.; Ndao, A.; Peterson, E.C.; Rodrigue, D.; Adjallé, K. An Overview of Extrusion as a Pretreatment Method of Lignocellulosic Biomass. Energies 2022, 15, 3002. [Google Scholar] [CrossRef]
- N’Diaye, S.; Rigal, L. Factors influencing the alkaline extraction of poplar hemicelluloses in a twin-screw reactor: Correlation with specific mechanical energy and residence time distribution of the liquid phase. Bioresour. Technol. 2000, 75, 13–18. [Google Scholar] [CrossRef]
- Zeitoun, R. Twin-screw extrusion for hemicellulose recovery: Influence on extract purity and purification performance. Bioresour. Technol. 2010, 101, 9348–9354. [Google Scholar] [CrossRef] [PubMed]
- Zheng, J.; Choo, K.; Bradt, C.; Lehoux, R.; Rehmann, L. Enzymatic hydrolysis of steam exploded corncob residues after pretreatment in a twin-screw extruder. Biotechnol. Rep. 2014, 3, 99–107. [Google Scholar] [CrossRef] [PubMed]
- Jacquemin, L.; Mogni, A.; Zeitoun, R.; Guinot, C.; Sablayrolles, C.; Saulnier, L.; Pontalier, P.-Y. Comparison of different twin-screw extraction conditions for the production of arabinoxylans. Carbohydr. Polym. 2015, 116, 86–94. [Google Scholar] [CrossRef] [PubMed]
- Hwang, J.K.; Kim, C.J.; Kim, C.T. Extrusion of apple pomace facilitates pectin extraction. J. Food Sci. 1998, 63, 841–844. [Google Scholar] [CrossRef]
- Sriti, J.; Msaada, K.; Talou, T.; Faye, M.; Kartika, I.A.; Marzouk, B. Extraction of coriander oil by twin-screw extruder: Screw configuration and operating conditions effect. Ind. Crops Prod. 2012, 40, 355–360. [Google Scholar] [CrossRef]
- Uitterhaegen, E.; Nguyen, Q.H.; Sampaio, K.A.; Stevens, C.V.; Merah, O.; Talou, T.; Rigal, L.; Evon, P. Extraction of Coriander Oil Using Twin-Screw Extrusion: Feasibility Study and Potential Press Cake Applications. J. Am. Oil Chem. Soc. 2015, 92, 1219–1233. [Google Scholar] [CrossRef]
- Evon, P.; Vandenbossche, V.; Pontalier, P.Y.; Rigal, L. Direct extraction of oil from sunflower seeds by twin-screw extruder according to an aqueous extraction process: Feasibility study and influence of operating conditions. Ind. Crops Prod. 2007, 26, 351–359. [Google Scholar] [CrossRef]
- Evon, P.; Vandenbossche, V.; Pontalier, P.Y.; Rigal, L. Aqueous extraction of residual oil from sunflower press cake using a twin-screw extruder: Feasibility study. Ind. Crops Prod. 2009, 29, 455–465. [Google Scholar] [CrossRef]
- Evon, P.; Vandenbossche, V.; Labonne, L.; Vinet, J.; Pontalier, P.-Y.; Rigal, L. The thermo-mechano-chemical twin-screw reactor, a new perspective for the biorefinery of sunflower whole plant: Aqueous extraction of oil and other biopolymers, and production of biodegradable fiberboards from cake. OCL 2016, 23, D505. [Google Scholar] [CrossRef]
- Colas, D.; Doumeng, C.; Pontalier, P.Y.; Rigal, L. Green crop fractionation by twin-screw extrusion: Influence of the screw profile on alfalfa (Medicago sativa) dehydration and protein extraction. Chem. Eng. Process. Process Intensif. 2013, 72, 1–9. [Google Scholar] [CrossRef]
- Candy, L.; Bassil, S.; Rigal, L.; Simon, V.; Raynaud, C. Thermo-mechano-chemical extraction of hydroxycinnamic acids from industrial hemp by-products using a twin-screw extruder. Ind. Crops Prod. 2017, 109, 335–345. [Google Scholar] [CrossRef]
