
Influence of the Degree of Fruitiness on the Quality Assessment of Virgin Olive Oils Using Electronic Nose Technology
 , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Olive Oil Pure Samples
2.2. Olive Oil Mixtures and Dilutions
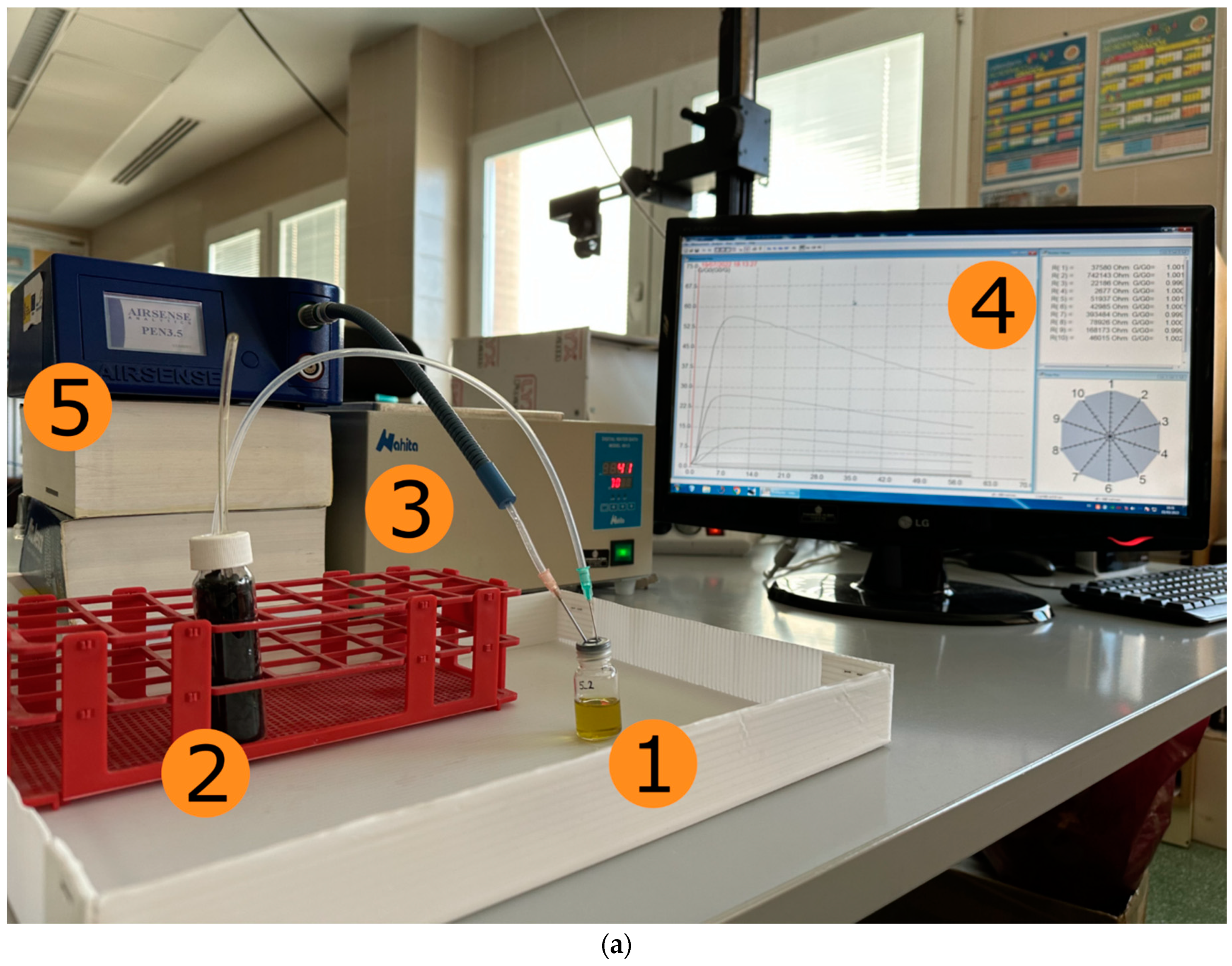
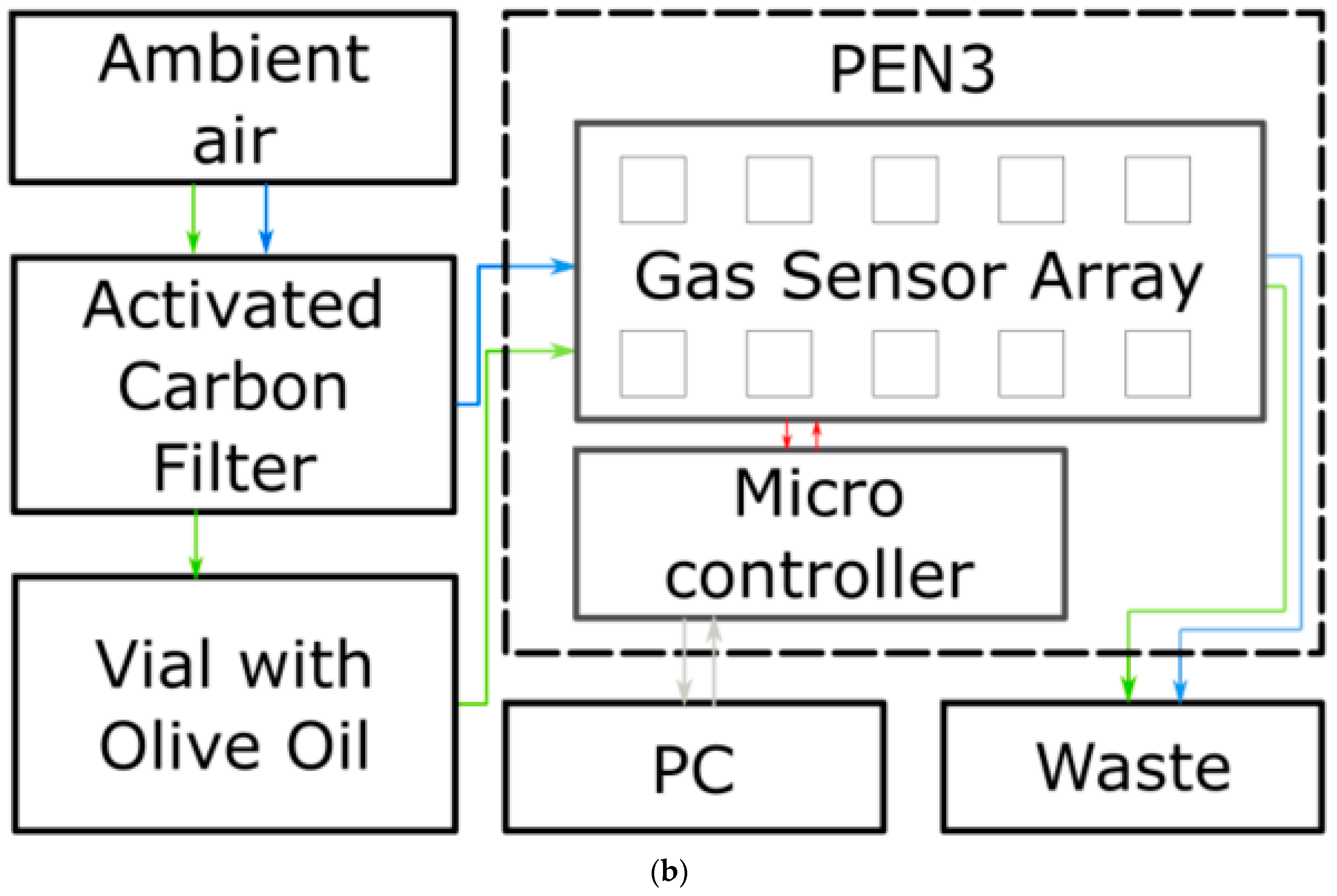
2.3. Instrumentation and Working Conditions
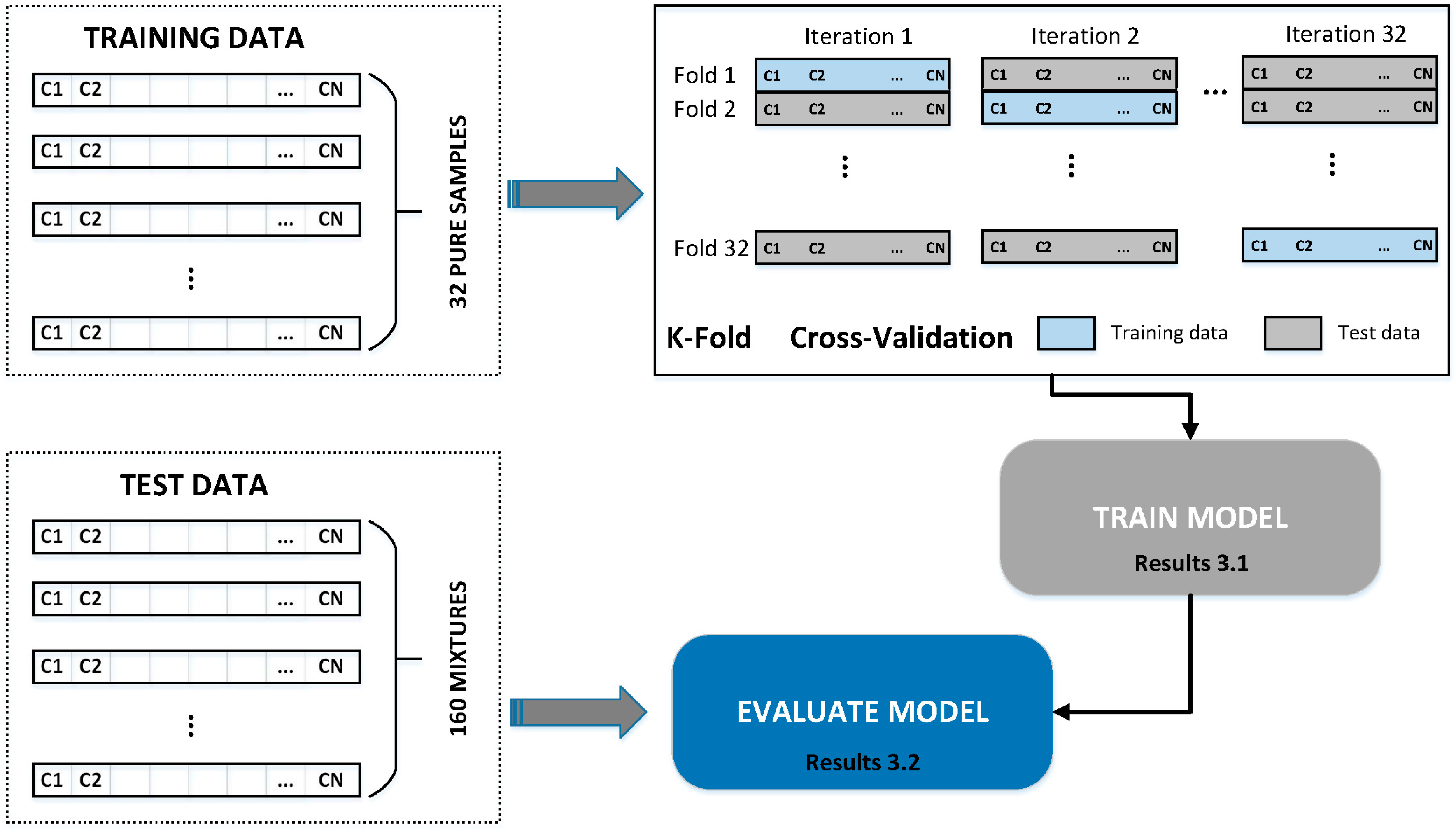
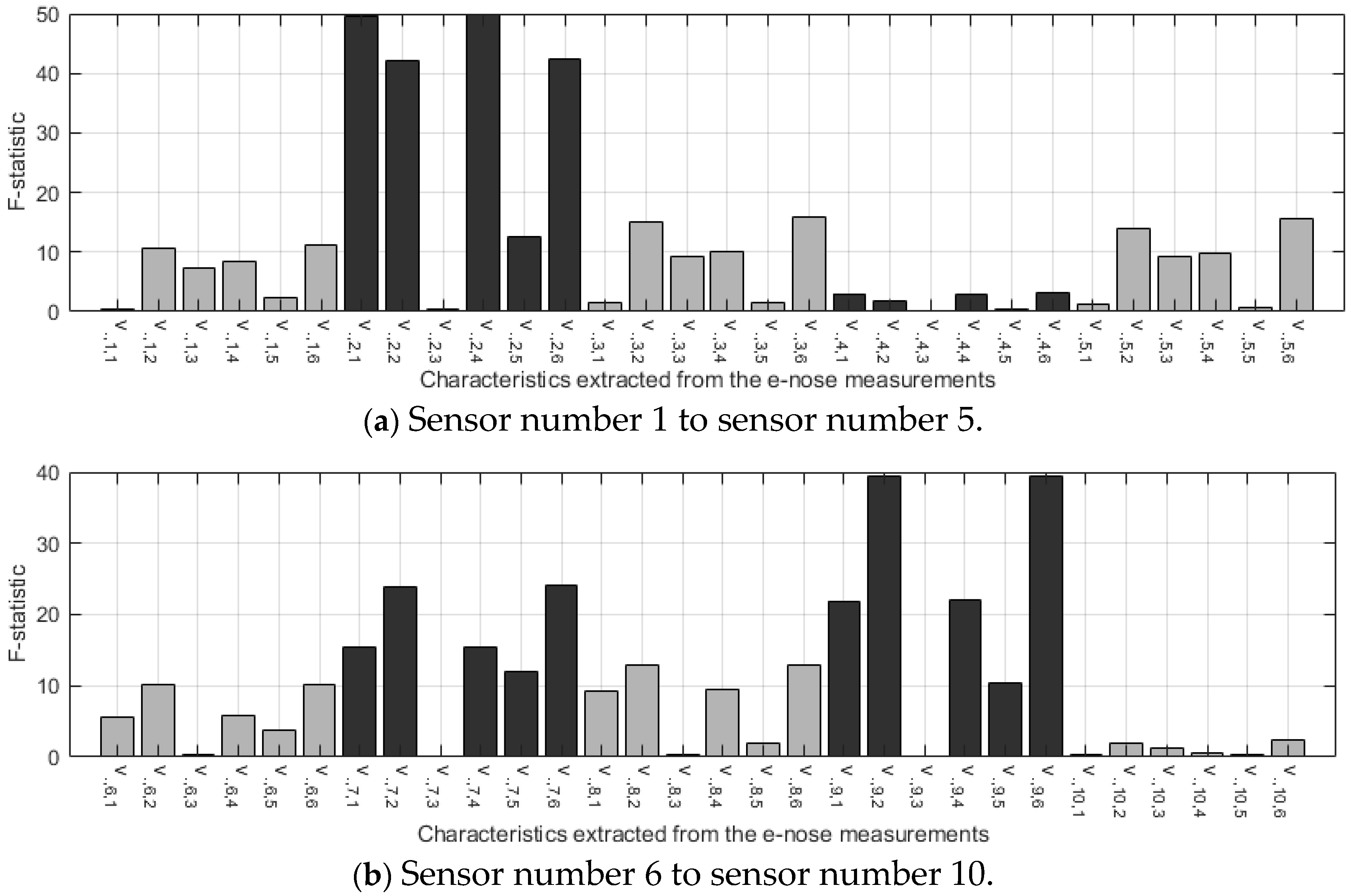
2.4. Data Analysis
3. Results and Discussion
3.1. Quality Assessment of Pure Samples
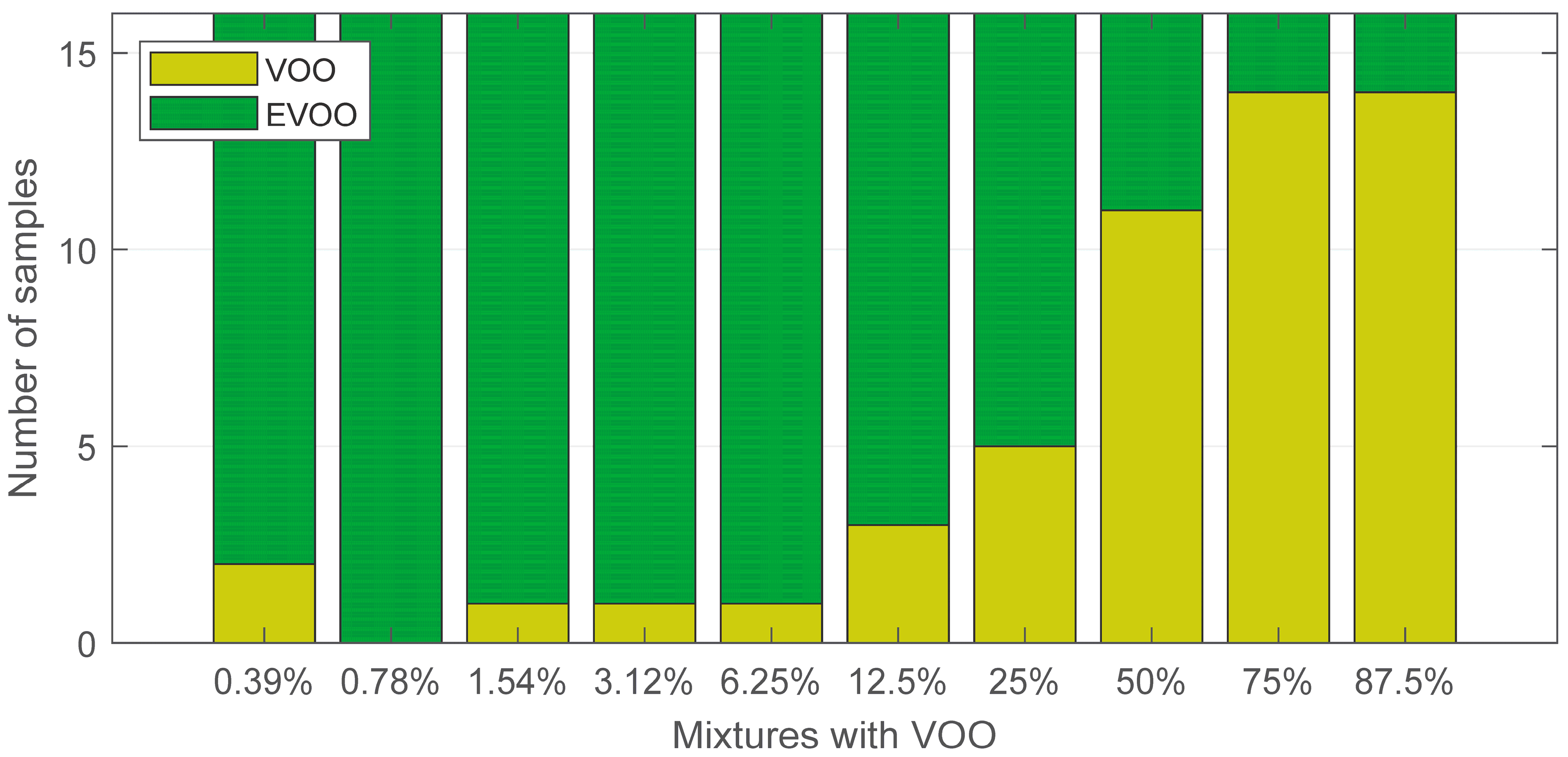
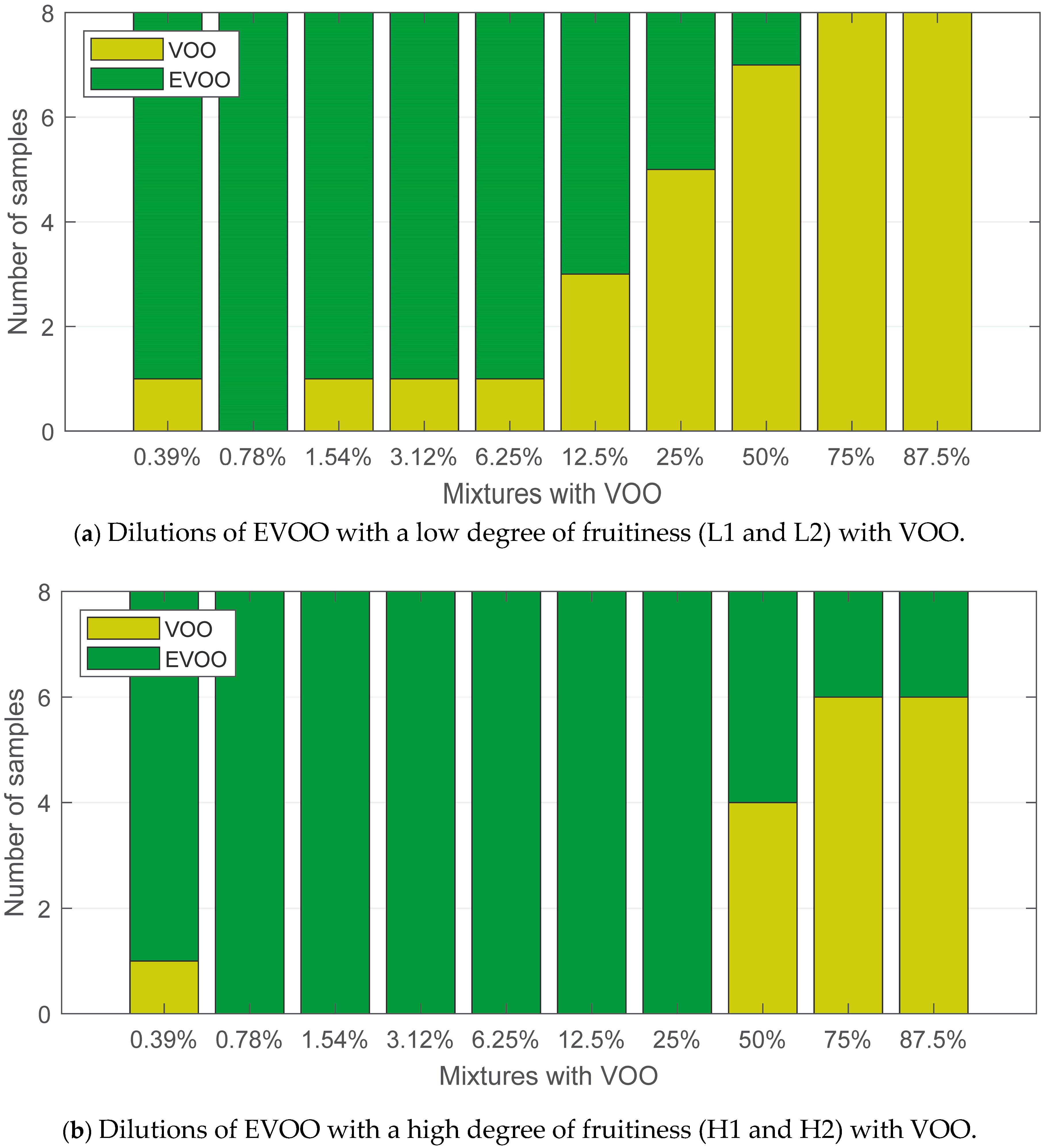
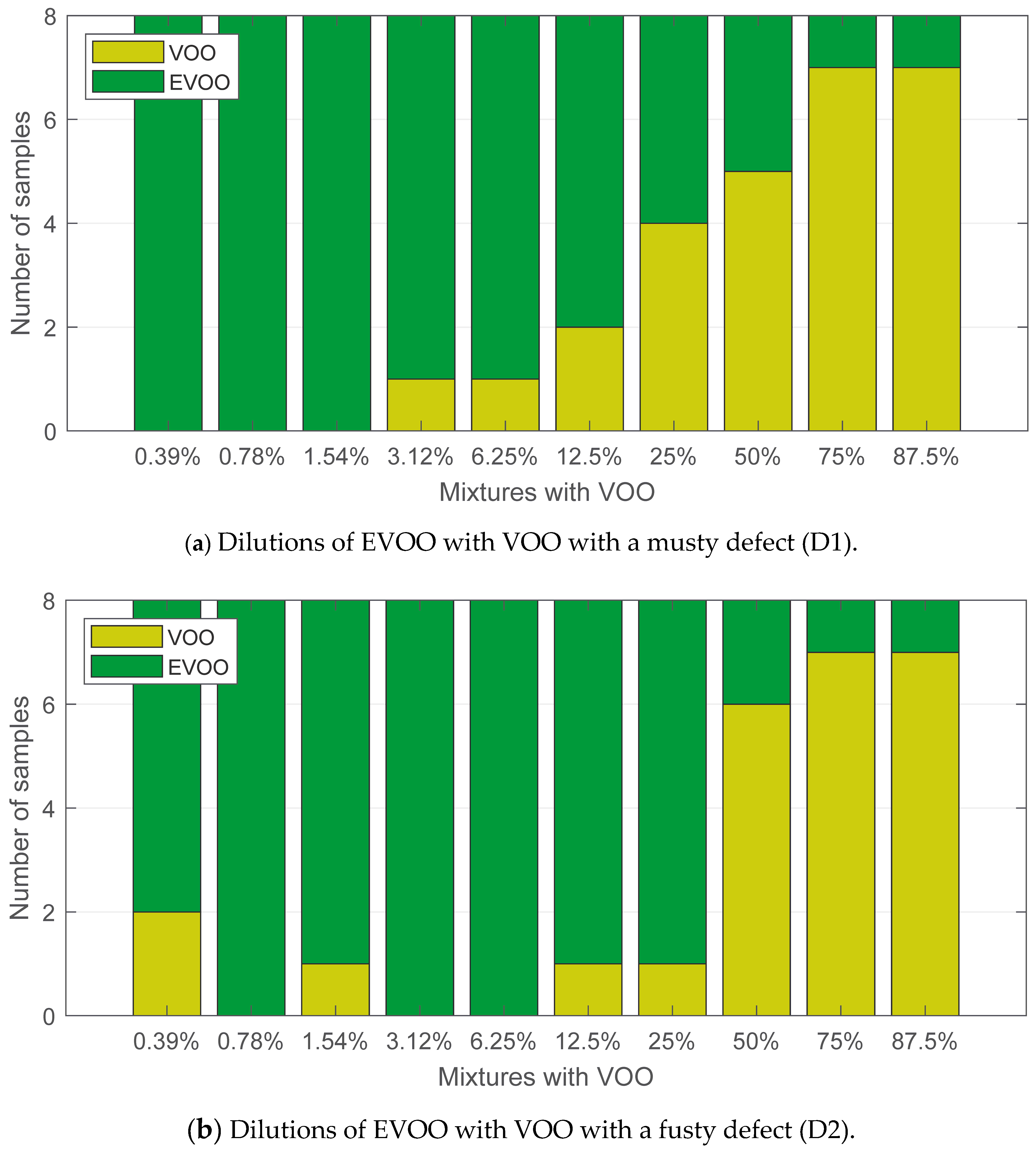
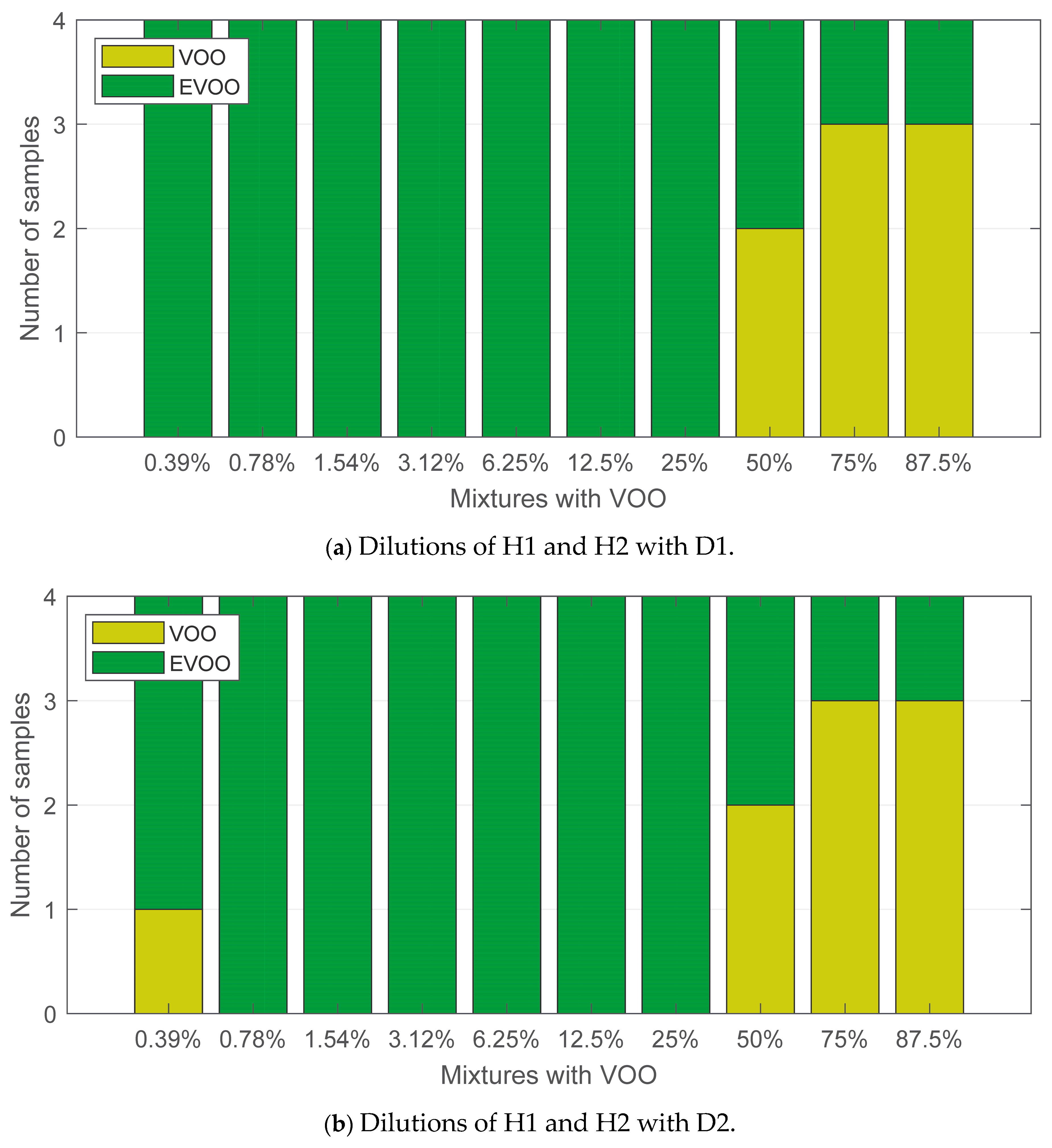
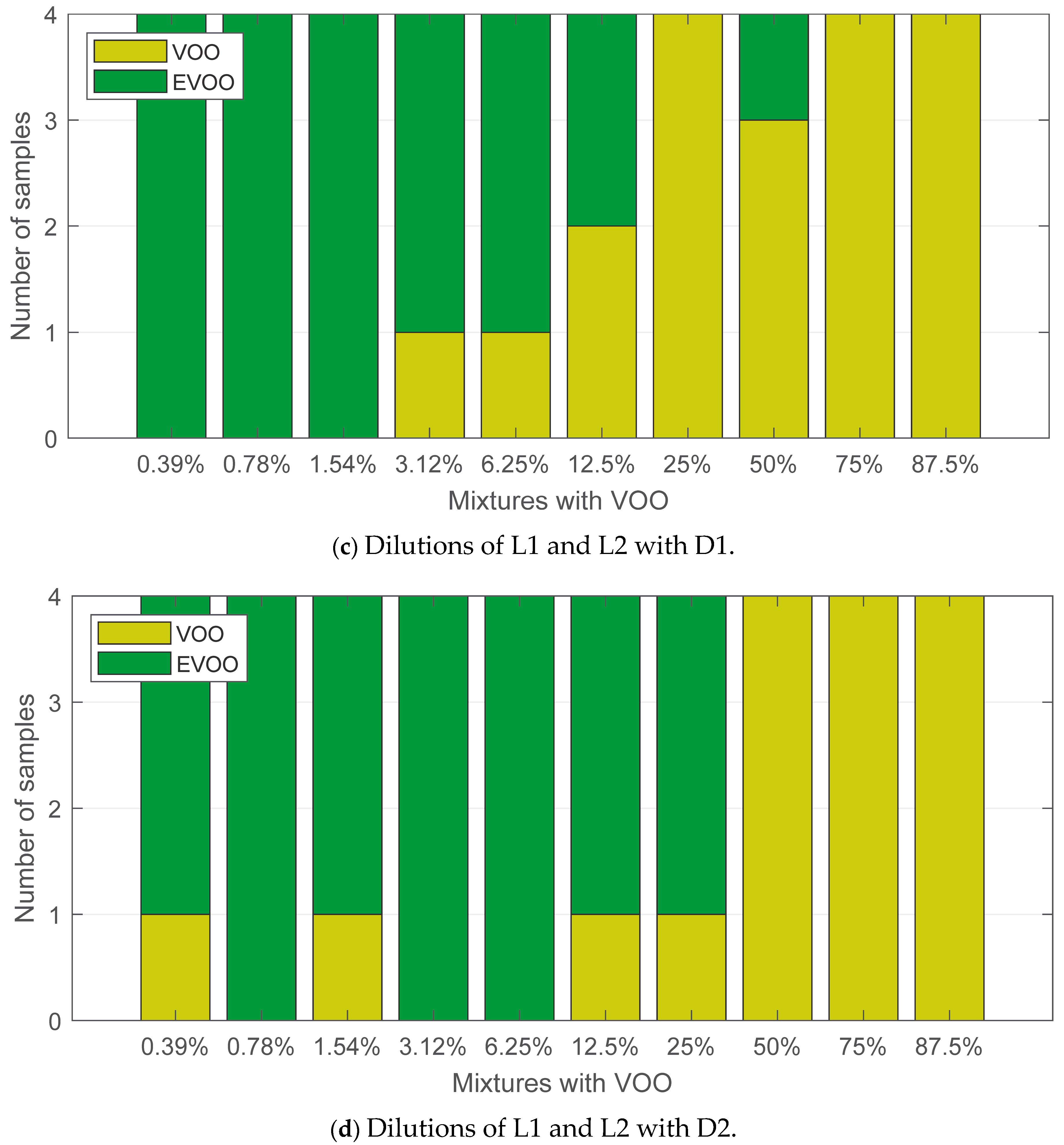
3.2. Detection and Quantification of Olive Oil Dilutions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kaufman-Shriqui, V.; Navarro, D.A.; Salem, H.; Boaz, M. Mediterranean Diet and Health–A Narrative Review. Funct. Foods Health Dis. 2022, 12, 479–487. [Google Scholar] [CrossRef]
- Ríos-Reina, R.; Aparicio-Ruiz, R.; Morales, M.T.; García-González, D.L. Contribution of Specific Volatile Markers to Green and Ripe Fruity Attributes in Extra Virgin Olive Oils Studied with Three Analytical Methods. Food Chem. 2022, 399, 133942. [Google Scholar] [CrossRef] [PubMed]
