
Single-Point and Surface Quality Assessment Algorithm in Continuous Production with the Use of 3D Laser Doppler Scanning Vibrometry System


Abstract
:1. Introduction
- The absence of manufacturing defects, limiting customers’ future complaints;
- No unexpected downtime increasing the production costs;
- No accidents caused by faulty equipment.
2. Materials and Methods
2.1. Modal Analysis Techniques
2.2. The Principle of Operation of the 3D Laser Doppler Vibrometer
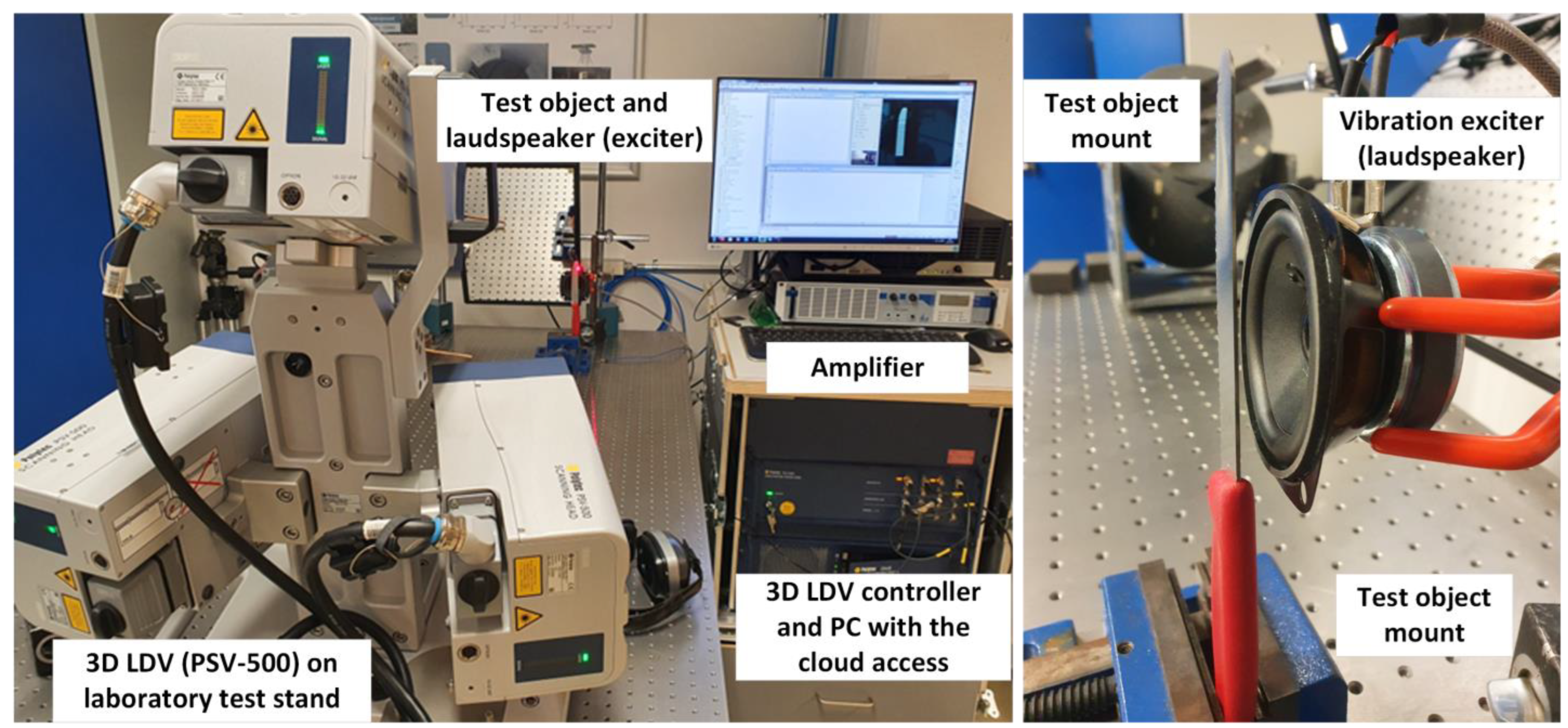
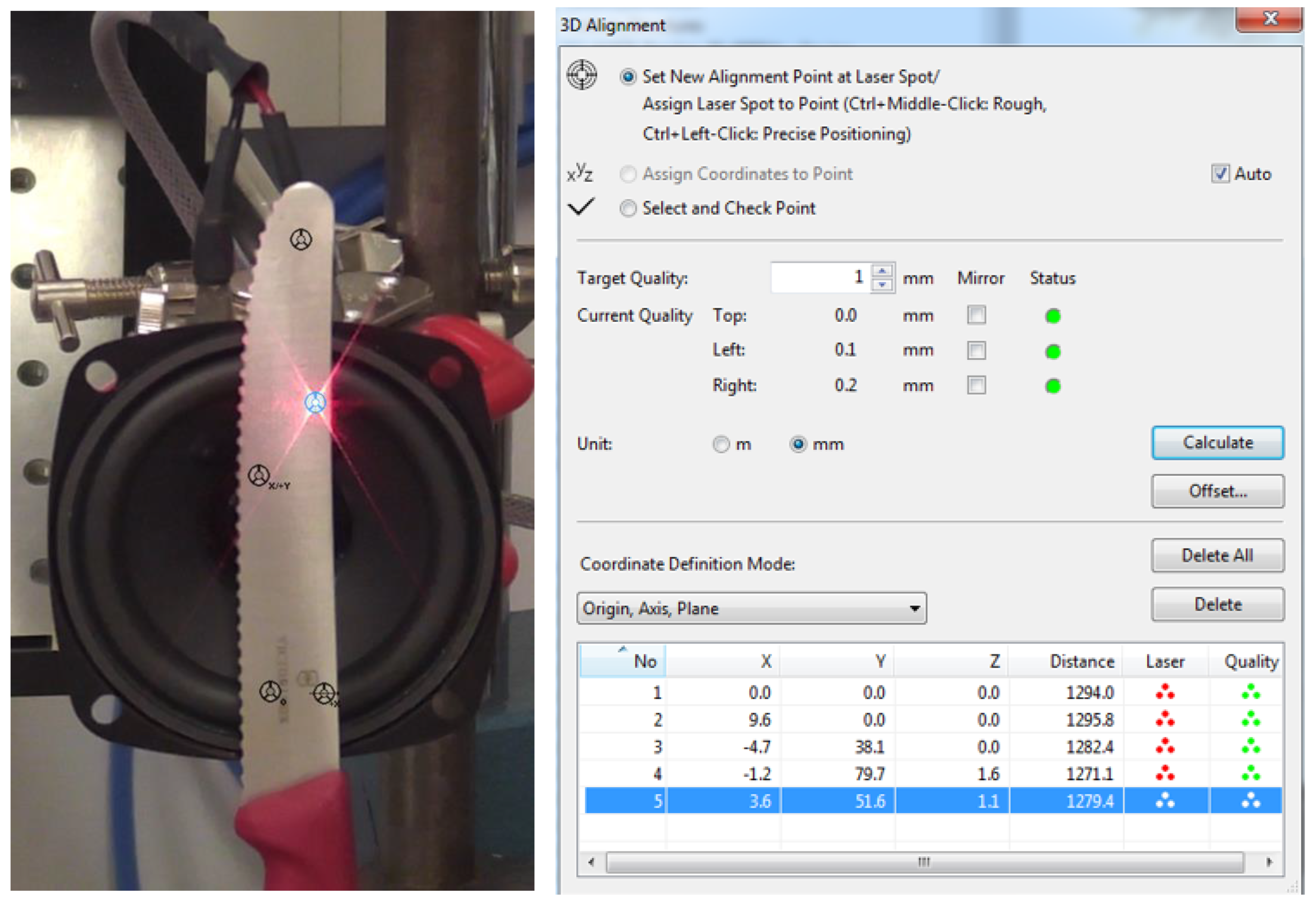
2.3. Measurement Test Setup
3. Results
