
Toughening and Healing of CFRPs by Diels–Alder-Based Nano-Modified Resin through Melt Electro-Writing Process Technique

 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results and Discussion
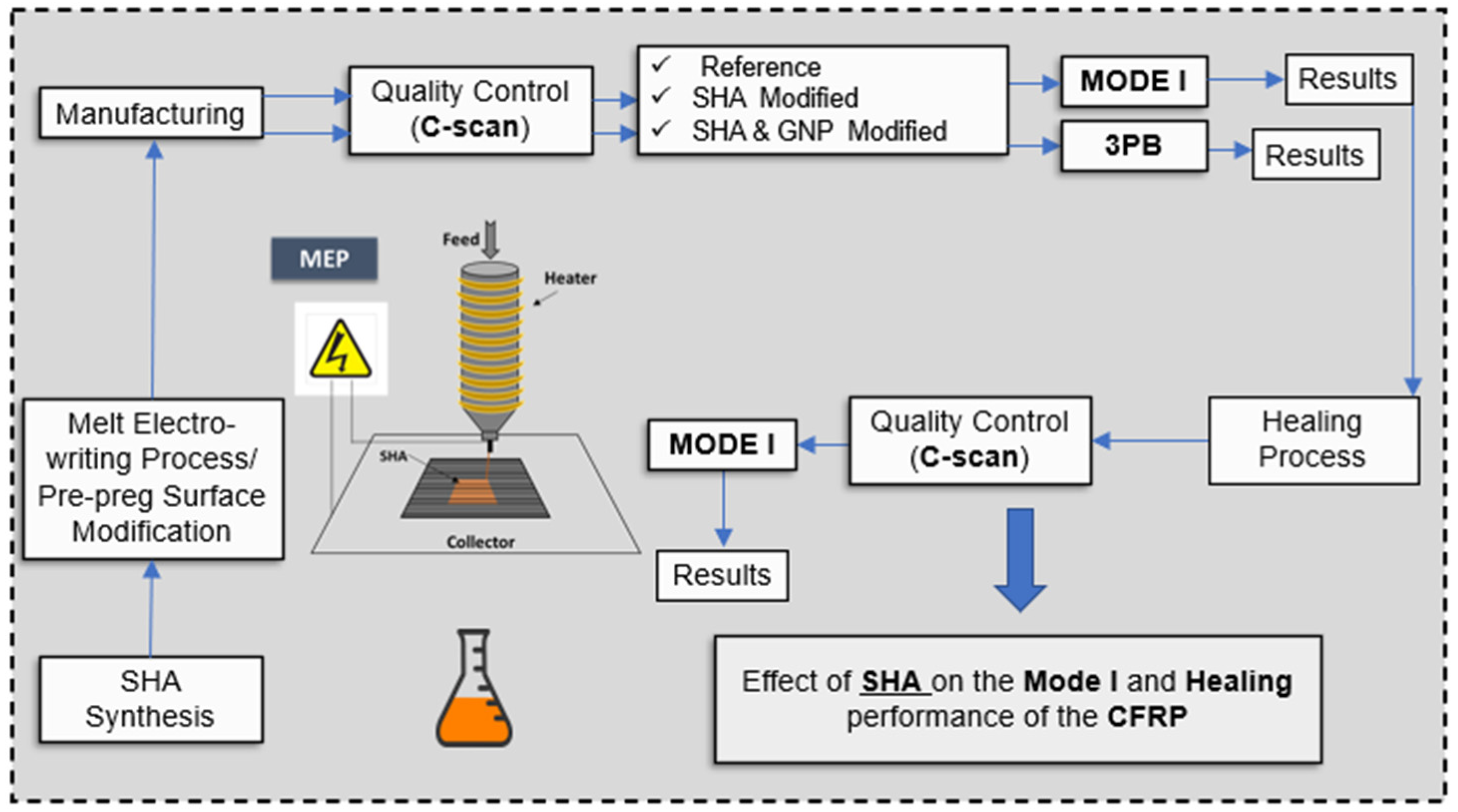
2.1. Test Outline Program
