1. Introduction
An emulsion is formed by blending two or more liquids that do not naturally mix with one liquid dispersed as spherical droplets within the other phase using emulsification devices. In addition to basic emulsions, such as oil-in-water (O/W) or water-in-oil (W/O), multiple emulsions are produced by incorporating simple emulsions as the dispersed phase. Examples include double emulsions such as water-in-oil-in-water (W/O/W) and oil-in-water-in-oil (O/W/O) emulsions. It is imperative to maintain the stability of emulsions throughout their processing, storage, transportation, and usage for a specified duration. However, emulsions are prone to instability over time under varying temperatures and conditions, resulting in phenomena such as creaming, sedimentation, flocculation, coalescence, and emulsion phase inversion [
1]. In general, emulsions are thermodynamically unstable; therefore, emulsion microstructures are kinetically stabilized using surfactants. Within the food industry, surfactants refer to any components utilized to improve the stability of an emulsion. They are categorized as emulsifiers or texture modifiers based on their mechanisms of action. The most commonly used emulsifiers are synthetic surfactants, which include small-molecule surfactants that are further classified as ionic, non-ionic, or zwitterionic [
2]. Non-ionic surfactants have found widespread application in emulsion formation owing to their minimal toxicity, non-irritating nature, and ability to readily create emulsions through both high-energy and low-energy methods. Examples include glycerin fatty acid esters (including monoglycerides, diglycerides, and triglycerides), sugar ester surfactants (including sorbitan monooleate and sucrose monopalmitate), polyoxyethylene ether (POE) surfactants, and ethoxylated sorbitan esters (including Tweens and Spans) [
3]. Zwitterionic surfactants are characterized by the presence of two or more ionizable groups with opposing charges in a single molecule. Common examples are phospholipids with “generally recognized as safe” status, such as lecithin. However, several natural phospholipids may not exhibit strong capabilities for emulsion formulation or stabilization when employed independently. Nevertheless, they may be effective when paired with cosurfactants. Another category is natural emulsifiers, which are further classified into biosurfactants and include saponins, glycolipids, and lipopeptides and bioemulsifiers, which are surface-active high molecular weight compounds sourced from microbes, such as hydrophobins, mannoproteins, and emulsan [
4]. The most “label-friendly”, natural emulsifiers are proteins and polysaccharides. Caseins, whey proteins, egg proteins, legume proteins, and gelatin are food proteins that contain a variety of polar and nonpolar groups, along with anionic, neutral, and cationic amino acids distributed throughout their polypeptide chains. These features determine their electrostatic properties, affect their solubility in water, and govern their surface activity, thus influencing their role in stabilizing emulsions [
5]. Commercially used natural emulsifier polysaccharides include gum arabic, pectin (from fruits such as apples and oranges), modified starch, and modified cellulose. They are mainly used as texture modifiers and weighing agents that increase the viscosity of the system, retard droplet movement, prevent gravitational separation, and prevent creaming or sedimentation [
2]. Nevertheless, most commercially utilized polysaccharides are not entirely natural, because they undergo chemical modification by attaching nonpolar chains to starch or cellulose molecules. Therefore, extensive studies are required to explore the emulsification ability of natural polysaccharide sources to ensure “clean labels” for products.
Starch is the predominant carbohydrate in plants and is inexpensive and extremely diverse in size, shape, polysaccharides, and mineral composition based on its botanical origin. In addition to its use in food processing, starch has extensive applications in various sectors, including textiles, pharmaceuticals, the paper industry, adhesives, and bioplastics. The principal starch polysaccharides, amylose and amylopectin, primarily influence the physical characteristics of starches. Studies using X-ray diffraction on starch granules indicate their semi-crystalline nature, comprising approximately 30% of the granule mass as a crystalline region and 70% as an amorphous region [
6]. Amylose comprises long, linear α-glucan molecules containing approximately 99% of (1-4)-α- and (1-6)-α- linkages. Conversely, amylopectin exhibits a heavily branched structure, with 95% (1-4)-α- and 5% (1-6)-α- linkages. Upon hydrothermal treatment, amylopectin aids in the water absorption, swelling, and pasting of starch granules, while amylose is more likely to inhibit these processes [
7]. Starch applications depend on its properties, including solubility, viscosity, and hydrophobicity, which are determined by factors such as structure, polysaccharide ratio, degree of chain branching, degree of substitution, and molecular weight [
8,
9]. Different physical, chemical, and enzymatic starch modification methods have been employed to address the challenges associated with native starches, such as low hydrophobicity and solubility. Therefore, modification methods can improve the functional properties, that is solubility and hydrophobicity, required for starch applications [
10].