- Navarro, J.S.; Satorres, S.M.; Martínez, D.M.G.; Gómez, J.O.; Gámez, J.G. Fast and Reliable Determination of Virgin Olive Oil Quality by Fruit Inspection Using Computer Vision. Sensors 2018, 18, 3826. [Google Scholar] [CrossRef]
- Sanmartin, C.; Taglieri, I.; Macaluso, M.; Sgherri, C.; Ascrizzi, R.; Flamini, G.; Venturi, F.; Quartacci, M.F.; Luro, F.; Curk, F.; et al. Cold-Pressing Olive Oil in the Presence of Cryomacerated Leaves of Olea or Citrus: Nutraceutical and Sensorial Features. Molecules 2019, 24, 2625. [Google Scholar] [CrossRef]
- Satorres, S.; Illana Rico, S.; Cano Marchal, P.; Martínez Gila, D.M.; Gómez Ortega, J. Zero Defect Manufacturing in the Food Industry: Virgin Olive Oil Production. Appl. Sci. 2022, 12, 5184. [Google Scholar] [CrossRef]
- Kalua, C.M.; Allen, M.S.; Bedgood, D.R.; Bishop, A.G.; Prenzler, P.D.; Robards, K. Olive Oil Volatile Compounds, Flavour Development and Quality: A Critical Review. Food Chem. 2007, 100, 273–286. [Google Scholar] [CrossRef]
- Conte, L.; Bendini, A.; Valli, E.; Lucci, P.; Moret, S.; Maquet, A.; Lacoste, F.; Brereton, P.; García-González, D.L.; Moreda, W.; et al. Olive Oil Quality and Authenticity: A Review of Current EU Legislation, Standards, Relevant Methods of Analyses, Their Drawbacks and Recommendations for the Future. Trends Food Sci. Technol. 2020, 105, 483–493. [Google Scholar] [CrossRef]