- Li, J.; Evon, P.; Ballas, S.; Trinh, H.K.; Xu, L.; Van Poucke, C.; Van Droogenbroeck, B.; Motti, P.; Mangelinckx, S.; Ramirez, A.; et al. Sunflower Bark Extract as a Biostimulant Suppresses Reactive Oxygen Species in Salt-Stressed Arabidopsis. Front. Plant Sci. 2022, 13, 837441. [Google Scholar] [CrossRef] [PubMed]
- Evon, P.; Labonne, L.; Khan, S.U.; Ouagne, P.; Pontalier, P.-Y.; Rouilly, A. Twin-Screw Extrusion Process to Produce Renewable Fiberboards. JoVE 2021, 167, e62072. [Google Scholar] [CrossRef]
- Colas, D.; Doumeng, C.; Pontalier, P.Y.; Rigal, L. Twin-screw extrusion technology, an original solution for the extraction of proteins from alfalfa (Medicago sativa). Food Bioprod. Process. 2013, 91, 175–182. [Google Scholar] [CrossRef]
- Celhay, C.; Mathieu, C.E.; Candy, L.; Vilarem, G.; Rigal, L. Aqueous extraction of polyphenols and antiradicals from wood by-products by a twin-screw extractor: Feasibility study. Comptes Rendus Chim. 2014, 17, 204–211. [Google Scholar] [CrossRef]
- Theng, D.; Arbat, G.; Delgado-Aguilar, M.; Ngo, B.; Labonne, L.; Evon, P.; Mutjé, P. Comparison between two different pretreatment technologies of rice straw fibers prior to fiberboard manufacturing: Twin-screw extrusion and digestion plus defibration. Ind. Crops Prod. 2017, 107, 184–197. [Google Scholar] [CrossRef]
- Morales-Huerta, J.C.; Hernández-Meléndez, O.; Hernández-Luna, M.G.; Manero, O.; Bárzana, E.; Vivaldo-Lima, E. An Experimental and Modeling Study on the Pretreatment and Alkaline Hydrolysis of Blue Agave Bagasse in Twin-Screw Extruders. Ind. Eng. Chem. Res. 2021, 60, 12449–12460. [Google Scholar] [CrossRef]
- Corbett, D.B.; Knoll, C.; Venditti, R.; Jameel, H.; Park, S. Fiber fractionation to understand the effect of mechanical refining on fiber structure and resulting enzymatic digestibility of biomass. Biotechnol. Bioeng. 2020, 117, 924–932. [Google Scholar] [CrossRef] [PubMed]
- Uitterhaegen, E.; Labonne, L.; Merah, O.; Talou, T.; Ballas, S.; Véronèse, T.; Evon, P. Impact of Thermomechanical Fiber Pre-Treatment Using Twin-Screw Extrusion on the Production and Properties of Renewable Binderless Coriander Fiberboards. Int. J. Mol. Sci. 2017, 18, 1539. [Google Scholar] [CrossRef] [PubMed]
- Pintiaux, T.; Viet, D.; Vandenbossche, V.; Rigal, L.; Rouilly, A. Binderless Materials Obtained by Thermo-Compressive Processing of Lignocellulosic Fibers: A Comprehensive Review. BioResources 2015, 10, 1915–1963. [Google Scholar] [CrossRef]
- Widyorini, R.; Xu, J.; Umemura, K.; Kawai, S. Manufacture and properties of binderless particleboard from bagasse I: Effects of raw material type, storage methods, and manufacturing process. J. Wood Sci. 2005, 51, 648–654. [Google Scholar] [CrossRef]
- Pędzik, M.; Janiszewska, D.; Rogoziński, T. Alternative lignocellulosic raw materials in particleboard production: A review. Ind. Crops Prod. 2021, 174, 114162. [Google Scholar] [CrossRef]
- Shen, K.C. Process for Manufacturing Composite Products from Lignocellulosic Materials. U.S. Patent 4627951, 9 December 1986. [Google Scholar]
- ISO 16895-1:2008; Wood-Based Panels—Dry-Process Fibreboard—Part 1: Classifications. International Organization for Standardization. ISO: Geneva, Switzerland, 2008.