Most encapsulation techniques employed for the preparation of starch matrices rely on methods such as spray drying, jet cooking, and emulsion crosslinking. In previous studies, using steam jet cooking at high temperature and steam, a two-phase mixture of starch formed a stable phase, and phase separation did not occur, even after prolonged standing or drying [
11]. However, these approaches have various drawbacks, including environmental pollution, high energy expenditure, and safety considerations [
12]. The chemical or enzymatic modification of starches presents disadvantages, including high cost and environmental insensitivity, and the fact that they are not truly “natural” emulsifiers may not satisfactorily meet clean label parameters. Food O/W emulsions stabilized by gelatinized starches are uncommon, despite the fact that starch is the most abundant natural polymer with emulsifying properties. In previous studies, oil-in-water (O/W) emulsions were stabilized using gelatinized native kudzu root, supernatant fractions of centrifuged GSDs, and mango kernel starches, without a commercial or synthetic emulsifier [
6,
13,
14]. The limitations of previous studies can be summarized as a lack of information regarding the duration of storage stability under different temperature conditions, a narrow range of applications, and cost efficiency.
Therefore, the primary objective of this study was investigating the formulation characteristics of GSDs stabilized oil-in-water emulsions and their storage stability, along with exploring the mechanisms behind emulsion stabilization by GSDs. Physical modification of starch was carried out using gelatinization, which can be defined as the hydrothermal disordering of crystalline structures in native starch granules that causes loss of crystallinity, leaching of amylose, increase in viscosity, and swelling of the granules. Physical modification by gelatinization is entirely a natural starch modification process that does not require any chemical group’s introduction to starches, therefore, it aligns with clean label requirements. The properties of the starch-water system were further improved on mechanical dispersion by a combination of homogenization techniques. A high-pressure homogenizer was selected to prepare the emulsions, considering the physicochemical properties of the starches and the set objectives. The selection of the starch sources was based on their ample starch content, year-round worldwide accessibility, and cost efficiency. The reason for selection of soybean oil is that it has been chosen in previous research as a model vegetable oil for use as the dispersed phase in emulsification. GSDs were prepared using starches from cereals (indica and japonica rice, wheat, and corn) and vegetable sources (potatoes and sweet potatoes), and the effects of gelatinization and high-pressure homogenization on the formulation mechanism of O/W emulsions and their stability during storage were investigated.
3. Materials and Methods
3.1. Materials
Six different native starches were selected (indica rice, Sigma-Aldrich Co. LLC; japonica rice, Joetsu Starch Co., Ltd., Nagaoka, Japan; wheat, corn, potato, and sweet potato, Wako Pure Chemical Industries, Osaka, Japan). Soybean oil, sodium azide (NaN3, antimicrobial agent) and Sudan IV (C24H20N4O, staining of lipid) were obtained from Wako Pure Chemical Industries, Ltd., Osaka, Japan. FITC dye was obtained from Sigma-Aldrich Co., St. Louis, MO, USA. All materials utilized were of analytical grade and were employed without additional purification.
3.2. Preparation of GSDs
Starch suspensions were prepared by adding each of the native starch powders 3% (w/w) to Milli-Q water 97% (w/w). Sodium azide 0.02% (w/w) was added to each starch suspension as an antimicrobial agent. The starch suspensions were gelatinized in a hot water bath (90 ℃) for 20 min, along with continuous stirring at 500 rpm using a propeller stirrer (IKA MINISTAR 20 Control, Osaka, Japan). Gelatinization temperature ranged from 85 to 90 ℃. Subsequently, the GSDs were cooled to room temperature and subjected to homogenization at 10,000 rpm for 5 min using a rotor-stator homogenizer (Polytron PT 10-35 GT, Kinematica AG, Lucerne, Switzerland).
3.3. Formulation of O/W Emulsions
The continuous phase, fresh GSD 90% (w/w), was mixed with the dispersed phase, 10% (w/w) soybean oil stained with 0.002% (w/w) of Sudan dye (for staining lipids). The soybean oil turned completely red after being stirred with a magnetic stirrer for 1 d. O/W emulsions were formulated using a rotor-stator homogenizer at 10,000 rpm for 5 min for primary emulsification. The resultant coarse emulsion was then immediately high-pressure homogenized (Microfluidizer, Microfluidics, Model M-110EH, Newton, MA, United States) at 100 MPa for 4–5 cycles for secondary emulsification. High dispersed phase O/W emulsions were also formulated as previously described, with soybean oil concentrations of 15%, 20%, and 25% (w/w) using RGSD as the continuous phase.