- Escuderos, M.E.; García, M.; Jiménez, A.; Horrillo, M.C. Edible and Non-Edible Olive Oils Discrimination by the Application of a Sensory Olfactory System Based on Tin Dioxide Sensors. Food Chem. 2013, 136, 1154–1159. [Google Scholar] [CrossRef] [PubMed]
- Cosio, M.S.; Romano, A.; Scampicchio, M. Olive Oil and Electronic Nose; Elsevier Inc.: Amsterdam, The Netherlands, 2016; ISBN 9780128002438. [Google Scholar]
- Modesti, M.; Tonacci, A.; Sansone, F.; Billeci, L.; Bellincontro, A.; Cacopardo, G.; Sanmartin, C.; Taglieri, I.; Venturi, F. E-Senses, Panel Tests and Wearable Sensors: A Teamwork for Food Quality Assessment and Prediction of Consumer’s Choices. Chemosensors 2022, 10, 244. [Google Scholar] [CrossRef]
- Xu, L.; Yu, X.; Liu, L.; Zhang, R. A Novel Method for Qualitative Analysis of Edible Oil Oxidation Using an Electronic Nose. Food Chem. 2016, 202, 229–235. [Google Scholar] [CrossRef]
- Sun, H.; Hua, Z.; Yin, C.; Li, F.; Shi, Y. Geographical Traceability of Soybean: An Electronic Nose Coupled with an Effective Deep Learning Method. Food Chem. 2024, 440, 138207. [Google Scholar] [CrossRef] [PubMed]
