
Adaptive Optimization Method for Prediction and Compensation of Thin-Walled Parts Machining Deformation Based on On-Machine Measurement
Abstract
:1. Introduction
2. Literature Review
2.1. Simulation-Based Prediction and Compensation of Machining Deformation
2.2. Measurement-Based Compensation Methods
3. Efficient Machining Deformation Prediction Based on SSM
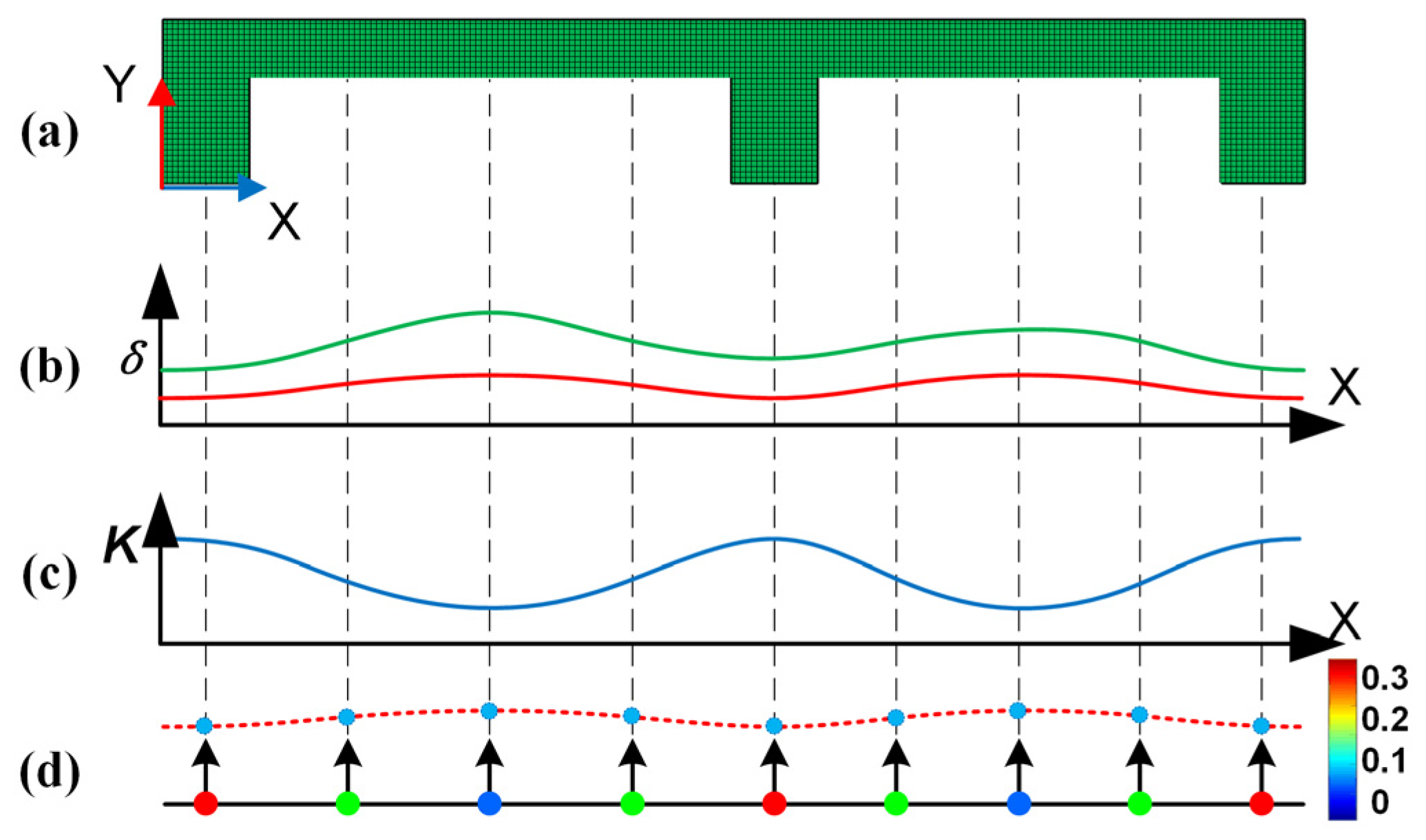
3.1. Principle of SSM Establishment
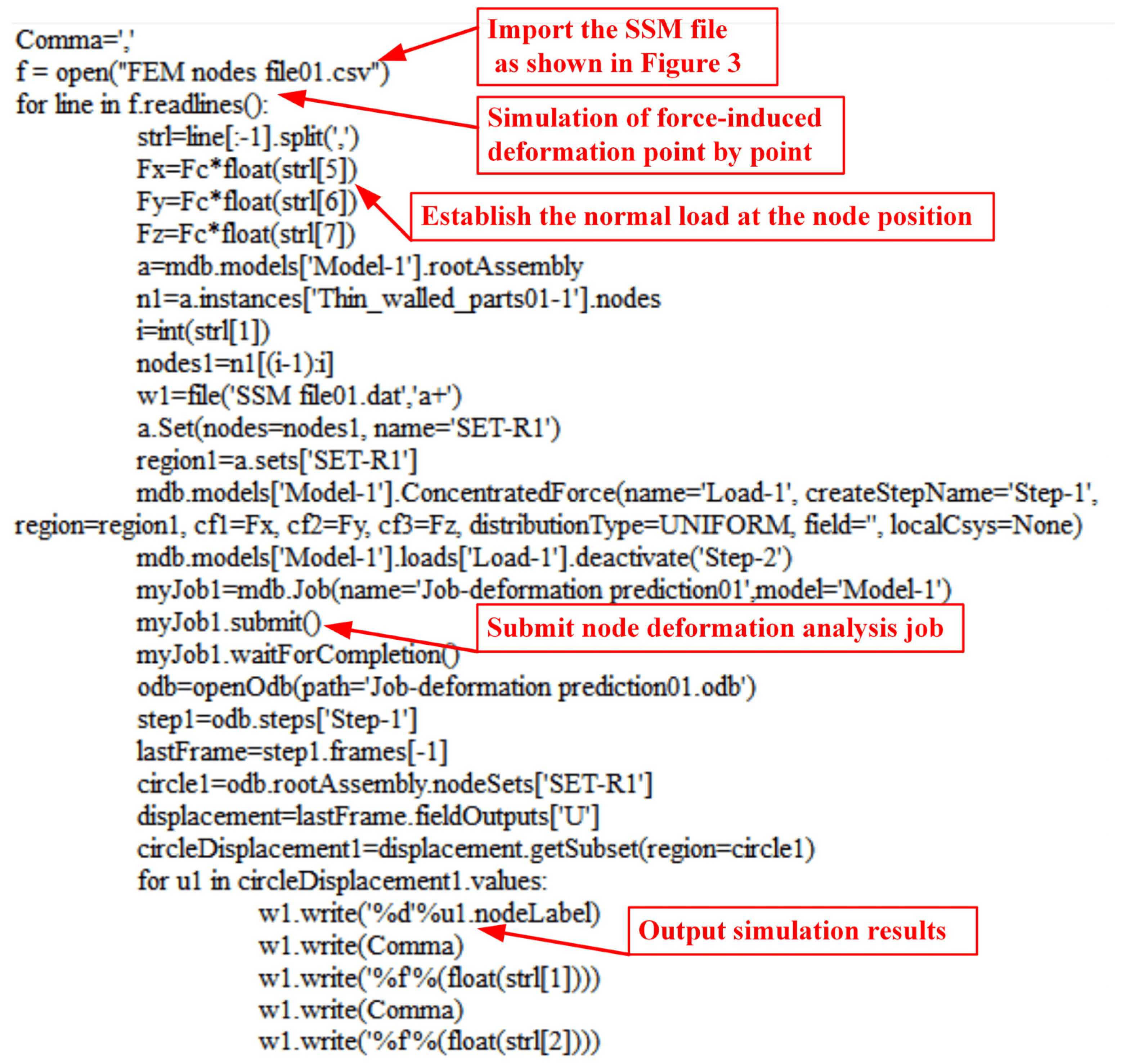
3.2. Structure and Composition of SSM
3.3. Cutting Force Estimation
