
AI-Based Prediction of Ultrasonic Vibration-Assisted Milling Performance
 , , , , and
, , , , and 
Abstract
:1. Introduction
2. Methods
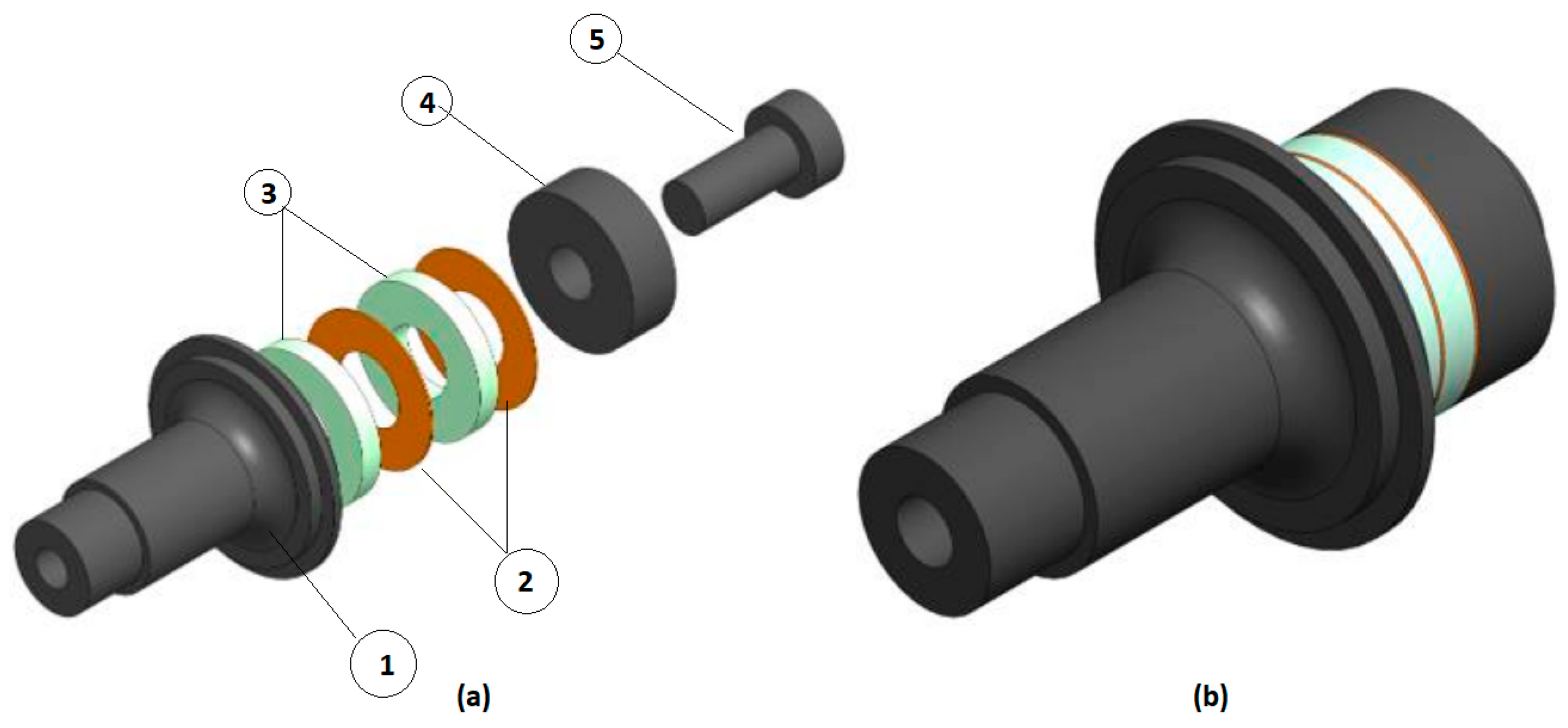
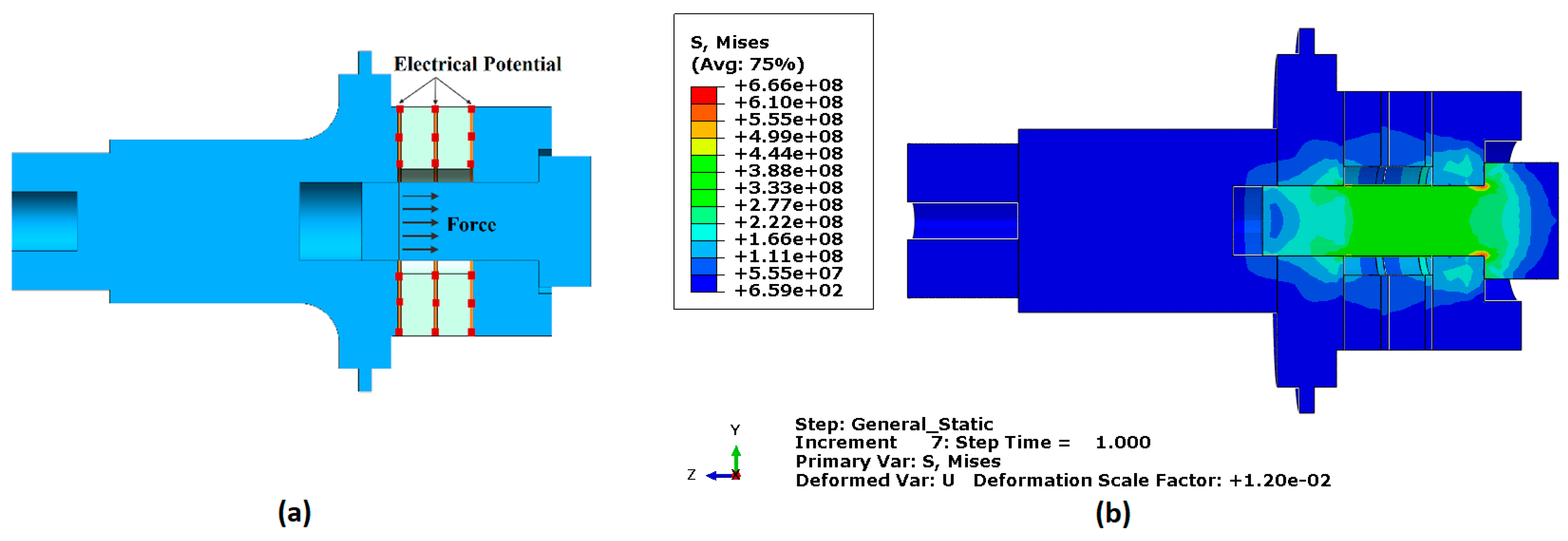
2.1. FEA Model Construction and Ultrasonic Vibratory Transducer Design
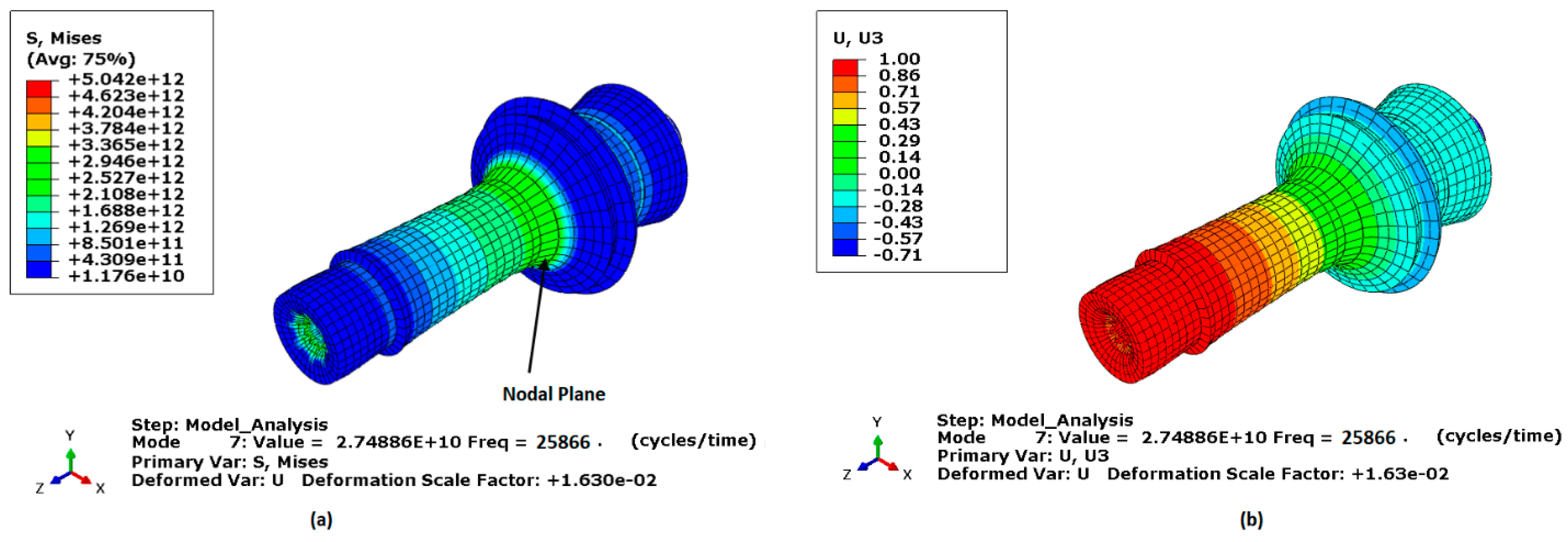
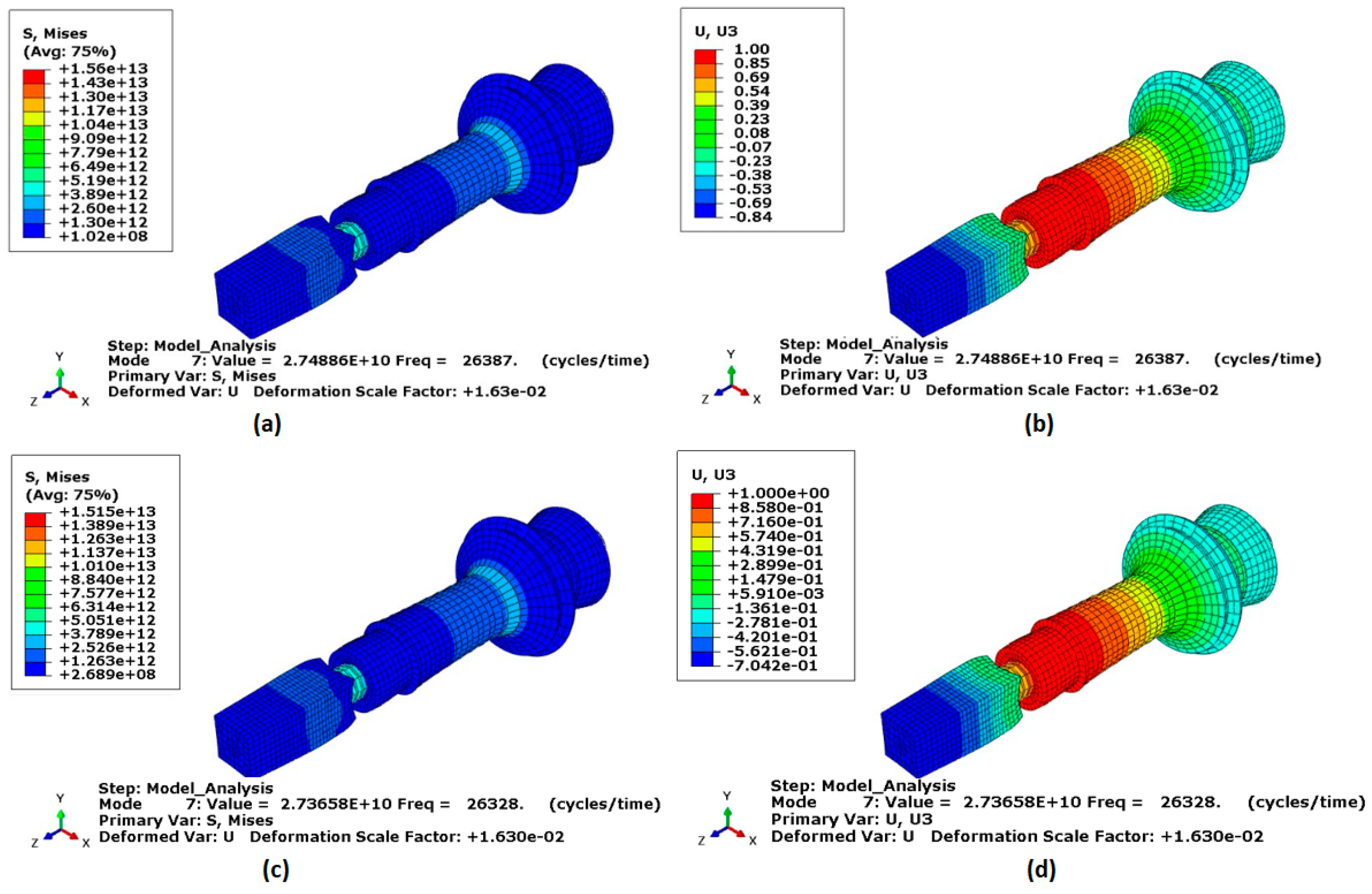
2.2. FEA Model Outcome
2.3. FEA Model Validation
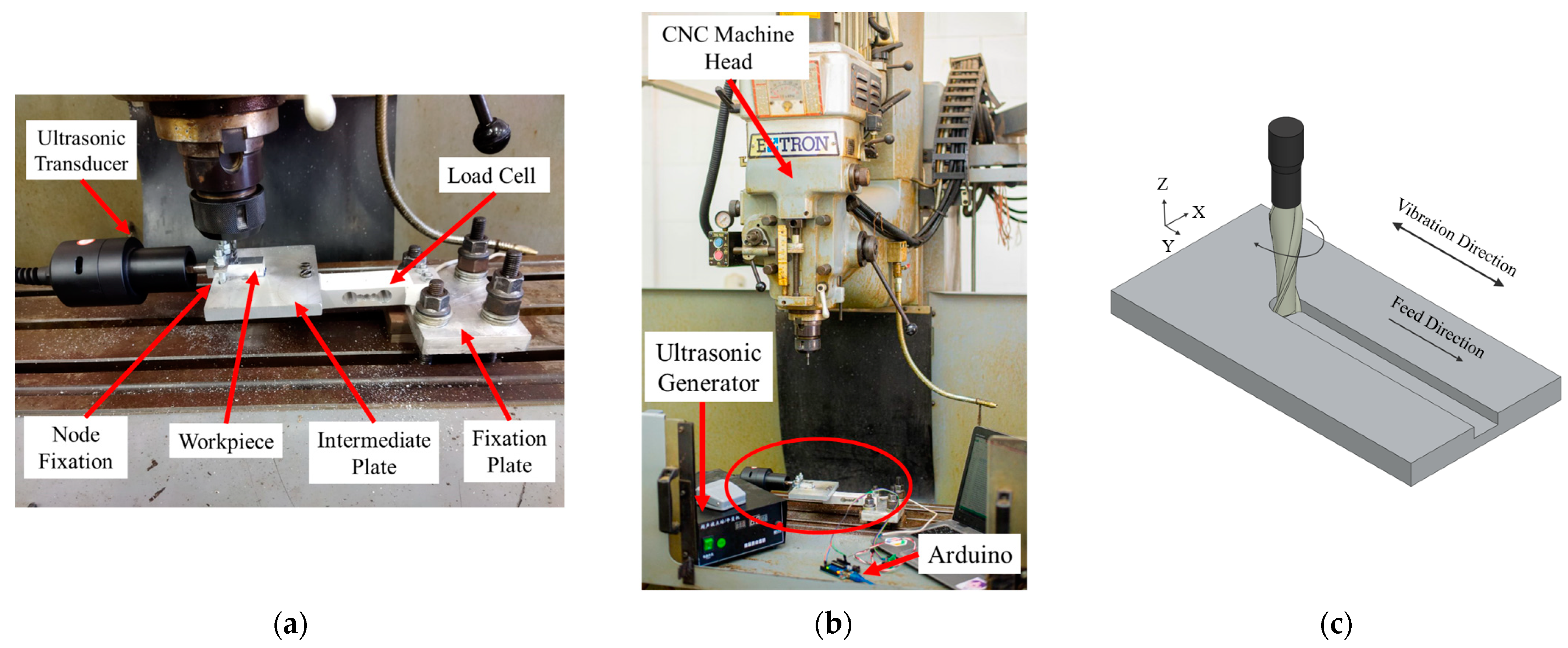
3. Experimental Setup
3.1. Experimental Design Methodologies
3.2. SVR Model Construction
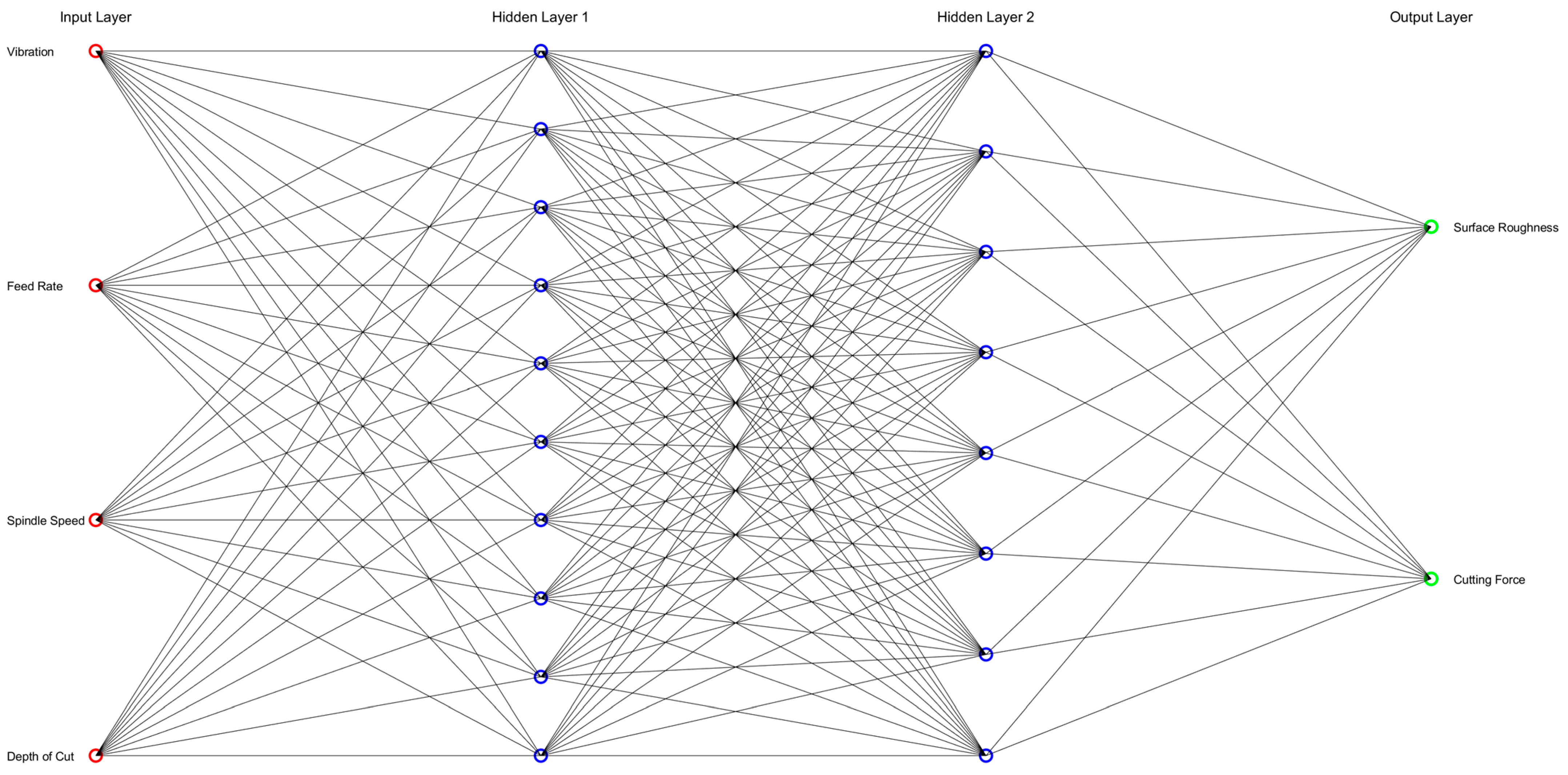
3.3. ANN Model Construction
4. Results and Discussion
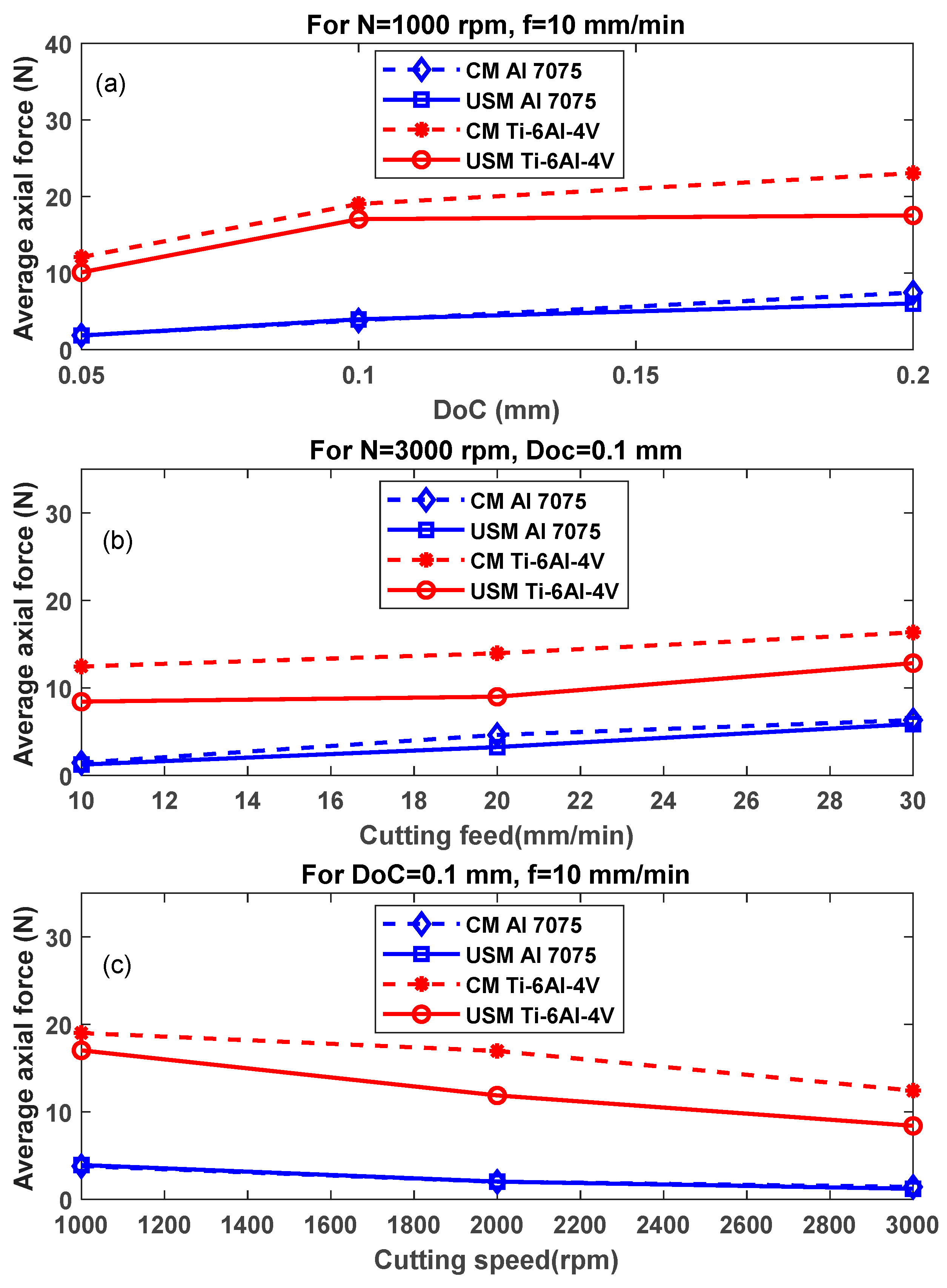
4.1. Axial Cutting Force
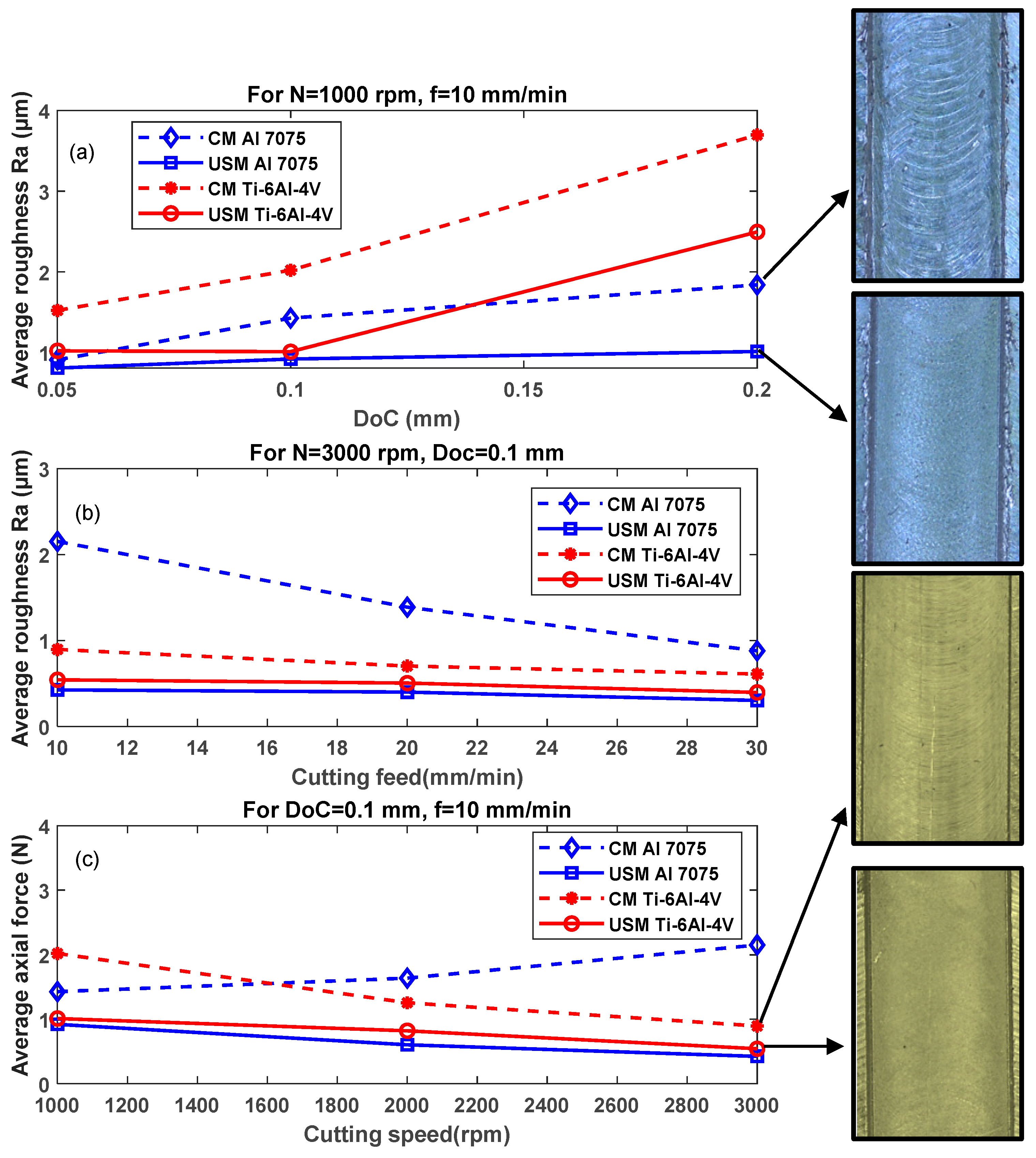
4.2. Surface Roughness
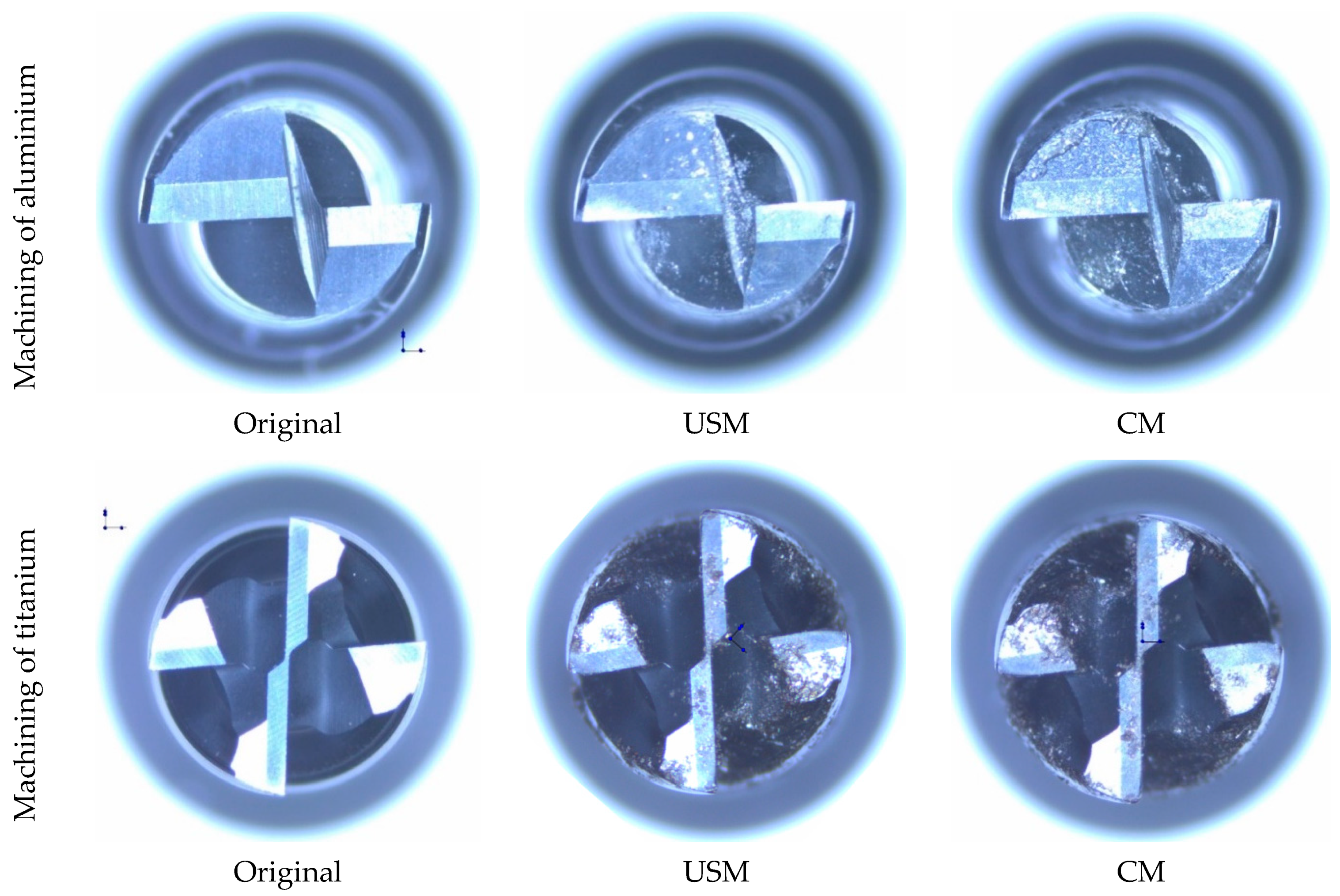
4.3. Tool Wear
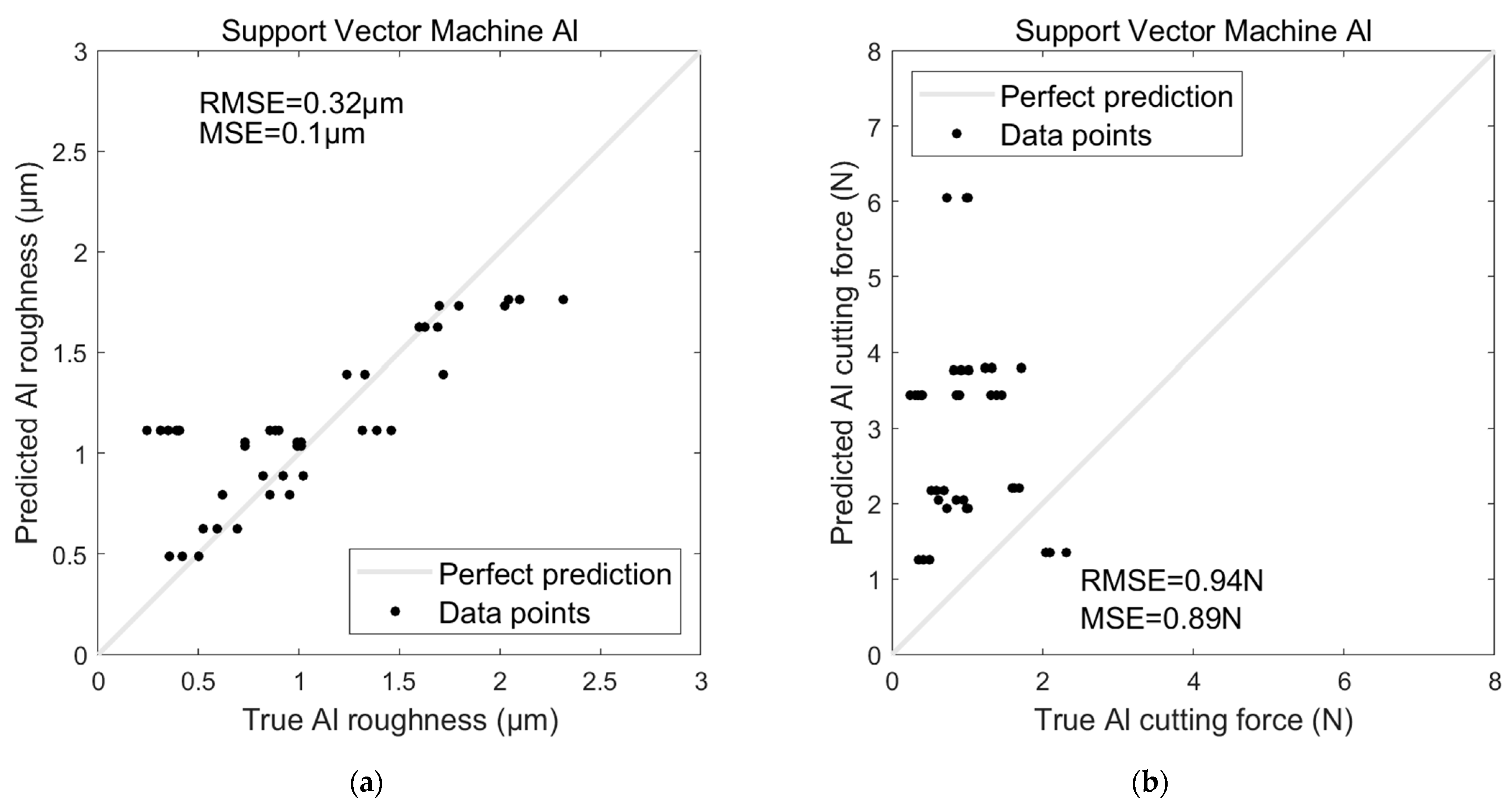
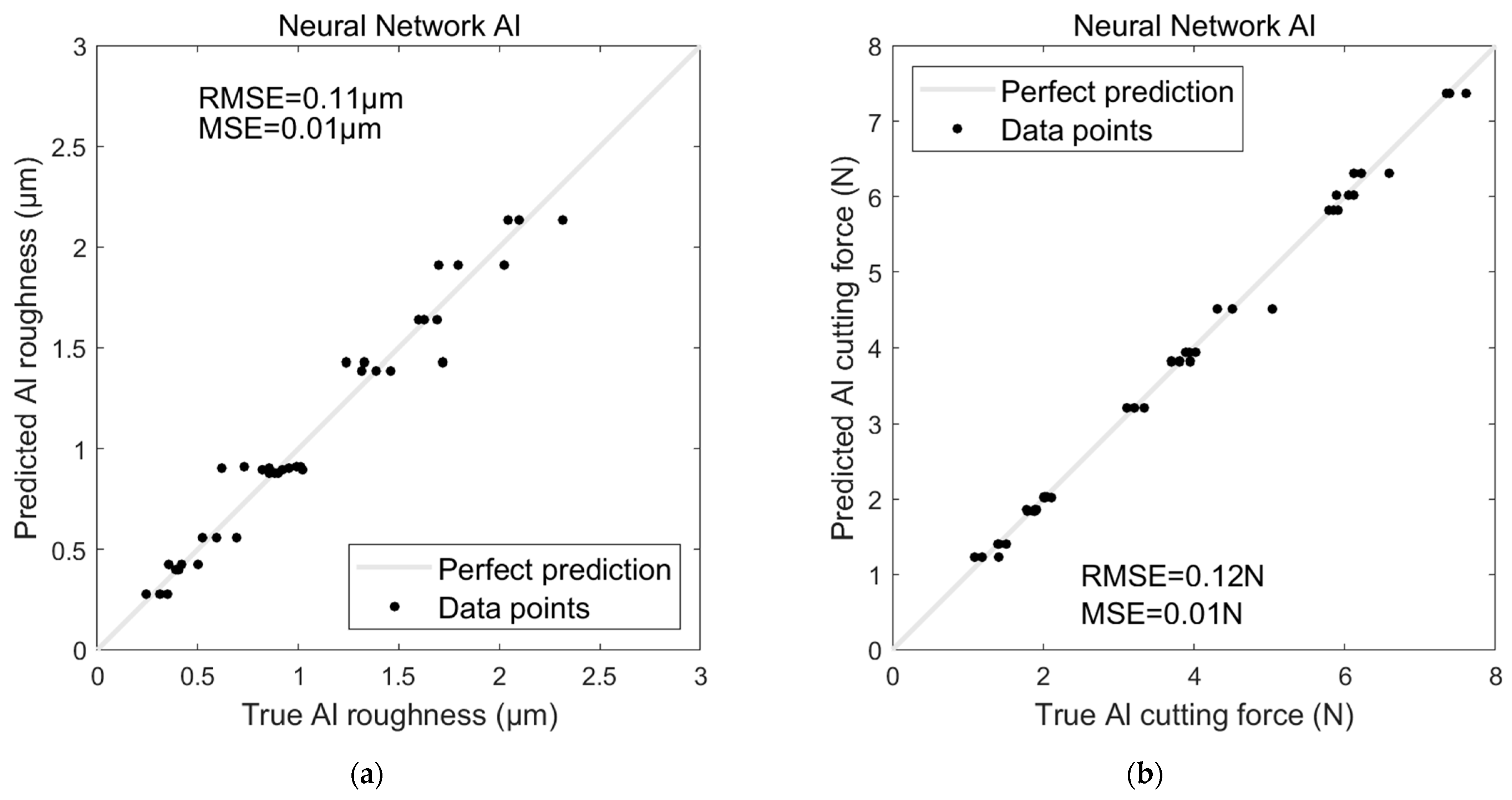
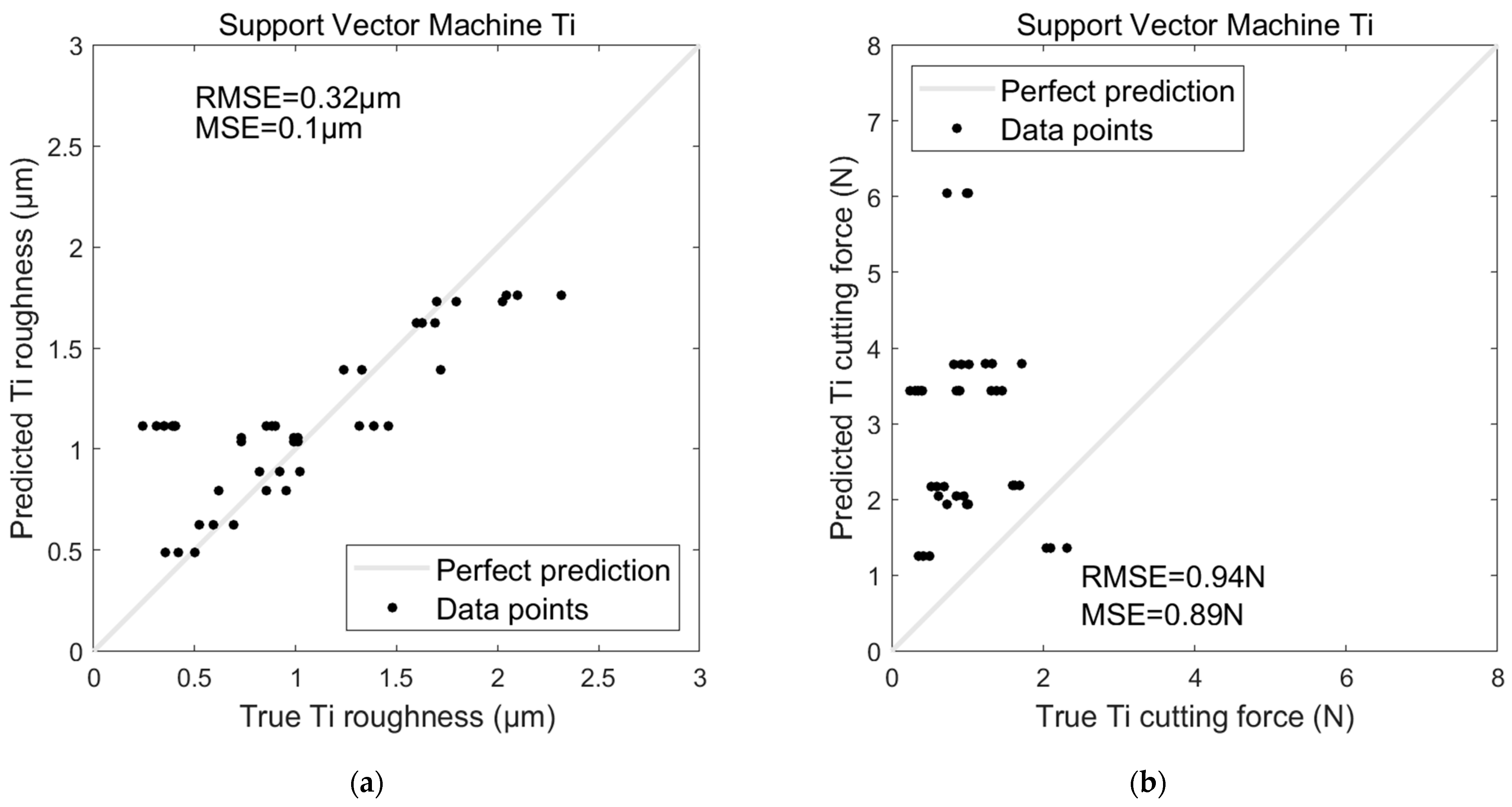
4.4. AI-Based Models Performance
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, Q.; Sun, Q.; Xin, S.; Chen, Y.; Wu, C.; Wang, H.; Xu, J.; Wan, M.; Zeng, W.; Zhao, Y. High-strength titanium alloys for aerospace engineering applications: A review on melting-forging process. Mater. Sci. Eng. A 2022, 845, 143260. [Google Scholar] [CrossRef]