- Rahimzadeh, H.; Sadeghi, M.; Mireei, S.A.; Ghasemi-Varnamkhasti, M. Unsupervised Modelling of Rice Aroma Change during Ageing Based on Electronic Nose Coupled with Bio-Inspired Algorithms. Biosyst. Eng. 2022, 216, 132–146. [Google Scholar] [CrossRef]
- Martínez Gila, D.M.; Sanmartin, C.; Navarro Soto, J.; Mencarelli, F.; Gómez Ortega, J.; Gámez García, J. Classification of Olive Fruits and Oils Based on Their Fatty Acid Ethyl Esters Content Using Electronic Nose Technology. J. Food Meas. Charact. 2021, 15, 5427–5438. [Google Scholar] [CrossRef]
- Buratti, S.; Malegori, C.; Benedetti, S.; Oliveri, P.; Giovanelli, G. E-Nose, e-Tongue and e-Eye for Edible Olive Oil Characterization and Shelf Life Assessment: A Powerful Data Fusion Approach. Talanta 2018, 182, 131–141. [Google Scholar] [CrossRef]
- Harzalli, U.; Rodrigues, N.; Veloso, A.C.A.; Dias, L.G.; Pereira, J.A.; Oueslati, S.; Peres, A.M. A Taste Sensor Device for Unmasking Admixing of Rancid or Winey-Vinegary Olive Oil to Extra Virgin Olive Oil. Comput. Electron. Agric. 2018, 144, 222–231. [Google Scholar] [CrossRef]
- Kishimoto, N. Identification of Specific Odour Markers in Oil from Diseased Olive Fruits Using an Electronic Nose. Chem. Eng. Trans. 2018, 68, 301–306. [Google Scholar]