3.4. Machining Deformation Prediction Considering Coupling between Force and Deformation
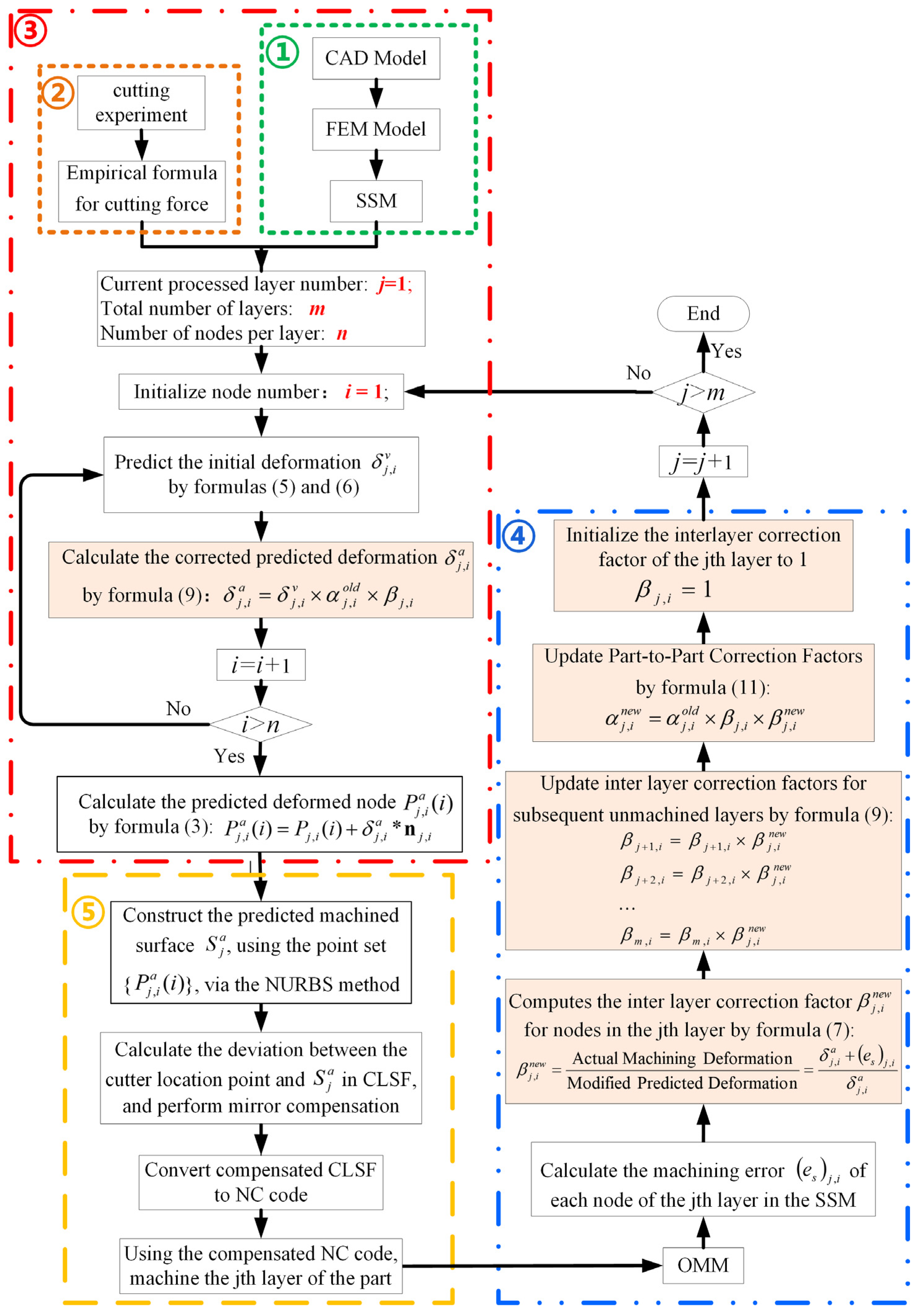
4. Iterative Optimization Compensation Method Based on OMM and SSM
4.1. SSM Iterative Optimization Based on OMM
4.2. Machining Deformation Compensation Based on the Optimized Stiffness Model