4. Discussion and Significance of Results for Industrial QA and QC
4.1. Results’ Significance
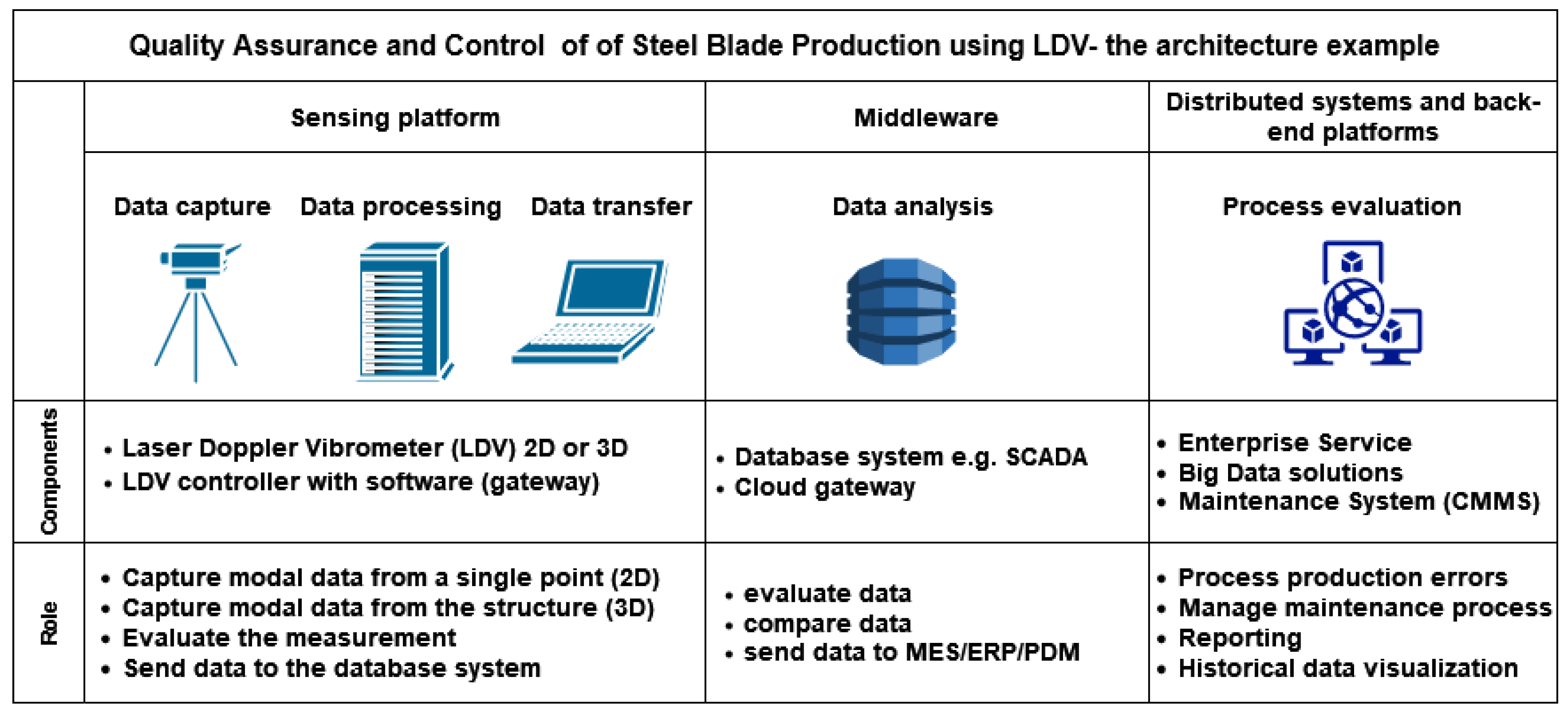
- First layer: The sensing platform where the system can operate independently performing 2D (single-point) or 3D (surface) measurements and providing warning information if the data does not match the template product. This layer also allows communication with higher-level software.
- Second layer: The middleware where the database system is implemented and information can be stored in the cloud for future analysis. For production management, it can be system control and data acquisition software (SCADA) in the case of production control, and product data management (PDM) or product lifecycle management (PLM) in the case of product information management (design, prototyping, volume production, revisions, lifecycle tracking, etc.). This layer also allows communication with decentralized platforms and enterprise services.
- Third layer: The distributed system level where whole company data can be analyzed, stored and compared. With the use of modern technologies (big data, blockchain), the data can be used in a wider range of areas, e.g., to optimize production processes and limit the number of production faults.