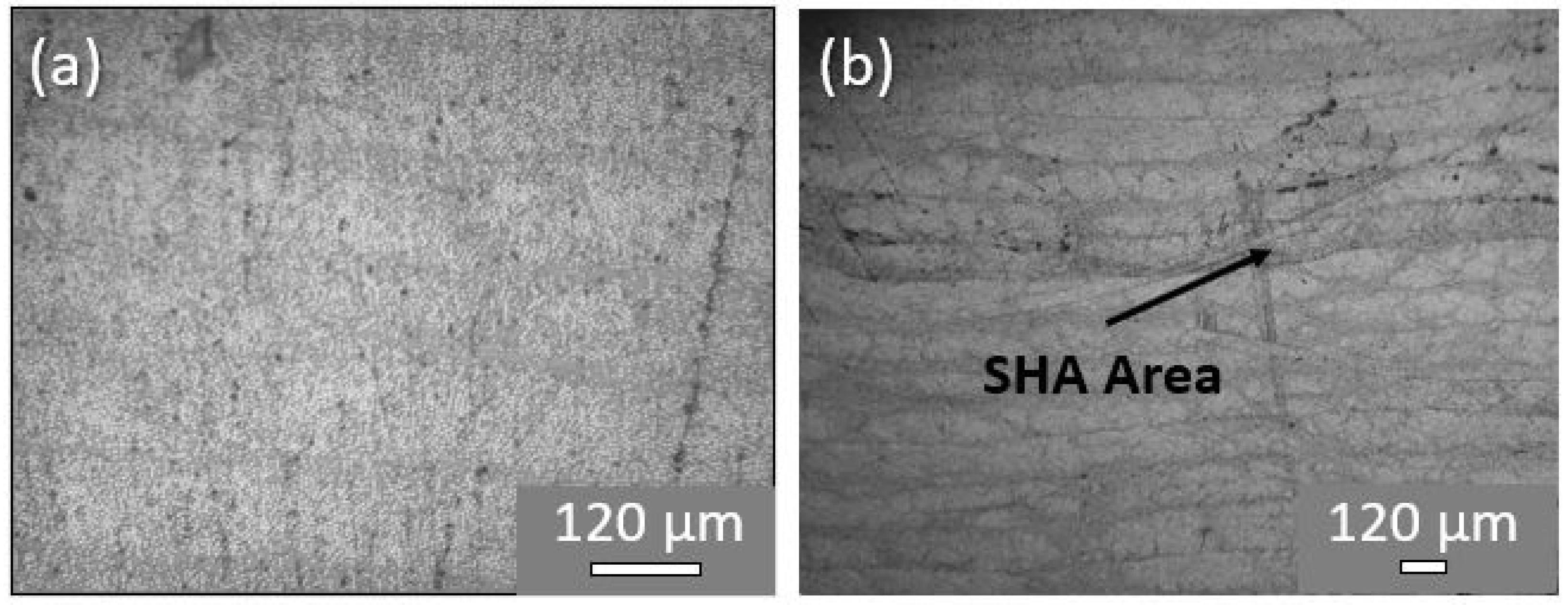
2.2. Composites’ Manufacturing and Quality Issues
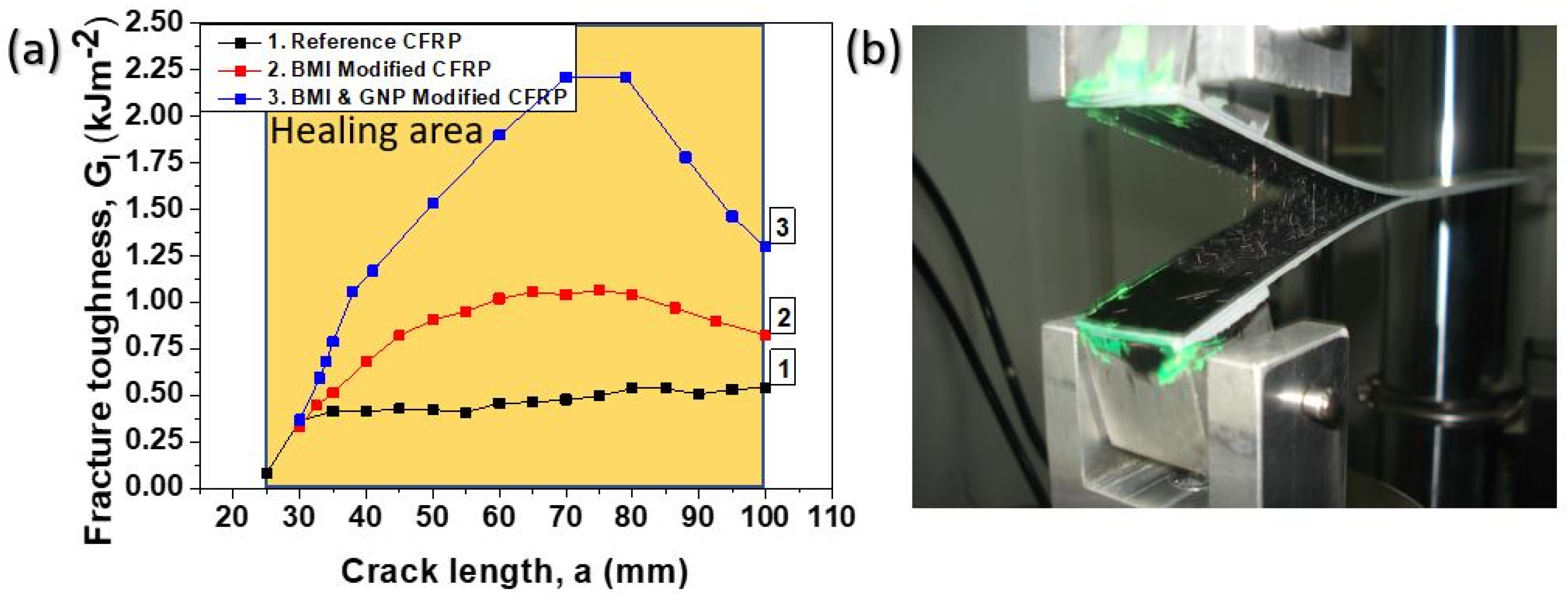
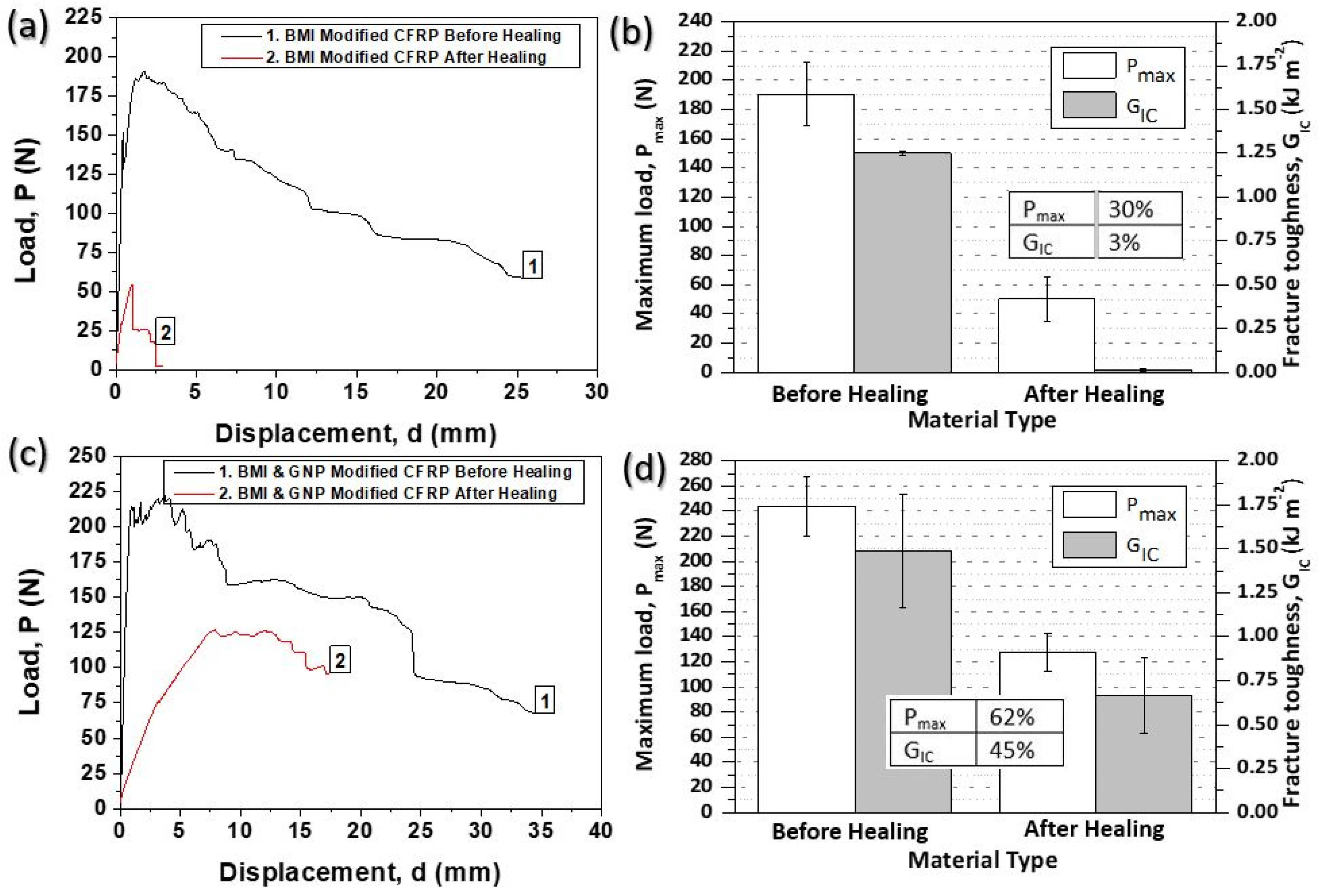
2.3. Mode I Testing
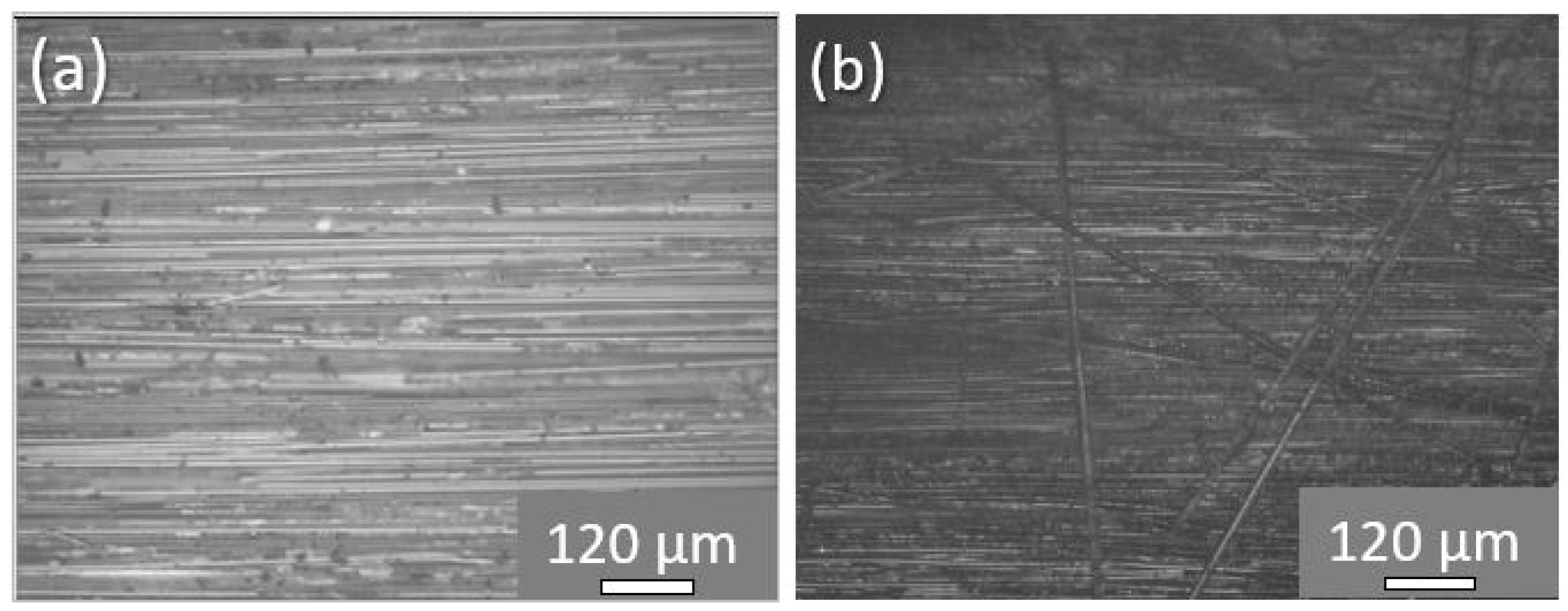
