
Balancing the Strength–Impact Relationship and Other Key Properties in Polypropylene Copolymer–Natural CaSO4 (Anhydrite)-Filled Composites

 ,
,  ,
, 
 and
and 
Abstract
:1. Introduction
2. Results and Discussion
2.1. Prior Characterizations: PPc Matrix and Composites Produced with Internal Mixers
2.1.1. Morphology of PPc Matrix
2.1.2. Composites Produced with Internal Mixers: Mechanical Properties
2.2. PPc–AII Composites Produced with Twin-Screw Extruders (TSEs)
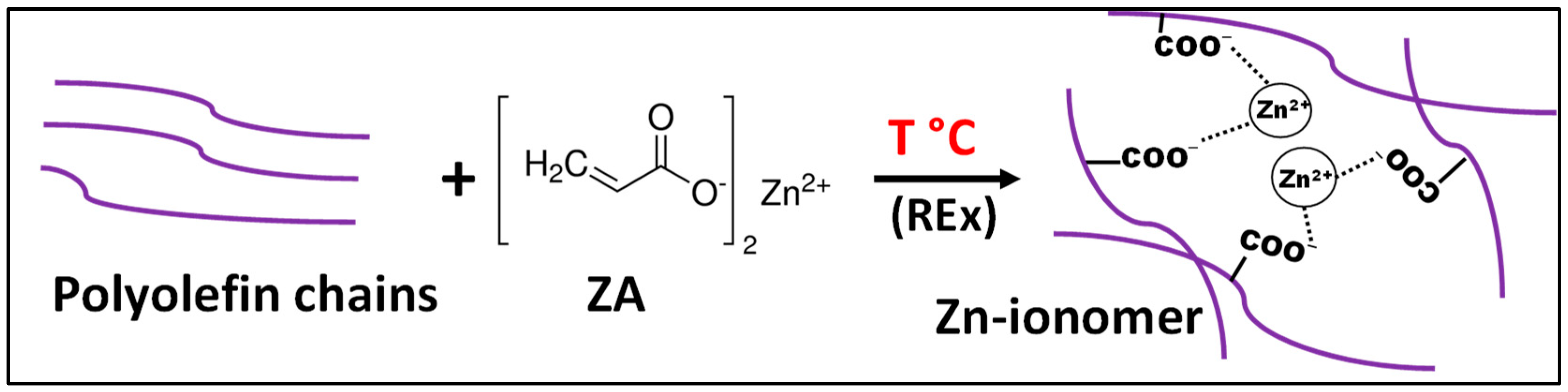
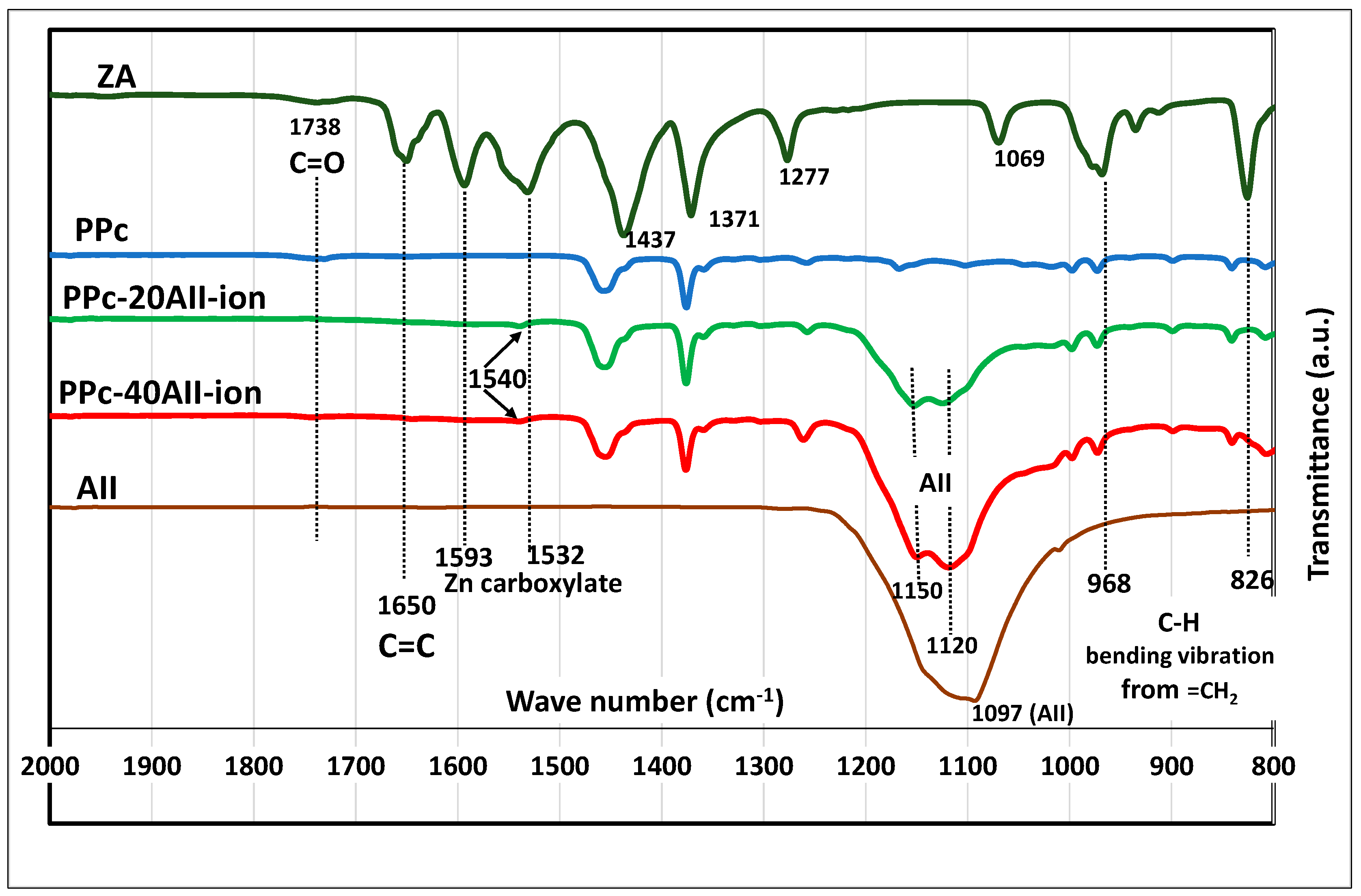
2.2.1. FTIR Analysis of Ionomeric Modified PPc Composites
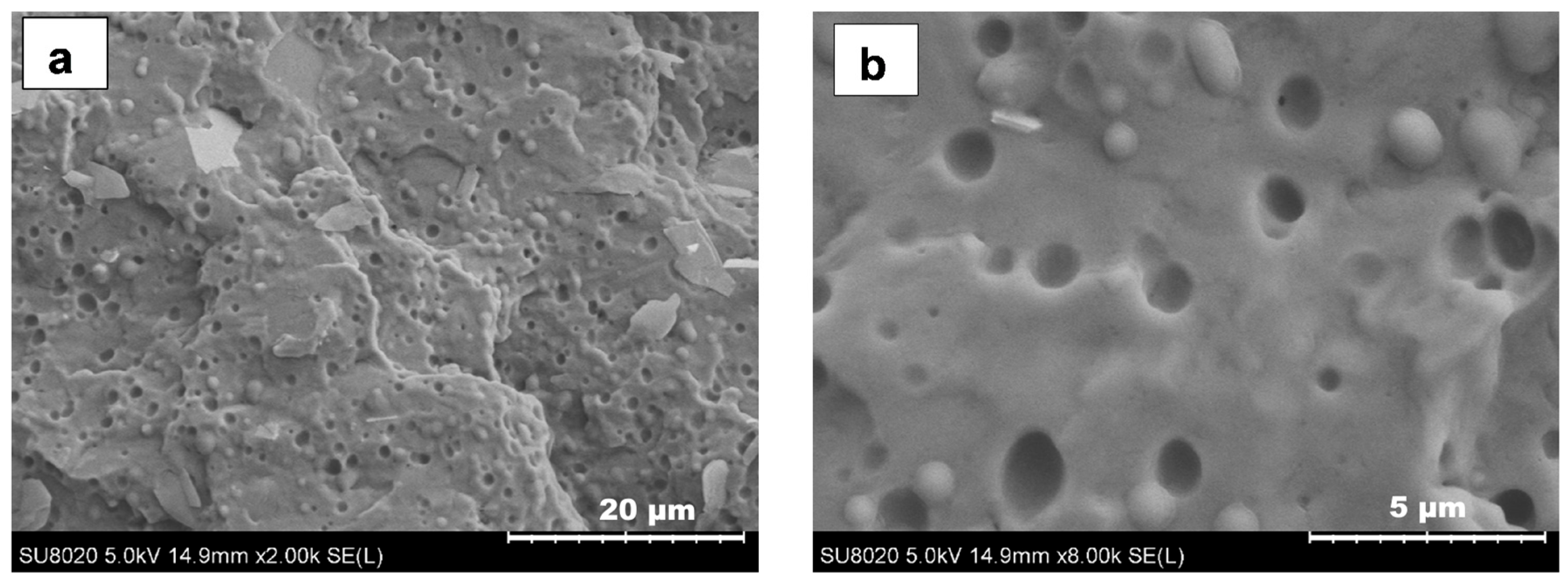
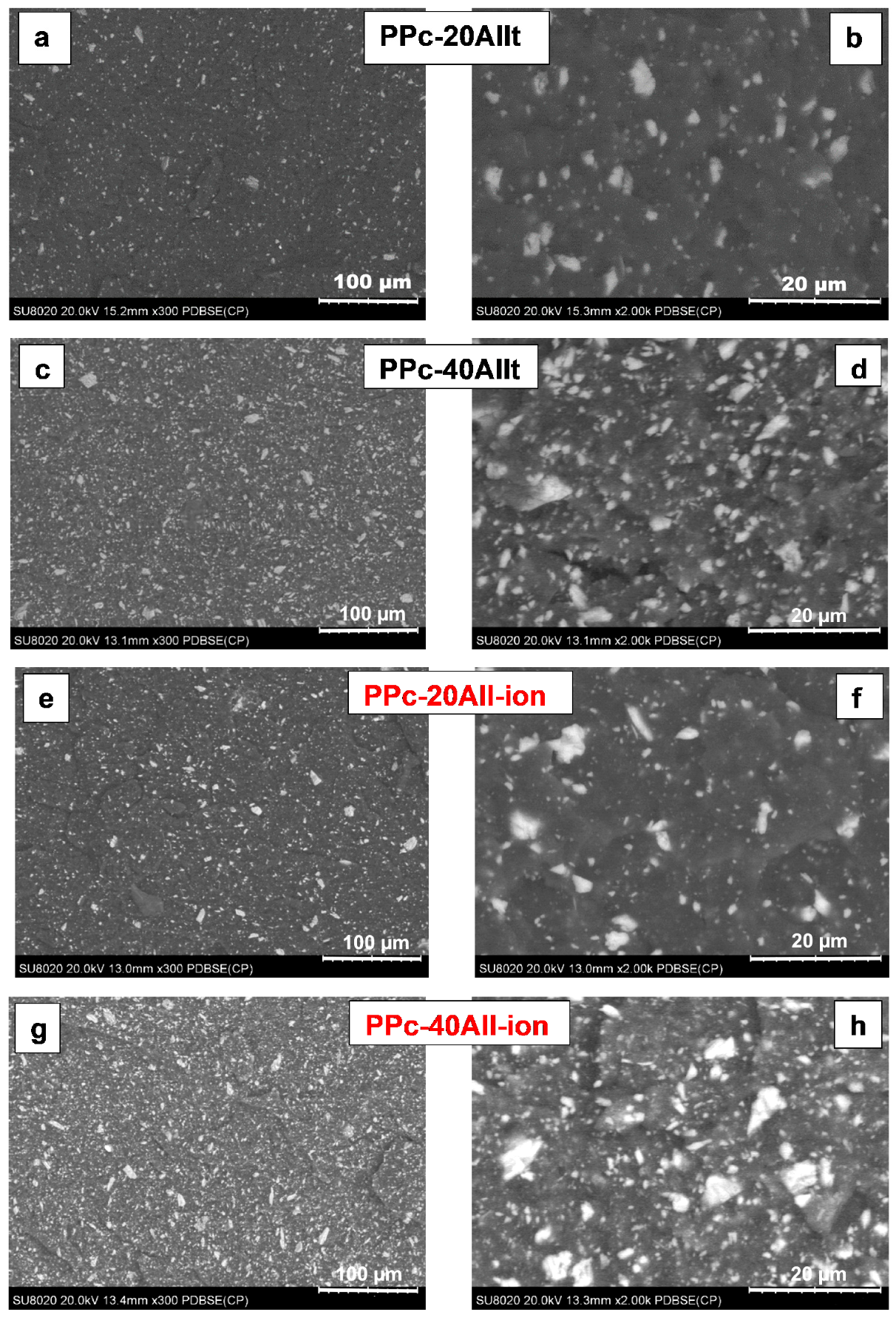
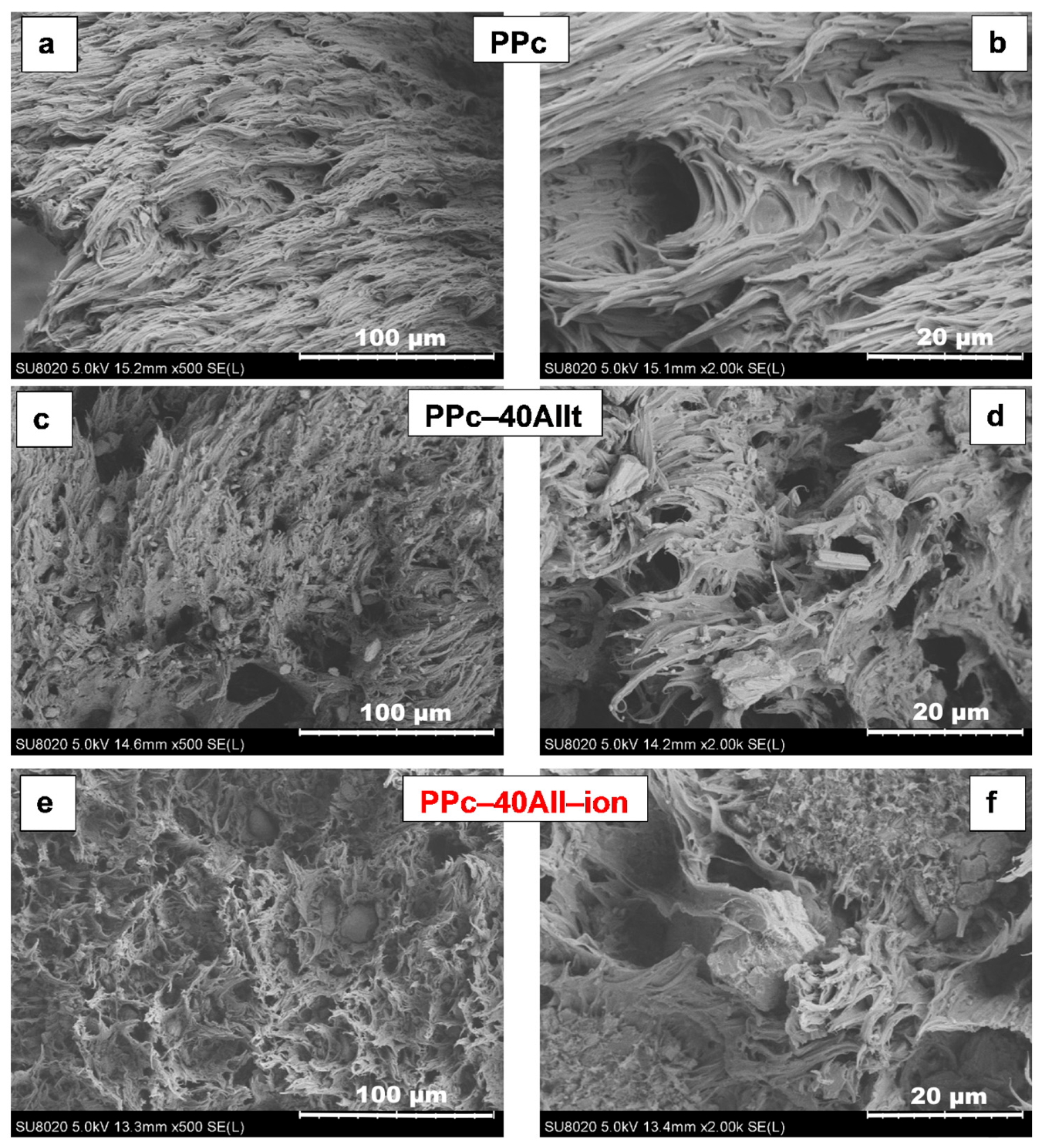
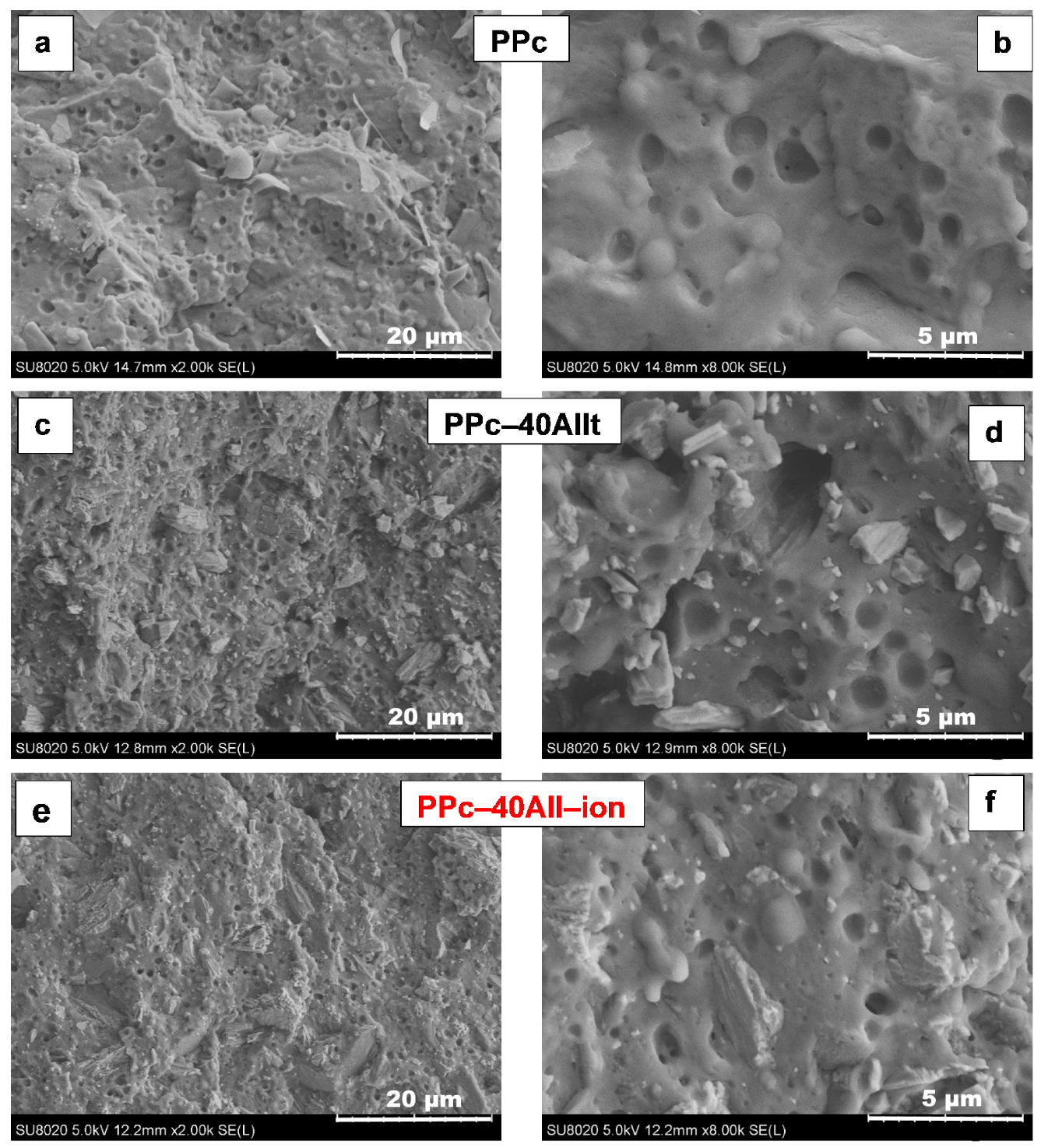
2.2.2. Morphology of Composites
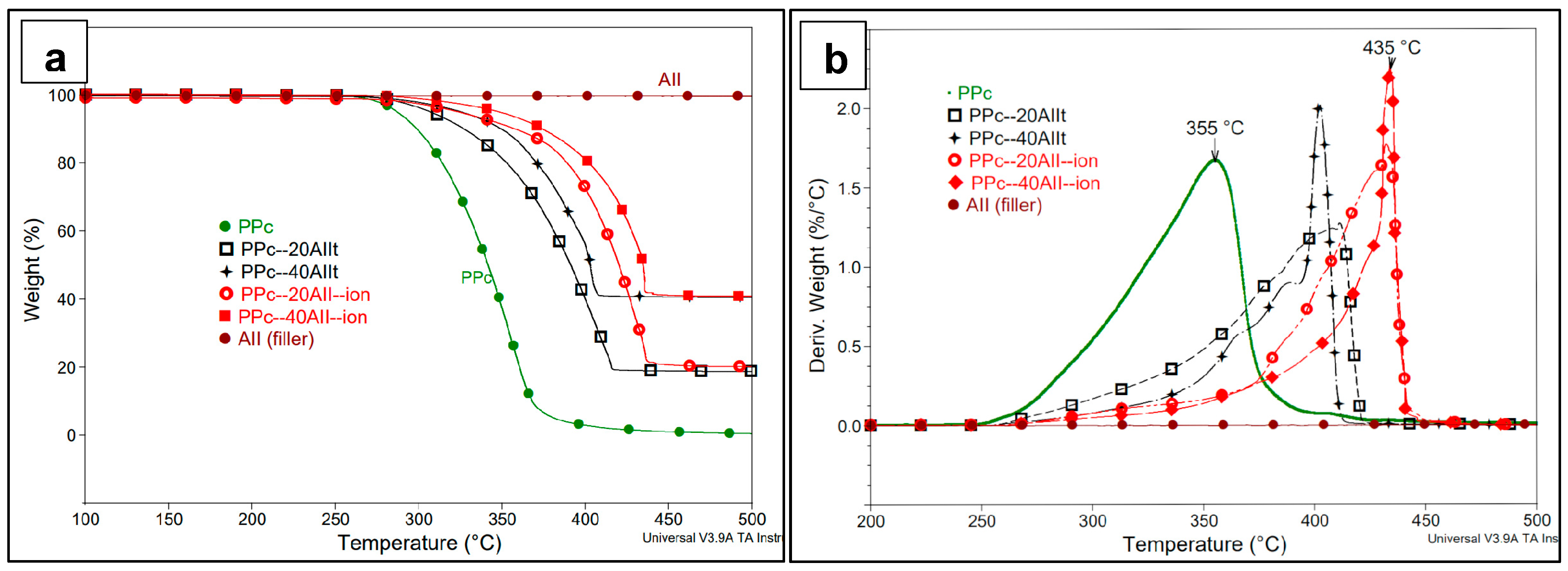
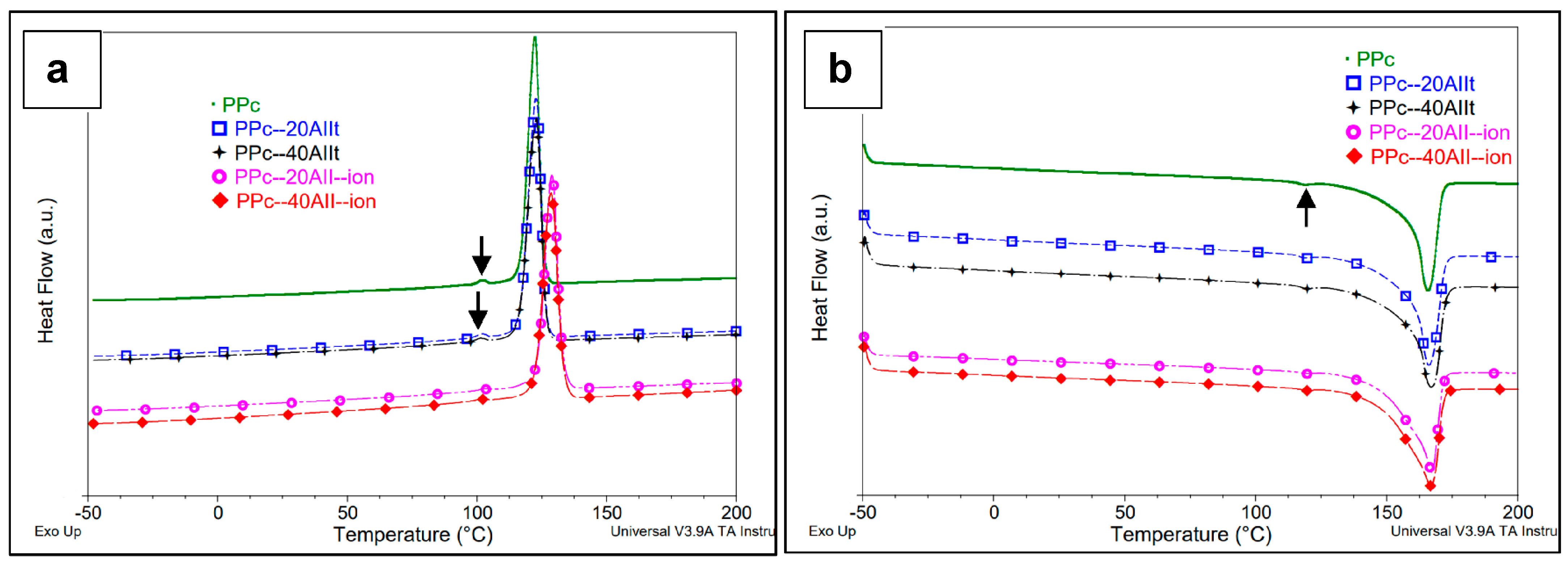