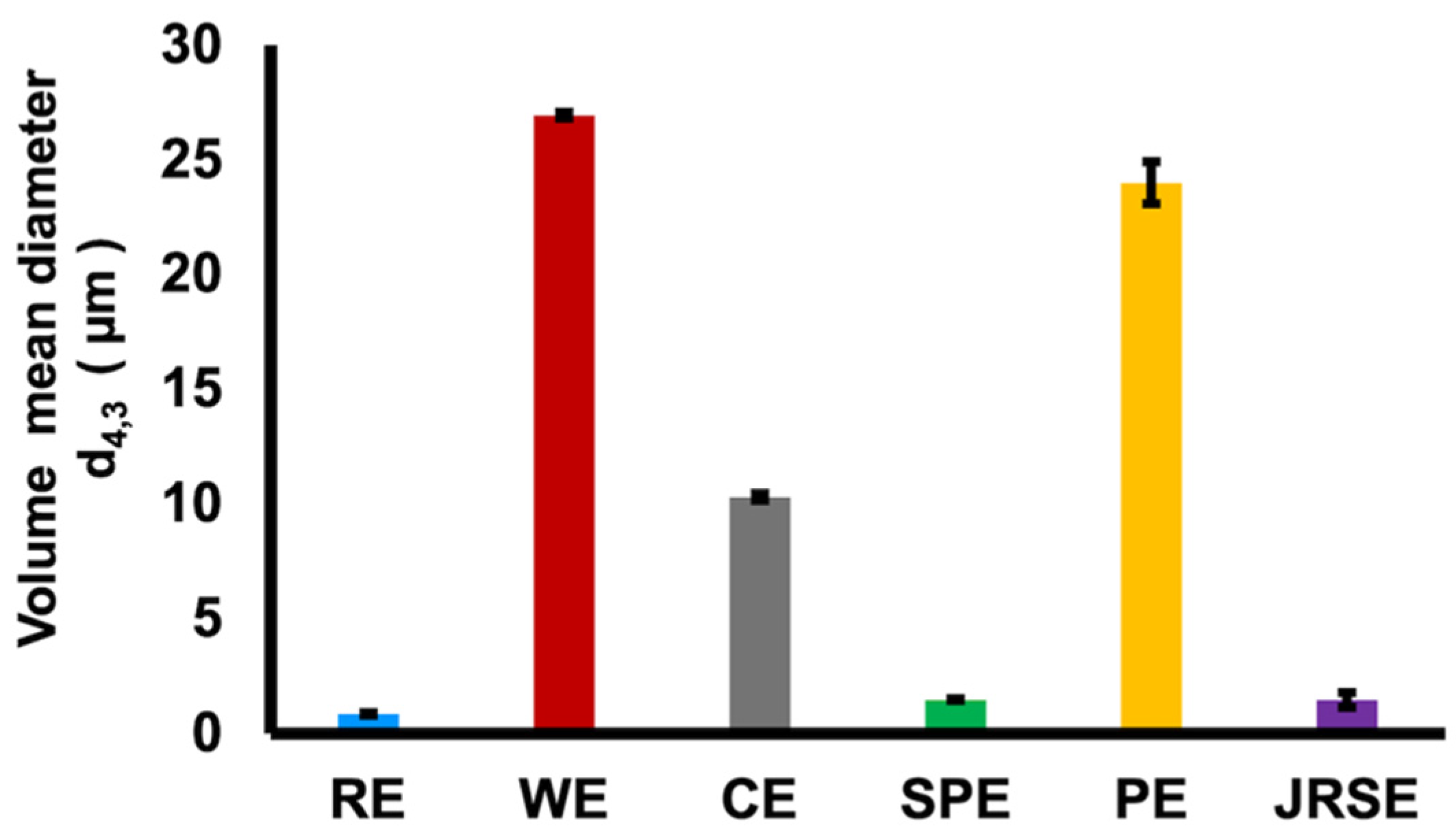
3.4. Determination of Average Particle Size and Particle-Size Distribution
Starch powders, GSDs, O/W emulsions, and highly dispersed-phase O/W emulsion droplets were examined using a laser light-scattering size analyzer (Beckman Coulter LS 13 320, Miami, FL, USA), and the mean droplet size was quantified in terms of the
d4,3, defined as follows:
where
represents the diameter of the
i-th measured droplet and n denotes the number of measured droplets (
n = 100). The droplet size distribution of the O/W emulsion was represented by the relative span factor (
RSF), defined as follows:
The particle size distribution was measured four times for each condition.
3.5. Morphological, Compositional, and Thermal Properties Analysis of Starch Powders
The morphologies of all starch powders were observed using a scanning electron microscope (Hitachi tabletop microscope TM-1000; Ibaraki, Japan). Micrographs were captured at various scales for each sample. We selected the clearest and most representative micrographs at the same magnification of 1200× for each sample. The polysaccharide composition of each starch powder was determined using the Megazyme Con A method [
20,
24]. The starch was pretreated for lipid removal. Then, the Con A precipitate of amylopectin and amylose was enzymatically hydrolyzed into D-glucose. The resulting D-glucose was analyzed using a glucose oxidase/peroxidase reagent. Similarly, in a separate aliquot of the acetate/salt solution, total starch was hydrolyzed to D-glucose and measured colorimetrically using the same glucose oxidase/peroxidase reagent. Amylose concentration in the starch sample was estimated by comparing the absorbance of the supernatant from the Con A-precipitated sample at 510 nm with that of the total starch sample.
