Suspended-Core Microstructured Polymer Optical Fibers and Potential Applications in Sensing


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
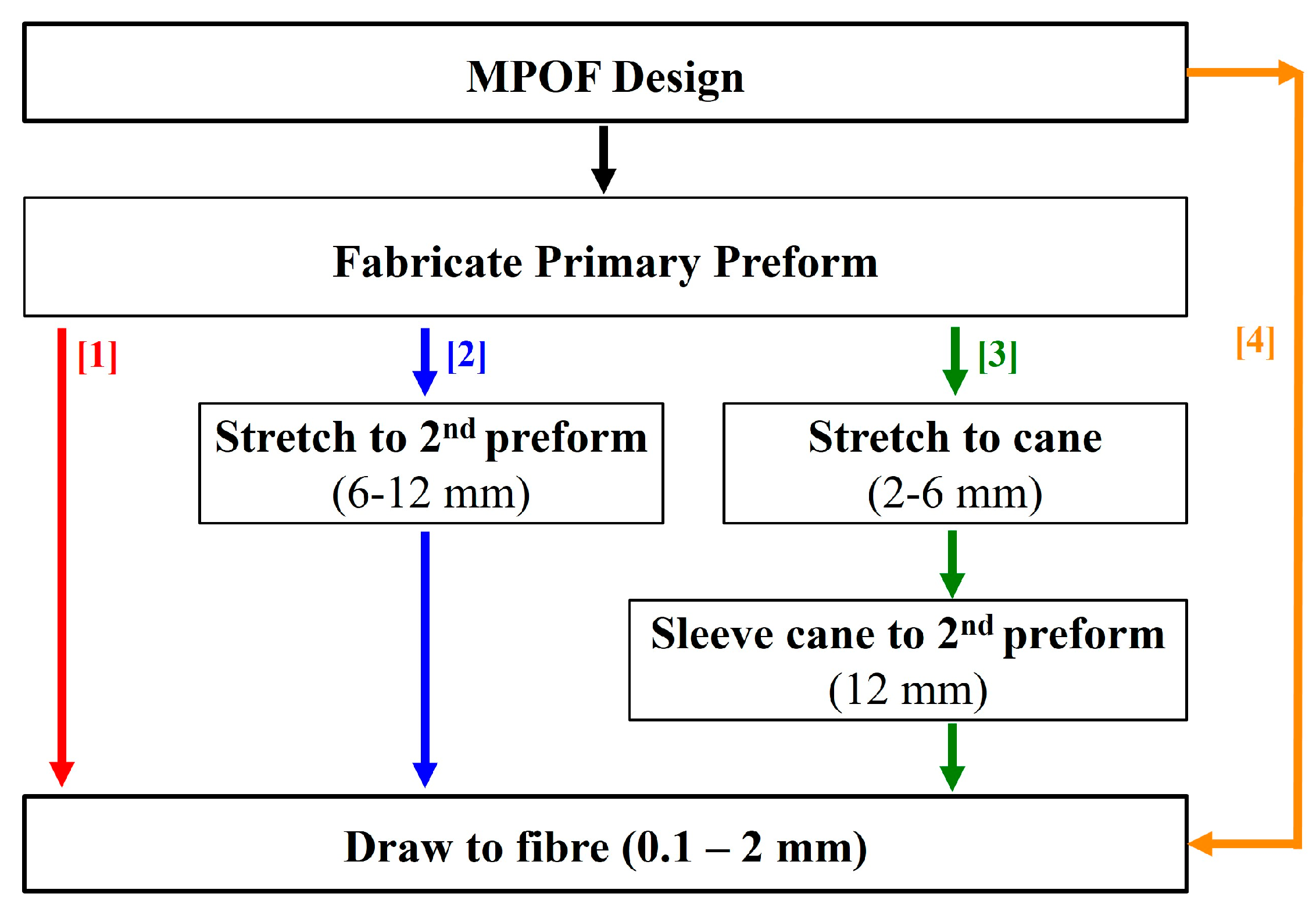
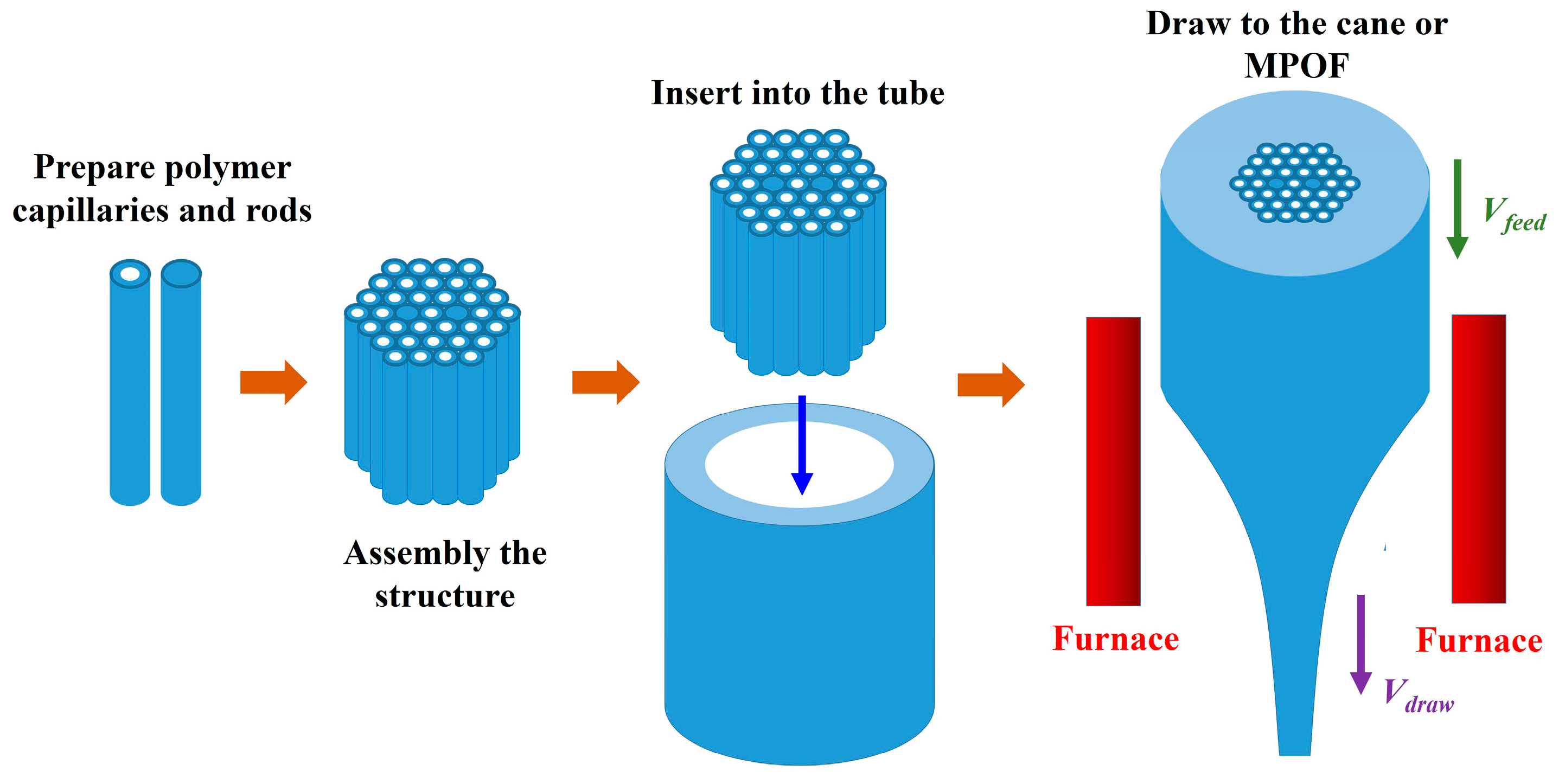
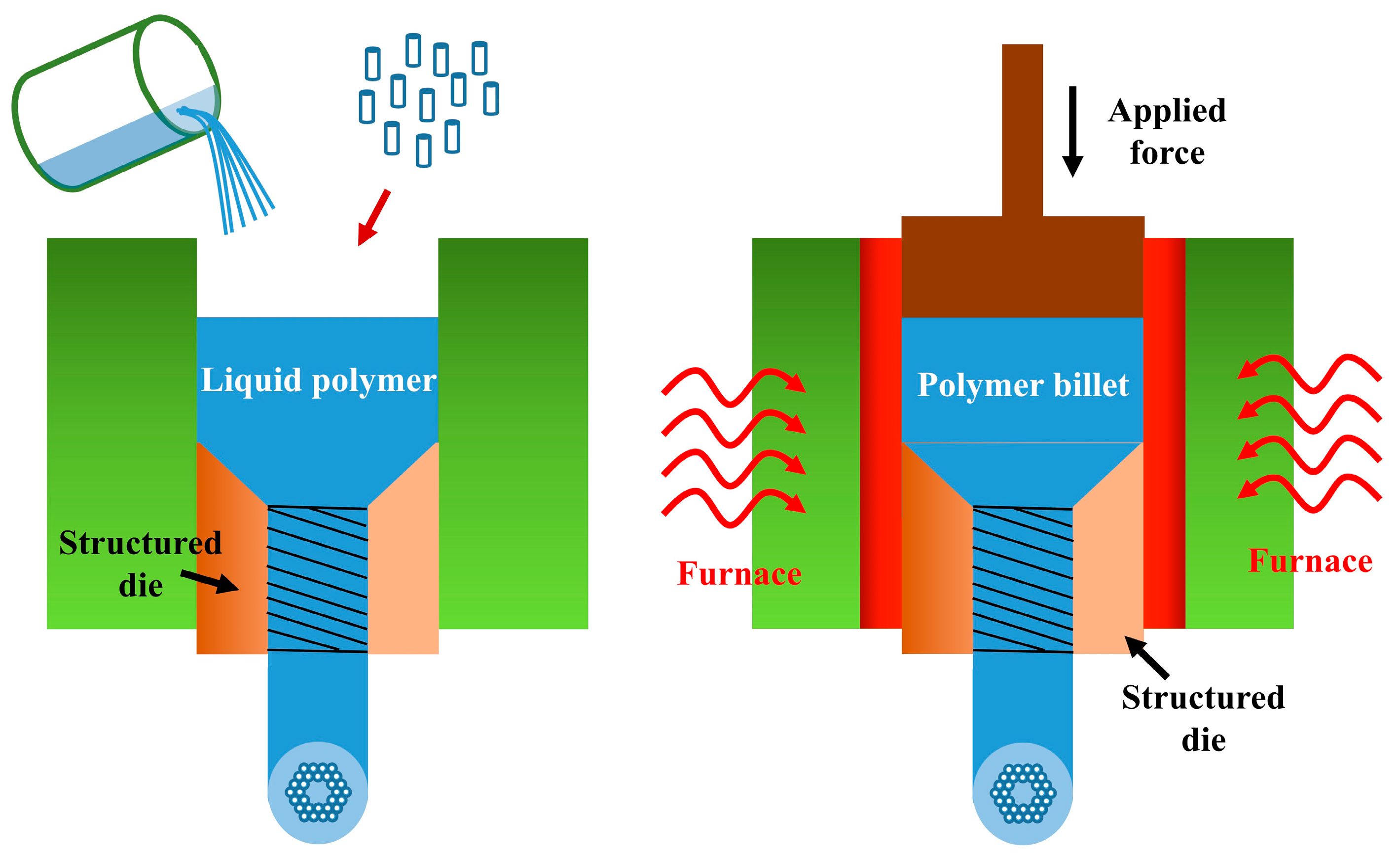
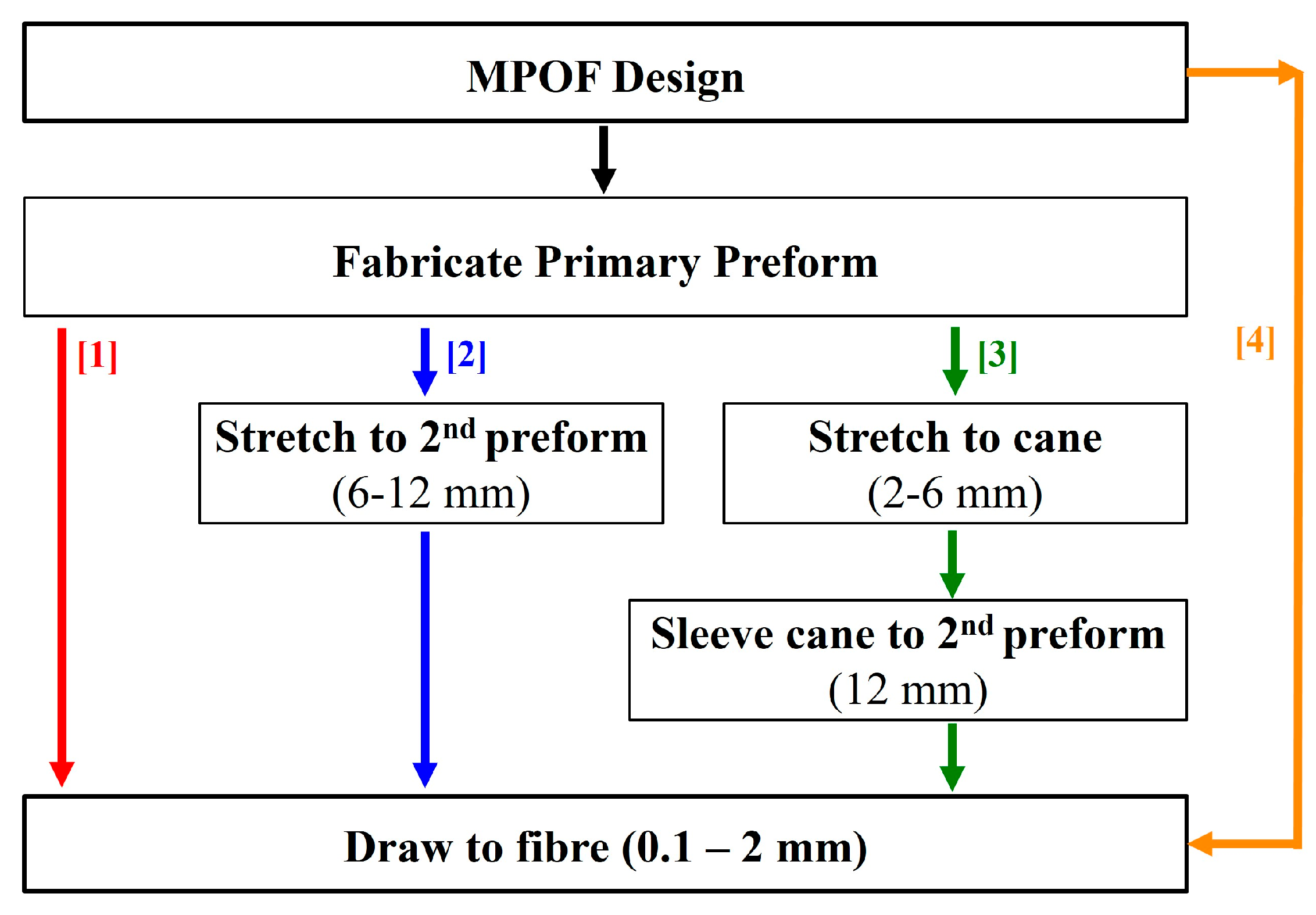
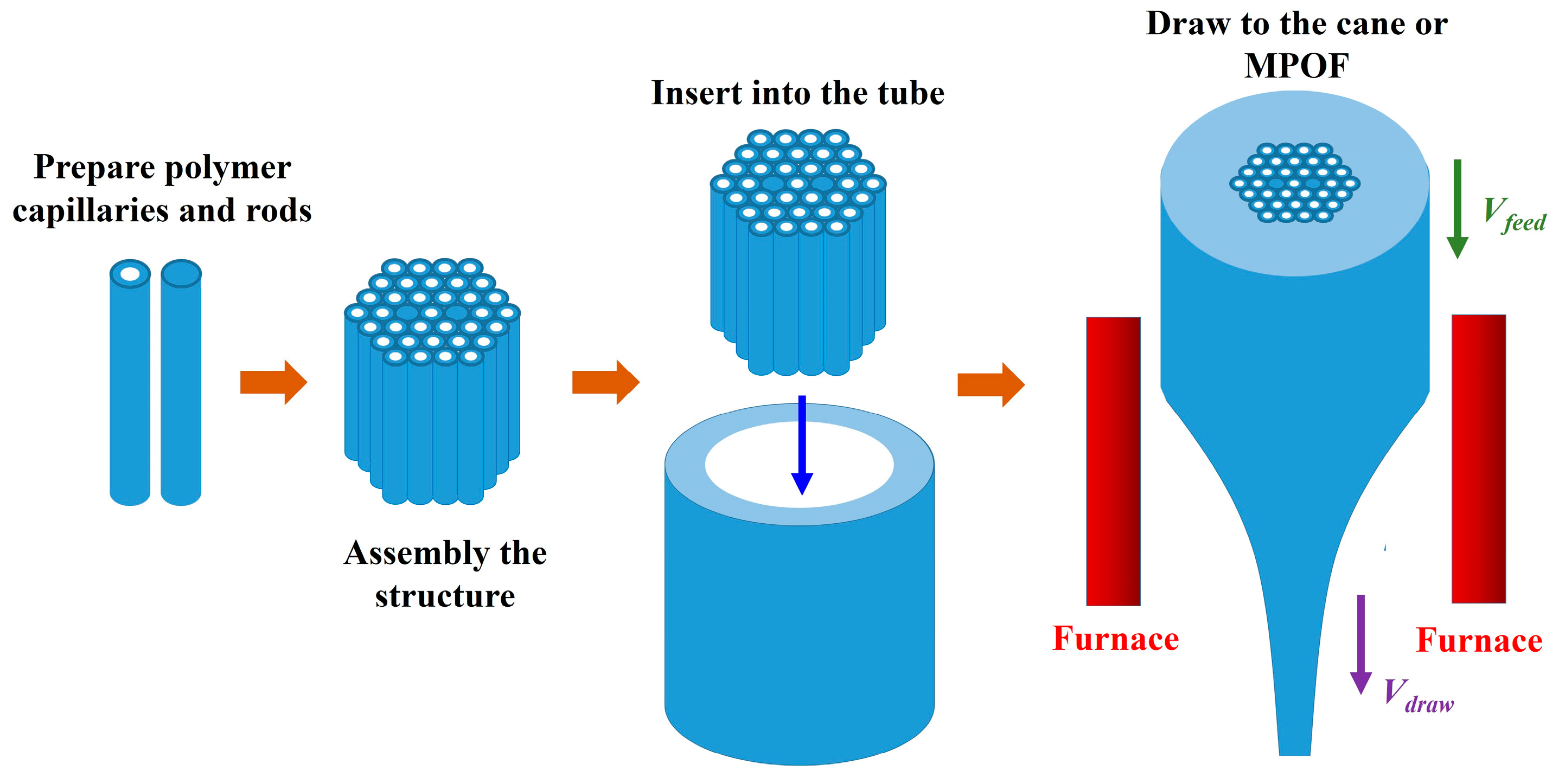
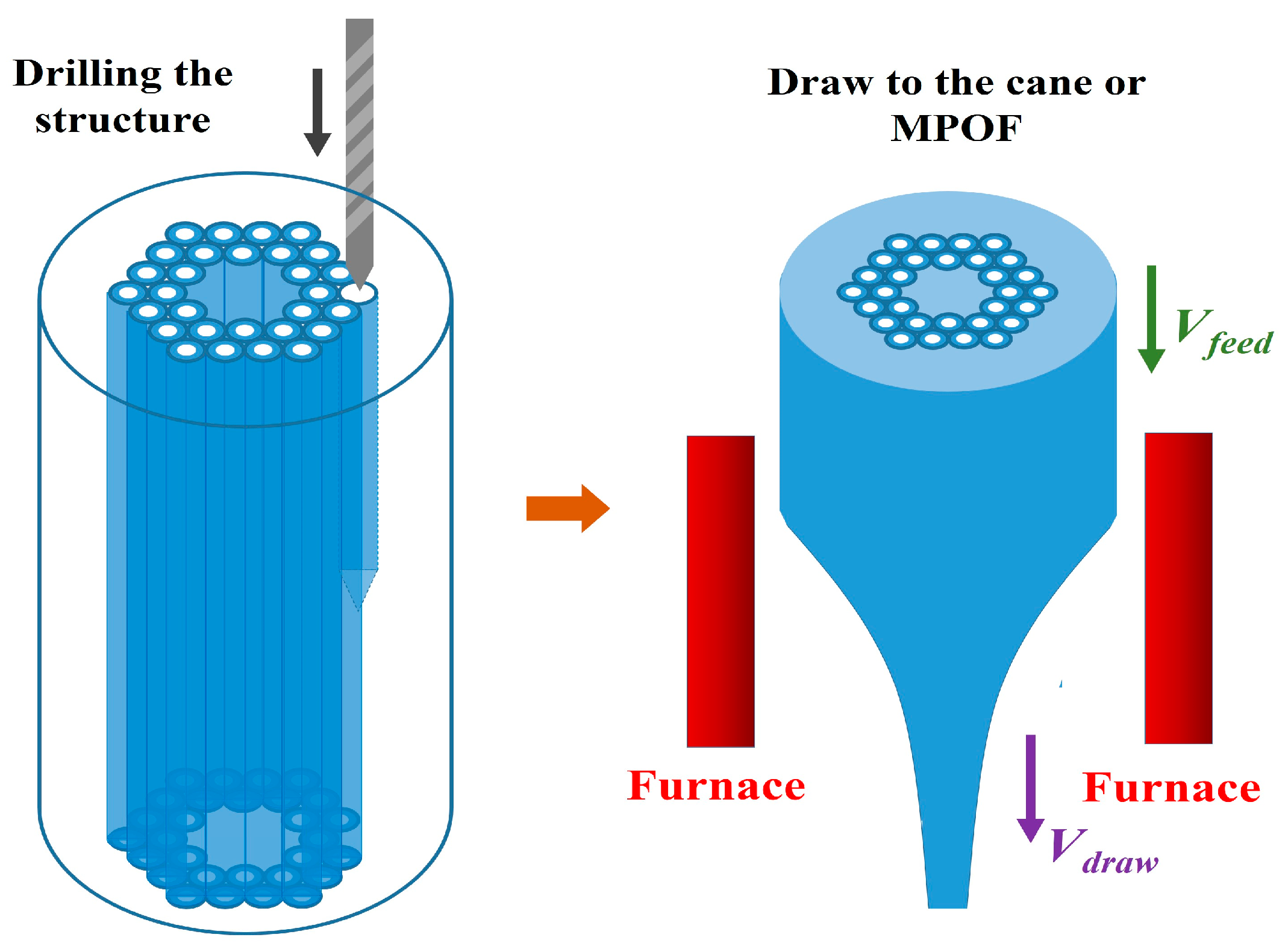
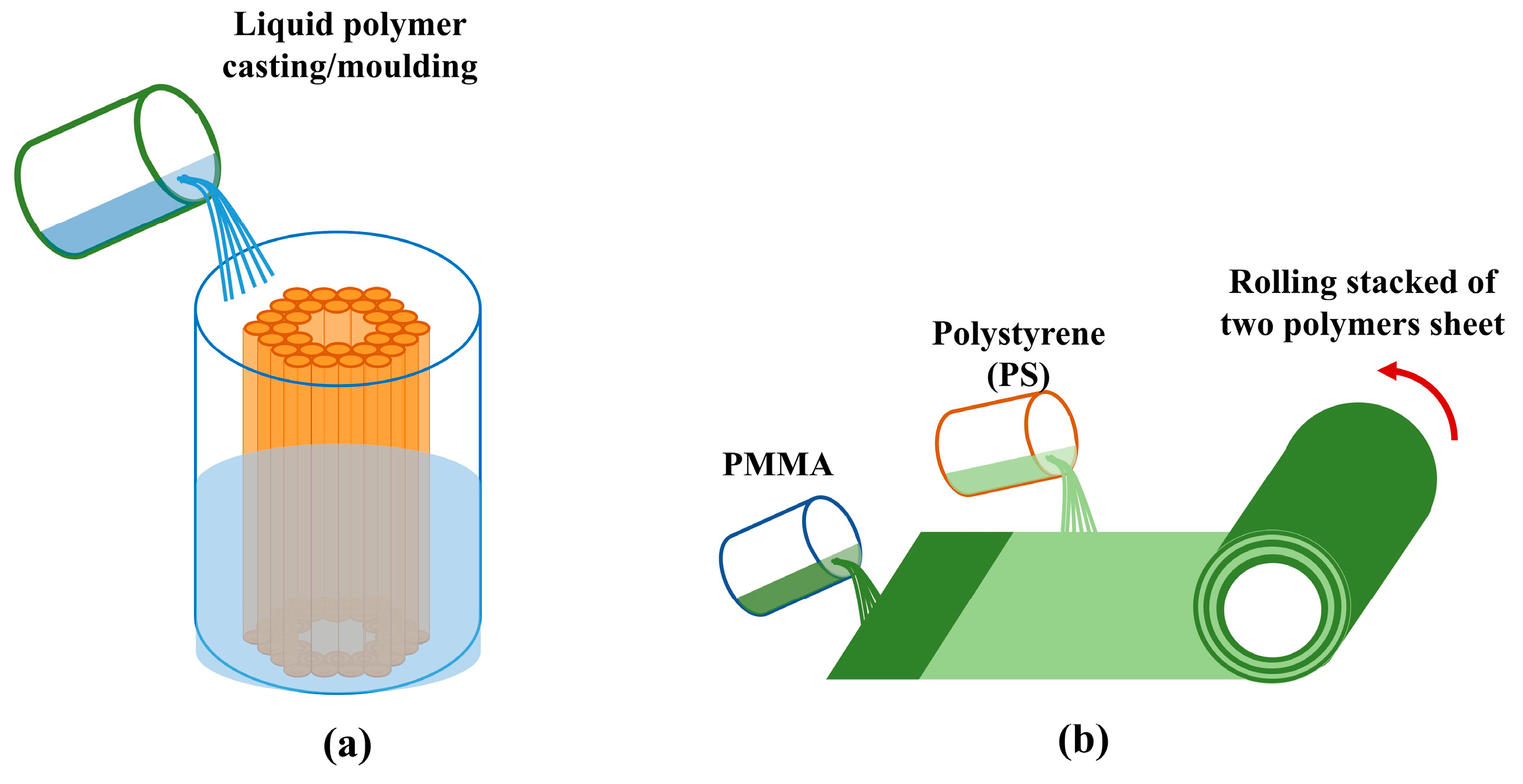
2. Fabrication of MPOFs
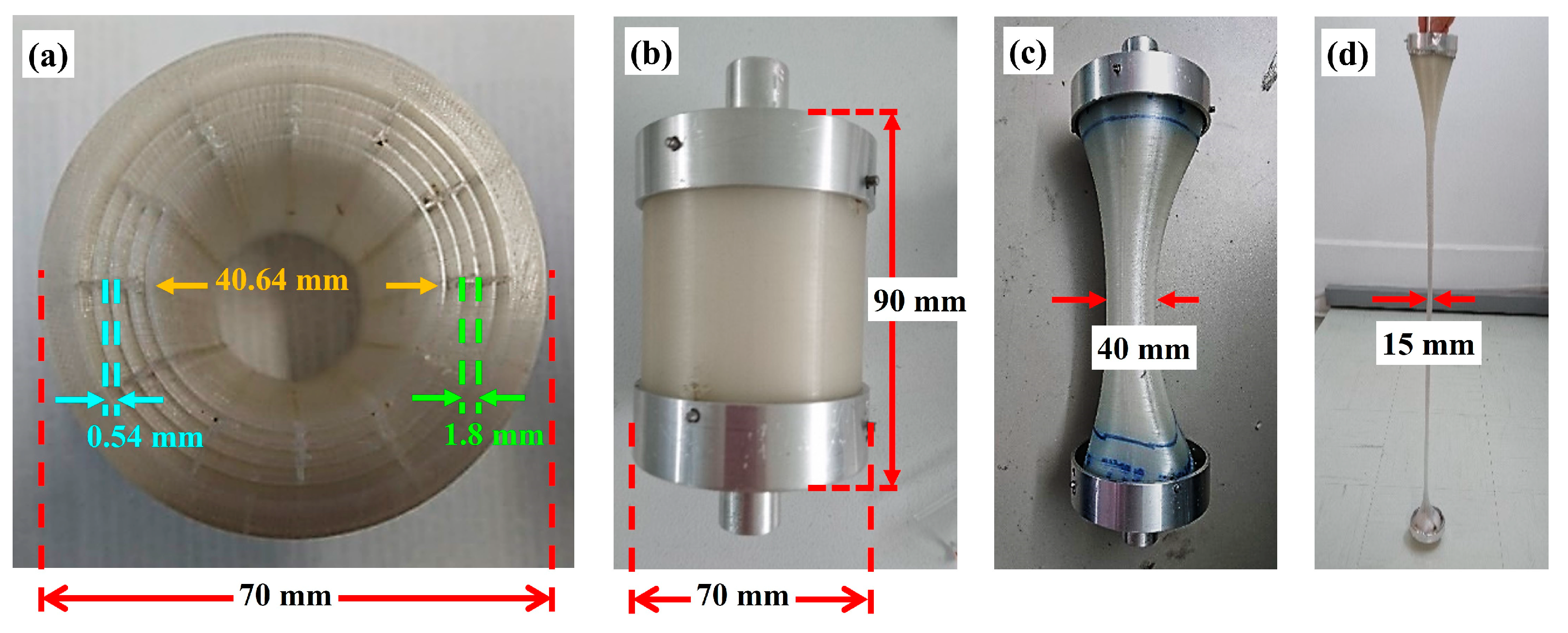
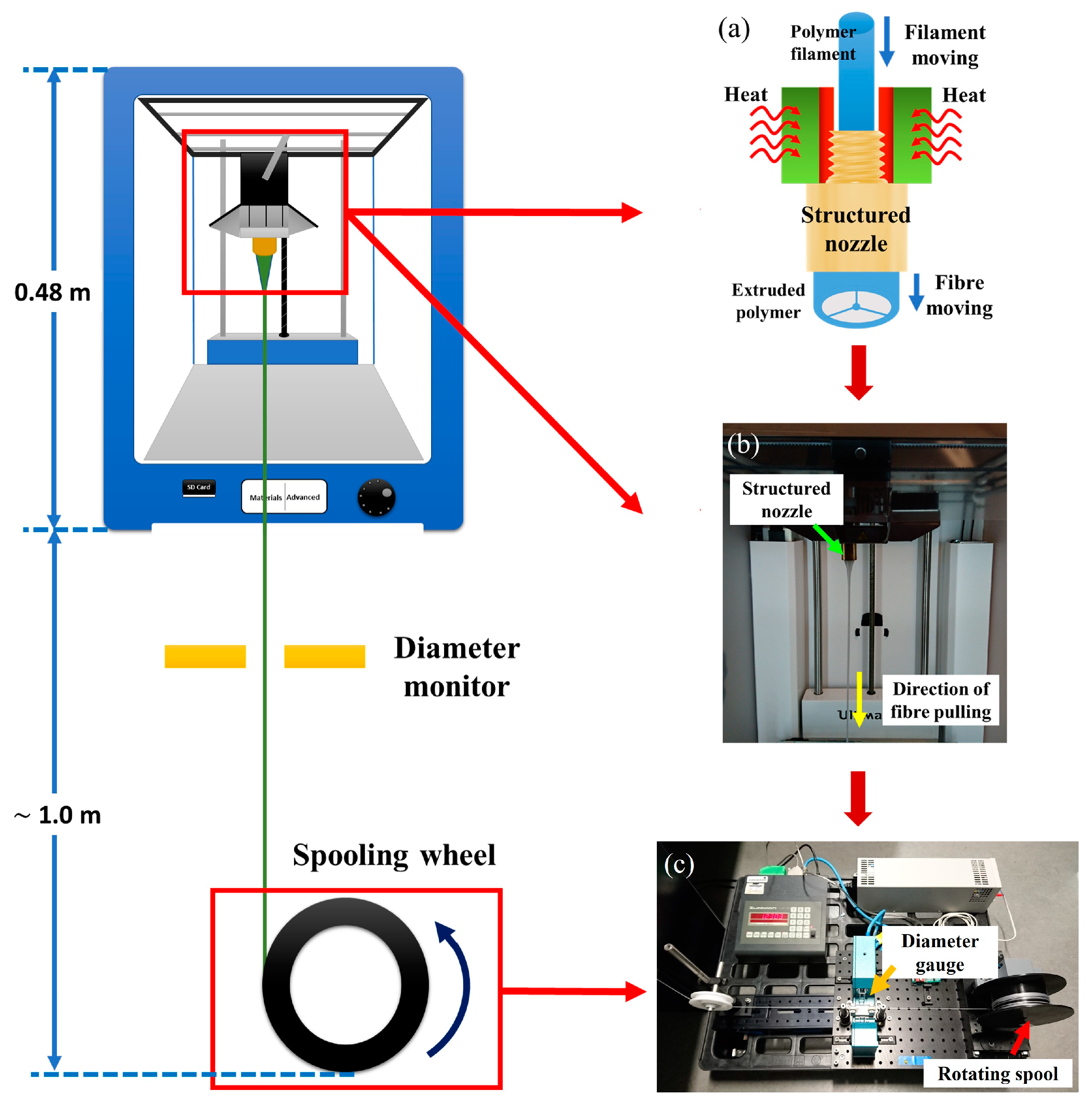
3. SC-MPOF Extrusion Using 3D Printers
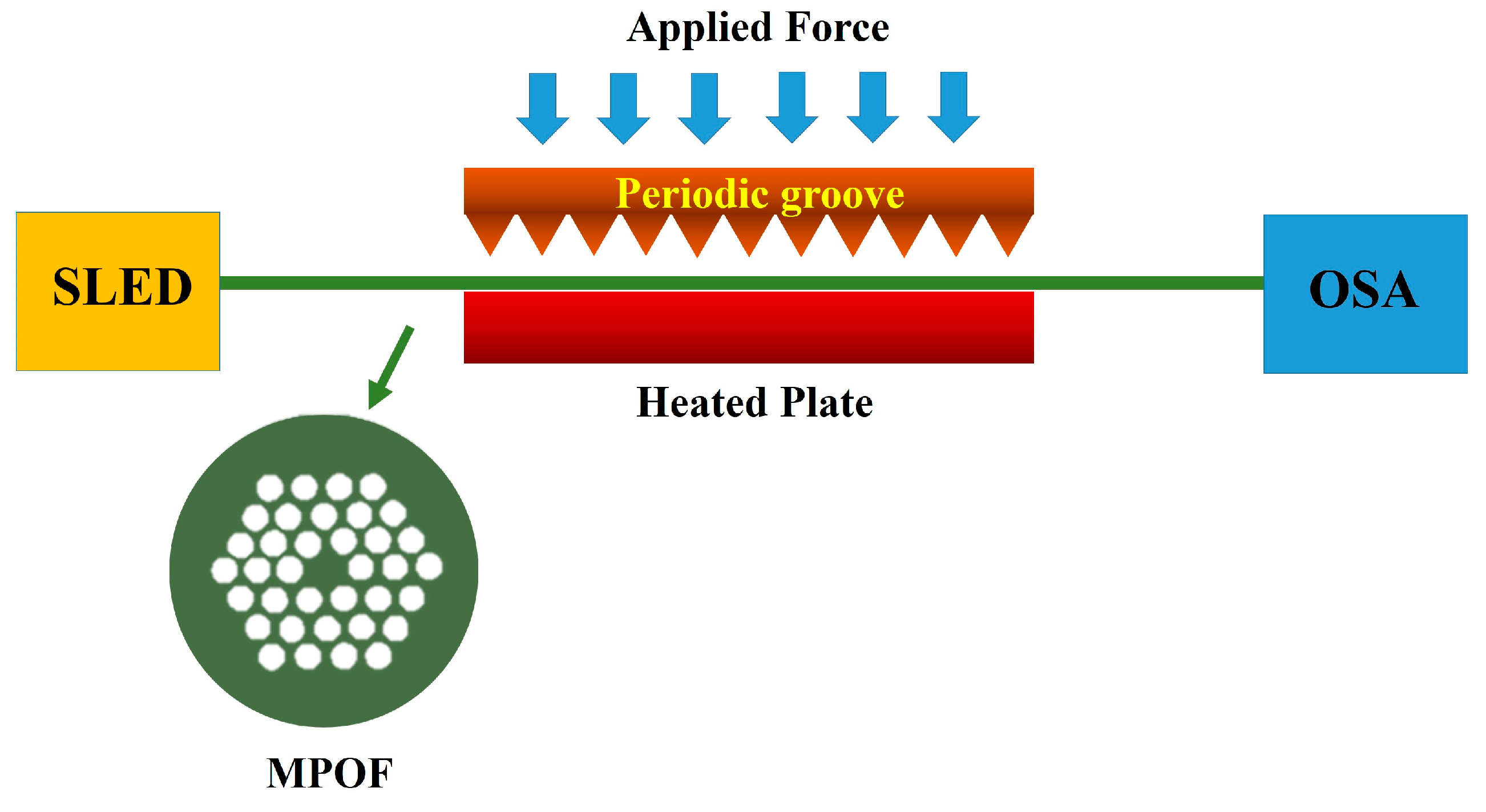
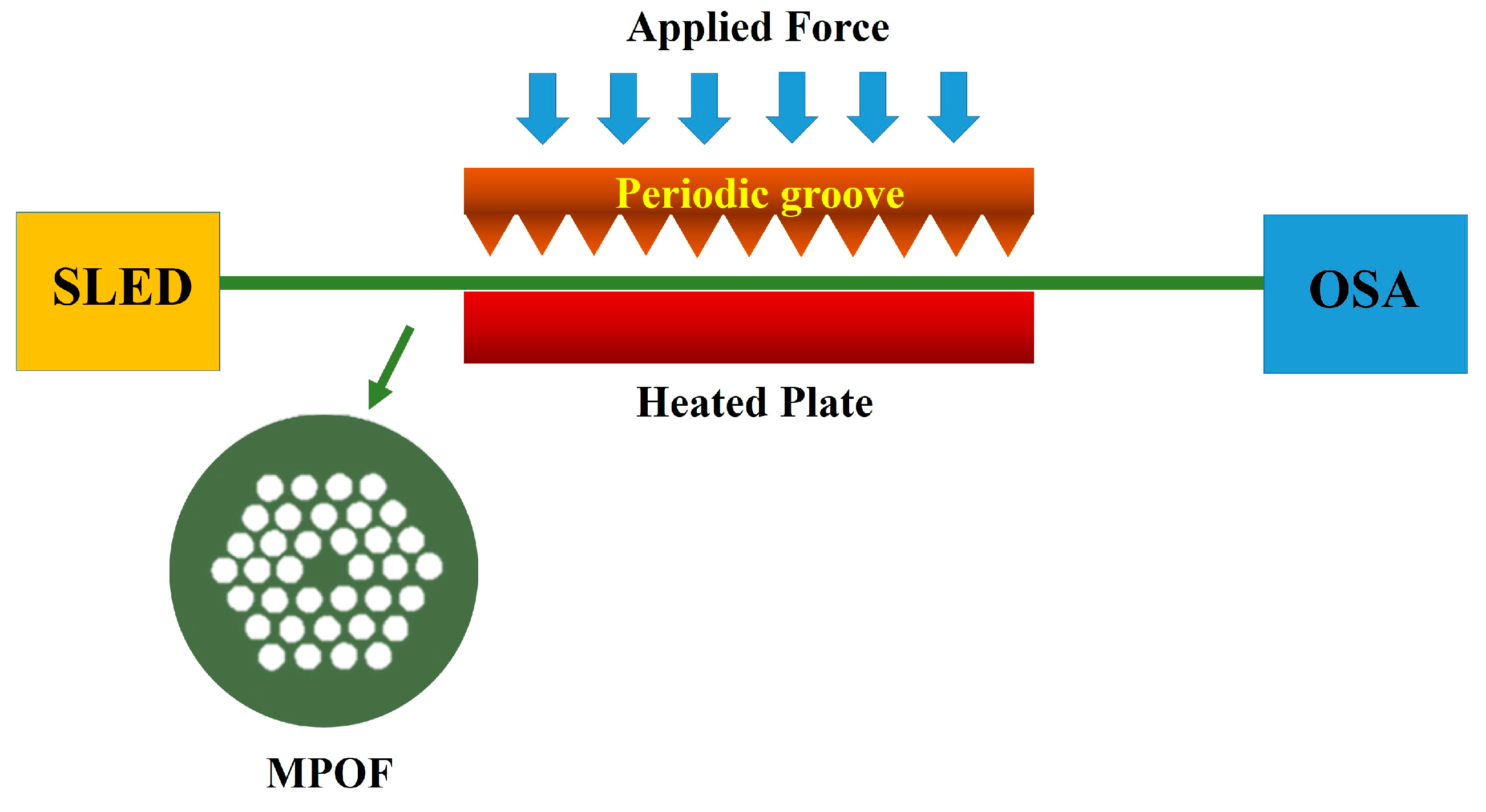
4. Grating MPOF Based Sensor
5. Liquid and Gas Sensing Based on SC-MOFs and SC-MPOFs
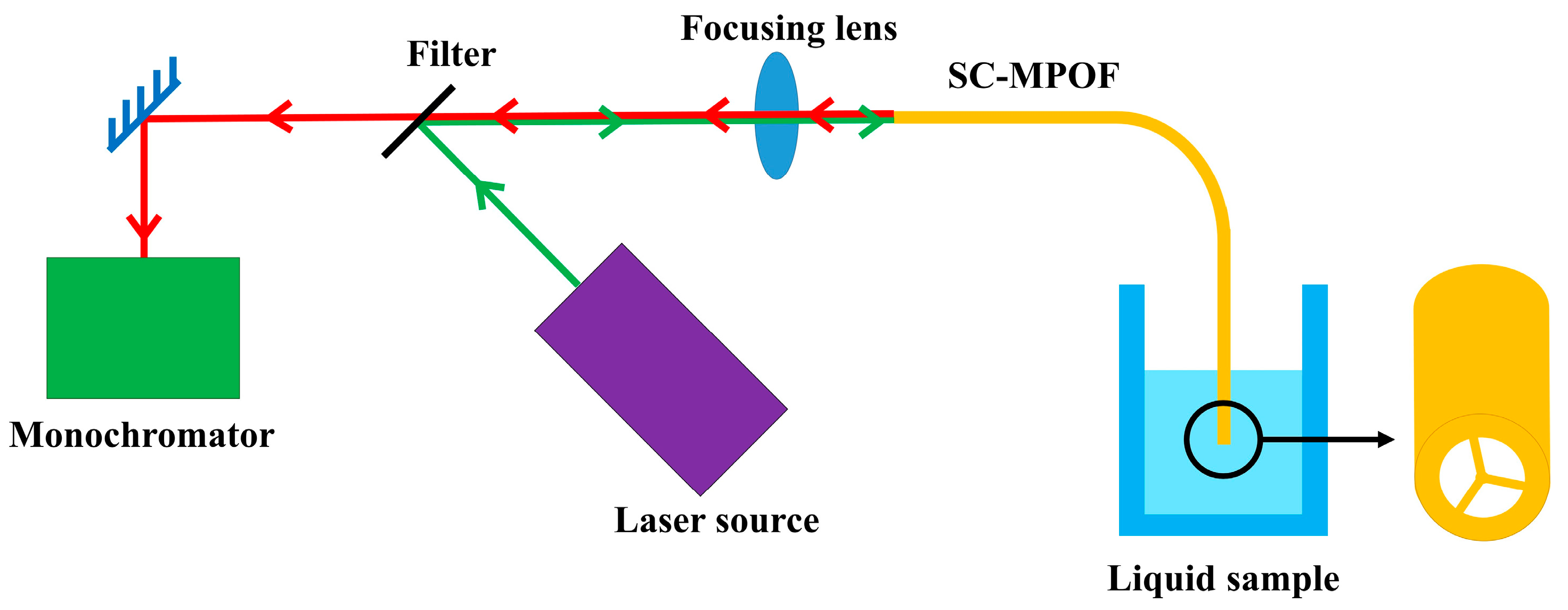
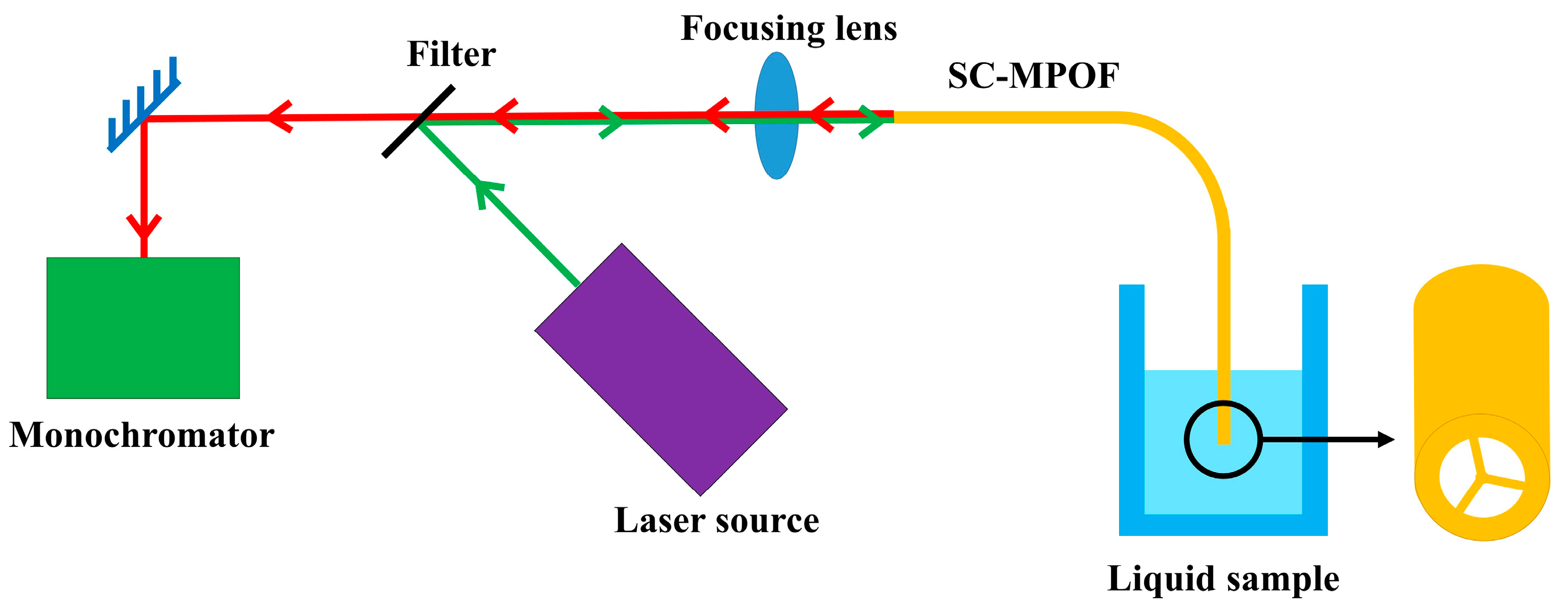
5.1. Dip Sensing
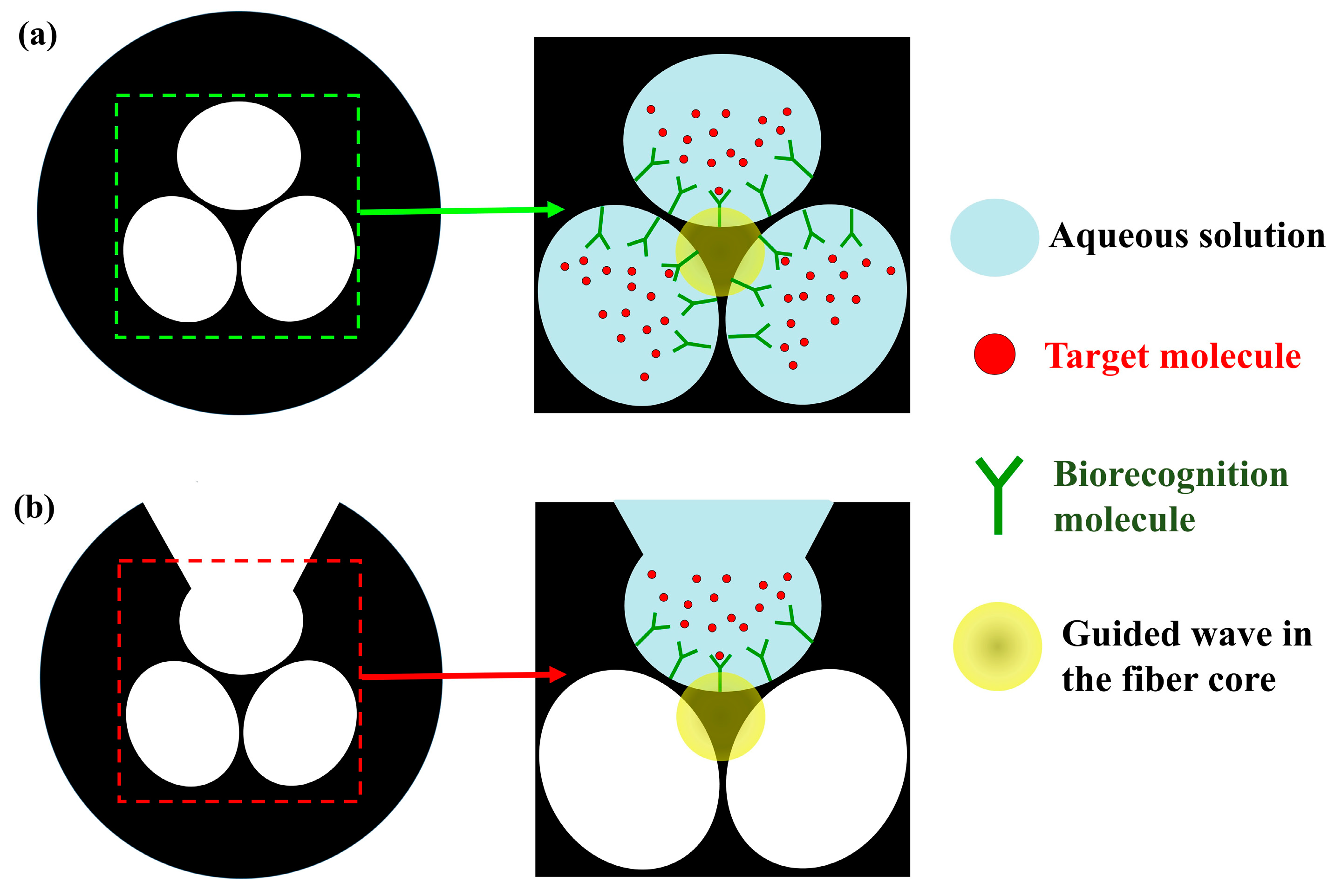
5.2. Surface Functionalisation
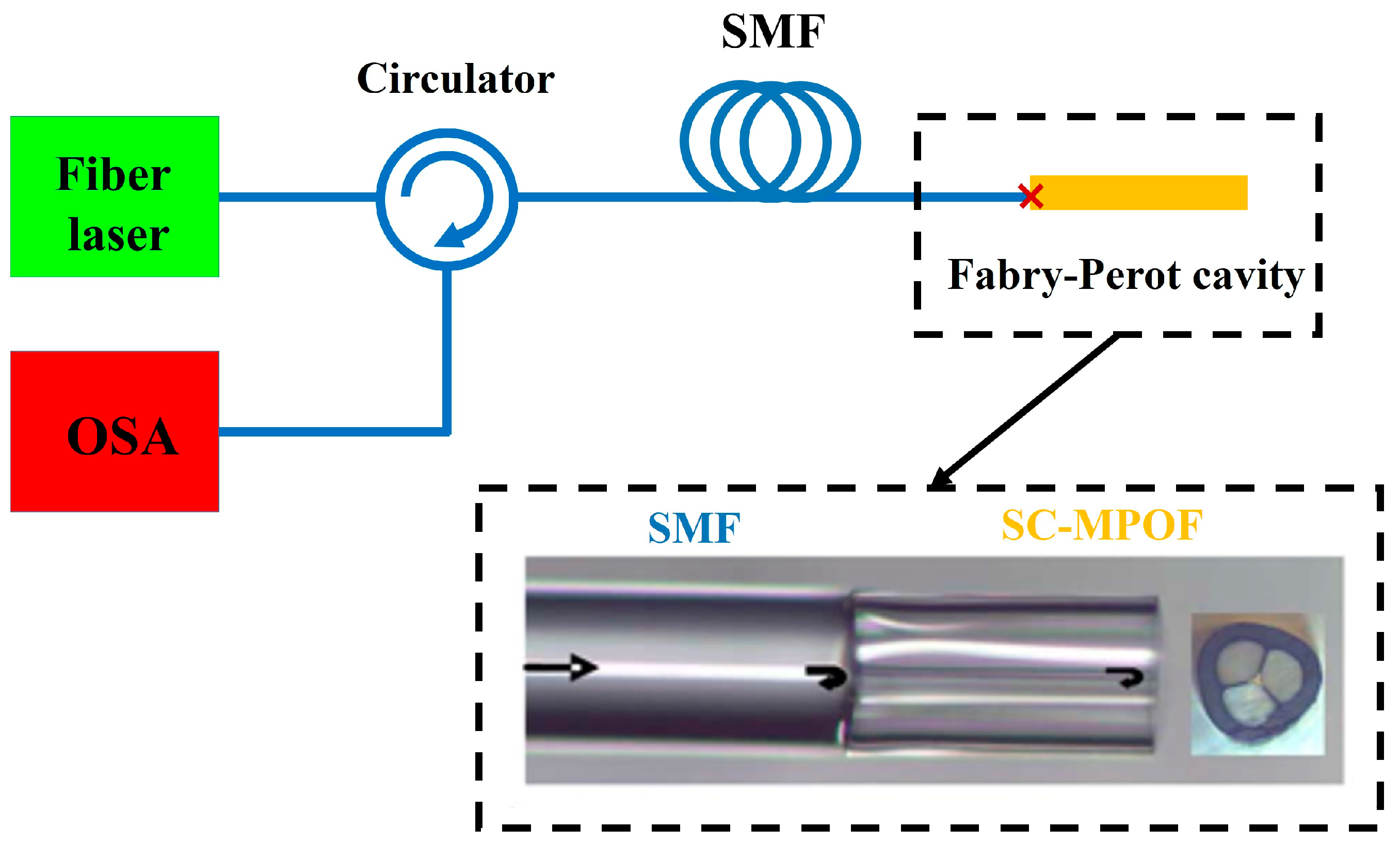
6. Physical Sensing Based on SC-MOFs
6.1. Strain and Temperature Sensor
6.2. Displacement Sensor
6.3. Acoustic Sensor
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Saitoh, K.; Koshiba, M. Highly nonlinear dispersion-flattened photonic crystal fibers for supercontinuum generation in a telecommunication window. Opt. Express 2004, 12, 2027–2032. [Google Scholar] [CrossRef] [PubMed]
- Kosolapov, A.F.; Pryamikov, A.D.; Biriukov, A.S.; Shiryaev, V.S.; Astapovich, M.S.; Snopatin, G.E.; Plotnichenko, V.G.; Churbanov, M.F.; Dianov, E.M. Demonstration of CO2-laser power delivery through chalcogenide-glass fiber with negative-curvature hollow core. Opt. Express 2011, 19, 25723–25728. [Google Scholar] [CrossRef] [PubMed]
- Shephard, J.D.; Urich, A.; Carter, R.M.; Jaworski, P.; Maier, R.R.J.; Belardi, W.; Yu, F.; Wadsworth, W.J.; Knight, J.C.; Hand, D.P. Silica hollow core microstructured fibers for beam delivery in industrial and medical applications. Front. Phys. 2015, 3, 24. [Google Scholar] [CrossRef]
- Amiri, I.S.; Azzuhri, S.R.B.; Jalil, M.A.; Hairi, H.M.; Ali, J.; Bunruangses, M.; Yupapin, P. Introduction to Photonics: Principles and the Most Recent Applications of Microstructures. Micromachines 2018, 9, 452. [Google Scholar] [CrossRef] [PubMed]
- Correia, R.; James, S.; Lee, S.W.; Morgan, S.P.; Korposh, S. Biomedical application of optical fibre sensors. J. Opt. 2018, 20, 073003. [Google Scholar] [CrossRef]
- Monro, T.M.; Belardi, W.; Furusawa, K.; Baggett, J.C.; Broderick, N.G.R.; Richardson, D.J. Sensing with microstructured optical fibres. Meas. Sci. Technol. 2001, 12, 854–858. [Google Scholar] [CrossRef]
- Webb, A.S.; Poletti, F.; Richardson, D.J.; Sahu, J.K. Suspended-Core Holey Fiber for Evanescent-Field Sensing. SPIE Opt. Eng. 2007, 46, 010503-1–010503-3. [Google Scholar] [CrossRef]
- Warren-Smith, S.C.; Afshar, S.; Monro, T.M. Theoretical study of liquid-immersed exposed-core microstructured optical fibers for sensing. Opt. Express 2008, 16, 9034–9045. [Google Scholar] [CrossRef] [Green Version]
- Nemecek, T.; Komanec, M.; Martan, T.; Ahmad, R.; Zvanovec, S. Suspended-core microstructured fiber for refractometric detection of liquids. Appl. Opt. 2015, 54, 8899–8903. [Google Scholar] [CrossRef]
- Petropoulos, P.; Ebendorff-Heidepriem, H.; Finazzi, V.; Moore, R.C.; Frampton, K.; Richardson, D.J.; Monro, T.M. Highly nonlinear and anomalously dispersive lead silicate glass holey fibers. Opt. Express 2003, 11, 3568–3573. [Google Scholar] [CrossRef]