- ISO 16895-2:2010; Wood-Based Panels—Dry-Process Fibreboard—Part 2: Requirements. International Organization for Standardization. ISO: Geneva, Switzerland, 2008.
- Sluiter, A. Determination of Total Solids in Biomass and Total Dissolved Solids in Liquid Process Samples: Laboratory Analytical Procedure (LAP). Lab. Anal. Proced. 2008, 2–5. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass. Lab. Anal. Proced. 2008, 1617, 1–16. [Google Scholar]
- Singleton, V.L.; Rossi, J.A. Colorimetry of Total Phenolics with Phosphomolybdic-Phosphotungstic Acid Reagents. Am. J. Enol. Vitic. 1965, 16, 144–158. [Google Scholar] [CrossRef]
- ISO 16978:2003; Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength. International Organization for Standardization. ISO: Geneva, Switzerland, 2003.
- ISO 16983:2003; Wood-Based Panels—Determination of Swelling in Thickness after Immersion in Water. International Organization for Standardization. ISO: Geneva, Switzerland, 2003.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trials | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
| Configuration | NF | F | F | F | F | F | F | F |
| Input | ||||||||
| QSCB (kg/h) | 28.2 | 27.4 | 27.4 | 27.4 | 27.4 | 27.4 | 27.4 | 27.4 |
| MCSCB (%) | 29.0 | 26.9 | 26.9 | 26.9 | 26.9 | 26.9 | 26.9 | 26.9 |
| QSCB (kg DM/h) | 20.0 | 20.0 | 20.0 | 20.0 | 20.0 | 20.0 | 20.0 | 20.0 |
| Qwater pump (kg/h) | 6.1 | 5.6 | 17.7 | 33.7 | 54.8 | 75.4 | 96.5 | 117.0 |
| QL (kg/h) | 14.3 | 13.0 | 25.1 | 41.1 | 62.2 | 82.8 | 103.9 | 124.4 |
| QL/QS (L/S ratio) | 0.70 | 0.65 | 1.25 | 2.05 | 3.11 | 4.13 | 5.19 | 6.21 |
| Extrudate | ||||||||
| QEXT (kg/h) | 34.2 ± 0.9 | 27.4 ± 0.5 | 33.4 ± 0.5 | 29.6 ± 0.5 | 28.3 ± 0.3 | 27.4 ± 0.5 | 26.3 ± 0.1 | 24.8 ± 0.5 |
| MCEXT (%) | 39.7 ± 0.6 | 24.3 ± 0.5 | 38.9 ± 0.3 | 34.4 ± 0.5 | 34.0 ± 1.7 | 33.0 ± 1.8 | 32.1 ± 0.1 | 31.7 ± 0.3 |
| QEXT (kg DM/h) | 20.6 | 20.7 | 20.4 | 19.4 | 18.7 | 18.3 | 17.8 | 16.9 |
| QEXT water (kg/h) | 13.6 | 6.7 | 13.0 | 10.2 | 9.6 | 9.0 | 8.4 | 7.8 |
| Filtrate | ||||||||