The thermal properties of all the starch powders were assessed using a differential scanning calorimeter (DSC 8500, PerkinElmer Co., Ltd., Norwalk, CT, USA). Approximately 10–15 mg of each starch sample was placed in an aluminum capsule, and 45 μL Milli-Q water was added to reach a sample concentration of 25% (w/w). The aluminum capsule was sealed, and measurements were made between 40 °C and 140 °C at a heating rate of 10 °C min−1.
3.6. Interfacial Tension Measurement
Before conducting measurements for interfacial tension, the densities of the GSDs at a concentration of 3% (w/w) and soybean oil were determined using a density/specific gravity meter (DA-130N, Kyoto Electronics Co., Ltd., Kyoto, Japan). Subsequently, the interfacial tension between all GSDs at 3% (w/w) concentration and soybean oil was assessed using the pendant drop method (DM-501, Kyowa Interface Science Co., Ltd., Saitama, Japan) at room temperature. GSD samples were introduced into a glass syringe and dispensed to create a pendant drop at the end of a stainless-steel needle (22G) submerged in the oil phase. The interfacial tension was then automatically calculated using FAMAS analysis software version 5.1.1, considering the density disparity between the two phases, droplet shape, and size immediately after reaching the maximum volume and before detachment, as determined by the Young-Laplace equation.
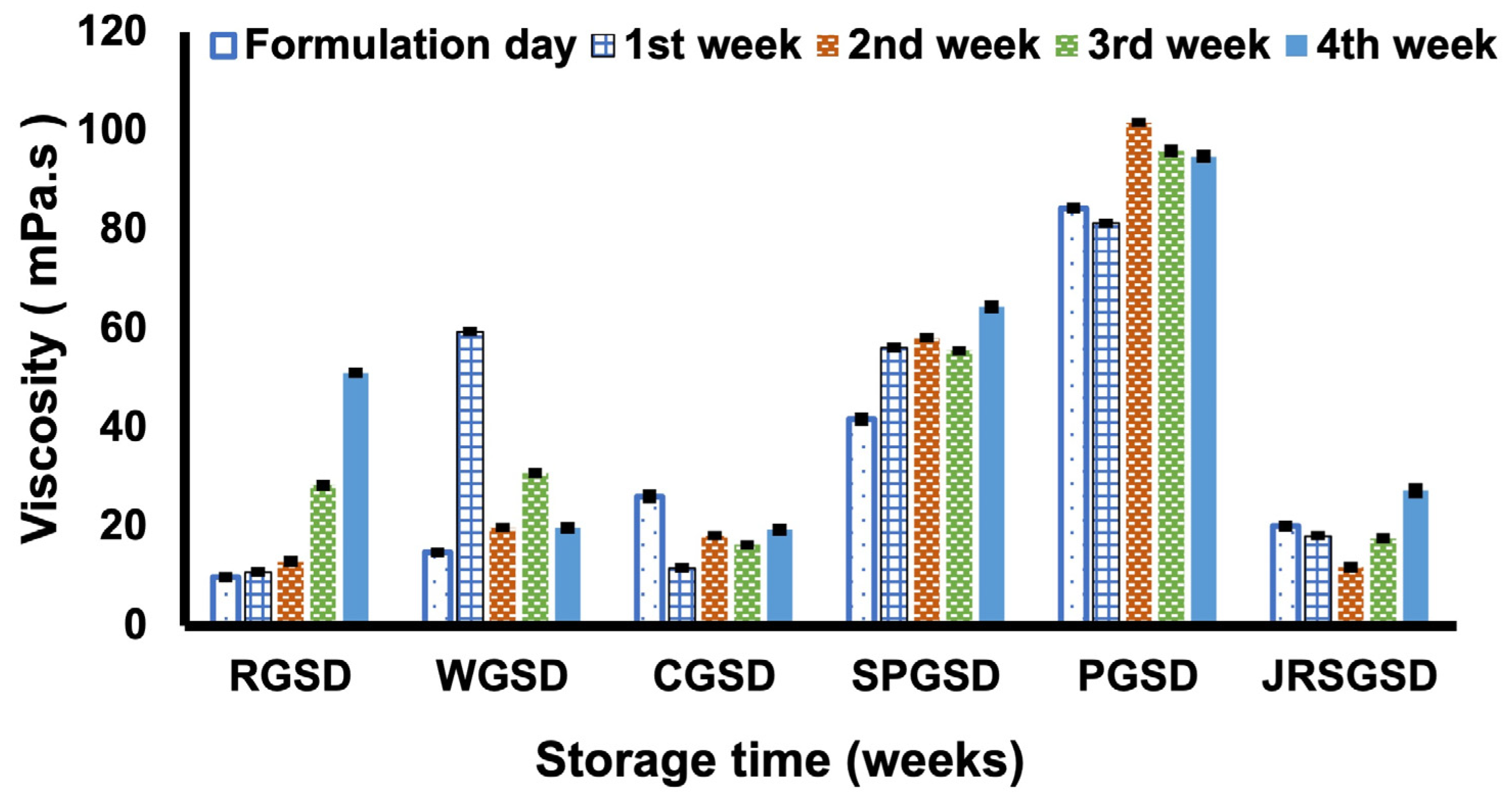
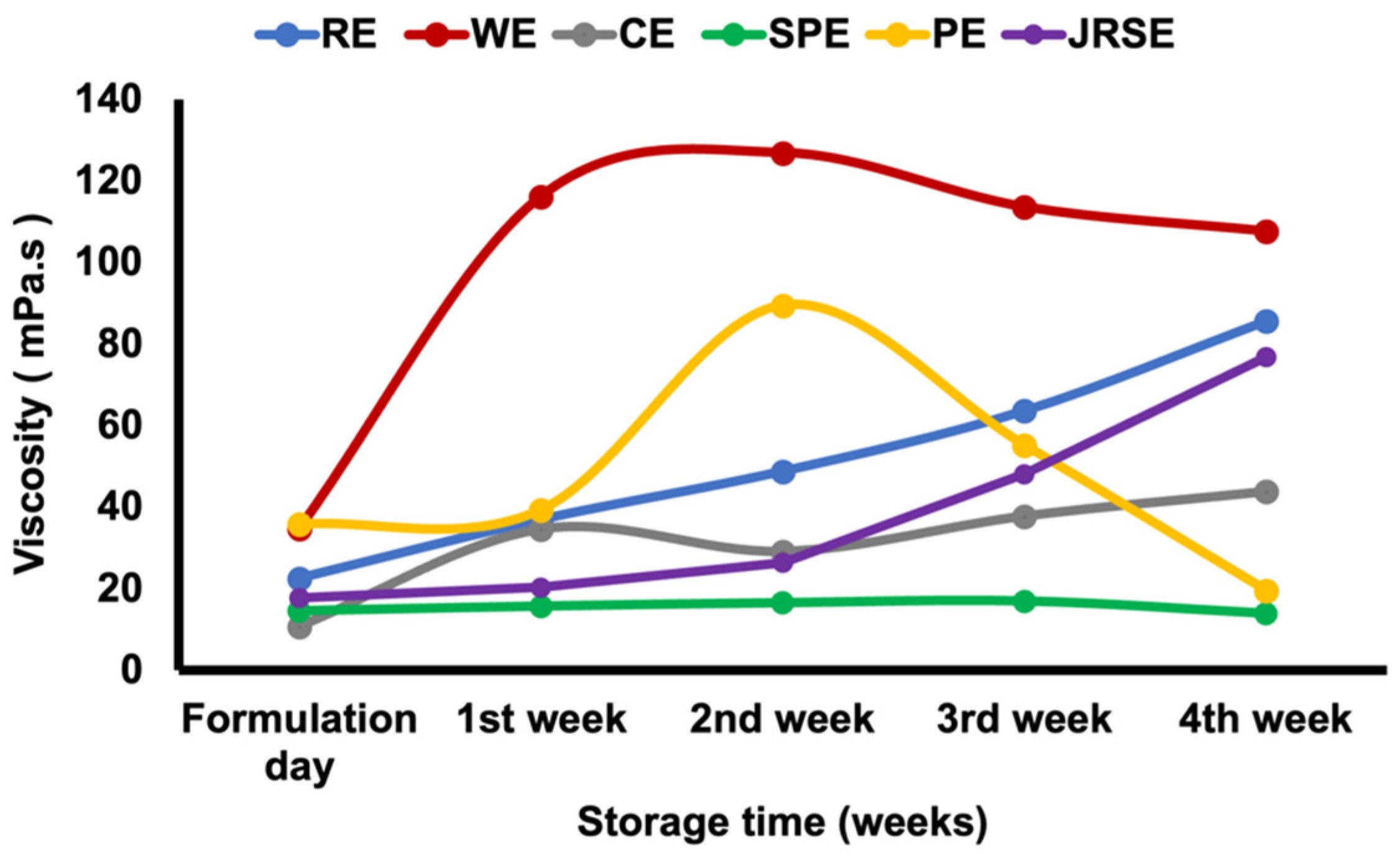
3.7. Viscosity Measurement of GSDs and O/W Emulsion
Viscosities of the GSDs and O/W emulsions were determined using a viscometer (Brookfield DV-II+ Pro; Middleboro, MA, USA). A volume of 6.7 mL sample was placed into the chamber, and the spindle (SC4-18, diameter: 17.5 mm, height: 31.7 mm) was rotated at 0.5–40 rpm. The viscosity value was obtained and recorded 30 s after spindle rotation. As emulsion viscosity is sensitive to temperature, a water circulating thermostatic bath was used to maintain the emulsion temperature at 5 °C, 25 °C, and 45 °C.