2.2.3. Thermal Properties
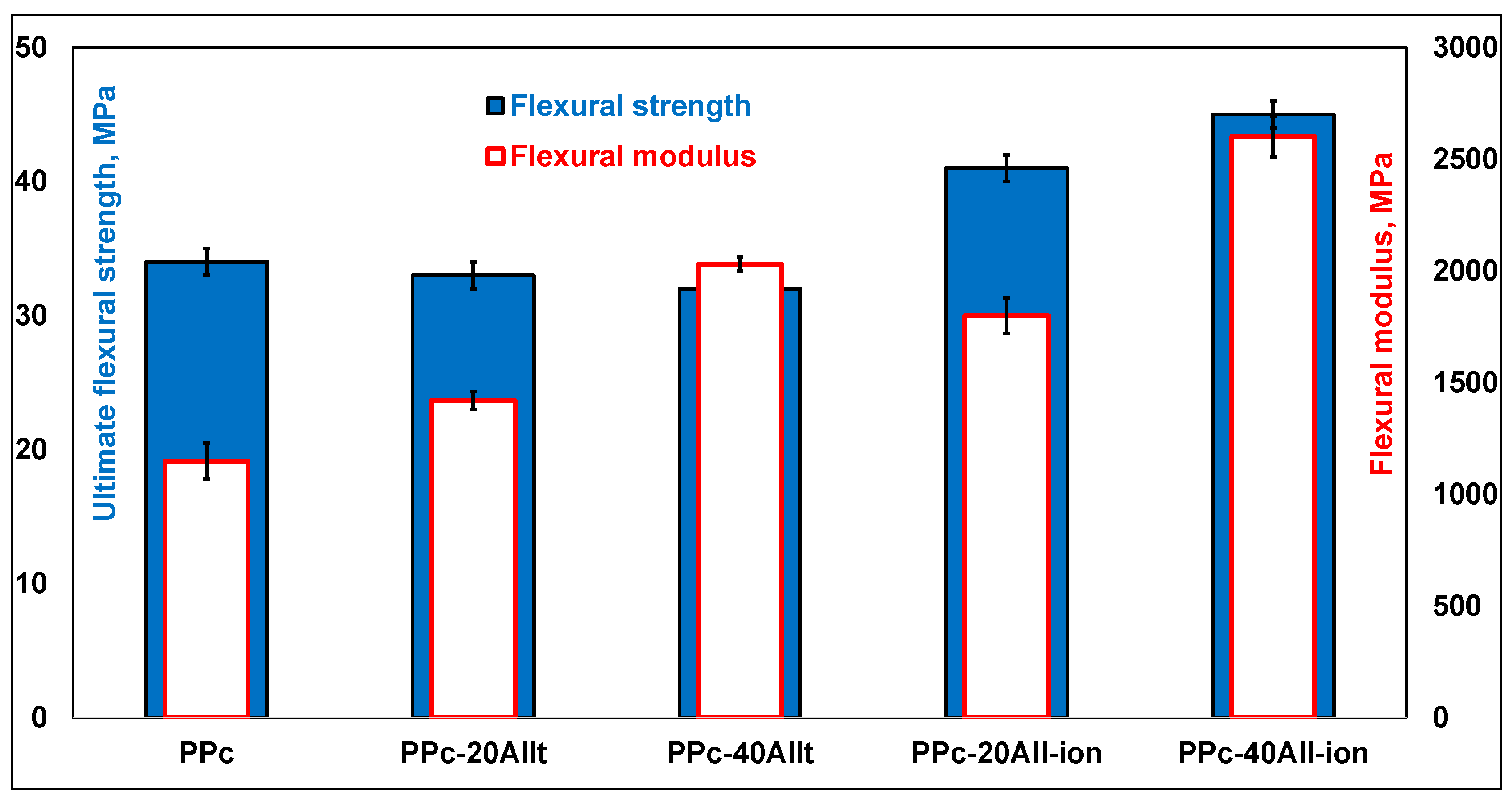
2.2.4. Mechanical Properties
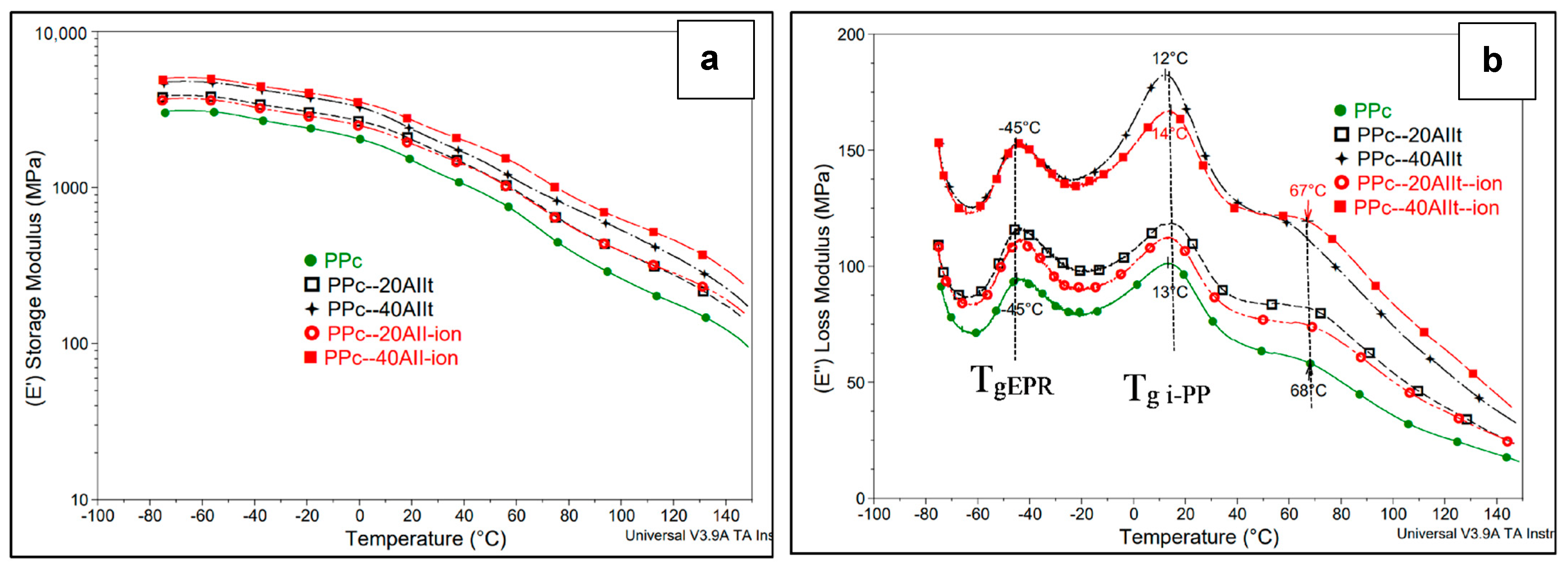
2.2.5. Dynamic Mechanical Analysis (DMA)
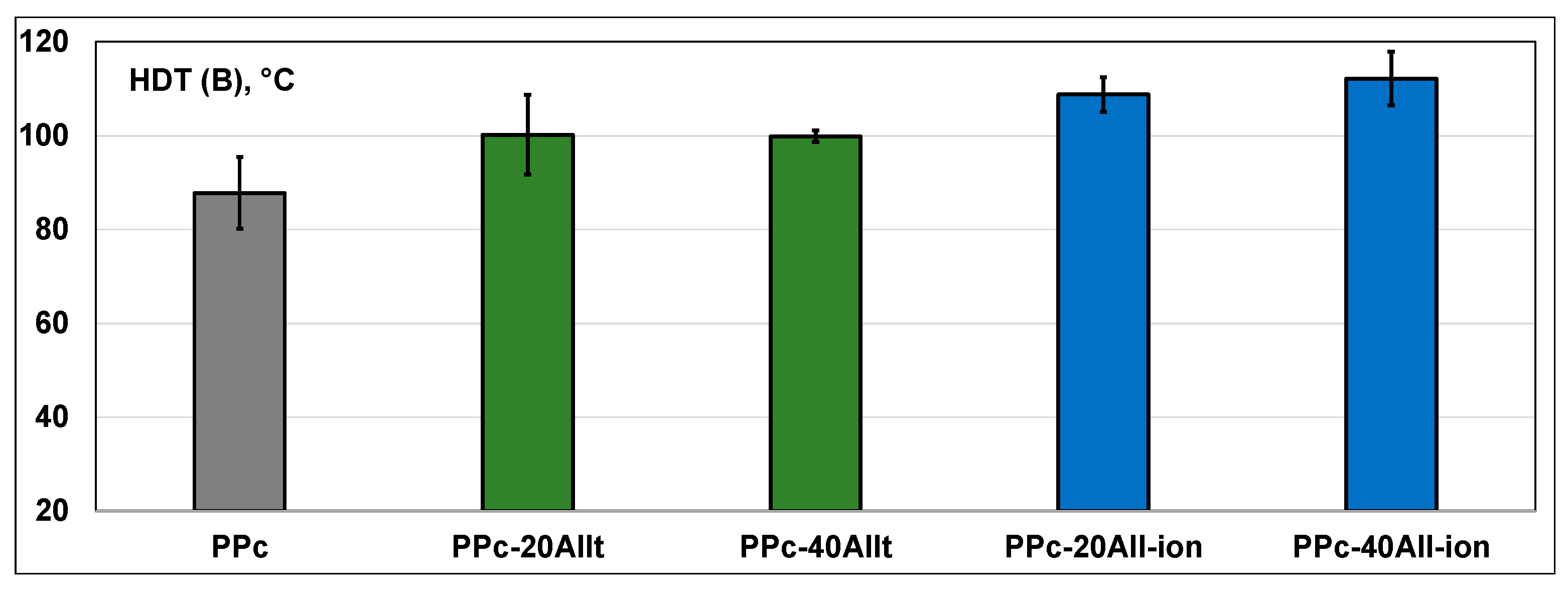
2.2.6. Heat Deflection Temperature (HDT)
2.3. Potential Applications and Further Prospects
3. Materials and Methods
3.1. Materials
3.2. Production of Mineral Filled PPc Composites
3.2.1. Melt Compounding with Internal Mixers