2.4. Repair of the Delaminated CFRPs Via the Healing Treatment
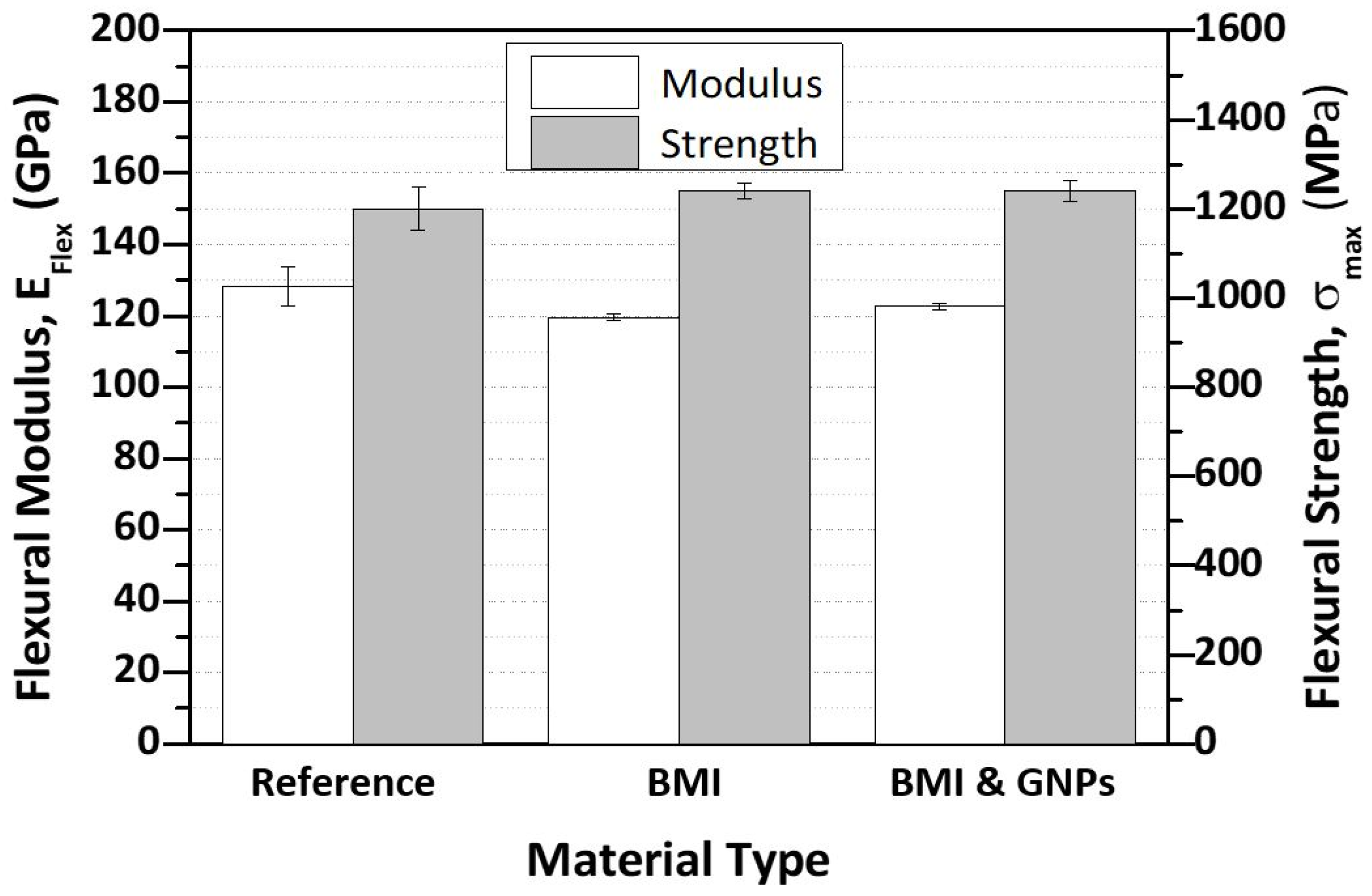
2.5. Effect of Self-Healing Agent and Nanofillers on In-Plane Mechanical Performance of CFRP Structure
3. Materials and Methods
3.1. Materials
3.2. Preparation of the SHAs