- Ebendorff-Heidepriem, H.; Petropoulos, P.; Asimakis, S.; Finazzi, V.; Moore, R.C.; Frampton, K.; Koizumi, F.; Richardson, D.J.; Monro, T.M. Bismuth glass holey fibers with high nonlinearity. Opt. Express 2004, 12, 5082–5087. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Feng, X.; Monro, T.M.; Finazzi, V.; Moore, R.C.; Frampton, K.; Petropoulos, P.; Richardson, D.J. Extruded singlemode, high-nonlinearity, tellurite glass holey fibre. Electron. Lett. 2005, 41, 835–837. [Google Scholar] [CrossRef]
- Leong, J.Y.Y.; Petropoulos, P.; Price, J.H.V.; Ebendorff-Heidepriem, H.; Asimakis, S.; Moore, R.C.; Frampton, K.E.; Finazzi, V.; Feng, X.; Monro, T.M.; et al. High-Nonlinearity Dispersion-Shifted Lead-Silicate Holey Fibers for Efficient 1-um Pumped Supercontinuum Generation. J. Lightwave Technol. 2006, 24, 183–190. [Google Scholar] [CrossRef]
- Ebendorff-Heidepriem, H.; Monro, T.M.; Van Eijkelenborg, M.A.; Large, M.C.J. Extruded high-NA microstructured polymer optical fibre. Opt. Commun. 2007, 273, 133–137. [Google Scholar] [CrossRef]
- Zubia, J.; Arrue, J. Plastic Optical Fibers: An Introduction to Their Technological Processes and Applications. Opt. Fiber Technol. 2001, 7, 101–140. [Google Scholar] [CrossRef]
- Fasano, A.; Woyessa, G.; Stajanca, P.; Markos, C.; Stefani, A.; Nielsen, K.; Rasmussen, H.K.; Krebber, K.; Bang, O. Fabrication and characterization of polycarbonate microstructured polymer optical fibers for high-temperature-resistant fiber Bragg grating strain sensors. Opt. Mater. Express 2016, 6, 649–659. [Google Scholar] [CrossRef] [Green Version]
- Woyessa, G.; Fasano, A.; Markos, C.; Stefani, A.; Rasmussen, H.K.; Bang, O. Zeonex microstructured polymer optical fiber: Fabrication friendly fibers for high temperature and humidity insensitive Bragg grating sensing. Opt. Mater. Express 2017, 7, 286–295. [Google Scholar] [CrossRef]
- Van Eijkelenborg, M.A.; Large, M.C.J.; Argyros, A.; Zagari, J.; Manos, S.; Issa, N.A.; Bassett, I.; Fleming, S.; McPhedran, R.C.; de Sterke, C.M.; et al. Microstructured polymer optical fibre. Opt. Express 2001, 9, 319–327. [Google Scholar] [CrossRef]
- Tuniz, A.; Lwin, R.; Argyros, A.; Fleming, S.C.; Kuhlmey, B.T. Fabricating metamaterials using the fiber drawing method. J. Vis. Exp. 2012, 18, 4299. [Google Scholar] [CrossRef]
- Markos, C.; Stefani, A.; Nielsen, K.; Rasmussen, H.K.; Yuan, W.; Bang, O. High-Tg TOPAS microstructured polymer optical fiber for fiber Bragg grating strain sensing at 110 degrees. Opt. Express 2013, 21, 4758–4765. [Google Scholar] [CrossRef]
- Large, M.C.J.; Argyros, A.; Cox, F.; Van Eijkelenborg, M.A.; Ponrathnam, S.; Pujari, N.S.; Bassett, I.M.; Lwin, R.; Barton, G.W. Microstructured Polymer Optical Fibres: New Opportunities and Challenges. Mol. Cryst. Liq. Cryst. 2006, 446, 219–231. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, K.; Wang, L.; Ren, L.; Zhao, W.; Miao, R.; Large, M.C.J.; Van Eijkelenborg, M.A. Casting preforms for microstructured polymer optical fibre fabrication. Opt. Express 2006, 14, 5541–5547. [Google Scholar] [CrossRef]
- Nadella, H.P.; Spruiell, J.E.; White, J.L. Drawing and annealing of polypropylene fibers: Structural changes and mechanical properties. J. Appl. Polym. Sci. 1978, 22, 3121–3133. [Google Scholar] [CrossRef]