4.2. Proposed QA Algorithm and Evaluation Process
5. Conclusions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Burggräf, P.; Wagner, J.; Heinbach, B.; Steinberg, F.; Pérez, M.A.R.; Schmallenbach, L.; Garcke, J.; Steffes-lai, D.; Wolter, M. Predictive Analytics in Quality Assurance for Assembly Processes: Lessons Learned from a Case Study at an Industry 4.0 Demonstration Cell. Procedia CIRP 2021, 104, 641–646. [Google Scholar] [CrossRef]
- Korotkov, A.; Korotkova, L.; Vidin, D. Quality Assurance for the Production of Metal-Cutting Tools from High-Speed Steels. IOP Conf. Ser. Mater. Sci. Eng. 2020, 709, 022022. [Google Scholar] [CrossRef]
- Wiemer, H.; Dementyev, A.; Ihlenfeldt, S. A Holistic Quality Assurance Approach for Machine Learning Applications in Cyber-Physical Production Systems. Appl. Sci. 2021, 11, 9590. [Google Scholar] [CrossRef]
- Gesangyangji; Vimont, D.J.; Holloway, T.; Lorenz, D.J. A Methodology for Evaluating the Effects of Climate Change on Climatic Design Conditions for Buildings and Application to a Case Study in Madison, Wisconsin. Environ. Res. Infrastruct. Sustain. 2022, 2, 025007. [Google Scholar] [CrossRef]
- Safari, P.; Shariati, B.; Przewozny, D.; Chojecki, P.; Fischer, J.K.; Freund, R.; Vick, A.; Chemnitz, M. Edge Cloud Based Visual Inspection for Automatic Quality Assurance in Production. In Proceedings of the 2022 13th International Symposium on Communication Systems, Networks and Digital Signal Processing (CSNDSP), Porto, Portugal, 20–22 July 2022; pp. 473–476. [Google Scholar]
- Cioffi, R.; Travaglioni, M.; Piscitelli, G.; Petrillo, A.; De Felice, F. Artificial Intelligence and Machine Learning Applications in Smart Production: Progress, Trends, and Directions. Sustainability 2020, 12, 492. [Google Scholar] [CrossRef] [Green Version]
- Pérez-Lombard, L.; Ortiz, J.; Pout, C. A Review on Buildings Energy Consumption Information. Energy Build. 2008, 40, 394–398. [Google Scholar] [CrossRef]
- Ge, Z.; Song, Z.; Ding, S.X.; Huang, B. Data Mining and Analytics in the Process Industry: The Role of Machine Learning. IEEE Access 2017, 5, 20590–20616. [Google Scholar] [CrossRef]
- De Ketelaere, B.; Hubert, M.; Schmitt, E. Overview of PCA-Based Statistical Process-Monitoring Methods for Time-Dependent, High-Dimensional Data. J. Qual. Technol. 2015, 47, 318–335. [Google Scholar] [CrossRef]
- Zhong, B.; Guo, J.; Zhang, L.; Wu, H.; Li, H.; Wang, Y. A Blockchain-Based Framework for on-Site Construction Environmental Monitoring: Proof of Concept. Build. Environ. 2022, 217, 109064. [Google Scholar] [CrossRef]
- Cho, S.; Khan, M.; Pyeon, J.; Park, C. Blockchain-Based Network Concept Model for Reliable and Accessible Fine Dust Management System at Construction Sites. Appl. Sci. 2021, 11, 8686. [Google Scholar] [CrossRef]
- Kanawaday, A.; Sane, A. Machine Learning for Predictive Maintenance of Industrial Machines Using IoT Sensor Data. In Proceedings of the 2017 8th IEEE International Conference on Software Engineering and Service Science (ICSESS), Beijing, China, 20–22 November 2017; pp. 87–90. [Google Scholar]
- Ratava, J.; Penttilä, S.; Lund, H.; Lohtander, M.; Kah, P.; Ollikainen, M.; Varis, J. Quality Assurance and Process Control in Virtual Reality. Procedia Manuf. 2019, 38, 497–504. [Google Scholar] [CrossRef]
- Saremi, S.G.; Goulias, D.G.; Akhter, A.A. Non-Destructive Testing in Quality Assurance of Concrete for Assessing Production Uniformity. Transp. Res. Rec. J. Transp. Res. Board 2022, 2677, 1259–1275. [Google Scholar] [CrossRef]
- Musca, M.C. Quality Control of the Flexoral Strength in Concrete by Non-Destructive Tests 2019. Available online: https://inis.iaea.org/search/search.aspx?orig_q=RN:51108003(accessed on 10 November 2022).