- Nguyen, H.D.; Pramanik, A.; Basak, A.; Dong, Y.; Prakash, C.; Debnath, S.; Shankar, S.; Jawahir, I.; Dixit, S.; Buddhi, D. A critical review on additive manufacturing of Ti-6Al-4V alloy: Microstructure and mechanical properties. J. Mater. Res. Technol. 2022, 18, 4641–4661. [Google Scholar] [CrossRef]
- Bandekhoda, M.R.; Mosallanejad, M.H.; Atapour, M.; Iuliano, L.; Saboori, A. Investigation on the potential of laser and electron beam additively manufactured Ti–6Al–4V components for orthopedic applications. Met. Mater. Int. 2024, 30, 114–126. [Google Scholar] [CrossRef]
- Namlu, R.H.; Çetin, B.; Lotfi, B.; Kılıç, S.E. Investigation of the Combined Effects of Ultrasonic Vibration-Assisted Machining and Minimum Quantity Lubrication on Al7075-T6. J. Eng. 2024, 2024, 6655471. [Google Scholar] [CrossRef]
- Dayi, S.C.; Kiliçay, K. Repairing Al7075 surface using cold spray technology with different metal/ceramic powders. Surf. Coat. Technol. 2024, 489, 131124. [Google Scholar] [CrossRef]
- Santos, M.C.; Machado, A.R.; Sales, W.F.; Barrozo, M.A.; Ezugwu, E.O. Machining of aluminum alloys: A review. Int. J. Adv. Manuf. Technol. 2016, 86, 3067–3080. [Google Scholar] [CrossRef]
- Paktinat, H.; Amini, S. Ultrasonic assistance in drilling: FEM analysis and experimental approaches. Int. J. Adv. Manuf. Technol. 2017, 92, 2653–2665. [Google Scholar] [CrossRef]