4.2.1. Machining of Long Straight Segment Trajectories
4.2.2. Error Calculation and Compensation Process of the Stiffness Model
5. Case Study
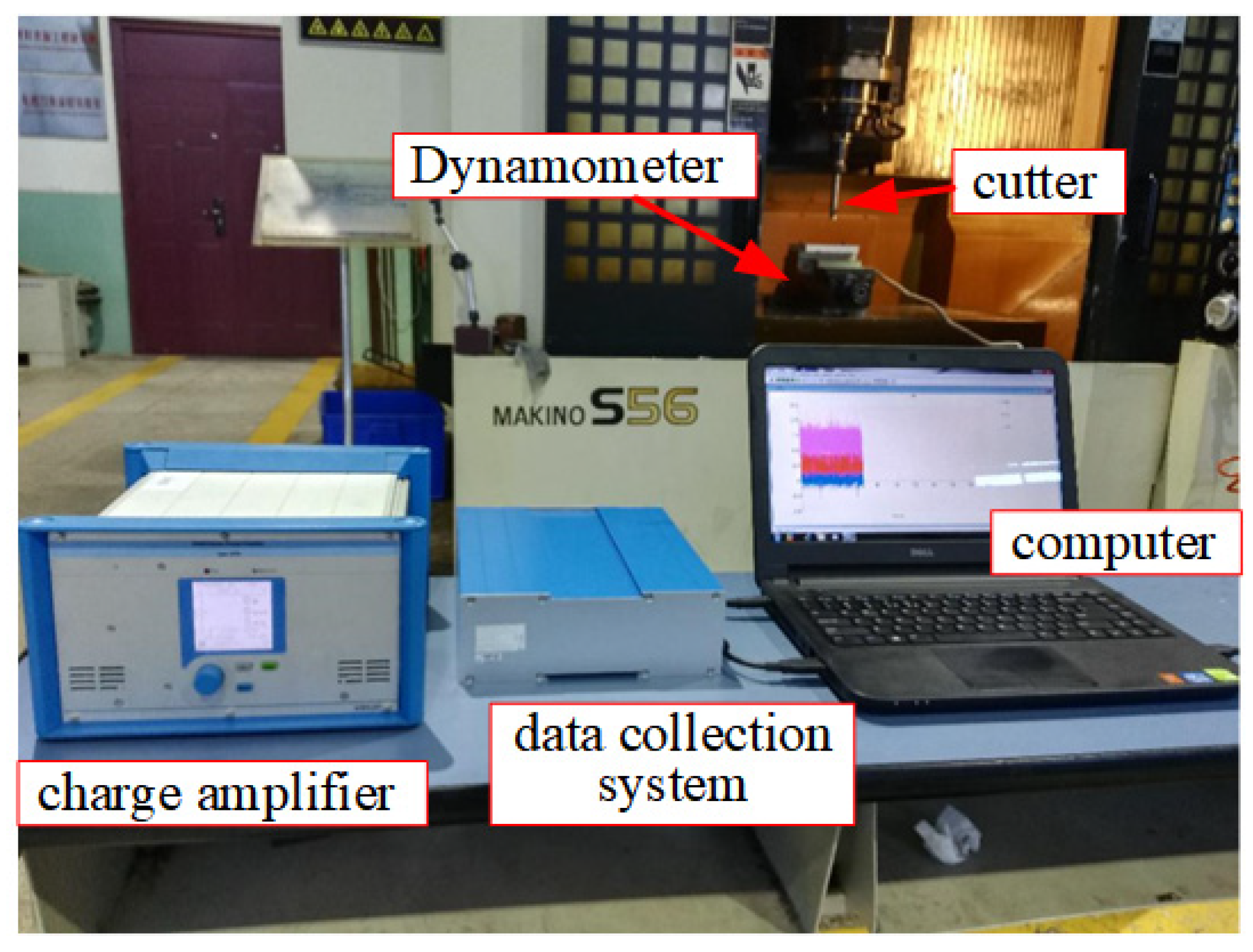
5.1. Experimental and Simulation Environment
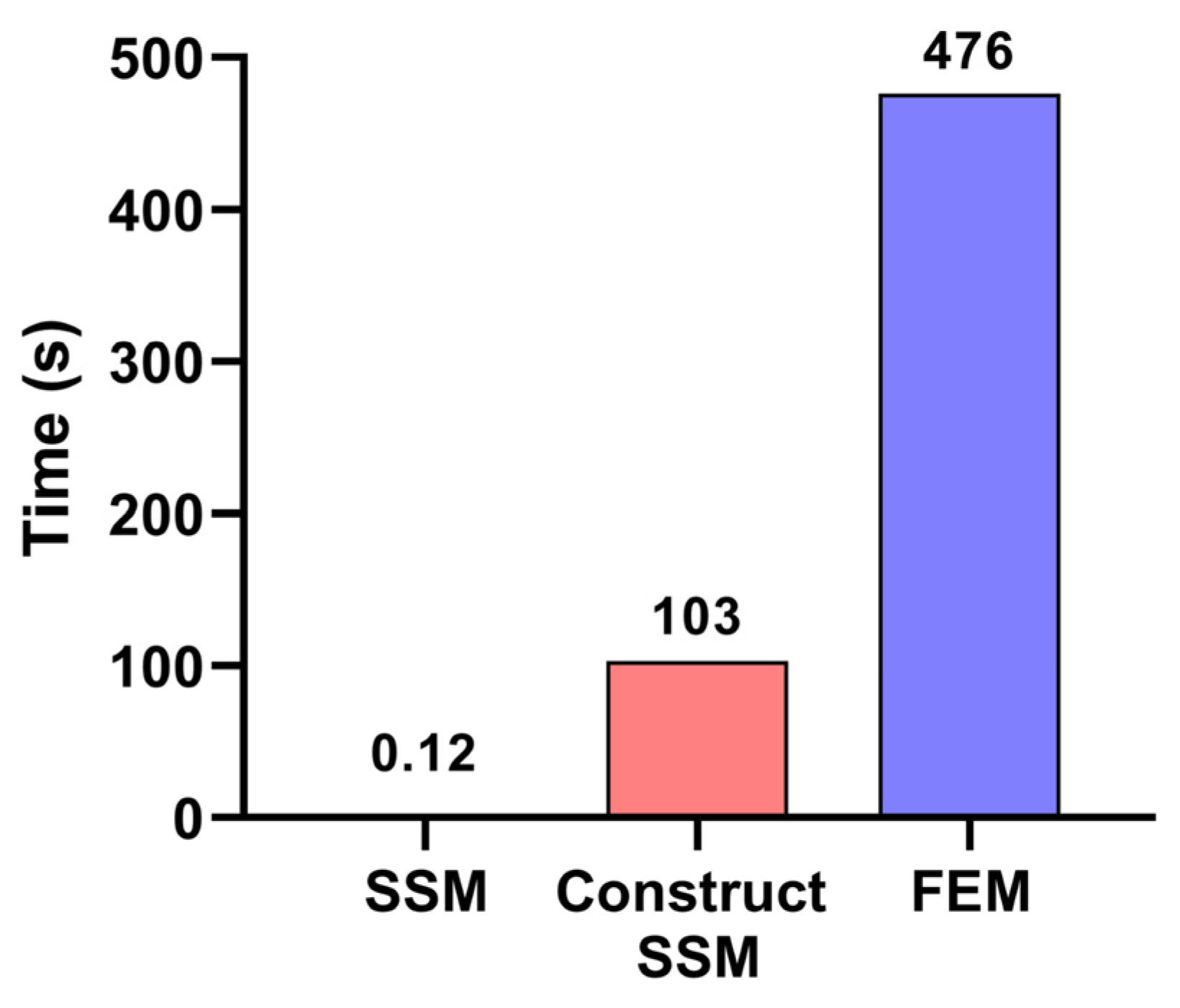