3.8. Surface Zeta-Potential Measurement of Emulsions
The ζ-potential of all emulsions was analyzed using a Zetasizer Nano ZS electrophoresis instrument (Malvern Instruments Ltd., Worcestershire, UK). After allowing the emulsions to settle for 24 h, the samples were diluted with ultrapure water (at a ratio of 1:100) to minimize multiple scattering effects. Following dilution, the samples were loaded into a folded 1 mL capillary cell. The refractive indices of the aqueous and dispersed phases were 1.330 and 1.432, respectively.
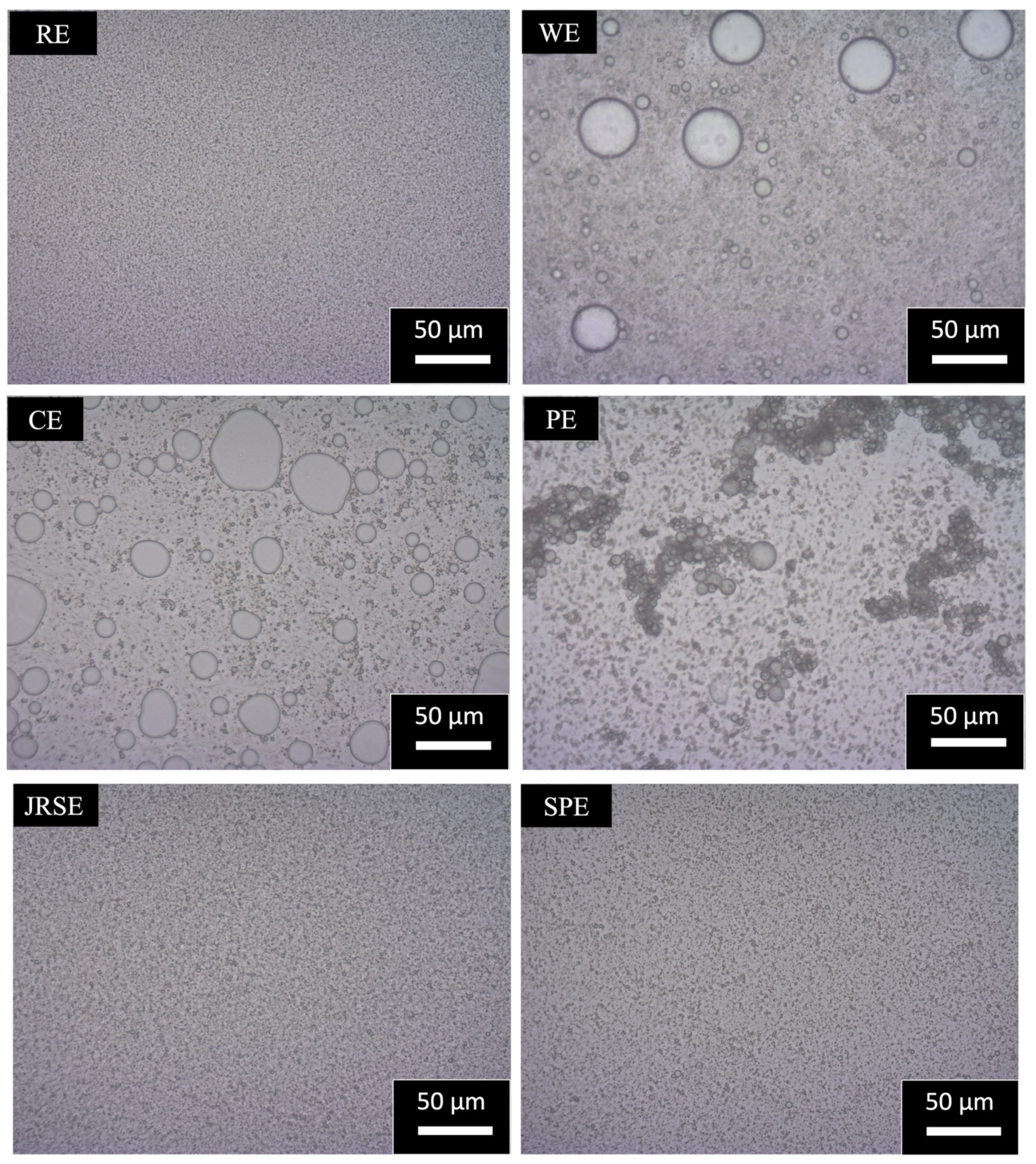
3.9. Morphological Analysis
The morphologies of GSDs, oil-in-water (O/W) emulsions, and highly dispersed O/W emulsions were examined using an optical microscope (DFC300FX; Leica Microsystems, Wetzler, Germany). This analysis focused on observing the microstructure, droplet distribution, starch retrogradation, and emulsion coalescence, which were the key parameters investigated in this study.