- Chao, S.; Kang, R.; Cui, H.; Xu, N.; Dong, Z.; Guo, D.; Wang, Y. Surface morphology and integrity research of ultrasonic-assisted milling of cast superalloy K4169. J. Mater. Res. Technol. 2024, 31, 1571–1581. [Google Scholar] [CrossRef]
- Yassin, M.; Hossam, M.; El-Hofy, H. Applications and designs of vibration-assisted machining devices. Key Eng. Mater. 2018, 775, 480–486. [Google Scholar] [CrossRef]
- Luo, H.; Wang, Y.; Zhang, P. Effect of cutting and vibration parameters on the cutting performance of 7075-T651 aluminum alloy by ultrasonic vibration. Int. J. Adv. Manuf. Technol. 2020, 107, 371–384. [Google Scholar] [CrossRef]
- Bayat, M.; Amini, S.; Hadidi, M. Effect of ultrasonic-assisted turning on geometrical tolerances in Al 2024-T6. Mater. Manuf. Process. 2021, 36, 1875–1886. [Google Scholar] [CrossRef]
- Hu, W.; Du, P.; Qiu, X.; Zhao, X.; Hu, Z.; Zhang, J.; Liu, Y. Enhanced dry machinability of TC4 titanium alloy by longitudinal-bending hybrid ultrasonic vibration-assisted milling. J. Clean. Prod. 2022, 379, 134866. [Google Scholar] [CrossRef]
- Liu, Q.; Xu, J.; Yu, H. Experimental study of tool wear and its effects on cutting process of ultrasonic-assisted milling of Ti6Al4V. Int. J. Adv. Manuf. Technol. 2020, 108, 2917–2928. [Google Scholar] [CrossRef]