5.2. Comparison of Calculation Effects between SSM and Conventional FEM
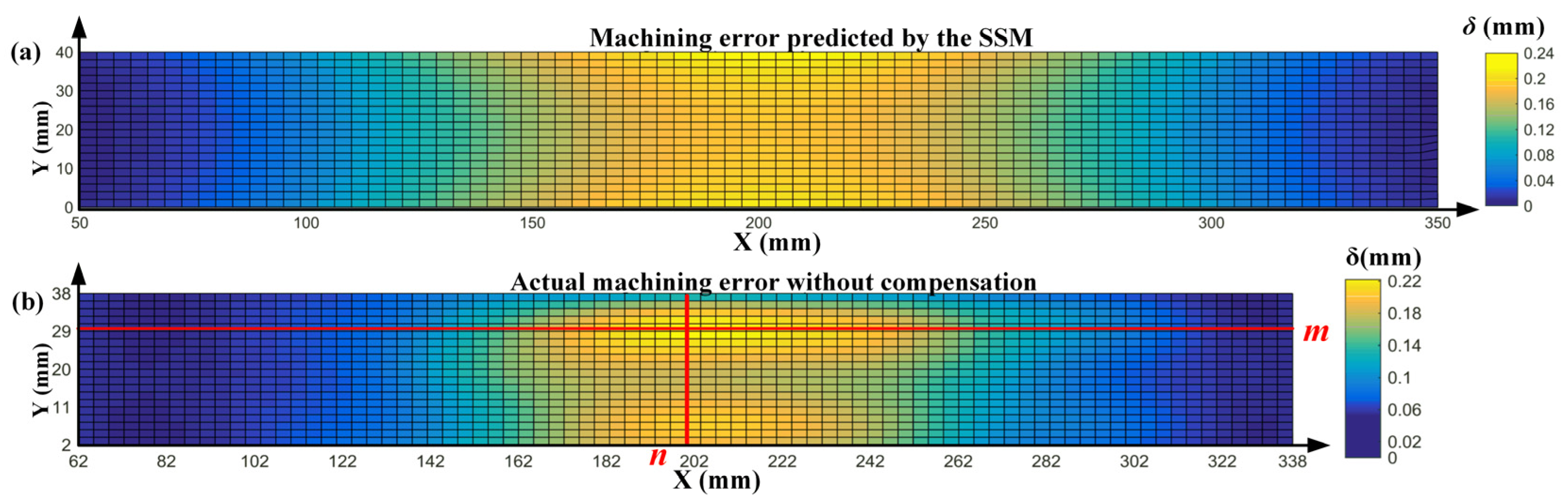
5.3. Verification of SSM Deformation Prediction Effect
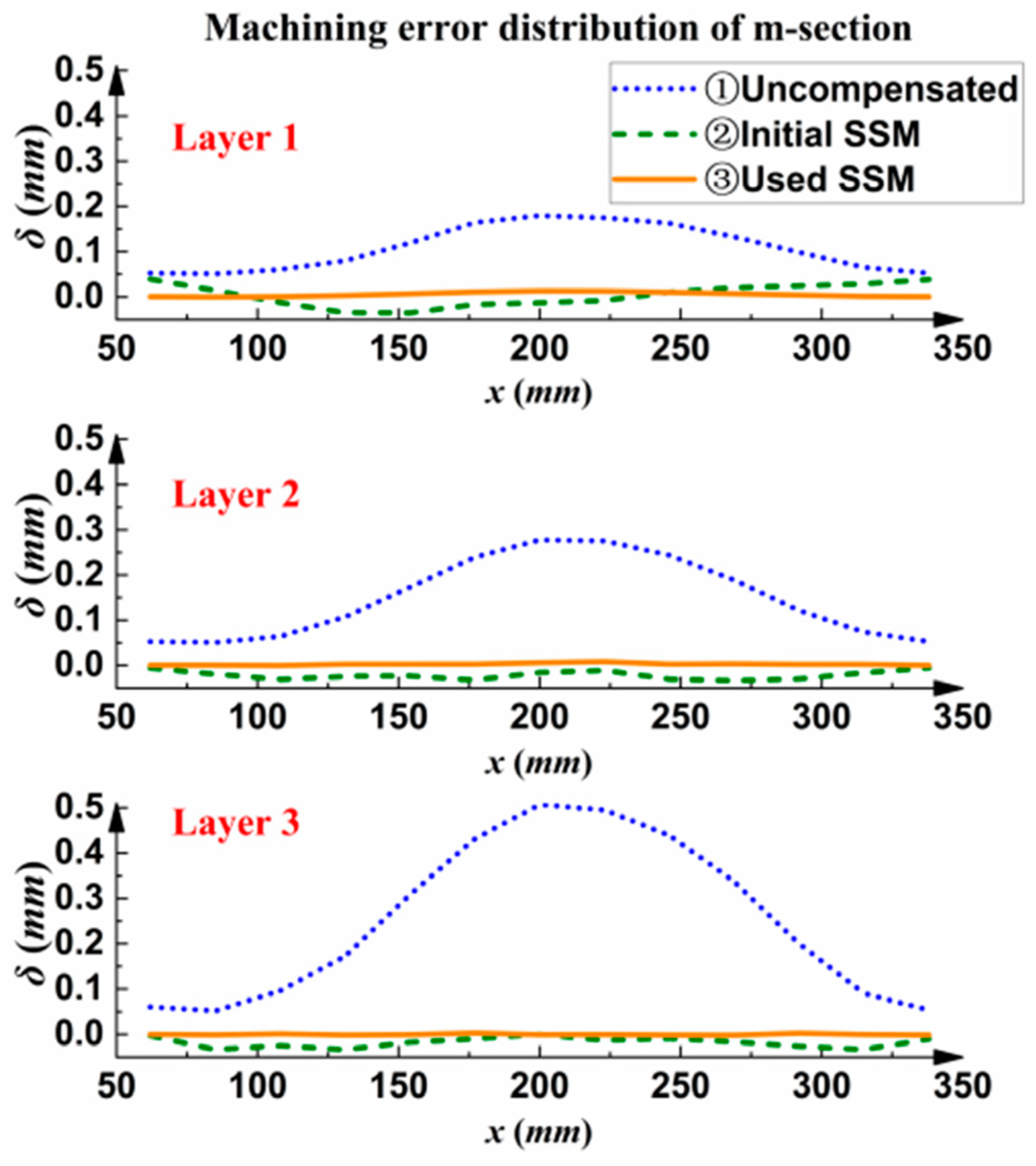
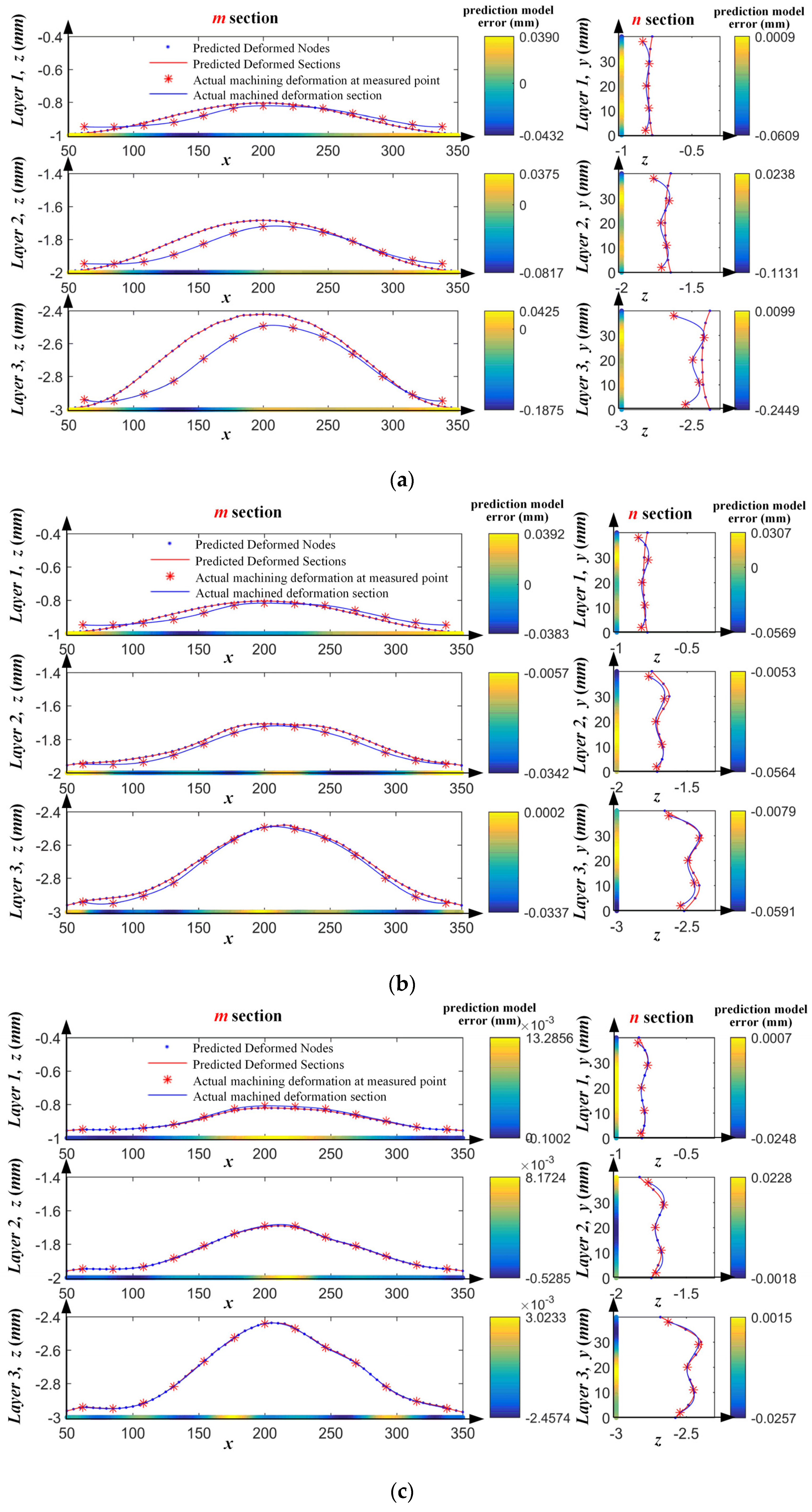
5.4. Validation of the Proposed Iterative Optimization Compensation Strategy
6. Conclusions
- (1)
- Compared to the pure FEM-based machining deformation prediction model, the proposed SSM model exhibits higher computational efficiency and flexibility while ensuring essentially the same prediction accuracy.