- Pollock, L.; O’Byrne, S.; Wild, G. Quality Assurance of Uncured Polymer Matrix Prepregs through the Application of Non-Destructive Methods. NDT E. Int. 2022, 133, 102761. [Google Scholar] [CrossRef]
- Zhou, W.; Chen, Z.; Li, W. Dual-Stream Interactive Networks for No-Reference Stereoscopic Image Quality Assessment. IEEE Trans. Image Process. 2019, 28, 3946–3958. [Google Scholar] [CrossRef]
- Cui, Y.; Yu, M.; Jiang, Z.; Peng, Z.; Chen, F. Blind Light Field Image Quality Assessment by Analyzing Angular-Spatial Characteristics. Digit. Signal Process. 2021, 117, 103138. [Google Scholar] [CrossRef]
- Xu, J.; Zhou, W.; Chen, Z. Blind Omnidirectional Image Quality Assessment with Viewport Oriented Graph Convolutional Networks. IEEE Trans. Circuits Syst. Video Technol. 2020, 31, 1724–1737. [Google Scholar] [CrossRef]
- Löffler, C.; Nickel, C.; Sobel, C.; Dzibela, D.; Braat, J.; Gruhler, B.; Woller, P.; Witt, N.; Mutschler, C. Automated Quality Assurance for Hand-Held Tools via Embedded Classification and AutoML. In Joint European Conference on Machine Learning and Knowledge Discovery in Databases; Springer: Cham, Switzerland, 2021; pp. 532–535. [Google Scholar]
- Kaniak, G.; Rohringer, W.; Brauns, M.; Panzer, N.; Lucking, F.; Fischer, B.; Brand, S.; Grose, C. Enhanced Non-Contact Ultrasonic Testing Using an Air-Coupled Optical Microphone. In Proceedings of the 2020 IEEE SENSORS, The Netherlands, 25–28 October 2020; pp. 1–4. [Google Scholar]
- Guinchard, M.; Angeletti, M.; Boyer, F.; Catinaccio, A.; Gargiulo, C.; Lacny, L.; Laudi, E.; Scislo, L. Experimental Modal Analysis of Lightweight Structures Used in Particle Detectors: Optical Non-Contact Method. In Proceedings of the 9th International Particle Accelerator Conference, IPAC18, Vancouver, BC, Canada, 29 April–4 May 2018; pp. 2565–2567. [Google Scholar]
- Scislo, L.; Guinchard, M. Non-Invasive Measurements of Ultra-Lightweight Composite Materials Using Laser Doppler Vibrometry System. In Proceedings of the 26th International Congress on Sound and Vibration: Montreal Bridges, Montreal, QC, Canada, 7–11 July 2019; pp. 1–8. [Google Scholar]
- Xie, Q.; Duan, J.; Ban, Y.; Fu, X.; Liu, S. Laser Vibration Characteristics of Marble Specimens and Failure Criterion. Appl. Sci. 2022, 12, 2223. [Google Scholar] [CrossRef]
- Stanbridge, A.B.; Khan, A.Z.; Ewins, D.J. Modal Testing Using Impact Excitation and a Scanning LDV. Shock. Vib. 1998, 3411, 348–356. [Google Scholar] [CrossRef]
- Marwitz, S.; Zabel, V. Operational Modal Analysis with a 3D Laser Vibrometer Without External Reference. In Rotating Machinery, Hybrid Test Methods, Vibro-Acoustics & Laser Vibrometry; Springer: Cham, Switzerland, 2016; pp. 75–85. [Google Scholar]
- Klun, M.; Zupan, D.; Lopatič, J.; Kryžanowski, A. On the Application of Laser Vibrometry to Perform Structural Health Monitoring in Non-Stationary Conditions of a Hydropower Dam. Sensors 2019, 19, 3811. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dhutti, A.; Tumin, S.A.; Balachandran, W.; Kanfoud, J.; Gan, T.-H. Development of Ultrasonic Guided Wave Transducer for Monitoring of High Temperature Pipelines. Sensors 2019, 19, 5443. [Google Scholar] [CrossRef]
- Ozbek, M.; Rixen, D.J. Optical Measurements and Operational Modal Analysis on a Large Wind Turbine: Lessons Learned. In Rotating Machinery, Structural Health Monitoring, Shock and Vibration; Springer: New York, NY, USA, 2011; pp. 257–276. [Google Scholar]
- Yu, J.; Zhang, D.; Li, H.; Song, C.; Zhou, X.; Shen, S.; Zhang, G.; Yang, Y.; Wang, H. Detection of Internal Holes in Additive Manufactured Ti-6Al-4V Part Using Laser Ultrasonic Testing. Appl. Sci. 2020, 10, 365. [Google Scholar] [CrossRef] [Green Version]
- Segers, J.; Kersemans, M.; Verboven, E.; Hedayatrasa, S.; Calderon, J.; Paepegem, W.V. Investigation to Local Defect Resonance for Non-Destructive Testing of Composites. In Proceedings of the 18th International Conference on Experimental Mechanics, Brussels, Belgium, 1–5 July 2018; MDPI: Basel Switzerland, 2018; Volume 2, p. 406. [Google Scholar]