| QFIL (kg/h) | n/a | 0.4 ± 0.1 | 5.3 ± 0.4 | 24.7 ± 0.4 | 45.1 ± 0.3 | 65.8 ± 0.2 | 87.4 ± 0.8 | 96.2 ± 1.0 |
| MCFIL (%) | n/a | 99.8 ± 0.1 | 93.4 ± 0.2 | 95.6 ± 0.4 | 96.6 ± 0.3 | 98.1 ± 0.1 | 98.6 ± 0.1 | 98.6 ± 0.9 |
| QFIL (kg DM/h) | n/a | <0.1 | 0.3 | 1.1 | 1.6 | 1.2 | 1.2 | 1.4 |
| QFIL water (kg/h) | n/a | 0.4 | 4.9 | 23.6 | 43.5 | 64.5 | 86.2 | 94.8 |
| Global output | ||||||||
| QEXT + QFIL(kg DM/h) | 20.6 | 20.7 | 20.7 | 20.5 | 20.2 | 19.6 | 19.1 | 18.3 |
| QEXT water + QFIL water(kg/h of water) | 13.6 | 7.0 | 17.9 | 33.8 | 53.1 | 73.6 | 94.6 | 102.7 |
| Ew (kg/h) | 0.6 | 6.0 | 7.2 | 7.3 | 9.0 | 9.2 | 9.3 | 21.7 |
| Ew (%) | 4.2 | 46.0 | 28.6 | 17.8 | 14.5 | 11.1 | 9.0 | 17.4 |
| I (A) | 87 ± 4 | 94 ± 9 | 80 ± 7 | 80 ± 7 | 81 ± 6 | 81 ± 7 | 81 ± 5 | 79 ± 12 |
| SME (W h/kg DM) | 418 ± 19 | 436 ± 40 | 370 ± 30 | 368 ± 26 | 378 ± 30 | 376 ± 30 | 376 ± 21 | 359 ± 56 |
| TCF2C (°C) | 115 ± 1 | 97 ± 1 | 98 ± 1 | 97 ± 1 | 92 ± 1 | 88 ± 1 | 86 ± 1 | 83 ± 2 |
| TModule8 (°C) | 110 ± 1 | 110 ± 1 | 110 ± 1 | 109 ± 1 | 108 ± 1 | 107 ± 1 | 106 ± 1 | 104 ± 1 |
| Trials | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|
| L/S ratio | 0.65 | 1.25 | 2.05 | 3.11 | 4.13 | 5.19 | 6.21 |
| Dry matter recovered in the filtrate (g/kg DMi) | <1 | 17 ± 4 | 55 ± 8 | 77 ± 6 | 62 ± 1 | 62 ± 3 | 69 ± 5 |
| Dry matter recovered in the supernatant (%) | n/a | 22 | 22 | 16 | 21 | 25 | 20 |
| Dry matter recovered in the supernatant (g/kg DMi) | n/a | 3.8 | 12.1 | 12.5 | 13.0 | 15.5 | 15.8 |
| Dry matter recovered in the filtrate pellet (%) | n/a | 78 | 78 | 84 | 79 | 75 | 80 |
| Trials | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|
| L/S ratio | 1.25 | 2.05 | 3.11 | 4.13 | 5.19 | 6.21 |
| Concentration (g/L) | 17.0 ± 0.1 | 11.3 ± 0.1 | 6.2 ± 0.1 | 4.1 ± 0.2 | 3.7 ± 0.1 | 3.3 ± 0.1 |
| Total extraction yield (g/kg DMi) | 3.7 ± 0.7 | 11.5 ± 0.9 | 11.8 ± 1.0 | 12.3 ± 0.9 | 14.5 ± 1.5 | 13.5 ± 0.8 |
| Ash (g/kg DMi) | 0.4 ± 0.1 | 1.3 ± 0.1 | 1.5 ± 0.2 | 1.8 ± 0.1 | 2.0 ± 0.5 | 2.2 ± 0.2 |