- Engelking, L.; Eissel, A.; Schroepfer, D.; Treutler, K.; Kannengiesser, T.; Wesling, V. Optimisation of surface residual stresses using ultrasonic-assisted milling for wire-arc additive manufactured Ni alloy components. Int. J. Adv. Manuf. Technol. 2023, 126, 4191–4198. [Google Scholar] [CrossRef]
- Bin, F.; Zhonghang, Y.; Depeng, L.; Liying, G. Effect of ultrasonic vibration on finished quality in ultrasonic vibration assisted micromilling of Inconel718. Chin. J. Aeronaut. 2021, 34, 209–219. [Google Scholar]
- Xu, J.; Feng, P.; Feng, F.; Zha, H.; Liang, G. Subsurface damage and burr improvements of aramid fiber reinforced plastics by using longitudinal–torsional ultrasonic vibration milling. J. Mater. Process. Technol. 2021, 297, 117265. [Google Scholar] [CrossRef]
- Wang, X.; Jiao, F.; Zhang, S.; Li, Y.; Tong, J.; Niu, Y. Optimization model for ultrasonic-assisted dry helical milling of CFRP based on genetic algorithm. Int. J. Adv. Manuf. Technol. 2024, 131, 2133–2143. [Google Scholar] [CrossRef]
- Bayat, M.; Amini, S. Distortion analysis in axial ultrasonic assisted milling of Al 7075-T6. Int. J. Lightweight Mater. Manuf. 2024, 7, 678–687. [Google Scholar] [CrossRef]
- Ali, M.N.; El-Hofy, H. Experimental Investigation of Vibration Assisted Helical Milling of 7075 Aluminum Alloy. In Proceedings of the International Manufacturing Science and Engineering Conference, Erie, PA, USA, 10–14 June 2019; p. V002T003A007. [Google Scholar]