- Argyros, A.; Pla, J. Hollow-core polymer fibres with a kagome lattice: Potential for transmission in the infrared. Opt. Express 2007, 15, 7713–7719. [Google Scholar] [CrossRef]
- Argyros, A.; Leon-Saval, S.G.; Pla, J.; Docherty, A. Antiresonant reflection and inhibited coupling in hollow-core square lattice optical fibres. Opt. Express 2008, 16, 5642–5648. [Google Scholar] [CrossRef]
- Argyros, A.; Leon-Saval, S.G.; Van Eijkelenborg, M.A. Twin-hollow-core optical fibres. Opt. Commun. 2009, 282, 1785–1788. [Google Scholar] [CrossRef]
- Filipkowski, A.; Pysz, D.; Gdula, P.; Welikow, K.; Harasny, K.; Waddie, A.J.; Borzycki, K.; Kraft, A.; Piramidowicz, R.; Stepien, R.; et al. Development of Large Core Microstructured Polymer Optical Fiber. In Proceedings of the SPIE Photonics Europe, Brussels, Belgium, 16–19 April 2012. [Google Scholar]
- Tse, M.-L.; Liu, Z.; Cho, L.-H.; Lu, C.; Wai, P.-K.; Tam, H.-Y. Superlattice Microstructured Optical Fiber. Materials 2014, 7, 4567–4573. [Google Scholar] [CrossRef] [Green Version]
- Argyros, A.; Bassett, I.M.; Van Eijkelenborg, M.; Large, M.C.J.; Zagari, J.; Nicorovici, N.A.P.; McPhedran, R.C.; de Sterke, C.M. Ring structures in microstructured polymer optical fibres. Opt. Express 2001, 9, 813–820. [Google Scholar] [CrossRef]
- Olszewski, J.; Mergo, P.; Gąsior, K.; Urbańczyk, W. Highly birefringent microstructured polymer fibers optimized for a preform drilling fabrication method. J. Opt. 2013, 15, 075713. [Google Scholar] [CrossRef]
- Wójcik, G.; Gil, M.; Czyżewska, L.; Mergo, P. High Birefringent Microstructured Polymer Optical Fiber with Frozen Stresses. In Proceedings of the 12th Conference on Integrated Optics: Sensors, Sensing Structures, and Methods, Szczyrk-Gliwice, Poland, 28 February–3 March 2017. [Google Scholar]
- Mergo, P.; Martynkien, T.; Urbanczyk, W. Polymer optical microstructured fiber with birefringence induced by stress-applying elements. Opt. Lett. 2014, 39, 3018–3021. [Google Scholar] [CrossRef]
- Becker, M.; Werner, M.; Fitzau, O.; Esser, D.; Kobelke, J.; Lorenz, A.; Schwuchow, A.; Rothhardt, M.; Schuster, K.; Hoffmann, D.; et al. Laser-drilled free-form silica fiber preforms for microstructured optical fibers. Opt. Fiber Technol. 2013, 19, 482–485. [Google Scholar] [CrossRef]
- Dupuis, A.; Stoeffler, K.; Ung, B.; Dubois, C.; Skorobogatiy, M. Transmission measurements of hollow-core THz Bragg fibers. J. Opt. Soc. Am. B 2011, 28, 896–907. [Google Scholar] [CrossRef]
- Temelkuran, B.; Hart, S.D.; Benoit, G.; Joannopoulos, J.D.; Fink, Y. Wavelength-scalable hollow optical fibres with large photonic bandgaps for CO2 laser transmission. Nature 2002, 420, 650–653. [Google Scholar] [CrossRef]
- Gauvreau, B.; Guo, N.; Schicker, K.; Stoeffler, K.; Boismenu, F.; Ajji, A.; Wingfield, R.; Dubois, C.; Skorobogatiy, M. Color-changing and color-tunable photonic bandgap fiber textiles. Opt. Express 2008, 16, 15677–15693. [Google Scholar] [CrossRef]
- Gao, Y.; Guo, N.; Gauvreau, B.; Rajabian, M.; Skorobogata, O.; Pone, E.; Zabeida, O.; Martinu, L.; Dubois, C.; Skorobogatiy, M. Consecutive solvent evaporation and co-rolling techniques for polymer multilayer hollow fiber preform fabrication. J. Mater. Res. 2011, 21, 2246–2254. [Google Scholar] [CrossRef]
- Pone, E.; Dubois, C.; Guo, N.; Gao, Y.; Dupuis, A.; Boismenu, F.; Lacroix, S.; Skorobogatiy, M. Drawing of the hollow all-polymer Bragg fibers. Opt. Express 2006, 14, 5838–5852. [Google Scholar]