- Oates, M.J.; Fox, P.; Sanchez-Rodriguez, L.; Carbonell-Barrachina, Á.A.; Ruiz-Canales, A. DFT Based Classification of Olive Oil Type Using a Sinusoidally Heated, Low Cost Electronic Nose. Comput. Electron. Agric. 2018, 155, 348–358. [Google Scholar] [CrossRef]
- Borràs, E.; Ferré, J.; Boqué, R.; Mestres, M.; Aceña, L.; Calvo, A.; Busto, O. Prediction of Olive Oil Sensory Descriptors Using Instrumental Data Fusion and Partial Least Squares (PLS) Regression. Talanta 2016, 155, 116–123. [Google Scholar] [CrossRef]
- Martínez Gila, D.M.; Gámez García, J.; Bellincontro, A.; Mencarelli, F.; Gómez Ortega, J. Fast Tool Based on Electronic Nose to Predict Olive Fruit Quality after Harvest. Postharvest Biol. Technol. 2019, 160, 111058. [Google Scholar] [CrossRef]
- Cano, M.; Roales, J.; Castillero, P.; Mendoza, P.; Calero, A.M.; Jiménez-Ot, C.; Pedrosa, J.M. Improving the Training and Data Processing of an Electronic Olfactory System for the Classification of Virgin Olive Oil into Quality Categories. Sens. Actuators B Chem. 2011, 160, 916–922. [Google Scholar] [CrossRef]
- García-González, D.; Aparicio, R. Detection of Defective Virgin Olive Oils by Metal-Oxide Sensors. Eur. Food Res. Technol. 2002, 215, 118–123. [Google Scholar] [CrossRef]