- Fardnam, A.P.; Shalvandi, M.; Haddad, F. An investigation of ultrasonic vibrations effect on surface roughness in aluminum 7075 and AISI 1045 carbon steel during end milling and side milling operation. Surf. Rev. Lett. 2022, 29, 2250084. [Google Scholar] [CrossRef]
- Baraya, M.; Yan, J.; Hossam, M. Improving and Predicting the Surface Roughness and the Machining Accuracy in Ultrasonic Vibration-Assisted Milling. J. Vib. Eng. Technol. 2024, 1–14. [Google Scholar] [CrossRef]
- Kim, D.-H.; Kim, T.J.; Wang, X.; Kim, M.; Quan, Y.-J.; Oh, J.W.; Min, S.-H.; Kim, H.; Bhandari, B.; Yang, I. Smart machining process using machine learning: A review and perspective on machining industry. Int. J. Precis. Eng. Manuf.-Green Technol. 2018, 5, 555–568. [Google Scholar] [CrossRef]
- Lu, X.; Hu, X.; Wang, H.; Si, L.; Liu, Y.; Gao, L. Research on the prediction model of micro-milling surface roughness of Inconel718 based on SVM. Ind. Lubr. Tribol. 2016, 68, 206–211. [Google Scholar] [CrossRef]
- Jang, D.-y.; Jung, J.; Seok, J. Modeling and parameter optimisation for cutting energy reduction in MQL milling process. Int. J. Precis. Eng. Manuf.-Green Technol. 2016, 3, 5–12. [Google Scholar] [CrossRef]
- Huang, P.B.; Ma, C.-C.; Kuo, C.-H. A PNN self-learning tool breakage detection system in end milling operations. Appl. Soft Comput. 2015, 37, 114–124. [Google Scholar] [CrossRef]