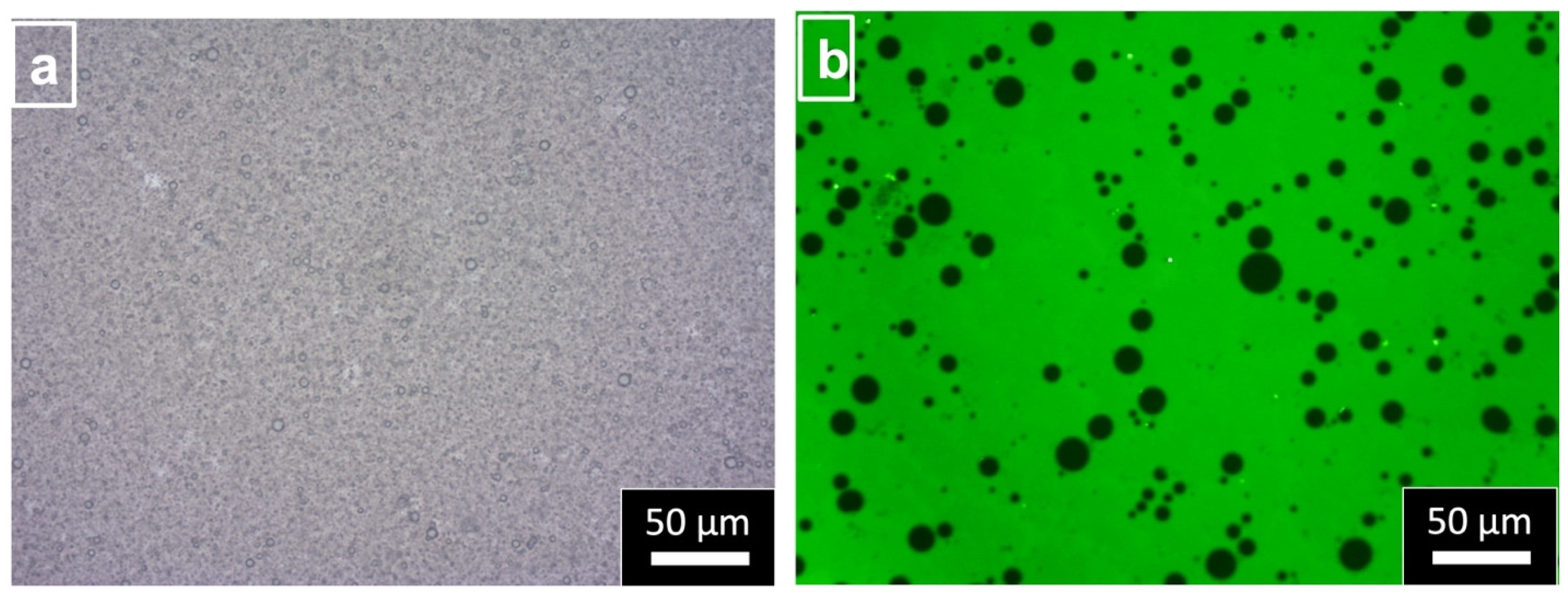
3.10. Fluorescent Microscopy
The microstructures of RGSD stabilized O/W emulsion droplets formulated under optimized conditions were observed using a fluorescence microscope (KEYENCE, BZ-8000, Tokyo, Japan). Before homogenization, RGSD was stained with a small amount of 0.002% FITC dye overnight at ambient temperature. All fluorescence images were captured using a 20× objective (numeric aperture 1.30).
3.11. Stability Test
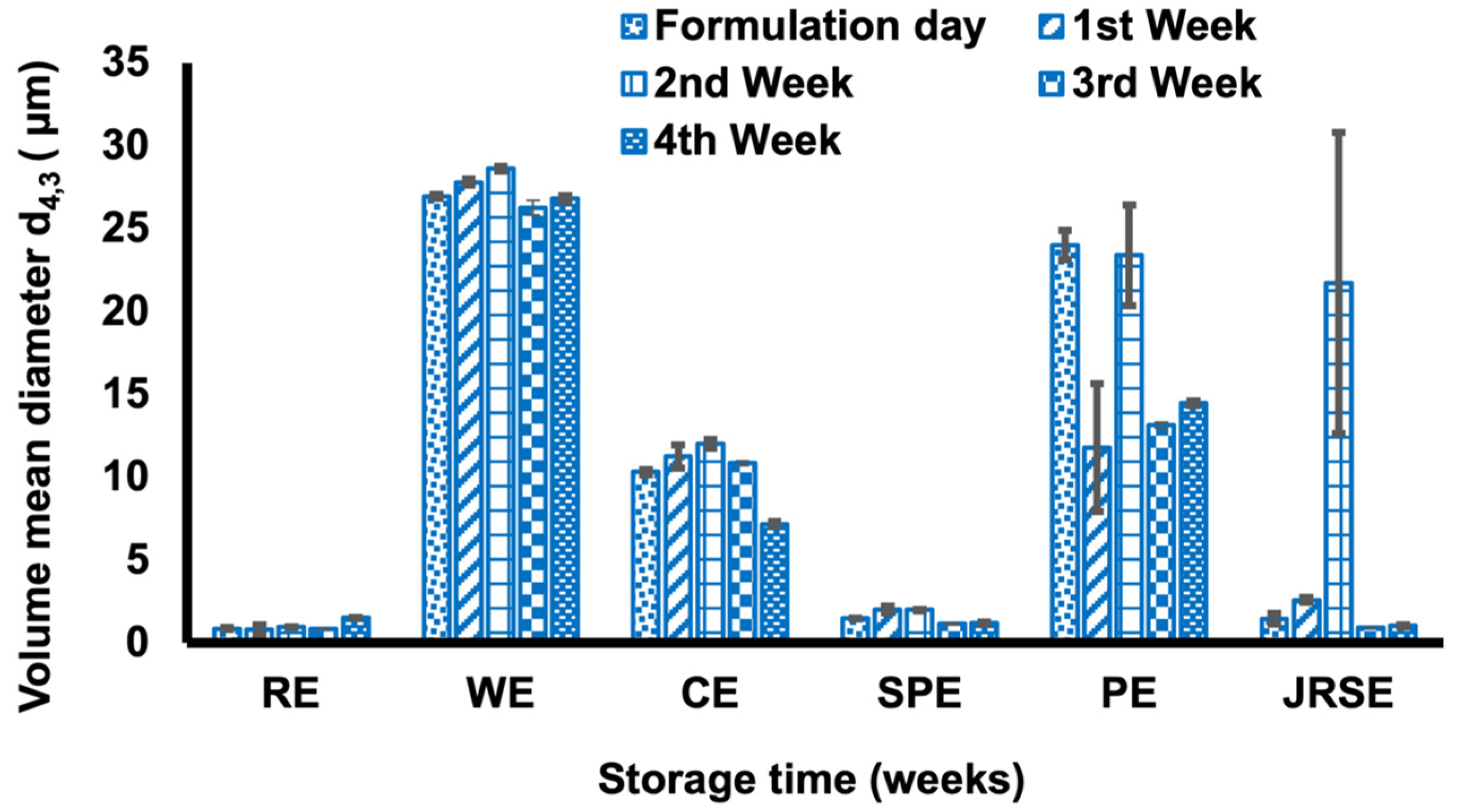
Storage stability was evaluated at 25 °C for 4 weeks for the formulated GSDs, O/W emulsions, and high dispersed phase O/W emulsions. In addition, the storage stability of O/W emulsions at different temperatures (5 °C and 45 °C) for 4 weeks was also evaluated. The temperature conditions mentioned above were selected to evaluate emulsion stability at room temperature, cold temperature, and at elevated temperature. The chosen time period of 4 weeks was considered to be a balanced timeframe for stability assessment, aiming to avoid practical constraints. The emulsions under storage were evaluated weekly for
d4,3 and particle size distribution, viscosity, ζ-potential, morphological changes, and visual appearance. The creaming index of O/W emulsions was determined by storing the emulsions in screw-capped bottles for 9 days at 25 °C [
6]. The creaming index was calculated using the following equation:
Here,
Hs (mm) is the height of the serum layer, and
HE (mm) is the height of the emulsions.
3.12. Statistical Analysis