3.3. Melt Electro-Writing Process and Preparation of the Modified Pre-Preg Ply
3.4. Composites Manufacturing, Quality Control and Optical Microscopy Examinations
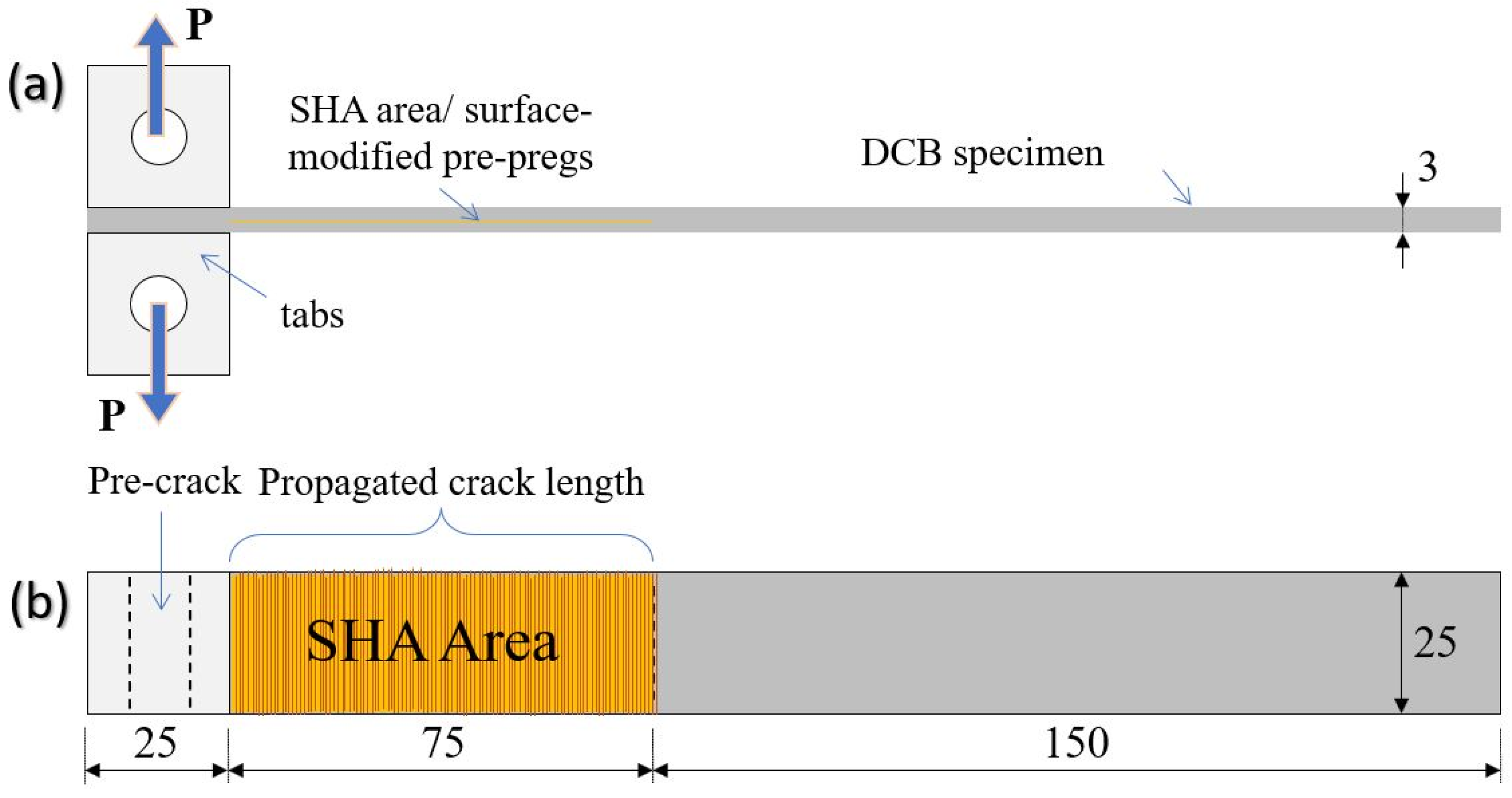
3.5. Mode I Testing
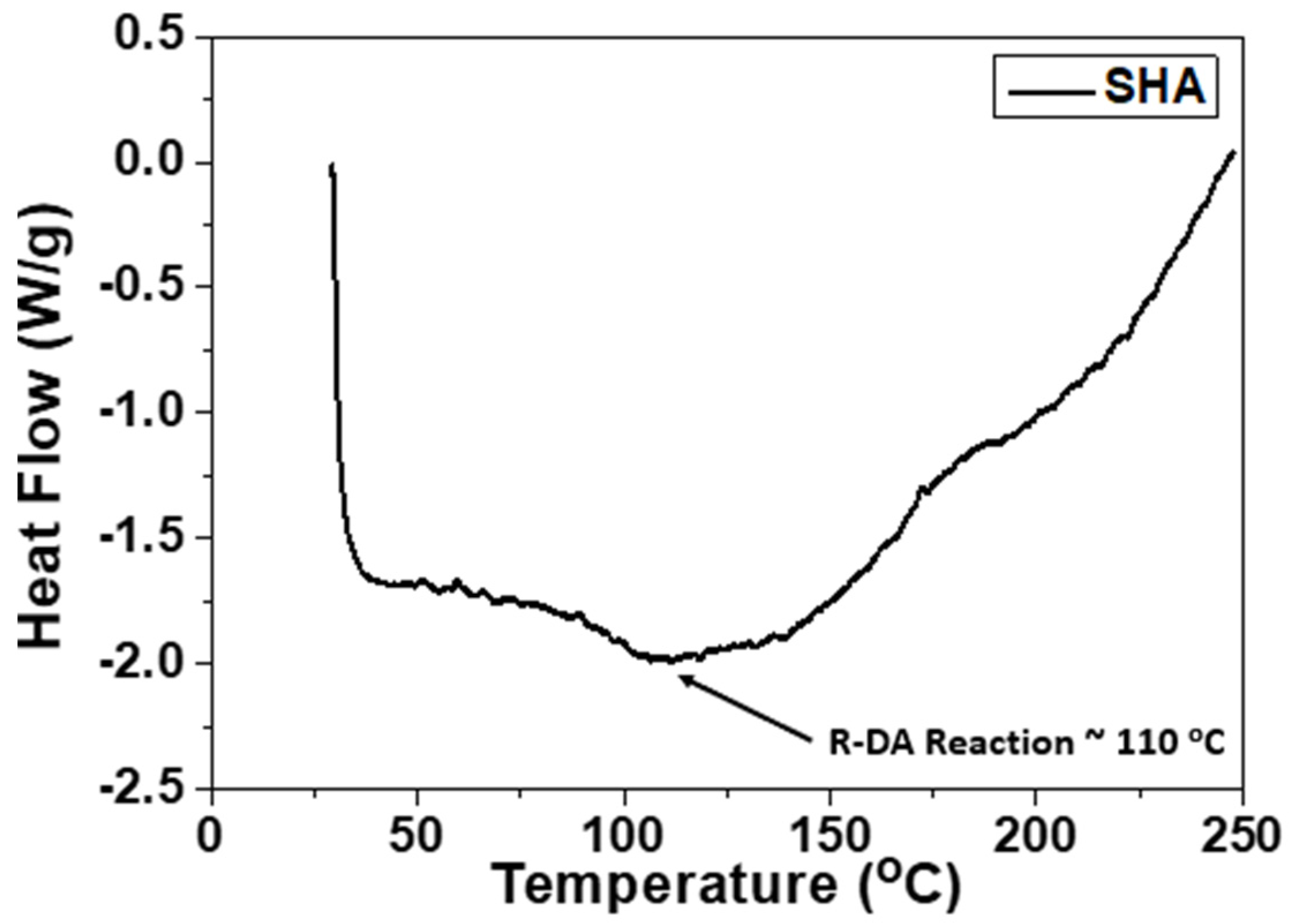
3.6. Healing Procedure, Healing Efficiency (H.E.) Calculations and Differential Scanning Calorimetry Test (DSC)
3.7. Three-Point Bending Testing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- O’Brien, Τ.K. Towards a damage tolerance philosophy for composite materials and structures. In Composite Materials: Testing and Design; ASTM: Philadelphia, PA, USA, 1990; pp. 7–33. [Google Scholar]
- US Department of Defense. The Composite Materials Handbook; MIL-17 Mil-HDBK-17-1F; Fort Belvoir, VA, USA, 1997.