- Arisoy, Y.M.; Özel, T. Machine learning based predictive modeling of machining induced microhardness and grain size in Ti–6Al–4V alloy. Mater. Manuf. Process. 2015, 30, 425–433. [Google Scholar] [CrossRef]
- Namlu, R.H.; Turhan, C.; Sadigh, B.L.; Kılıç, S.E. Cutting force prediction in ultrasonic-assisted milling of Ti–6Al–4V with different machining conditions using artificial neural network. AI EDAM 2021, 35, 37–48. [Google Scholar] [CrossRef]
- Raju, R.U.; Kottala, R.K.; Varma, B.M.; Barmavatu, P.; Aepuru, R. Precision enhancement in CNC face milling through vibration-aided AI prediction of surface roughness. Int. J. Interact. Des. Manuf. 2024, 1–15. [Google Scholar] [CrossRef]
- Zerti, A.; Yallese, M.A.; Zerti, O.; Nouioua, M.; Khettabi, R. Prediction of machining performance using RSM and ANN models in hard turning of martensitic stainless steel AISI 420. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 4439–4462. [Google Scholar] [CrossRef]
- Karabulut, Ş. Optimisation of surface roughness and cutting force during AA7039/Al2O3 metal matrix composites milling using neural networks and Taguchi method. Measurement 2015, 66, 139–149. [Google Scholar] [CrossRef]
- Pourmostaghimi, V.; Zadshakoyan, M.; Badamchizadeh, M.A. Intelligent model-based optimisation of cutting parameters for high quality turning of hardened AISI D2. AI EDAM 2020, 34, 421–429. [Google Scholar]