| Glucose (g/kg DMi) | 0.7 ± 0.1 | 2.0 ± 0.2 | 2.0 ± 0.1 | 2.1 ± 0.2 | 2.4 ± 0.1 | 1.9 ± 0.1 |
| Xylose (g/kg DMi) | 0.9 ± 0.1 | 2.7 ± 0.2 | 2.7 ± 0.3 | 2.8 ± 0.2 | 3.1 ± 0.2 | 2.7 ± 0.1 |
| Arabinose (g/kg DMi) | 0.3 ± 0.1 | 0.9 ± 0.1 | 0.9 ± 0.1 | 0.9 ± 0.1 | 1.0 ± 0.1 | 0.9 ± 0.1 |
| Acetic acid (g/kg DMi) | 0.2 ± 0.1 | 0.4 ± 0.1 | 0.4 ± 0.1 | 0.4 ± 0.1 | 0.5 ± 0.1 | 0.5 ± 0.1 |
| Lignin (g/kg DMi) | 1.0 ± 0.1 | 3.6 ± 0.1 | 3.4 ± 0.1 | 3.0 ± 0.1 | 4.4 ± 0.4 | 4.3 ± 0.1 |
| Total polyphenols (g/kg DMi) | 0.2 ± 0.1 | 0.6 ± 0.1 | 0.9 ± 0.1 | 1.3 ± 0.1 | 1.1 ± 0.1 | 1.0 ± 0.1 |
| Trials | Raw SCB | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|
| L/S ratio | - | 1.25 | 2.05 | 3.11 | 4.13 | 5.19 | 6.21 |
| Dry matter (%) | 91.5 ± 0.1 | 92.1 ± 0.2 | 93.1 ± 0.1 | 93.3 ± 0.1 | 93.0 ± 0.1 | 93.6 ± 1.9 | 94.2 ± 1.2 |
| Ash (%) | 5.1 ± 0.2 | 22.3 ± 0.3 | 24.6 ± 0.3 | 25.6 ± 0.2 | 27.6 ± 0.2 | 28.5 ± 0.5 | 24.0 ± 1.1 |
| AIL (%) | 19.3 ± 0.2 | 21.0 ± 1.3 | 17.3 ± 0.5 | 17.9 ± 0.5 | 24.1 ± 1.7 | 19.3 ± 0.7 | 18.6 ± 0.2 |
| ASL (%) | 4.8 ± 0.1 | 4.1 ± 0.3 | 3.8 ± 0.1 | 4.0 ± 0.1 | 3.8 ± 0.3 | 3.9 ± 0.1 | 3.7 ± 0.1 |
| Total lignin (%) | 24.1 ± 0.3 | 25.1 ± 1.2 | 21.2 ± 0.3 | 21.9 ± 0.5 | 28.0 ± 1.1 | 23.3 ± 0.5 | 22.3 ± 0.6 |
| Cellulose (%) | 40.6 ± 0.3 | 20.7 ± 1.1 | 21.3 ± 1.0 | 20.8 ± 0.4 | 16.2 ± 1.6 | 15.4 ± 1.2 | 22.6 ± 1.3 |
| Xylose (%) | 20.9 ± 0.1 | 12.1 ± 0.5 | 12.5 ± 0.6 | 12.1 ± 0.2 | 10.6 ± 0.2 | 8.8 ± 0.6 | 13.3 ± 0.8 |
| Arabinose (%) | 2.1 ± 0.1 | 2.0 ± 0.1 | 2.1 ± 0.1 | 2.2 ± 0.1 | 1.9 ± 0.1 | 1.7 ± 0.1 | 2.4 ± 0.1 |
| Hemicelluloses (%) | 23.0 ± 0.1 | 14.1 ± 0.5 | 14.6 ± 0.6 | 14.3 ± 0.2 | 12.5 ± 0.2 | 10.5 ± 0.6 | 15.7 ± 0.8 |
| Acetyl (%) | 3.9 ± 0.1 | 2.0 ± 0.1 | 2.0 ± 0.1 | 1.9 ± 0.1 | 1.7 ± 0.1 | 1.4 ± 0.1 | 2.1 ± 0.1 |
| Extractables (H2O) (%) | 2.1 ± 0.1 | 9.6 ± 0.7 | 11.3 ± 0.5 | 8.8 ± 0.4 | 7.7 ± 0.2 | 11.5 ± 0.1 | 8.6 ± 0.2 |
| Extractables (EtOH) (%) | 1.6 ± 0.7 | 3.5 ± 0.2 | 2.5 ± 0.1 | 2.5 ± 0.1 | 3.1 ± 0.1 | 3.3 ± 0.1 | 2.7 ± 0.1 |
| Total (%) | 100 | 101 | 101 | 100 | 100 | 101 | 100 |