- Lerma-García, M.J.; Cerretani, L.; Cevoli, C.; Simó-Alfonso, E.F.; Bendini, A.; Toschi, T.G. Use of Electronic Nose to Determine Defect Percentage in Oils. Comparison with Sensory Panel Results. Sens. Actuators B Chem. 2010, 147, 283–289. [Google Scholar] [CrossRef]
- Angerosa, F. Sensory Quality of Olives Oils. In Handbook of Olive Oil: Analysis and Properties; Hardwood, J., Aparicio, R., Eds.; Aspen Publichers Inc.: Gaithersburg, MD, USA, 2000; pp. 355–392. ISBN 0-83421633-7. [Google Scholar]
- Cano Marchal, P.; Sanmartin, C.; Satorres Martínez, S.; Gómez Ortega, J.; Mencarelli, F.; Gamez García, J. Prediction of Fruity Aroma Intensity and Defect Presence in Virgin Olive Oil Using an Electronic Nose. Sensors 2021, 21, 2298. [Google Scholar] [CrossRef] [PubMed]
- Teixeira, G.G.; Dias, L.G.; Rodrigues, N.; Marx, I.M.G.; Ana, C.; Veloso, A.; Pereira, A. Talanta Application of a Lab-Made Electronic Nose for Extra Virgin Olive Oils Commercial Classification According to the Perceived Fruitiness Intensity. Talanta 2021, 226, 122122. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Yu, X.; Xu, L.; Gao, J.M. Novel Method for the Producing Area Identification of Zhongning Goji Berries by Electronic Nose. Food Chem. 2017, 221, 1113–1119. [Google Scholar] [CrossRef]