- Lu, X.; Qu, H.; Skorobogatiy, M. Piezoelectric Microstructured Fibers via Drawing of Multimaterial Preforms. Sci. Rep. 2017, 7, 2907. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, Y.; Ren, L.; Wang, X.; Li, T.; Hu, B.; Li, Y.; Zhao, W.; Chen, X. A new approach to mass fabrication technology of microstructured polymer optical fiber preform. Chin. Opt. Lett. 2005, 3, S94–S95. [Google Scholar]
- Gattass, R.R.; Rhonehouse, D.; Gibson, D.; McClain, C.C.; Thapa, R.; Nguyen, V.Q.; Bayya, S.S.; Weiblen, R.J.; Menyuk, C.R.; Shaw, L.B.; et al. Infrared glass-based negative-curvature anti-resonant fibers fabricated through extrusion. Opt. Express 2016, 24, 25697–25703. [Google Scholar] [CrossRef] [Green Version]
- Tao, G.; Abouraddy, A.F. Drawing Robust Infrared Optical Fibers from Preforms Produced by Efficient Multimaterial Stacked Coextrusion. In Proceedings of the SPIE OPTO, San Francisco, CA, USA, 1–6 February 2014. [Google Scholar]
- Ebendorff-Heidepriem, H.; Monro, T.M. Analysis of glass flow during extrusion of optical fiber preforms. Opt. Mater. Express 2012, 2, 304–320. [Google Scholar] [CrossRef]
- Belwalkar, A.; Xiao, H.; Misiolek, W.Z.; Toulouse, J. Extruded tellurite glass optical fiber preforms. J. Mater. Process. Technol. 2010, 210, 2016–2022. [Google Scholar] [CrossRef]
- Ji, H.; Ruan, Y.; Ebendorff-Heidepriem, H.; Vahid, S.A.; Monro, T. A six-strut suspended core fiber for cylindrical vector mode generation and propagation. Opt. Express 2018, 26, 32037–32047. [Google Scholar] [CrossRef]
- Ebendorff-Heidepriem, H.; Monro, T.M. Extrusion of complex preforms for microstructured optical fibers. Opt. Express 2007, 15, 15086–15092. [Google Scholar] [CrossRef] [Green Version]
- Xue, Z.; Liu, S.; Zhao, Z.; Mi, N.; Wu, B.; Li, X.; Zhang, P.; Wang, X. Infrared Suspended-Core Fiber Fabrication Based on Stacked Chalcogenide Glass Extrusion. J. Lightwave Technol. 2018, 36, 2416–2421. [Google Scholar] [CrossRef]
- CruzI, A.L.; Serrao, V.; Barbosa, C.L.; Franco, M.A.; Cordeiro, C.M.; Argyros, A.A.; Tang, X. 3D Printed Hollow Core Fiber with Negative Curvature for Terahertz Applications. J. Microw. Optoelectron. Electromagn. Appl. 2015, 14, 45–53. [Google Scholar]
- Cruz, A.L.S.; Argyros, A.; Tang, X.; Cordeiro, C.M.B.; Franco, M.A.R. 3D-printed terahertz Bragg fiber. In Proceedings of the 2015 40th International Conference on Infrared, Millimeter, and Terahertz Waves (IRMMW-THz), Millimeter, Hong Kong, China, 23–28 August 2015; pp. 1–2. [Google Scholar]
- Canning, J.; Cook, K.; Luo, Y.; Leon-Saval, S.; Peng, G.-D.; Comatti, E.; Hossain, M.A.; Reid, Z. 3D printing of optical fibre preforms. In Proceedings of the Asia Communications and Photonics Conference (ACP), Hong Kong, China, 19–23 November 2015. [Google Scholar]
- Cook, K.; Canning, J.; Leon-Saval, S.; Reid, Z.; Hossain, M.A.; Comatti, J.E.; Luo, Y.; Peng, G.-D. Optical fibre fabricated from a 3D-printed preform. In Proceedings of the Australia NZ Conference Optics & Photonics (ANZCOP), Adelaide, Australia, 30 November–3 December 2015. [Google Scholar]
- Li, J.; Nallappan, K.; Guerboukha, H.; Skorobogatiy, M. 3D printed hollow core terahertz Bragg waveguides with defect layers for surface sensing applications. Opt. Express 2017, 25, 4126–4144. [Google Scholar] [CrossRef]
- Cook, K.; Canning, J. 3D printed photonics. In Proceedings of the Asia Pacific Optical Sensors (APOS2018), Matsue, Shimane, Japan, 28–31 May 2018. [Google Scholar]