- El Shrief, E.; El-Megharbel, A.; El Domiaty, A.; Abd El-Hafez, H. Residual stress effects on fatigue crack propagation in Butt–Welded joints for 304 stainless steel sheets. Manuf. Rev. 2021, 8, 19. [Google Scholar] [CrossRef]
- Gadallah, E.A.E.; El-Fahhar, H.H.; Ahmed, M.M.; Seleman, M.M.E.-S.; Alzahrani, B.; Alamry, A.; Abd El-Aty, A.; El Shrief, E. Experimental study and finite element modelling of pure copper tube fabrication via the parallel tubular channel angular pressing (PTCAP) process. Mater. Res. Express 2024, 11, 076504. [Google Scholar] [CrossRef]
- Baraya, M.; El-Asfoury, M.S.; Fadel, O.O.; Abass, A.J.S. Experimental Analyses and Predictive Modelling of Ultrasonic Welding Parameters for Enhancing Smart Textile Fabrication. Sensors 2024, 24, 1488. [Google Scholar] [CrossRef]
- Baraya, M.Y.; Hossam, M. Design of an electromechanical system for measuring and monitoring micro-ultrasonic amplitude of Langevin transducer. Int. J. Adv. Manuf. Technol. 2020, 107, 2953–2965. [Google Scholar] [CrossRef]
- DSS Corp. Abaqus 6.12 Example Problems Manual Volume II: Other Applications and Analyses; Karlesson & Sorensen, Inc.: Providence, RI, USA, 2000. [Google Scholar]
- 6.10, A.U.s.M.V. 2000Hibbitt; Karlesson & Sorensen, Inc.: Providence, RI, USA, 2000.
