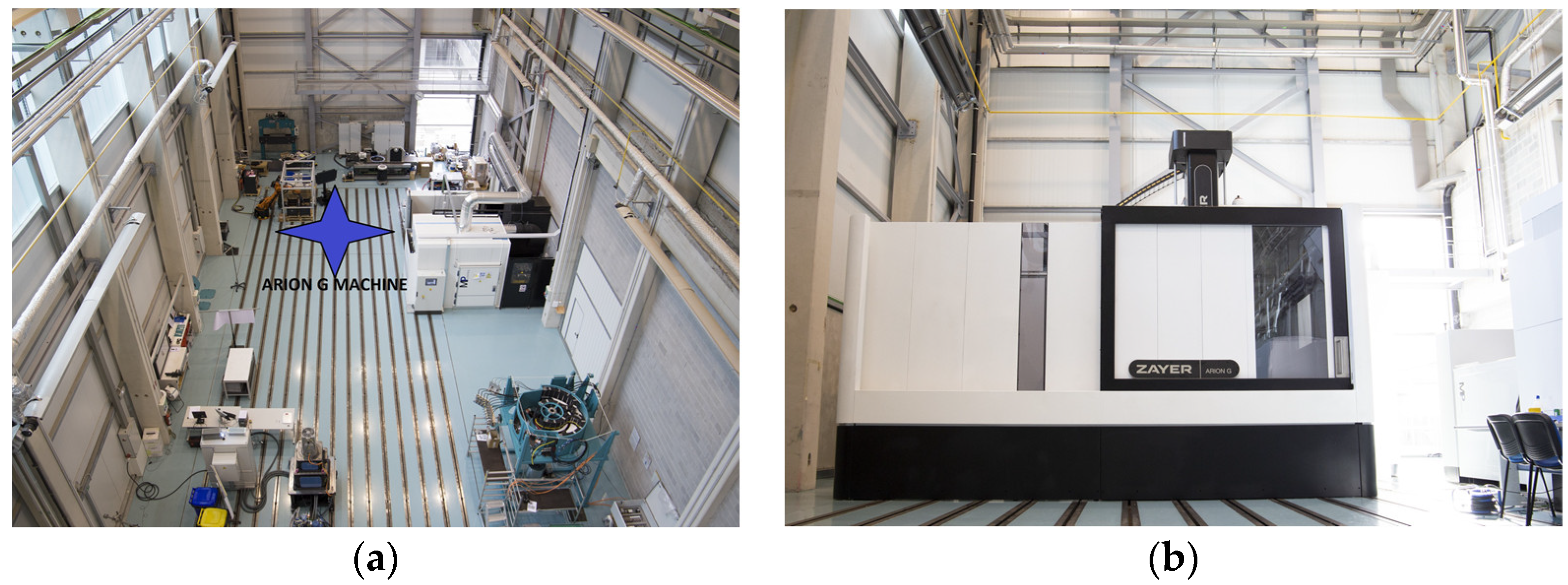
This research seeks to validate the MIIM method for quantifying the impact of ambient temperature variations on large-scale MTs. An extensive experimental investigation was conducted using a ZAYER ARION G™ MT across a variety of ambient temperature conditions from May 2021 to September 2022.
The research was carried out under the natural environmental conditions of a workshop, deliberately avoiding the use of costly heating or cooling solutions to simulate the expansive space where the MT was located. Selection of test days was strategically based on weather forecasts, facilitating the examination under diverse thermal environments. This strategy aimed to enhance the method’s applicability to practical industrial environments.