- Cook, K.; Canning, J.; Leon-Saval, S.; Reid, Z.; Hossain, M.A.; Comatti, J.-E.; Luo, Y.; Peng, G.-D. Air-structured optical fiber drawn from a 3D-printed preform. Opt. Lett. 2015, 40, 3966–3969. [Google Scholar] [CrossRef] [Green Version]
- Cook, K.; Balle, G.; Canning, J.; Chartier, L.; Athanaze, T.; Hossain, M.A.; Han, C.; Comatti, J.-E.; Luo, Y.; Peng, G.-D. Step-index optical fiber drawn from 3D printed preforms. Opt. Lett. 2016, 41, 4554–4557. [Google Scholar] [CrossRef]
- Thiago, H.R.; Marques, B.M.L.; Osório, J.H.; da Silva, L.E.; Cordeiro, C.M.B. 3D Printed Microstructured Optical Fibers. In Proceedings of the International Microwave and Optoelectronics Conference, Aguas de Lindoia, Brazil, 27–30 August 2017. [Google Scholar]
- Talataisong, W.; Ismaeel, R.; Marques, T.H.R.; Abokhamis Mousavi, S.; Beresna, M.; Gouveia, M.A.; Sandoghchi, S.R.; Lee, T.; Cordeiro, C.M.B.; Brambilla, G. Mid-IR Hollow-core microstructured fiber drawn from a 3D printed PETG preform. Sci. Rep. 2018, 8, 8113. [Google Scholar] [CrossRef]
- Arrospide, E.; Durana, G.; Azkune, M.; Aldabaldetreku, G.; Bikandi, I.; Ruiz-Rubio, L.; Zubia, J. Polymers beyond standard optical fibres—Fabrication of microstructured polymer optical fibres. Polym. Int. 2018, 67, 1155–1163. [Google Scholar] [CrossRef]
- Talataisong, W.; Ismaeel, R.; Sandoghchi, S.R.; Rutirawut, T.; Topley, G.; Beresna, M.; Brambilla, G. Novel method for manufacturing optical fiber: Extrusion and drawing of microstructured polymer optical fibers from a 3D printer. Opt. Express 2018, 26, 32007–32013. [Google Scholar] [CrossRef]
- Hiscocks, M.P.; Van Eijkelenborg, M.A.; Argyros, A.; Large, M.C.J. Stable imprinting of long-period gratings in microstructured polymer optical fibre. Opt. Express 2006, 14, 4644–4649. [Google Scholar] [CrossRef]
- Steffen, M.; Schukar, M.; Witt, J.; Krebber, K.; Large, M.; Argyros, A. Investigation of MPOF-LPGs for sensing applications. In Proceedings of the POF 2009—18th International Conference on Plastic Optical Fibers (Proceedings), Sydney, Australia, 9–11 September 2009; pp. 1–4. [Google Scholar]
- Large, M.C.J.; Blacket, D.; Bunge, C. Microstructured Polymer Optical Fibers Compared to Conventional POF: Novel Properties and Applications. IEEE Sens. J. 2010, 10, 1213–1217. [Google Scholar] [CrossRef]
- Argyros, A.; Leon-Saval, S.G.; Lwin, R.; Provo, R.; Murdoch, S.G.; Harvey, J.D.; Anthony, J.; Leonhardt, R.; Tuniz, A.; Kuhlmey, B.T.; et al. Polymer Optical Fibres: Conventional and Microstructured Fibres. In Proceedings of the Fiber Lasers IX: Technology, Systems, and Applications, San Francisco, CA, USA, 21–26 January 2012. [Google Scholar]
- Min, R.; Marques, C.; Bang, O.; Ortega, B. LPG Inscription in mPOF for Optical Sensing. In Proceedings of the SPIE Photonics Europe, Strasbourg, France, 22–26 April 2018. [Google Scholar]
- Van Eijkelenborg, M.A.; Padden, W.; Besley, J.A. Mechanically induced long-period gratings in microstructured polymer fibre. Opt. Commun. 2004, 236, 75–78. [Google Scholar] [CrossRef]
- Saez-Rodriguez, D.; Cruz, J.L.; Johnson, I.; Webb, D.J.; Large, M.C.J.; Argyros, A. Water Diffusion Into UV Inscripted Long Period Grating in Microstructured Polymer Fiber. IEEE Sens. J. 2010, 10, 1169–1173. [Google Scholar] [CrossRef] [Green Version]