- Kostopoulos, V.; Kotrotsos, A.; Tsantzalis, S.; Tsokanas, P.; Loutas, T.; Bosman, A.W. Toughening and healing of continuous fibre reinforced composites by supramolecular polymers. Compos. Sci. Technol. 2016, 128, 84–93. [Google Scholar] [CrossRef]
- Kostopoulos, V.; Kotrotsos, A.; Tsantzalis, S.; Tsokanas, P.; Christopoulos, A.C.; Loutas, T. Toughening and healing of continuous fibre reinforced composites with bis-maleimide based pre-pregs. Smart Mater. Struct. 2016, 25, 84011. [Google Scholar] [CrossRef]
- Diesendruck, C.E.; Sottos, N.R.; Moore, J.S.; White, S.R. Biomimetic self-healing. Angew. Rev. 2015, 127, 10572–10593. [Google Scholar] [CrossRef]
- Tsilimigkra, X.; Baltopoulos, A.; Tsantzalis, S.; Kotrotsos, A.; Siakavellas, N.; Kostopoulos, V. Strategies on implementing a potential self-healing functionality in a composite structure. Ciênc. Tecnol. Material. 2016, 28, 147–154. [Google Scholar] [CrossRef]
- Tsilimigkra, X.; Bekas, D.; Kosarli, M.; Tsantzalis, S.; Paipetis, A.; Kostopoulos, V. Mechanical Properties Assessment of Low-Content Capsule-Based Self-Healing Structural Composites. Appl. Sci. 2020, 10, 5739. [Google Scholar] [CrossRef]
- White, S.R.; Sottos, N.R.; Geubelle, P.H.; Moore, J.S.; Kessler, M.R.; Sriram, S.R.; Brown, E.N.; Viswanathan, S. Autonomic healing of polymer composites. Nature 2001, 409, 794–797. [Google Scholar] [CrossRef]
- Pang, J.W.C.; Bond, I.P. A hollow fibre reinforced polymer composite encompassing self-healing and enhanced damage visibility. Compos. Sci. Technol. 2005, 65, 1791–1799. [Google Scholar]
- Kostopoulos, V.; Kotrotsos, A.; Sousanis, A.; Sotiriadis, G. Fatigue behaviour of open-hole carbon fibre/epoxy composites containing bis-maleimide based polymer blend interleaves as self-healing agent. Comp. Sci. Technol. 2018, 171, 86–93. [Google Scholar] [CrossRef]
- Kotrotsos, A.; Tsokanas, P.; Tsantzalis, S.; Kostopoulos, V. Healing of carbon fiber reinforced plastics by Diels–Alder based polymers: Effects of healing agent concentration and curing cycle. Appl. Polym. Sci. 2019, 136, 47478. [Google Scholar] [CrossRef]
- Kostopoulos, V.; Kotrotsos, A.; Geitona, A.; Tsantzalis, S. Low velocity impact response and post impact assessment of carbon fibre/epoxy composites modified with Diels-Alder based healing agent. A novel approach. Compos. Part A Appl. Sci. Manuf. 2021, 140, 106151. [Google Scholar] [CrossRef]
- Kostopoulos, V.; Kotrotsos, A.; Tsokanas, P.; Tsantzalis, S. Toughening and healing of composites by CNTs reinforced copolymer nylon micro-particles. Mater. Res. Express 2018, 5, 025305–025319. [Google Scholar] [CrossRef]
- Kotrotsos, A.; Kostopoulos, V. Self-healing of structural composites containing common thermoplastics enabled or not by nanotechnology as healing agent. In Book Self-Healing Composite Materials, 1st ed.; Khan, A., Jawaid, M., Raveendran, S.N., Asiri, A.M.A., Eds.; Woodheal Publishing: Sawston, UK, 2020; Volume 18, pp. 327–374. [Google Scholar]
- Kostopoulos, V.; Kotrotsos, A.; Baltopoulos, A.; Tsantzalis, S.; Tsokanas, P.; Loutas, T.; Bosman, A.W. Mode II fracture toughening and healing of composites using supramolecular polymer interlayers. Express Polym. Lett. 2016, 10, 914–926. [Google Scholar]
- Kotrotsos, A.; Rouvalis, C.; Geitona, A.; Kostopoulos, V. Toughening and healing of CFRPs by electrospun diels-alder based polymers modified with carbon nano-fillers. J. Compos. Sci. 2021, 5, 242. [Google Scholar] [CrossRef]
- Larin, G.E.; Bernklau, N.; Kessler, M.R.; DiCesare, J.C. Rheokinetics of ring-opening metathesis polymerization of norbornene-based monomers intended for self-healing applications. Polym. Eng. Sci. 2006, 46, 1804–1811. [Google Scholar]
- Guadagno, L.; Raimondo, M.; Naddeo, C.; Longo, P.; Mariconda, A. Self-healing materials for structural applications. Polym. Eng. Sci. 2014, 54, 777–784. [Google Scholar] [CrossRef]