- (2)
- For the initially used SSM, iterative correction based on the interlayer correction coefficient βj,i can gradually improve the accuracy of compensation machining, The deviation of the prediction model that was iteratively optimized by OMM was reduced by 75.9%. Thus, the workpieces can finally meet the accuracy requirements, indicating that the proposed method can be used for the compensation of single parts.
- (3)
- For parts that are machined in batches, the iterative correction based on the inter-part correction coefficient αj,i can further improve the accuracy of compensation machining, which is 56.4% higher than that of SSM used for the first time. The utilization rate of machining error information is improved through the use of αj,i and βj,i.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ratchev, S.; Liu, S.; Huang, W.; Becker, A.A. An advanced FEA based force induced error compensation strategy in milling. Int. J. Mach. Tool Manuf. 2006, 46, 542–551. [Google Scholar] [CrossRef]
- Xi, X.; Cai, Y.; Wang, H.; Zhao, D. A prediction model of the cutting force-induced deformation while considering the removed material impact. Int. J. Adv. Manuf. Technol. 2022, 119, 1579–1594. [Google Scholar] [CrossRef]
- Tang, A.J.; Liu, Z.Q. Deformations of thin-walled plate due to static end milling force. J. Mater. Process. Technol. 2008, 206, 345–351. [Google Scholar] [CrossRef]
- Agarwal, A.; Desai, K.A. Modeling of flatness errors in end milling of thin-walled components. Proc. Inst. Mech. Eng. B 2021, 235, 543–554. [Google Scholar] [CrossRef]
- Ma, J.; Ye, T.; Wang, J.; Yan, H.; Liu, Y. Machining-path mapping from free-state to clamped-state for thin-walled parts. Proc. Inst. Mech. Eng. B 2022, 236, 1305–1316. [Google Scholar] [CrossRef]
- Li, Z.L.; Tuysuz, O.; Zhu, L.M.; Altintas, Y. Surface form error prediction in five-axis flank milling of thin-walled parts. Int. J. Mach. Tool Manuf. 2018, 128, 21–32. [Google Scholar] [CrossRef]
- Li, W.; Wang, L.; Yu, G. Force-induced deformation prediction and flexible error compensation strategy in flank milling of thin-walled parts. J. Mater. Process. Technol. 2021, 297, 117258. [Google Scholar] [CrossRef]
- Si, H.; Wang, L.P. Error compensation in the five-axis flank milling of thin-walled workpieces. Proc. Inst. Mech. Eng. B 2019, 233, 1224–1234. [Google Scholar] [CrossRef]
- Sun, H.; Peng, F.; Zhou, L.; Yan, R.; Zhao, S. A hybrid driven approach to integrate surrogate model and Bayesian framework for the prediction of machining errors of thin-walled parts. Int. J. Mech. Sci. 2021, 192, 106111. [Google Scholar] [CrossRef]
- Li, Y.; Cheng, X.; Ling, S.; Zheng, G.; He, L. Study on deformation and compensation for micromilling of thin walls. Int. J. Adv. Manuf. Technol. 2022, 120, 2537–2546. [Google Scholar] [CrossRef]
- Yang, Y.; Li, H.; Liao, Z.; Axinte, D.; Zhu, W.; Beaucamp, A. Controlling of compliant grinding for low-rigidity components. Int. J. Mach. Tool Manuf. 2020, 152, 103543. [Google Scholar] [CrossRef]
- Zhang, S.; Ji, Y.; Huang, N.; Mou, W.; Bi, Q.; Wang, Y. Integrated profile and thickness error compensation for curved part based on on-machine measurement. Robot. Comput. Integr. Manuf. 2023, 79, 102398. [Google Scholar] [CrossRef]
- Fan, W.; Zheng, L.; Ji, W.; Xu, X.; Wang, L.; Zhao, X. A data-driven machining error analysis method for finish machining of assembly interfaces of large-scale components. J. Manuf. Sci. Eng. 2021, 143, 041010. [Google Scholar] [CrossRef]
- Xiong, G.; Li, Z.L.; Ding, Y.; Zhu, L. A closed-loop error compensation method for robotic flank milling. Robot. Comput. Integr. Manuf. 2020, 63, 101928. [Google Scholar] [CrossRef]