- Witt, J.; Breithaupt, M.; Erdmann, J.; Krebber, K. In Humidity sensing based on microstructured POF long period gratings. In Proceedings of the POF 2011—20th International Conference on Plastic Optical Fibers (Proceedings), Bilbao, Spain, 14–16 September 2011; pp. 1–6. [Google Scholar]
- Werneck, M.M.; Allil, A.C.; Rodrigues, D.M.C.; Miguel, M.A.; Vieira, F.; Wandermur, G.L.; Da, J.L.; Neto, J.L.S.; Pais, J.S.; Rambauske, D.C. LPG and taper based fiber-optic sensor for index of refraction measurements in biosensor applications. In Proceedings of the Conference on Plastic Optical Fibres, Bilbao, Spain, 14–16 September 2011; pp. 545–550. [Google Scholar]
- Large, M.C.J.; Moran, J.; Ye, L. The role of viscoelastic properties in strain testing using microstructured polymer optical fibres (mPOF). Meas. Sci. Technol. 2009, 20, 034014. [Google Scholar] [CrossRef]
- Durana, G.; Gomez, J.; Aldabaldetreku, G.; Zubia, J.; Montero, A.; de Ocariz, I.S. Assessment of an LPG mPOF for Strain Sensing. IEEE Sens. J. 2012, 12, 2668–2673. [Google Scholar] [CrossRef]
- Witt, J.; Schukar, M.; Krebber, K.; Demuth, J.; Sasek, L. Heart rate sensor for integration into personal protective equipment. In Proceedings of the Conference on Plastic Optical Fibres, Bilbao, Spain, 14–16 September 2011; pp. 573–577. [Google Scholar]
- Kalli, K.; Argyros, A.; Dobb, H.; Webb, D.J.; Large, M.C.J.; van Eijkelenborg, M.A. Continuous wave ultraviolet light-induced fiber Bragg gratings in few-and single-mode microstructured polymer optical fibers. Opt. Lett. 2005, 30, 3296–3298. [Google Scholar] [CrossRef]
- Carroll, K.E.; Zhang, C.; Webb, D.J.; Kalli, K.; Argyros, A.; Large, M.C.J. Thermal response of Bragg gratings in PMMA microstructured optical fibers. Opt. Express 2007, 15, 8844–8850. [Google Scholar] [CrossRef]
- Johnson, I.P.; Kalli, K.; Webb, D.J. 827 nm Bragg grating sensor in multimode microstructured polymer optical fibre. Electron. Lett. 2010, 46, 1217–1218. [Google Scholar] [CrossRef] [Green Version]
- Barrera, D.; Johnson, I.P.; Webb, D.J.; Van Hoe, B.; Van Steenberge, G.; Sales, S. Dynamic strain sensor using a vcsel and a polymer fiber bragg grating in a multimode fiber. In Proceedings of the 20th International Conference on Plastic Optical Fibers 2011, Bilbao, Spain, 14–16 September 2011; pp. 563–567. [Google Scholar]
- Johnson, I.P.; Webb, D.J.; Kalli, K. Utilisation of Thermal Annealing to Record Multiplexed FBG Sensors in Multimode Microstructured Polymer Optical Fibre. In Proceedings of the 21st International Conference on Optical Fiber Sensors, Ottawa, ON, Canada, 15–19 May 2011. [Google Scholar]
- Johnson, I.P.; Webb, D.J.; Kalli, K.; Yuan, W.; Stefani, A.; Nielsen, K.; Rasmussen, H.K.; Bang, O. Polymer PCF Bragg Grating Sensors Based on Poly(Methyl Methacrylate) and TOPAS Cyclic Olefin Copolymer. In Proceedings of the Optical Sensors 2011; and Photonic Crystal Fibers V, Prague, Czech Republic, 18–21 April 2011. [Google Scholar]
- Marques, C.A.F.; Min, R.; Junior, A.L.; Antunes, P.; Fasano, A.; Woyessa, G.; Nielsen, K.; Rasmussen, H.K.; Ortega, B.; Bang, O. Fast and stable gratings inscription in POFs made of different materials with pulsed 248 nm KrF laser. Opt. Express 2018, 26, 2013–2022. [Google Scholar] [CrossRef] [Green Version]
- Pan, X.; Dong, Y.; Wen, J.; Huang, Y.; Deng, C.; Wang, T. Highly sensitive Temperature Sensor of Fiber Bragg Grating on PbS-doped Silica Optical Fiber. In Proceedings of the 26th International Conference on Optical Fiber Sensors, Lausanne, Switzerland, 24–28 September 2018; Optical Society of America: Lausanne, Switzerland, 2018; p. ThE1. [Google Scholar]