- Singh, K.; Singh, H.; Vardhan, S.; Mohan, S. Mechanical study of Al 7050 and Al 7075 based metal matrix composites: A review. Mater. Today Proc. 2021, 43, 673–677. [Google Scholar] [CrossRef]
- Liu, Z.; Xu, J.; Han, S.; Chen, M. A coupling method of response surfaces (CRSM) for cutting parameters optimisation in machining titanium alloy under minimum quantity lubrication (MQL) condition. Int. J. Precis. Eng. Manuf. 2013, 14, 693–702. [Google Scholar] [CrossRef]
- Kutz, M. Handbook of Materials Selection; John Wiley & Sons: Hoboken, NJ, USA, 2002. [Google Scholar]
- Pradeep, P.; Kumar, P.; Lawrence, I.D.; Jayabal, S. Characterization of particulate reinforced aluminium 7075/TiB2 composites. Int. J. Civil Eng. Technol. 2017, 8, 178–190. [Google Scholar]
- Shao, F.; Liu, Z.; Wan, Y.; Shi, Z. Finite element simulation of machining of Ti-6Al-4V alloy with thermodynamical constitutive equation. Int. J. Adv. Manuf. Technol. 2010, 49, 431–439. [Google Scholar] [CrossRef]
- Alharbi, W. Development of a Closed Loop Control System for Vibratory Milling; Liverpool John Moores University: Liverpool, UK, 2018. [Google Scholar]
- Yang, L.; Zhibing, L.; Xibin, W.; Tao, H. Experimental study on cutting force and surface quality in ultrasonic vibration-assisted milling of C/SiC composites. Int. J. Adv. Manuf. Technol. 2021, 112, 2003–2014. [Google Scholar] [CrossRef]
- Kiswanto, G.; Zariatin, D.L.; Ko, T.J. The effect of spindle speed, feed-rate and machining time to the surface roughness and burr formation of Aluminum Alloy 1100 in micro-milling operation. J. Manuf. Process. 2014, 16, 435–450. [Google Scholar] [CrossRef]
- Zheng, L.; Chen, W.; Huo, D. Investigation on the tool wear suppression mechanism in non-resonant vibration-assisted micro milling. Micromachines 2020, 11, 380. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item Code | BJUPR |
|---|---|
| Dimensions (mm) | 35 × 15 × 5 |
| Density (Kg/m3) | 7.7 |
| capacity (p Farad) | 1720 |
| Piezoelectricity (10−12 Coulomb/Newton) | D33 = 240, d31 = −95, d15 = 380 |
| Dielectricity (ε0 = 8.85 × 10−12 Farad/meter) | ε33S /ε0 = 540, ε11S/ε0 = 800 |
| Elastic compliance (10−12 meter2/Newton) | S11E = 11.4, S33E = 13.7 |
| No. | Material | Young’s Modulus (GPa) | Density (Kg/m3) | Poisson’s Ratio | Wave Velocity (m/s) | Characteristic Acoustic Impedance (106·Ns/m3) |
|---|---|---|---|---|---|---|
| 1 | Aluminium (5083) | 70.3 | 2660 | 0.33 | 5140 | 13.67 |
| 2 | Steel (AISI 1045) | 200 | 7870 | 0.3 | 5040 | 39.7 |
| 3 | Piezoelectric | 73 | 7700 | - | 3080 | 23.72 |
| 4 | Copper | 115 | 8900 | 0.31 | 3595 | 31.9 |
| Al-7075 | |||||||||
| Element | Zn | Mg | Cu | Si | Mn | Cr | Fe | Ti | Al |
| wt.% | 3.25 | 1.9 | 1.8 | 0.5 | 0.4 | 0. 2 | 0.5 | 0.15 | Balanced |
| Ti-6Al-4V | |||||||||
| Element | Al | V | Fe | C | N | H | O | Ti | |
| wt.% | 5.5~6.8 | 3.5~4.5 | ≤0.30 | ≤0.08 | ≤0.05 | ≤0.015 | ≤0.20 | Balanced | |
| Property | Elongation (%) | Hardness (HV) | Tensile Strength (MPa) | Elastic Modulus (GPa) | Yield Strength (MPa) | Poisson Ratio |
|---|---|---|---|---|---|---|
| Al-7075 | 11 | 175 | 570 | 72 | 505 | 0.33 |
| Ti-6Al-4V | 14.5 | 350 | 1150 | 125 | 950 | 0.342 |
| Levels | Machining Condition | |||
|---|---|---|---|---|
| Depth of Cut (mm) | Feed (mm/min) | Spindle Speed (rpm) | Ultrasonic Vibration | |
| 1 | 0.05 | 10 | 1000 | ON/OFF |
| 2 | 0.1 | 20 | 2000 | ON/OFF |
| 3 | 0.2 | 30 | 3000 | ON/OFF |
| Roughness | Roughness | Cutting Force | Cutting Force | ||
|---|---|---|---|---|---|
| Material | AI-Based Model | RMSE (µm) | MSE (µm) | RMSE (N) | MSE (N) |
| Al | SVR | 0.32 | 0.1 | 0.94 | 0.89 |
| Al | ANN | 0.11 | 0.01 | 0.12 | 0.01 |
| Ti | SVR | 0.32 | 0.1 | 0.94 | 0.89 |
| Ti | ANN | 0.12 | 0.01 | 0.14 | 0.02 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Asfoury, M.S.; Baraya, M.; El Shrief, E.; Abdelgawad, K.; Sultan, M.; Abass, A. AI-Based Prediction of Ultrasonic Vibration-Assisted Milling Performance. Sensors 2024, 24, 5509. https://doi.org/10.3390/s24175509
El-Asfoury MS, Baraya M, El Shrief E, Abdelgawad K, Sultan M, Abass A. AI-Based Prediction of Ultrasonic Vibration-Assisted Milling Performance. Sensors. 2024; 24(17):5509. https://doi.org/10.3390/s24175509
Chicago/Turabian StyleEl-Asfoury, Mohamed S., Mohamed Baraya, Eman El Shrief, Khaled Abdelgawad, Mahmoud Sultan, and Ahmed Abass. 2024. "AI-Based Prediction of Ultrasonic Vibration-Assisted Milling Performance" Sensors 24, no. 17: 5509. https://doi.org/10.3390/s24175509