- Qiu, S.; Wang, J.; Du, D. Assessment of High Pressure Processed Mandarin Juice in the Headspace by Using Electronic Nose and Chemometric Analysis. Innov. Food Sci. Emerg. Technol. 2017, 42, 33–41. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Quality | Code | Fruitiness Level | Defect Level | Type of Defect |
|---|---|---|---|---|
| EVOO | H1 | 5.7 | - | - |
| EVOO | H2 | 5.6 | - | - |
| EVOO | L1 | 3.3 | - | - |
| EVOO | L2 | 3.2 | - | - |
| VOO | D1 | 2.4 | 2.5 | Musty–Mouldy |
| VOO | D2 | 2.4 | 2.4 | Fusty–Muddy |
| EVOO | |||||
|---|---|---|---|---|---|
| H1 | H2 | L1 | L2 | ||
| VOO | D1 | H1D1 | H2D1 | L1D1 | L2D1 |
| D2 | H1D2 | H2D2 | L1D2 | L2D2 | |
| Identifier | Proportion | Result | |
|---|---|---|---|
| VOO | EVOO | ||
| S1 | 2.5 g EVOO + 2.5 g VOO | 50% | 50% |
| S2 | 2.5 g S1 + 2.5 g EVOO | 25% | 75% |
| S3 | 2.5 g S2 + 2.5 g EVOO | 12.5% | 87.5% |
| S4 | 2.5 g S3 + 2.5 g EVOO | 6.25% | 93.75% |
| S5 | 2.5 g S4 + 2.5 g EVOO | 3.12% | 96.88% |
| S6 | 2.5 g S5 + 2.5 g EVOO | 1.56% | 98.44% |
| S7 | 2.5 g S6 + 2.5 g EVOO | 0.78% | 99.22% |
| S8 | 2.5 g S7 + 2.5 g EVOO | 0.39% | 99.61% |
| S9 | 2.5 g S1 + 2.5 g VOO | 75% | 25% |