- Kennedy, J.P.; Castner, K.F. Thermally reversible polymer systems by cyclopentadienylation. I. A model for termination by cyclopentadienylation of olefin polymerization. J. Polym. Sci. Pol. Chem. 1979, 17, 2039–2054. [Google Scholar] [CrossRef]
- Chen, X.; Dam, M.A.; Ono, K.; Mal, A.; Shen, H.; Nutt, S.R.; Sheran, K.; Wudl, F. A thermally remendable cross-linked polymeric material. Science 2002, 295, 1698–1702. [Google Scholar] [CrossRef] [PubMed]
- Smojver, I.; Ivančević, D.; Brezetić, D. Modelling of micro-damage and intrinsic self-healing in unidirectional CFRP composite structures. Compos. Struct. 2022, 286, 115266. [Google Scholar] [CrossRef]
- Kotrotsos, A.; Baltopoulos, A.; Tsantzalis, S.; Tsilimigkra, X.; Tsokanas, P.; Kostopoulos, V. Experimental investigation on self-healing efficiency of doped fiber reinforced plastics with PET micro-particles. UPB Sci. Bull. Ser. D Mech. Eng. 2016, 78, 67–76. [Google Scholar]
- Zako, M.; Takano, N. Intelligent material systems using epoxy particles to repair microcracks and delamination damage in GFRP. J. Intel. Mat. Syst. Str. 1999, 10, 836–841. [Google Scholar] [CrossRef]
- Kostopoulos, V.; Kotrotsos, A. Self-healing of Structural Composites Containing Dendrimers as Healing Agent. In Dendrimers-Fundamentals and Applications; Simonescu, C.M., Ed.; Intech Open Science: London, UK, 2018. [Google Scholar]
- Kotrotsos, A. An innovative synergy between solution electrospinning process technique and self-healing of materials. A critical review. Polym. Eng. Sci. 2020, 61, 5–21. [Google Scholar] [CrossRef]
- Tourlomousis, F.; Jia, C.; Karydis, T.; Mershin, A.; Wang, H.; Kalyon, D.M.; Chang, R.C. Machine learning metrology of cell confinement in melt electrowritten three-dimensional biomaterial substrates. Microsyst. Nanoeng. 2019, 5, 15. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tourlomousis, F.; Ding, H.; Kalyon, D.M.; Chang, R.C. Melt Electrospinning Writing Process Guided by a “Printability Number”. J. Manuf. Sci. Eng. 2017, 139, 081004. [Google Scholar] [CrossRef] [Green Version]
- Yuan, T.; Zhang, L.; Li, T.; Tu, R.; Sodano, H.A. 3D Printing of a self-healing, high strength, and reprocessable thermoset. Polym. Chem. 2020, 11, 6441–6452. [Google Scholar] [CrossRef]
- Ling, Y.-L.; Hsien, C.-Y. Crosslinked Epoxy Materials Exhibiting Thermal Remendablility and Removability from Multifunctional Maleimide and Furan Compounds. J. Polym. Sci. A Polym. Chem. 2006, 44, 905–913. [Google Scholar]
- AITM 1.0005; Airbus Industry Test Method, Carbon Fiber Reinforced Plastics, Determination of Interlaminar Fracture Toughness Energy, Mode I, Issue 2. Rescoll: Pessac, France, 1994.
- ASTM D7264M-07; Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2007.



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kotrotsos, A.; Michailidis, G.; Geitona, A.; Tourlomousis, F.; Kostopoulos, V. Toughening and Healing of CFRPs by Diels–Alder-Based Nano-Modified Resin through Melt Electro-Writing Process Technique. Int. J. Mol. Sci. 2022, 23, 3663. https://doi.org/10.3390/ijms23073663
Kotrotsos A, Michailidis G, Geitona A, Tourlomousis F, Kostopoulos V. Toughening and Healing of CFRPs by Diels–Alder-Based Nano-Modified Resin through Melt Electro-Writing Process Technique. International Journal of Molecular Sciences. 2022; 23(7):3663. https://doi.org/10.3390/ijms23073663
Chicago/Turabian StyleKotrotsos, Athanasios, George Michailidis, Anna Geitona, Filippos Tourlomousis, and Vassilis Kostopoulos. 2022. "Toughening and Healing of CFRPs by Diels–Alder-Based Nano-Modified Resin through Melt Electro-Writing Process Technique" International Journal of Molecular Sciences 23, no. 7: 3663. https://doi.org/10.3390/ijms23073663
APA StyleKotrotsos, A., Michailidis, G., Geitona, A., Tourlomousis, F., & Kostopoulos, V. (2022). Toughening and Healing of CFRPs by Diels–Alder-Based Nano-Modified Resin through Melt Electro-Writing Process Technique. International Journal of Molecular Sciences, 23(7), 3663. https://doi.org/10.3390/ijms23073663