The experiments were conducted in triplicate, and the results were expressed as the mean and standard deviation of the measurements. Statistical analysis was performed using one-way analysis of variance (ANOVA) with Statistix 8.1 software (Tallahassee, FL, USA), and the least significant difference (LSD) was determined at a confidence level of 95%. Different letters indicate significant differences (p < 0.05).
4. Conclusions
According to the findings of this study, starch employed as a gelatinized starch dispersion can be utilized as-is as a natural emulsifying material for O/W emulsions without a synthetic emulsifier or other natural cosurfactants. We confirmed that indica rice, japonica rice, and corn GSDs were capable of producing submicron and micron emulsions with reduced interfacial tension, consistent negative ζ-potential, optimum viscosity range, and good physical stability under one month of storage at room temperature and low temperature storage. We also investigated the emulsification ability of indica rice GSD with higher oil-weight fractions. Emulsification with 15% w/w soybean oil remained stable at micron level d4,3, and minimal creaming was observed even after four weeks of storage at room temperature. Gelatinization, as a physical modification of starch, is a suitable technique for stabilizing emulsions and meeting clean-label standards for product optimization.
Future research could broaden the scope of this study by examining the oxidative stability, encapsulation efficiency, and digestive efficacy of GSD-stabilized emulsions. This would enable the exploration of diverse potential applications for emulsions stabilized using natural ingredients, such as the food, pharmaceutical, and cosmetic industries, as well as in other sectors aspiring for high-quality, high-value, and naturally processed products in a cost-effective manner.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