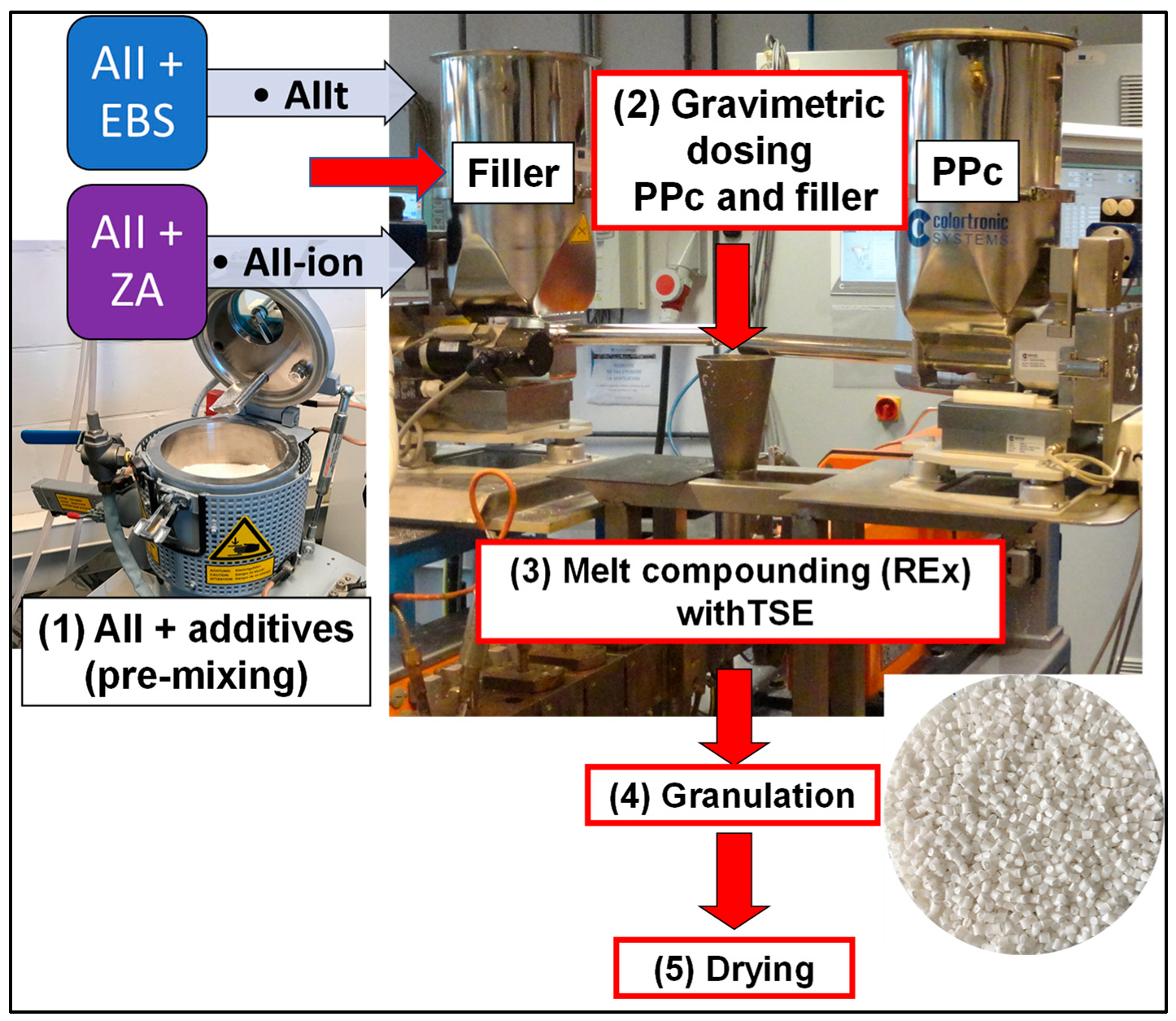
3.2.2. Melt Compounding/REx Using TSEs
3.3. Methods of Characterization
4. Conclusions
- PPc–AIIt composites, characterized by good/moderate tensile strength, having as key advantages the high/good ductility (strain at break from 50% to 260%) and a remarkable impact toughness (4.3–5.3 kJ/m2) because of the EPR phase and easy debonding of well-dispersed AIIt microparticles.
- PPc–AII-ion composites, characterized by advanced thermal properties (best values for T5% (TGA), higher HDT), better stiffness and tensile strength (i.e., 28 MPa, at 20–40% AII-ion loading), but low ductility, due to the ionomeric modification and stronger interfacial interactions PPc–filler. Their impact resistance remained at a very interesting level (5 kJ/m2), especially at moderate filling (20 wt.%), while a diminishing was noted at higher percentages of AII-ion (3.3 kJ/m2).