- Zheng, Y.; Bremer, K.; Roth, B. Investigating the Strain, Temperature and Humidity Sensitivity of a Multimode Graded-Index Perfluorinated Polymer Optical Fiber with Bragg Grating. Sensors 2018, 18, 1436. [Google Scholar] [CrossRef]
- Zhang, W.; Webb, D.J. Humidity responsivity of poly(methyl methacrylate)-based optical fiber Bragg grating sensors. Opt. Lett. 2014, 39, 3026–3029. [Google Scholar] [CrossRef] [Green Version]
- Stefani, A.; Yuan, W.; Markos, C.; Bang, O. Narrow Bandwidth 850-nm Fiber Bragg Gratings in Few-Mode Polymer Optical Fibers. IEEE Photonics Technol. Lett. 2011, 23, 660–662. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, W.; Webb, D.J.; Peng, G. Optical fibre temperature and humidity sensor. Electron. Lett. 2010, 46, 643–644. [Google Scholar] [CrossRef] [Green Version]
- Othonos, A.; Kalli, K. Fiber Bragg Gratings; Artech House: Norwood, MA, USA, 1999. [Google Scholar]
- Korganbayev, S.; Min, R.; Jelbuldina, M.; Hu, X.; Caucheteur, C.; Bang, O.; Ortega, B.; Marques, C.; Tosi, D. Thermal Profile Detection Through High-Sensitivity Fiber Optic Chirped Bragg Grating on Microstructured PMMA Fiber. J. Lightwave Technol. 2018, 36, 4723–4729. [Google Scholar] [CrossRef] [Green Version]
- Broadway, C.; Min, R.; Leal-Junior, A.G.; Marques, C.; Caucheteur, C. Toward Commercial Polymer Fiber Bragg Grating Sensors: Review and Applications. J. Lightwave Technol. 2019, 37, 2605–2615. [Google Scholar] [CrossRef]
- Cox, F.M.; Argyros, A.; Large, M.C.J. Liquid-filled hollow core microstructured polymer optical fiber. Opt. Express 2006, 14, 4135–4140. [Google Scholar] [CrossRef]
- Afshar, S.; Ruan, Y.; Warren-Smith, S.C.; Monro, T.M. Enhanced fluorescence sensing using microstructured optical fibers: A comparison of forward and backward collection modes. Opt. Lett. 2008, 33, 1473–1475. [Google Scholar] [CrossRef]
- Schartner, E.P.; White, R.T.; Warren-Smith, S.C.; Monro, T.M. Practical Sensitive Fluorescence Sensing with Microstructured Fibres. In Proceedings of the 20th International Conference on Optical Fibre Sensors, Edinburgh, UK, 5–9 October 2009. [Google Scholar]
- Schartner, E.P.; Ebendorff-Heidepriem, H.; Warren-Smith, S.C.; White, R.T.; Monro, T.M. Driving down the detection limit in microstructured fiber-based chemical dip sensors. Sensors 2011, 11, 2961–2971. [Google Scholar] [CrossRef]
- Schartner, E.P.; Tsiminis, G.; Henderson, M.R.; Warren-Smith, S.C.; Monro, T.M. Quantification of the fluorescence sensing performance of microstructured optical fibers compared to multi-mode fiber tips. Opt. Express 2016, 24, 18541–18550. [Google Scholar] [CrossRef] [Green Version]
- Jensen, J.B.; Emiliyanov, G.; Bang, O.; Hoiby, P.E.; Pedersen, L.H.; Hansen, T.P.; Nielsen, K.; Bjarklev, A. Microstructured Polymer Optical Fiber biosensors for detection of DNA and antibodies. In Proceedings of the Optical Fiber Sensors, Cancun, Mexico, 23–27 October 2006; Optical Society of America: Cancun, Mexico, 2006; p. ThA2. [Google Scholar]
- Emiliyanov, G.; Jensen, J.B.; Bang, O.; Hoiby, P.E.; Pedersen, L.H.; Kjær, E.M.; Lindvold, L. Localized biosensing with Topas microstructured polymer optical fiber. Opt. Lett. 2007, 32, 460–462. [Google Scholar] [CrossRef]