- Sels, S.; Ribbens, B.; Bogaerts, B.; Peeters, J. 3D Model Assisted Fully Automated Scanning Laser Doppler Vibrometer Measurements. Opt. Lasers Eng. 2017, 99, 23–30. [Google Scholar] [CrossRef]
- Ratner, A.; Wood, M.; Chowanietz, M.; Kumar, N.; Patel, R.; Hadlum, P.; Das, A.; Masters, I. Laser Doppler Vibrometry for Evaluating the Quality of Welds in Lithium-Ion Supercells. Energies 2022, 15, 4379. [Google Scholar] [CrossRef]
- Batel, M. Deploying Successfully Laser Doppler Vibrometry Techniques within the Automotive NVH Process. J. Acoust. Soc. Am. 2008, 123, 3868. [Google Scholar] [CrossRef]
- Markulik, Š.; Sinay, J.; Pačaiová, H. Quality Assurance in the Automotive Industry and Industry 4.0. In Smart Technology Trends in Industrial and Business Management; Springer: Cham, Switzerland, 2019; pp. 217–225. [Google Scholar]
- Scislo, L. Quality Assurance and Control of Steel Blade Production Using Full Non-Contact Frequency Response Analysis and 3D Laser Doppler Scanning Vibrometry System. In Proceedings of the 2021 11th IEEE International Conference on Intelligent Data Acquisition and Advanced Computing Systems: Technology and Applications (IDAACS), Krakow, Poland, 22–25 September 2021; pp. 419–423. [Google Scholar]
- Marks, R.; Gillam, C.; Clarke, A.; Armstrong, J.; Pullin, R. Damage Detection in a Composite Wind Turbine Blade Using 3D Scanning Laser Vibrometry. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2017, 231, 3024–3041. [Google Scholar] [CrossRef] [Green Version]
- Rohe, D.P. Strategies for Testing Large Aerospace Structures with 3D SLDV. In Rotating Machinery, Hybrid Test Methods, Vibro-Acoustics & Laser Vibrometry; Springer: Cham, Switzerland, 2017; pp. 1–12. [Google Scholar]
- Vehovszky, B.; Horváth, I.; Slenczka, K.; Schuster, M.; Jakubík, T. Vibration Damping Measurement on Car Windshields. Period. Polytech. Mech. Eng. 2018, 63, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Eder, A.; Durst, B.; Jordan, M. Laser-Doppler Velocimetry—Principle and Application to Turbulence Measurements. In Optical Measurements; Springer: Berlin/Heidelberg, Germany, 2001; pp. 117–138. [Google Scholar]
- Zhang, J.X.J.; Hoshino, K.; Zhang, J.X.J.; Hoshino, K. Optical Transducers: Optical Molecular Sensing and Spectroscopy. Mol. Sens. Nanodevices 2019, 231–309. [Google Scholar] [CrossRef]
- Ozdagli, A.I.; Gomez, J.A.; Moreu, F. Real-Time Reference-Free Displacement of Railroad Bridges during Train-Crossing Events. J. Bridg. Eng. 2017, 22, 04017073. [Google Scholar] [CrossRef]
- Garg, P. Displacement Measurement Using a Laser Doppler Vibrometer Mounted on an Unmanned Aerial Vehicles. Electr. Comput. Eng. ETDs 2017. Available online: https://digitalrepository.unm.edu/ece_etds/402 (accessed on 10 November 2022).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mode Number | Modal Shape | Frequency (Hz) |
|---|---|---|
| 1 | 1st Bending | 62 |
| 2 | 1st Torsional | 138 |
| 3 | 2nd Bending | 194 |
| 4 | 3rd Bending | 466 |
| 5 | 1st Lateral | 722 |
| 6 | 4th Bending | 904 |
| 7 | 2nd Torsional | 1004 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Scislo, L. Single-Point and Surface Quality Assessment Algorithm in Continuous Production with the Use of 3D Laser Doppler Scanning Vibrometry System. Sensors 2023, 23, 1263. https://doi.org/10.3390/s23031263
Scislo L. Single-Point and Surface Quality Assessment Algorithm in Continuous Production with the Use of 3D Laser Doppler Scanning Vibrometry System. Sensors. 2023; 23(3):1263. https://doi.org/10.3390/s23031263
Chicago/Turabian StyleScislo, Lukasz. 2023. "Single-Point and Surface Quality Assessment Algorithm in Continuous Production with the Use of 3D Laser Doppler Scanning Vibrometry System" Sensors 23, no. 3: 1263. https://doi.org/10.3390/s23031263