| Trials | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
|---|---|---|---|---|---|---|---|---|---|
| L/S ratio | Raw SCB | 0.70 | 0.65 | 1.25 | 2.05 | 3.11 | 4.13 | 5.19 | 6.21 |
| Configuration | - | NF | F | F | F | F | F | F | F |
| DM (%) | 91.5 ± 0.1 | 92.9 ± 0.2 | 93.1 ± 0.1 | 92.3 ± 0.1 | 92.1 ± 0.5 | 93.6 ± 0.7 | 93.0 ± 0.7 | 93.7 ± 0.6 | 92.0 ± 0.2 |
| Ash (%) | 5.1 ± 0.2 | 8.0 ± 0.1 | 9.1 ± 0.3 | 6.5 ± 0.9 | 7.3 ± 1.2 | 7.5 ± 0.1 | 6.1 ± 0.1 | 5.1 ± 0.3 | 5.8 ± 0.6 |
| AIL (%) | 19.3 ± 0.2 | 20.2 ± 0.9 | 20.2 ± 0.5 | 19.3 ± 0.5 | 19.7 ± 0.3 | 19.4 ± 0.2 | 18.8 ± 0.4 | 19.3 ± 0.4 | 19.4 ± 0.4 |
| ASL (%) | 4.8 ± 0.1 | 3.8 ± 0.1 | 3.6 ± 0.1 | 4.1 ± 0.1 | 4.3 ± 0.1 | 4.1 ± 0.1 | 4.2 ± 0.3 | 4.2 ± 0.1 | 4.1 ± 0.1 |
| Total lignin (%) | 24.1 ± 0.3 | 24.0 ± 0.9 | 23.8 ± 0.5 | 23.4 ± 0.6 | 24.0 ± 0.2 | 23.5 ± 0.2 | 23.0 ± 0.2 | 23.5 ± 0.3 | 23.5 ± 0.5 |
| Cellulose (%) | 40.6 ± 0.3 | 38.6 ± 0.3 | 37.1 ± 0.3 | 39.8 ± 1.0 | 40.0 ± 0.5 | 39.1 ± 2.2 | 39.7 ± 0.8 | 40.9 ± 0.5 | 40.6 ± 0.3 |
| Xylose (%) | 20.9 ± 0.1 | 19.7 ± 0.1 | 19.4 ± 0.1 | 20.6 ± 0.5 | 20.6 ± 0.3 | 20.2 ± 0.9 | 20.7 ± 0.2 | 21.3 ± 0.1 | 21.2 ± 0.2 |
| Arabinose (%) | 2.1 ± 0.1 | 1.9 ± 0.1 | 2.1 ± 0.1 | 2.1 ± 0.1 | 2.0 ± 0.1 | 2.0 ± 0.1 | 2.1 ± 0.1 | 2.1 ± 0.1 | 2.2 ± 0.1 |
| Hemicelluloses (%) | 23.0 ± 0.1 | 21.6 ± 0.1 | 21.5 ± 0.1 | 22.7 ± 0.2 | 22.6 ± 0.2 | 22.2 ± 0.8 | 22.8 ± 0.2 | 23.4 ± 0.1 | 23.4 ± 0.1 |
| Acetyl (%) | 3.9 ± 0.1 | 3.9 ± 0.4 | 3.6 ± 0.1 | 3.8 ± 0.1 | 3.9 ± 0.1 | 3.8 ± 0.1 | 3.8 ± 0.1 | 3.9 ± 0.1 | 3.9 ± 0.1 |
| Extractables (H2O) (%) | 2.1 ± 0.1 | 4.0 ± 0.2 | 3.7 ± 0.2 | 3.5 ± 0.2 | 2.5 ± 0.3 | 3.2 ± 0.1 | 2.7 ± 0.3 | 3.2 ± 0.4 | 1.8 ± 0.1 |
| Extractables (EtOH) (%) | 1.6 ± 0.7 | 0.7 ± 0.1 | 1.1 ± 0.1 | 1.1 ± 0.1 | 1.1 ± 0.1 | 1.0 ± 0.1 | 1.6 ± 0.1 | 1.3 ± 0.1 | 1.4 ± 0.2 |
| Total (%) | 100 | 101 | 100 | 101 | 101 | 100 | 100 | 101 | 100 |
| Trials | Configuration | L/S Ratio | Density (kg/m3) | Flexural Strength (MPa) | Flexural Modulus (GPa) |
|---|---|---|---|---|---|