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Greene, J.P. (Ed.) Chapter 7—Commodity Plastics. In Automotive Plastics and Composites; William Andrew Publishing (an imprint of Elsevier): Oxford, UK, 2021; pp. 83–105. [Google Scholar] [CrossRef]
- Malpass, D.B.; Band, E.I. (Eds.) The Future of Polypropylene. In Introduction to Industrial Polypropylene; John Wiley & Sons Inc.: Hoboken, NJ, USA; Scrivener Publishing LLC: Salem, MA, USA, 2012; pp. 269–278. [Google Scholar] [CrossRef]
- Alsabri, A.; Tahir, F.; Al-Ghamdi, S.G. Environmental impacts of polypropylene (PP) production and prospects of its recycling in the GCC region. Mater. Today Proc. 2022, 56, 2245–2251. [Google Scholar] [CrossRef]
- Maurya, A.K.; Manik, G. Advances towards development of industrially relevant short natural fiber reinforced and hybridized polypropylene composites for various industrial applications: A review. J. Polym. Res. 2023, 30, 47. [Google Scholar] [CrossRef]
- Elaheh, G. Materials in Automotive Application, State of the Art and Prospects. In New Trends and Developments in Automotive Industry; Marcello, C., Ed.; IntechOpen: Rijeka, Croatia, 2011; pp. 365–394. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Yang, K.; Wu, K.; Jing, Z.; Dong, J.-Y. Eco-friendly polypropylene power cable insulation: Present status and perspective. IET Nanodielectrics 2023, 1–17. [Google Scholar] [CrossRef]
- Sadiku, R.; Ibrahim, D.; Agboola, O.; Owonubi, S.J.; Fasiku, V.O.; Kupolati, W.K.; Jamiru, T.; Eze, A.A.; Adekomaya, O.S.; Varaprasad, K.; et al. 15—Automotive components composed of polyolefins. In Polyolefin Fibres, 2nd ed.; Ugbolue, S.C.O., Ed.; Woodhead Publishing (imprint of Elsevier): Oxford, UK, 2017; pp. 449–496. [Google Scholar] [CrossRef]
- Patil, A.; Patel, A.; Purohit, R. An overview of Polymeric Materials for Automotive Applications. Mater. Today Proc. 2017, 4, 3807–3815. [Google Scholar] [CrossRef]
- Klein, J.; Wiese, J. High performance engineered polypropylene compounds for high temperature automotive under-the-hood applications. In Proceedings of the Society of Plastics Engineers—11th-Annual Automotive Composites Conference and Exhibition, ACCE 2011, Troy, MI, USA, 13–15 September 2011. [Google Scholar]
- Wang, S.; Muiruri, J.K.; Soo, X.Y.D.; Liu, S.; Thitsartarn, W.; Tan, B.H.; Suwardi, A.; Li, Z.; Zhu, Q.; Loh, X.J. Bio-Polypropylene and Polypropylene-based Biocomposites: Solutions for a Sustainable Future. Chem.—Asian J. 2022, 18, e202200972. [Google Scholar] [CrossRef]
- Maddah, H. Polypropylene as a Promising Plastic: A Review. Am. J. Polym. Sci. 2016, 2016, 1–11. [Google Scholar] [CrossRef]
- Liang, J.Z.; Li, R.K.Y. Rubber toughening in polypropylene: A review. J. Appl. Polym. Sci. 2000, 77, 409–417. [Google Scholar] [CrossRef]
- Gahleitner, M.; Tranninger, C.; Doshev, P. Heterophasic copolymers of polypropylene: Development, design principles, and future challenges. J. Appl. Polym. Sci. 2013, 130, 3028–3037. [Google Scholar] [CrossRef]
- Gahleitner, M.; Tranninger, C.; Doshev, P. Polypropylene Copolymers. In Polypropylene Handbook: Morphology, Blends and Composites; Karger-Kocsis, J., Bárány, T., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 295–355. [Google Scholar] [CrossRef]
- Pastor-García, M.T.; Suárez, I.; Expósito, M.T.; Coto, B.; García-Muñoz, R.A. Engineered PP impact copolymers in a single reactor as efficient method for determining their structure and properties. Eur. Polym. J. 2021, 157, 110642. [Google Scholar] [CrossRef]
- Móczó, J.; Pukánszky, B. Particulate Fillers in Thermoplastics. In Fillers for Polymer Applications; Rothon, R., Ed.; Springer International Publishing: Cham, Switzerland, 2017; pp. 51–93. [Google Scholar] [CrossRef] [Green Version]
- Morajane, D.; Sinha Ray, S.; Bandyopadhyay, J.; Ojijo, V. Impact of melt-processing strategy on structural and mechanical properties: Clay-containing polypropylene nanocomposites. In Processing of Polymer-Based Nanocomposites; Springer Series in Materials Science; Springer International Publishing: Cham, Switzerland, 2018; Volume 277, pp. 127–154. [Google Scholar] [CrossRef]
- Delva, L.; Ragaert, K.; Allaer, K.; Gaspar-Cunha, A.; Degrieck, J.; Cardon, L. Influence of twin-screw configuration on the mechanical and morphological properties of polypropylene—Clay composites. Int. J. Mater. Prod. Technol. 2016, 52, 176–192. [Google Scholar] [CrossRef]
- Goldman, A.Y.; Copsey, C.J. Polypropylene toughened with calcium carbonate mineral filler. Mater. Res. Innov. 2000, 3, 302–307. [Google Scholar] [CrossRef]
- Jing, Y.; Nai, X.; Dang, L.; Zhu, D.; Wang, Y.; Dong, Y.; Li, W. Reinforcing polypropylene with calcium carbonate of different morphologies and polymorphs. Sci. Eng. Compos. Mater. 2018, 25, 745–751. [Google Scholar] [CrossRef]
- Al-Samhan, M.; Al-Attar, F. Comparative analysis of the mechanical, thermal and barrier properties of polypropylene incorporated with CaCO3 and nano CaCO3. Surf. Interfaces 2022, 31, 102055. [Google Scholar] [CrossRef]
- Thenepalli, T.; Jun, A.Y.; Han, C.; Ramakrishna, C.; Ahn, J.W. A strategy of precipitated calcium carbonate (CaCO3) fillers for enhancing the mechanical properties of polypropylene polymers. Korean J. Chem. Eng. 2015, 32, 1009–1022. [Google Scholar] [CrossRef]
- De Oliveira, C.I.R.; Rocha, M.C.G.; de Assis, J.T.; da Silva, A.L.N. Morphological, mechanical, and thermal properties of PP/SEBS/talc composites. J. Thermoplast. Compos. Mater. 2022, 35, 281–299. [Google Scholar] [CrossRef]
- Putfak, N.; Larpkasemsuk, A. Wollastonite and talc reinforced polypropylene hybrid composites: Mechanical, morphological and thermal properties. J. Met. Mater. Miner. 2021, 31, 92–99. [Google Scholar] [CrossRef]
- Leong, Y.W.; Abu Bakar, M.B.; Ishak, Z.A.M.; Ariffin, A.; Pukanszky, B. Comparison of the mechanical properties and interfacial interactions between talc, kaolin, and calcium carbonate filled polypropylene composites. J. Appl. Polym. Sci. 2004, 91, 3315–3326. [Google Scholar] [CrossRef]
- Mittal, P.; Naresh, S.; Luthra, P.; Singh, A.; Dhaliwal, J.S.; Kapur, G.S. Polypropylene composites reinforced with hybrid inorganic fillers: Morphological, mechanical, and rheological properties. J. Thermoplast. Compos. Mater. 2019, 32, 848–864. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, T.; Sun, P.; Yu, F.; Li, B.; Dun, L. Study on the performance and mechanism of modified mica for improving polypropylene composites. Int. J. Low-Carbon Technol. 2022, 17, 176–184. [Google Scholar] [CrossRef]
- Liu, G.; Xu, H.; Song, S.; Wang, H.; Fan, B.; Lu, H.; Liu, Q. Preparation and properties of PP/modified kaolin composites. Gaofenzi Cailiao Kexue Yu Gongcheng/Polym. Mater. Sci. Eng. 2012, 28, 121–124. [Google Scholar]
- Zhang, S.; Jiang, P.; Liu, X.; Gu, X.; Zhao, Q.; Hu, Z.; Tang, W. Effects of kaolin on the thermal stability and flame retardancy of polypropylene composite. Polym. Adv. Technol. 2014, 25, 912–919. [Google Scholar] [CrossRef]
- Wang, K.; Wu, J.; Ye, L.; Zeng, H. Mechanical properties and toughening mechanisms of polypropylene/barium sulfate composites. Compos. Part A Appl. Sci. Manuf. 2003, 34, 1199–1205. [Google Scholar] [CrossRef]