- Ge, G.; Du, Z.; Feng, X.; Yang, J. An integrated error compensation method based on on-machine measurement for thin web parts machining. Precis. Eng. 2020, 63, 206–213. [Google Scholar] [CrossRef]
- Guiassa, R.; Mayer, J.R.R. Predictive compliance based model for compensation in multi-pass milling by on-machine probing. CIRP Ann. 2011, 60, 391–394. [Google Scholar] [CrossRef]
- Zhao, X.; Zheng, L.; Zhang, Y. Online first-order machining error compensation for thin-walled parts considering time-varying cutting condition. J. Manuf. Sci. Eng. 2022, 144, 021006. [Google Scholar] [CrossRef]
- Ge, G.; Xiao, Y.; Feng, X.; Du, Z. An efficient prediction method for the dynamic deformation of thin-walled parts in flank milling. Comput.-Aided Des. 2022, 152, 103401. [Google Scholar] [CrossRef]
- Maćkowiak, A.; Kostrzewski, M.; Bugała, A.; Chamier-Gliszczyński, N.; Bugała, D.; Jajczyk, J.; Nowak, K. Investigation into the Flow of Gas-Solids during Dry Dust Collectors Exploitation, as Applied in Domestic Energy Facilities–Numerical Analyses. Eksploat. I Niezawodn. 2023, 25, 4. [Google Scholar] [CrossRef]
- Fei, J.; Xu, F.; Lin, B.; Huang, T. State of the art in milling process of the flexible workpiece. Int. J. Adv. Manuf. Technol. 2020, 109, 1695–1725. [Google Scholar] [CrossRef]
- Budak, E.; Altintas, Y.; Armarego, E.J.A. Prediction of Milling Force Coefficients From Orthogonal Cutting Data. J. Manuf. Sci. Eng. 1996, 118, 216224. [Google Scholar] [CrossRef]
- Kiran, K.; Kayacan, M.C. Cutting force modeling and accurate measurement in milling of flexible workpieces. Mech. Sys. Signal. Process. 2019, 133, 106284. [Google Scholar] [CrossRef]
- Chen, W.; Xue, J.; Tang, D.; Chen, H.; Qu, S. Deformation prediction and error compensation in multilayer milling processes for thin-walled parts. Int. J. Mach. Tool Manuf. 2009, 49, 859–864. [Google Scholar] [CrossRef]
- Wu, L.; Wang, A.M.; Xing, W.H.; Wang, K. Adaptive sampling method for thin-walled parts based on on-machine measurement. Int. J. Adv. Manuf. Technol. 2022, 122, 2577–2592. [Google Scholar] [CrossRef]
- Gao, W.; Haitjema, H.; Fang, F.Z.; Leach, R.K.; Cheung, C.F.; Savio, E.; Linares, J.M. On-machine and in-process surface metrology for precision manufacturing. CIRP Ann. 2019, 68, 843–866. [Google Scholar] [CrossRef]
- Piegl, L.; Tiller, W. The NURBS Book; Springer Science and Business Media: New York, NY, USA, 2012. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Young’s Modulus (GPa) | Poisson’s Ratio | Density (kg/m3) |
|---|---|---|---|
| AL6061 | 70 | 0.33 | 2.75 × 103 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, L.; Wang, A.; Wang, K.; Xing, W.; Xu, B.; Zhang, J.; Yu, Y. Adaptive Optimization Method for Prediction and Compensation of Thin-Walled Parts Machining Deformation Based on On-Machine Measurement. Sensors 2024, 24, 613. https://doi.org/10.3390/s24020613
Wu L, Wang A, Wang K, Xing W, Xu B, Zhang J, Yu Y. Adaptive Optimization Method for Prediction and Compensation of Thin-Walled Parts Machining Deformation Based on On-Machine Measurement. Sensors. 2024; 24(2):613. https://doi.org/10.3390/s24020613
Chicago/Turabian StyleWu, Long, Aimin Wang, Kang Wang, Wenhao Xing, Baode Xu, Jiayu Zhang, and Yuan Yu. 2024. "Adaptive Optimization Method for Prediction and Compensation of Thin-Walled Parts Machining Deformation Based on On-Machine Measurement" Sensors 24, no. 2: 613. https://doi.org/10.3390/s24020613
APA StyleWu, L., Wang, A., Wang, K., Xing, W., Xu, B., Zhang, J., & Yu, Y. (2024). Adaptive Optimization Method for Prediction and Compensation of Thin-Walled Parts Machining Deformation Based on On-Machine Measurement. Sensors, 24(2), 613. https://doi.org/10.3390/s24020613