- Warren-Smith, S.C.; Heng, S.; Ebendorff-Heidepriem, H.; Abell, A.D.; Monro, T.M. Fluorescence-Based Aluminum Ion Sensing Using a Surface-Functionalized Microstructured Optical Fiber. Langmuir 2011, 27, 5680–5685. [Google Scholar] [CrossRef]
- Doherty, B.; Csáki, A.; Thiele, M.; Zeisberger, M.; Schwuchow, A.; Kobelke, J.; Fritzsche, W.; Schmidt, M.A. Nanoparticle functionalised small-core suspended-core fibre—A novel platform for efficient sensing. Biomed. Opt. Express 2017, 8, 790–799. [Google Scholar] [CrossRef]
- Doherty, B.; Thiele, M.; Warren-Smith, S.; Schartner, E.; Ebendorff-Heidepriem, H.; Fritzsche, W.; Schmidt, M.A. Plasmonic nanoparticle-functionalized exposed-core fiber—An optofluidic refractive index sensing platform. Opt. Lett. 2017, 42, 4395–4398. [Google Scholar] [CrossRef]
- Frazao, O.; Baptista, J.M.; Santos, J.L.; Kobelke, J.; Schuster, K. Strain and temperature characterisation of sensing head based on suspended-core fibre in Sagnac interferometer. Electron. Lett. 2008, 44, 1455–1456. [Google Scholar] [CrossRef] [Green Version]
- Torres-Peiró, S.; Díez, A.; Cruz, J.L.; Andrés, M.V. Temperature Sensor Based on Ge-Doped Microstructured Fibers. J. Sens. 2009, 2009, 417540. [Google Scholar] [CrossRef]
- Pinto, A.M.R.; Frazao, O.; Santos, J.L.; Lopez-Amo, M.; Kobelke, J.; Schuster, K. Interrogation of a Suspended-Core Fabry–Perot Temperature Sensor Through a Dual Wavelength Raman Fiber Laser. J. Lightwave Technol. 2010, 28, 3149–3155. [Google Scholar]
- Nguyen, L.V.; Warren-Smith, S.C.; Ebendorff-Heidepriem, H.; Monro, T.M. Interferometric high temperature sensor using suspended-core optical fibers. Opt. Express 2016, 24, 8967–8977. [Google Scholar] [CrossRef]
- Warren-Smith, S.C.; Nguyen, L.V.; Lang, C.; Ebendorff-Heidepriem, H.; Monro, T.M. Temperature sensing up to 1300 C using suspended-core microstructured optical fibers. Opt. Express 2016, 24, 3714–3719. [Google Scholar] [CrossRef]
- Villalba, A.; Martín, J.C. Interferometric temperature sensor based on a water-filled suspended-core fiber. Opt. Fiber Technol. 2017, 33, 36–38. [Google Scholar] [CrossRef] [Green Version]
- Bravo, M.; Pinto, A.M.R.; Lopez-Amo, M.; Kobelke, J.; Schuster, K. High precision micro-displacement fiber sensor through a suspended-core Sagnac interferometer. Opt. Lett. 2012, 37, 202–204. [Google Scholar] [CrossRef]
- Shao, Z.; Rong, Q.; Chen, F.; Qiao, X. High-spatial-resolution ultrasonic sensor using a micro suspended-core fiber. Opt. Express 2018, 26, 10820–10832. [Google Scholar] [CrossRef]


© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Talataisong, W.; Ismaeel, R.; Beresna, M.; Brambilla, G. Suspended-Core Microstructured Polymer Optical Fibers and Potential Applications in Sensing. Sensors 2019, 19, 3449. https://doi.org/10.3390/s19163449
Talataisong W, Ismaeel R, Beresna M, Brambilla G. Suspended-Core Microstructured Polymer Optical Fibers and Potential Applications in Sensing. Sensors. 2019; 19(16):3449. https://doi.org/10.3390/s19163449
Chicago/Turabian StyleTalataisong, Wanvisa, Rand Ismaeel, Martynas Beresna, and Gilberto Brambilla. 2019. "Suspended-Core Microstructured Polymer Optical Fibers and Potential Applications in Sensing" Sensors 19, no. 16: 3449. https://doi.org/10.3390/s19163449
APA StyleTalataisong, W., Ismaeel, R., Beresna, M., & Brambilla, G. (2019). Suspended-Core Microstructured Polymer Optical Fibers and Potential Applications in Sensing. Sensors, 19(16), 3449. https://doi.org/10.3390/s19163449