- Xiang, G.; Liu, T.; Zhang, Y.; Xue, N. Synthesis of polypropylene composites with modified calcium sulfate whisker prepared from shale vanadium neutralization slag. Results Phys. 2018, 10, 28–35. [Google Scholar] [CrossRef]
- Dou, Q.; Duan, J. Melting and crystallization behaviors, morphology, and mechanical properties of β-polypropylene/polypropylene-graft-maleic anhydride/calcium sulfate whisker composites. Polym. Compos. 2016, 37, 2121–2132. [Google Scholar] [CrossRef]
- Nurdina, A.K.; Mariatti, M.; Samayamutthirian, P. Effect of filler surface treatment on mechanical properties and thermal properties of single and hybrid filler–filled PP composites. J. Appl. Polym. Sci. 2011, 120, 857–865. [Google Scholar] [CrossRef]
- Tucker, J.D.; Lear, P.L.; Atkinson, G.S.; Lee, S.; Lee, S.J. Use of polymeric compatibilizers in polypropylene/calcium carbonate composites. Korean J. Chem. Eng. 2000, 17, 506–509. [Google Scholar] [CrossRef]
- Ferdinánd, M.; Jerabek, M.; Várdai, R.; Lummerstorfer, T.; Pretschuh, C.; Gahleitner, M.; Faludi, G.; Móczó, J.; Pukánszky, B. Impact modification of wood flour reinforced PP composites: Problems, analysis, solution. Compos. Part A Appl. Sci. Manuf. 2023, 167, 107445. [Google Scholar] [CrossRef]
- Liu, H.; Tag Lim, H.; Hyun Ahn, K.; Jong Lee, S. Effect of ionomer on clay dispersions in polypropylene-layered silicate nanocomposites. J. Appl. Polym. Sci. 2007, 104, 4024–4034. [Google Scholar] [CrossRef]
- Santamaría, P.; Eguiazábal, J.I.; Nazábal, J. Structure and properties of polyethylene ionomer based nanocomposites. J. Appl. Polym. Sci. 2010, 116, 2374–2383. [Google Scholar] [CrossRef]
- Arencón, D.; Velasco, J.I. Fracture Toughness of Polypropylene-Based Particulate Composites. Materials 2009, 2, 2046–2094. [Google Scholar] [CrossRef] [Green Version]
- Murariu, M.; Dubois, P. PLA composites: From production to properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef]
- Murariu, M.; Paint, Y.; Murariu, O.; Laoutid, F.; Dubois, P. Recent Advances in Production of Ecofriendly Polylactide (PLA)-Calcium Sulfate (Anhydrite II) Composites: From the Evidence of Filler Stability to the Effects of PLA Matrix and Filling on Key Properties. Polymers 2022, 14, 2360. [Google Scholar] [CrossRef]
- Wirsching, F. Calcium Sulfate. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2012; Volume 6, pp. 519–550. [Google Scholar]
- Murariu, M.; Paint, Y.; Murariu, O.; Laoutid, F.; Dubois, P. Tailoring and Long-Term Preservation of the Properties of PLA Composites with Green Plasticizers. Polymers 2022, 14, 4836. [Google Scholar] [CrossRef] [PubMed]
- Murariu, M.; Paint, Y.; Murariu, O.; Laoutid, F.; Dubois, P. Engineering polypropylene-calcium sulfate (anhydrite II) composites: The key role of zinc ionomers via reactive extrusion. Polymers 2023, 15, 799. [Google Scholar] [CrossRef] [PubMed]
- Zuiderduin, W.C.J.; Westzaan, C.; Huétink, J.; Gaymans, R.J. Toughening of polypropylene with calcium carbonate particles. Polymer 2003, 44, 261–275. [Google Scholar] [CrossRef]
- Tran Huu, T.; Ma Duc, H.; Cong, D.; Nguyen, G. Properties of Composite Based on High Density Polyethylene/Ethylene Vinyl Acetate Blend and a Novel Organic Modified Waste Gypsum. Vietnam J. Sci. Technol. 2018, 56, 87. [Google Scholar] [CrossRef] [Green Version]
- Murariu, M.; Dechief, A.-L.; Ramy-Ratiarison, R.; Paint, Y.; Raquez, J.-M.; Dubois, P. Recent advances in production of poly(lactic acid) (PLA) nanocomposites: A versatile method to tune crystallization properties of PLA. Nanocomposites 2015, 1, 71–82. [Google Scholar] [CrossRef] [Green Version]
- LyondellBasell. Pro-Fax and Moplen Polypropylene Primer. Available online: https://www.lyondellbasell.com/4a979c/globalassets/documents/polymers-technical-literature/profax-moplen_polypropylene_primer.pdf (accessed on 8 August 2023).
- Zhang, Z.; Yang, K.; Li, J.; Jing, Z.; Qin, Y.; Dong, J.-Y. Impact polypropylene copolymers containing multifold H-shape long-chain-branching structures: Synthesis and properties. Polymer 2022, 252, 124942. [Google Scholar] [CrossRef]
- Peng, Y.; Liu, S.; Wang, P.; Wang, Y.; Wang, X. Formulating Polypropylene with Desired Mechanical Properties through Melt Compounding of Homopolymer and Impact Copolymer. Polym. Cryst. 2022, 2022, 3084446. [Google Scholar] [CrossRef]
- Móczó, J.; Pukánszky, B. Particulate Filled Polypropylene: Structure and Properties. In Polypropylene Handbook: Morphology, Blends and Composites; Karger-Kocsis, J., Bárány, T., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 357–417. [Google Scholar] [CrossRef]
- Marozsan, A.L.P.; Robb, B.; Chabrol, V. A New Method to Modify PP for Improved Melt Strength. In Proceedings of the SPE International Polyolefin Conference 2017, Houston, TX, USA, 26 February 2017. [Google Scholar]
- Fang, J.; Zhang, L.; Sutton, D.; Wang, X.; Lin, T. Needleless Melt-Electrospinning of Polypropylene Nanofibres. J. Nanomater. 2012, 2012, 382639. [Google Scholar] [CrossRef] [Green Version]
- Caban, R. FTIR-ATR spectroscopic, thermal and microstructural studies on polypropylene-glass fiber composites. J. Mol. Struct. 2022, 1264, 133181. [Google Scholar] [CrossRef]
- Nishikida, K.; Coates, J. Infrared and Raman Analysis of Polymers. In Handbook of Plastics Analysis, 1st ed.; Lobo, H., Bonilla, J.V., Eds.; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar] [CrossRef]
- Chen, R.; Li, Y.; Tang, L.; Yang, H.; Lu, Z.; Wang, J.; Liu, L.; Takahashi, K. Synthesis of zinc-based acrylate copolymers and their marine antifouling application. RSC Adv. 2017, 7, 40020–40027. [Google Scholar] [CrossRef] [Green Version]
- Antony, P.; Bandyopadhyay, S.; De, S.K. Synergism in properties of ionomeric polyblends based on zinc salts of carboxylated nitrile rubber and poly(ethylene-co-acrylic acid). Polymer 2000, 41, 787–793. [Google Scholar] [CrossRef]
- Rajan, R.; Varghese, S.; George, K. Role of coagents in peroxide vulcanization of natural rubber. Rubber Chem. Technol. 2013, 86, 488–502. [Google Scholar] [CrossRef]
- Oh, S.J.; Koenig, J.L. Studies of Peroxide Curing of Polybutadiene/Zinc Diacrylate Blends by Fast FT-IR Imaging. Rubber Chem. Technol. 2000, 73, 74–79. [Google Scholar] [CrossRef]
- Hadjiivanov, K.I.; Panayotov, D.A.; Mihaylov, M.Y.; Ivanova, E.Z.; Chakarova, K.K.; Andonova, S.M.; Drenchev, N.L. Power of Infrared and Raman Spectroscopies to Characterize Metal-Organic Frameworks and Investigate Their Interaction with Guest Molecules. Chem. Rev. 2021, 121, 1286–1424. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Yao, Z.; Chen, Z.-h.; Qiu, S.-l.; Zeng, C.; Cao, K. High melt strength polypropylene by ionic modification: Preparation, rheological properties and foaming behaviors. Polymer 2015, 70, 207–214. [Google Scholar] [CrossRef]
- Mroczkowska-Szerszeń, M.; Orzechowski, M. Infrared spectroscopy methods in reservoir rocks analysis—Semiquantitative approach for carbonate rocks. Nafta-Gaz 2018, 74, 802–812. [Google Scholar] [CrossRef]