| S10 | 2.5 g S9 + 2.5 g VOO | 87.5% | 12.5% |
| S11 | 5 g EVOO | 0% | 100% |
| S12 | 5 g VOO | 100% | 0% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Navarro Soto, J.P.; Rico, S.I.; Martínez Gila, D.M.; Satorres Martínez, S. Influence of the Degree of Fruitiness on the Quality Assessment of Virgin Olive Oils Using Electronic Nose Technology. Sensors 2024, 24, 2565. https://doi.org/10.3390/s24082565
Navarro Soto JP, Rico SI, Martínez Gila DM, Satorres Martínez S. Influence of the Degree of Fruitiness on the Quality Assessment of Virgin Olive Oils Using Electronic Nose Technology. Sensors. 2024; 24(8):2565. https://doi.org/10.3390/s24082565
Chicago/Turabian StyleNavarro Soto, Javiera P., Sergio Illana Rico, Diego M. Martínez Gila, and Silvia Satorres Martínez. 2024. "Influence of the Degree of Fruitiness on the Quality Assessment of Virgin Olive Oils Using Electronic Nose Technology" Sensors 24, no. 8: 2565. https://doi.org/10.3390/s24082565
APA StyleNavarro Soto, J. P., Rico, S. I., Martínez Gila, D. M., & Satorres Martínez, S. (2024). Influence of the Degree of Fruitiness on the Quality Assessment of Virgin Olive Oils Using Electronic Nose Technology. Sensors, 24(8), 2565. https://doi.org/10.3390/s24082565