| Raw SCB | 1432 ± 16 a | 33.2 ± 5.0 a | 4.9 ± 0.4 a | ||
| 1 | No filtration | 0.70 | 1498 ± 15 b | 53.0 ± 3.7 c,d | 6.6 ± 0.7 b,c,d,e |
| 2 | Filtration | 0.65 | 1503 ± 10 b | 38.2 ± 4.2 b | 6.1 ± 0.7 b |
| 3 | 1.25 | 1496 ± 20 b,c | 53.7 ± 4.9 c,d | 6.5 ± 0.5 b,c | |
| 4 | 2.05 | 1485 ± 9 c,d | 51.2 ± 5.3 c | 6.2 ± 0.8 b,d | |
| 5 | 3.11 | 1481 ± 16 c,d,e | 54.5 ± 3.0 d | 6.3 ± 0.5 b,d | |
| 6 | 4.13 | 1482 ± 9 d,e | 54.2 ± 4.8 c,d | 6.6 ± 0.4 c,d | |
| 7 | 5.19 | 1480 ± 9 d,e | 55.7 ± 3.8 d | 6.8 ± 0.5 c,e | |
| 8 | 6.21 | 1475 ± 10 e | 56.0 ± 3.7 d | 7.1 ± 0.6 e |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cavailles, J.; Vaca-Medina, G.; Wu-Tiu-Yen, J.; Labonne, L.; Evon, P.; Peydecastaing, J.; Pontalier, P.-Y. Aqueous Pretreatment of Lignocellulosic Biomass for Binderless Material Production: Influence of Twin-Screw Extrusion Configuration and Liquid-to-Solid Ratio. Molecules 2024, 29, 3020. https://doi.org/10.3390/molecules29133020
Cavailles J, Vaca-Medina G, Wu-Tiu-Yen J, Labonne L, Evon P, Peydecastaing J, Pontalier P-Y. Aqueous Pretreatment of Lignocellulosic Biomass for Binderless Material Production: Influence of Twin-Screw Extrusion Configuration and Liquid-to-Solid Ratio. Molecules. 2024; 29(13):3020. https://doi.org/10.3390/molecules29133020
Chicago/Turabian StyleCavailles, Julie, Guadalupe Vaca-Medina, Jenny Wu-Tiu-Yen, Laurent Labonne, Philippe Evon, Jérôme Peydecastaing, and Pierre-Yves Pontalier. 2024. "Aqueous Pretreatment of Lignocellulosic Biomass for Binderless Material Production: Influence of Twin-Screw Extrusion Configuration and Liquid-to-Solid Ratio" Molecules 29, no. 13: 3020. https://doi.org/10.3390/molecules29133020
APA StyleCavailles, J., Vaca-Medina, G., Wu-Tiu-Yen, J., Labonne, L., Evon, P., Peydecastaing, J., & Pontalier, P.-Y. (2024). Aqueous Pretreatment of Lignocellulosic Biomass for Binderless Material Production: Influence of Twin-Screw Extrusion Configuration and Liquid-to-Solid Ratio. Molecules, 29(13), 3020. https://doi.org/10.3390/molecules29133020