- Zahari, M.A.A.; Lee, S.P.; Kasim, S.R. Synthesis of calcium sulphate as biomaterial. AIP Conf. Proc. 2020, 2267, 020081. [Google Scholar] [CrossRef]
- Ahmad Fauzi, A.A.; Osman, A.F.; Alrashdi, A.A.; Mustafa, Z.; Abdul Halim, K.A. On the Use of Dolomite as a Mineral Filler and Co-Filler in the Field of Polymer Composites: A Review. Polymers 2022, 14, 2843. [Google Scholar] [CrossRef]
- Liang, J.-Z. Toughening and reinforcing in rigid inorganic particulate filled poly(propylene): A review. J. Appl. Polym. Sci. 2002, 83, 1547–1555. [Google Scholar] [CrossRef]
- Imre, B.; Keledi, G.; Renner, K.; Móczó, J.; Murariu, M.; Dubois, P.; Pukánszky, B. Adhesion and micromechanical deformation processes in PLA/CaSO4 composites. Carbohydr. Polym. 2012, 89, 759–767. [Google Scholar] [CrossRef] [PubMed]
- Nofar, M.; Ozgen, E.; Girginer, B. Injection-molded PP composites reinforced with talc and nanoclay for automotive applications. J. Thermoplast. Compos. Mater. 2020, 33, 1478–1498. [Google Scholar] [CrossRef]
- Ammar, O.; Bouaziz, Y.; Haddar, N.; Mnif, N. Talc as Reinforcing Filler in Polypropylene Compounds: Effect on Morphology and Mechanical Properties. Polym. Sci. 2017, 3, 8. [Google Scholar] [CrossRef] [Green Version]
- Notta-Cuvier, D.; Murariu, M.; Odent, J.; Delille, R.; Bouzouita, A.; Raquez, J.-M.; Lauro, F.; Dubois, P. Tailoring Polylactide Properties for Automotive Applications: Effects of Co-Addition of Halloysite Nanotubes and Selected Plasticizer. Macromol. Mater. Eng. 2015, 300, 684–698. [Google Scholar] [CrossRef]
- Sinha Ray, S. 9—Dynamic mechanical properties of environmentally friendly polymer nanocomposites using biodegradable polymer matrices and clay/carbon nanotube (CNT) reinforcements. In Environmentally Friendly Polymer Nanocomposites; Sinha Ray, S., Ed.; Woodhead Publishing: Cambridge, UK, 2013; pp. 269–294. [Google Scholar] [CrossRef]
- Bashir, M.A. Use of Dynamic Mechanical Analysis (DMA) for Characterizing Interfacial Interactions in Filled Polymers. Solids 2021, 2, 108–120. [Google Scholar] [CrossRef]
- Zhang, C.; Shangguan, Y.; Chen, R.; Wu, Y.; Chen, F.; Zheng, Q.; Hu, G. Morphology, microstructure and compatibility of impact polypropylene copolymer. Polymer 2010, 51, 4969–4977. [Google Scholar] [CrossRef]
- Chen, J.-w.; Dai, J.; Yang, J.-h.; Zhang, N.; Huang, T.; Wang, Y.; Zhang, C.-l. Annealing induced microstructure and mechanical property changes of impact resistant polypropylene copolymer. Chin. J. Polym. Sci. 2015, 33, 1211–1224. [Google Scholar] [CrossRef]
- Wang, K.; Bahlouli, N.; Addiego, F.; Ahzi, S.; Rémond, Y.; Ruch, D.; Muller, R. Effect of talc content on the degradation of re-extruded polypropylene/talc composites. Polym. Degrad. Stab. 2013, 98, 1275–1286. [Google Scholar] [CrossRef]
- Zhang, C.; Liu, G.; Jiang, Q.; Yang, J.; Zhao, Y.; Wang, D. A WAXS/SAXS study on the deformation behavior of β-nucleated propylene–ethylene random copolymer subjected to uniaxial stretching. RSC Adv. 2015, 5, 44610–44617. [Google Scholar] [CrossRef]
- Somaye, A. Polypropylene in the Industry of Food Packaging. In Polypropylene; Fatih, D., Ed.; IntechOpen: Rijeka, Croatia, 2012; pp. 3–22. [Google Scholar] [CrossRef]
- Torowhite. Calcium Sulfate (Anhydrite) Ti-ExR 04 TiO2 Extender (Product Data Sheet). Available online: https://torowhite.com/web/wp-content/uploads/sheets/Ti-ExR04_PDS.pdf (accessed on 27 July 2023).
- Technical Data Sheet Dymalink® 9200 (rev aug/2022). Cray Valley TotalEnergies. 2022. Available online: https://www.crayvalley.com/products/metallic-monomers/9200-series/ (accessed on 12 December 2022).
- Technical Update Dymalink 9200 Processing Guide for Polypropylene. Available online: https://crayvalley.com/download/10/technical-updates/779/dymalink-9200-processing-guide-for-polypropylene (accessed on 27 July 2023).
- Pluta, M.; Bojda, J.; Piorkowska, E.; Murariu, M.; Bonnaud, L.; Dubois, P. The effect of halloysite nanotubes and N,N′-ethylenebis (stearamide) on the properties of polylactide nanocomposites with amorphous matrix. Polym. Test. 2017, 61, 35–45. [Google Scholar] [CrossRef]
- Rivera-Armenta, J.L.; Salazar-Cruz, B.A.; Espindola-Flores, A.C.; Villarreal-Lucio, D.S.; de León-Almazán, C.M.; Estrada-Martinez, J. Thermal and Thermomechanical Characterization of Polypropylene-Seed Shell Particles Composites. Appl. Sci. 2022, 12, 8336. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tensile Strength, MPa | Young’s Modulus, MPa | Nominal Strain, % | Izod Impact Resistance, kJ/m2 | ||
|---|---|---|---|---|---|---|
| Yield | Break | Yield | Break | |||
| PPc | 27 ± 1 | 22 ± 1 | 1470 ± 30 | 4.5 ± 0.1 | 44.0 ± 5.0 | 7.6 ± 0.3 |
| PPc–20AII | 23 ± 1 | 19 ± 1 | 1740 ± 30 | 3.4 ± 0.1 | 18.0 ± 3.0 | 4.6 ± 0.4 |
| PPc–30AII | 21 ± 1 | 17 ± 1 | 1990 ± 80 | 2.9 ± 0.1 | 12.4 ± 2.5 | 4.3 ± 0.6 |
| PPc–40AII | 20 ± 1 | 16 ± 1 | 2280 ± 80 | 2.1 ± 0.1 | 8.6 ± 1.6 | 3.1 ± 0.2 |
| PPc–40AII–ion ** | 27 ± 1 | 25 ± 1 | 2220 ± 60 | 2.8 ± 0.2 | 7.3 ± 1.0 | 4.7 ± 0.2 |
| Sample Code | PPc, wt.% | Filler, wt.% | Modifier, wt.% |
|---|---|---|---|
| PPc | 100 | - | - |
| PPc–20AIIt | 79.8 | 20 | 0.2 (EBS) |
| PPc–40AIIt | 59.6 | 40 | 0.4 (EBS) |
| PPc–20AII-ion | 78 | 20 | 2 (ZA) |
| PPc–40AII-ion | 58 | 40 | 2 (ZA) |
| Sample Code | T5%, °C * | Td, °C ** |
|---|---|---|
| PPc (reference) | 287 | 355 |
| PPc–20AIIt | 307 | 411 |
| PPc–40AIIt | 328 | 402 |
| PPc–20AII-ion | 331 | 432 |
| PPc–40AII-ion | 346 | 435 |
| Sample | DSC Cooling | Second DSC Heating | |||
|---|---|---|---|---|---|
| Tc, °C | ΔHc, J/g | Tm, °C | ΔHm, J/g | χ, % | |
| PPc | 122 | 90.8 | 165 | 93.8 | 45.3 |
| PPc–20AIIt | 123 | 100.1 | 166 | 100.8 | 48.7 |
| PPc–40AIIt | 123 | 97.6 | 167 | 99.0 | 47.8 |
| PPc–20AII-ion | 129 | 93.9 | 167 | 97.5 | 47.1 |
| PPc–40AII-ion | 129 | 95.7 | 167 | 99.1 | 47.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murariu, M.; Laoutid, F.; Paint, Y.; Murariu, O.; Raquez, J.-M.; Dubois, P. Balancing the Strength–Impact Relationship and Other Key Properties in Polypropylene Copolymer–Natural CaSO4 (Anhydrite)-Filled Composites. Int. J. Mol. Sci. 2023, 24, 12659. https://doi.org/10.3390/ijms241612659
Murariu M, Laoutid F, Paint Y, Murariu O, Raquez J-M, Dubois P. Balancing the Strength–Impact Relationship and Other Key Properties in Polypropylene Copolymer–Natural CaSO4 (Anhydrite)-Filled Composites. International Journal of Molecular Sciences. 2023; 24(16):12659. https://doi.org/10.3390/ijms241612659
Chicago/Turabian StyleMurariu, Marius, Fouad Laoutid, Yoann Paint, Oltea Murariu, Jean-Marie Raquez, and Philippe Dubois. 2023. "Balancing the Strength–Impact Relationship and Other Key Properties in Polypropylene Copolymer–Natural CaSO4 (Anhydrite)-Filled Composites" International Journal of Molecular Sciences 24, no. 16: 12659. https://doi.org/10.3390/ijms241612659
APA StyleMurariu, M., Laoutid, F., Paint, Y., Murariu, O., Raquez, J.-M., & Dubois, P. (2023). Balancing the Strength–Impact Relationship and Other Key Properties in Polypropylene Copolymer–Natural CaSO4 (Anhydrite)-Filled Composites. International Journal of Molecular Sciences, 24(16), 12659. https://doi.org/10.3390/ijms241612659