Throughout the experimental phase, two primary environmental conditions were identified:
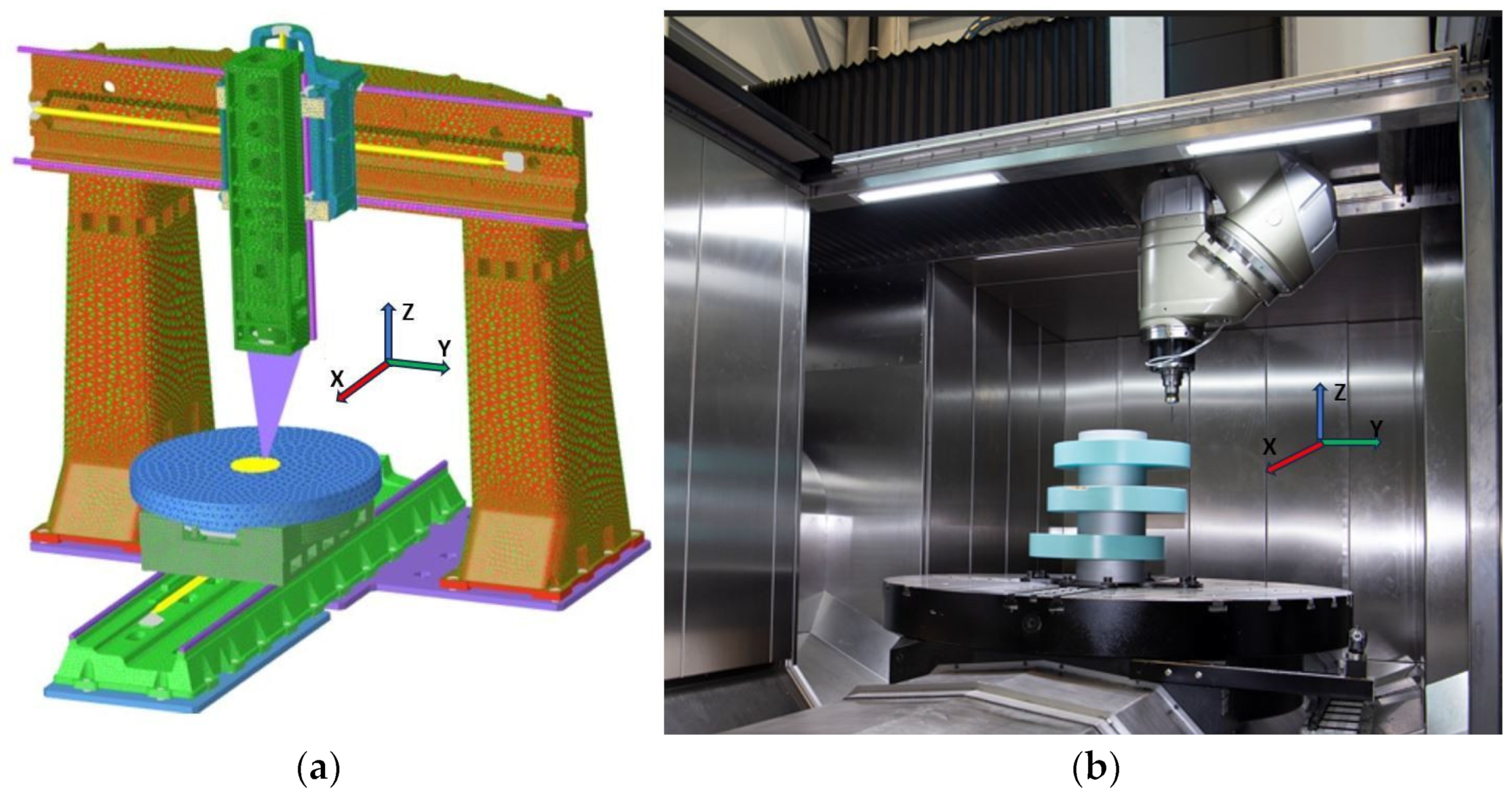
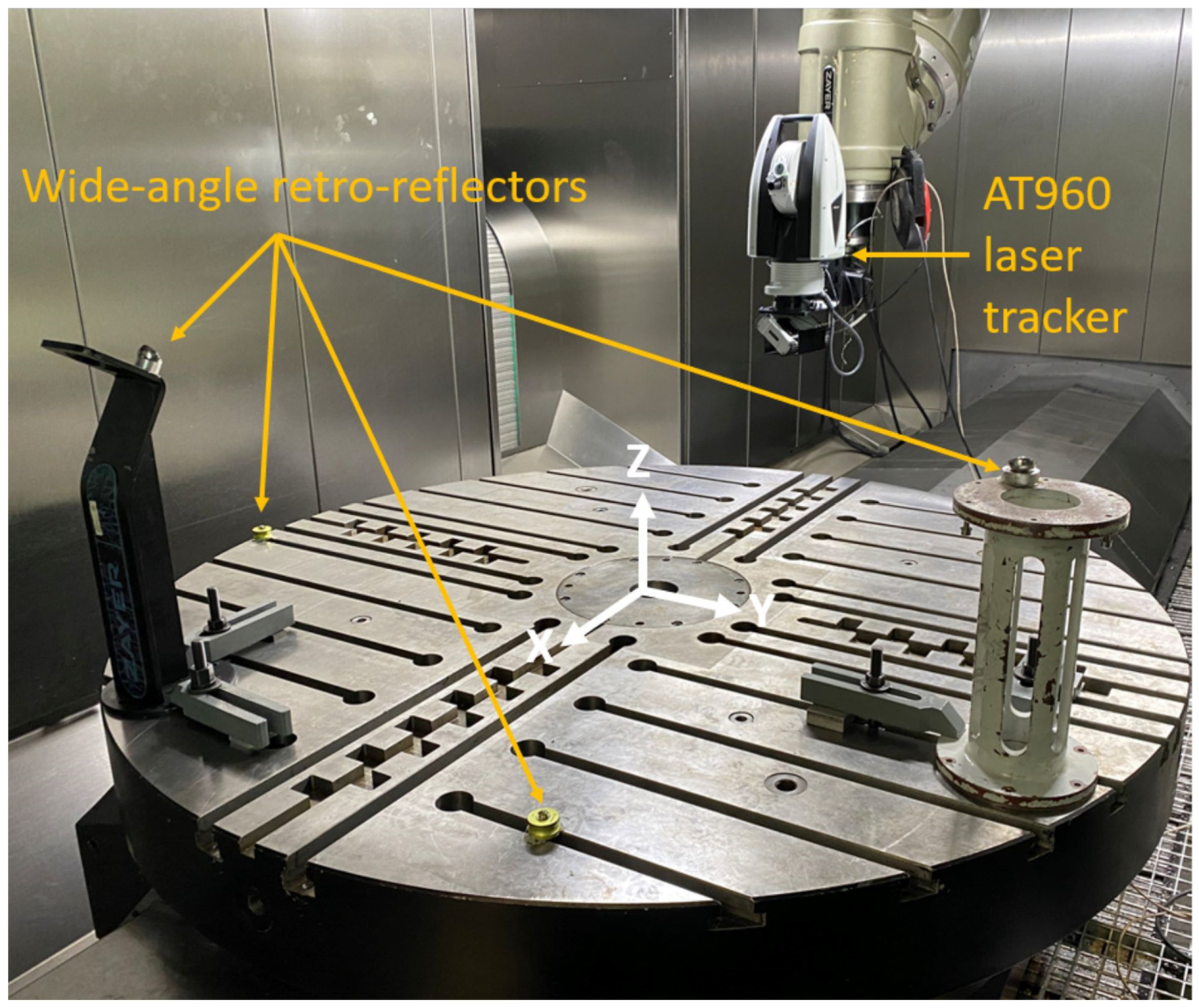
The evaluation of the MT was performed within a specified working volume of 800 mm (X-axis), 1600 mm (Y-axis), and 600 mm (Z-axis). The measurement volume was limited by a minimum required distance between the integrated laser tracker instrument and the retro-reflectors positioned on the measurement platform of 1.5 m. As a result, the MT’s measurement volume was represented through point clouds consisting of points ranging from 50 to 120 points distributed across the XY, YZ, and ZX planes and intersecting one another.
The results of the experimental tests revealed that ambient temperature is the primary source of thermal variability in the MT measurement setup. An in-depth examination further clarified the thermal distortion effects on the MT within both quasi-stationary and fluctuating thermal environments.
3.1. Environmental Thermal Dependency
The primary aim of this experimental research is to demonstrate that variations in ambient temperature are the predominant thermal influence on the thermal deformation observed in MTs. Specifically, this research aims to verify that thermal effects from other potential heat sources, such as heat induced by the mechanical movements of the MT during measurements, do not significantly affect the MT’s structural integrity.
To facilitate the implementation of the MIIM method, linear motions are required to position the laser tracker at every measurement point across the MT’s entire working volume. Although these movements can generate heat due to friction in motors, guides, bearings, and transmissions, careful programming of these movements at reduced speeds and accelerations helps mitigate such heat production. The MIIM method involves executing each movement slowly, pausing for about three seconds at each measurement point to perform the distance measurement, thereby minimising the introduction of thermal distortions from internal heat sources during the measurement acquisition process. Thus, the only heat source affecting the MT during these tests considered comprises ambient temperature changes.
For the MT’s rotary axes, preventive measures include disabling the cooling systems of the electrospindle or the rotary table hours before testing begins, effectively eliminating any additional heat sources. The rotary axes on the MT head and tool rotation are kept stationary, employing motor brakes or the spindle’s Hirth coupling system to lock the measurement positions and prevent additional heat generation from motor losses.
To support the hypothesis that ambient temperature variations comprise the predominant thermal load during MIIM execution, the temperatures recorded during the experimental phase were rigorously analysed using two methods: (a) a graphical analysis involving a comparison of temperature signals and (b) a mathematical analysis using some well-known data analytics techniques.
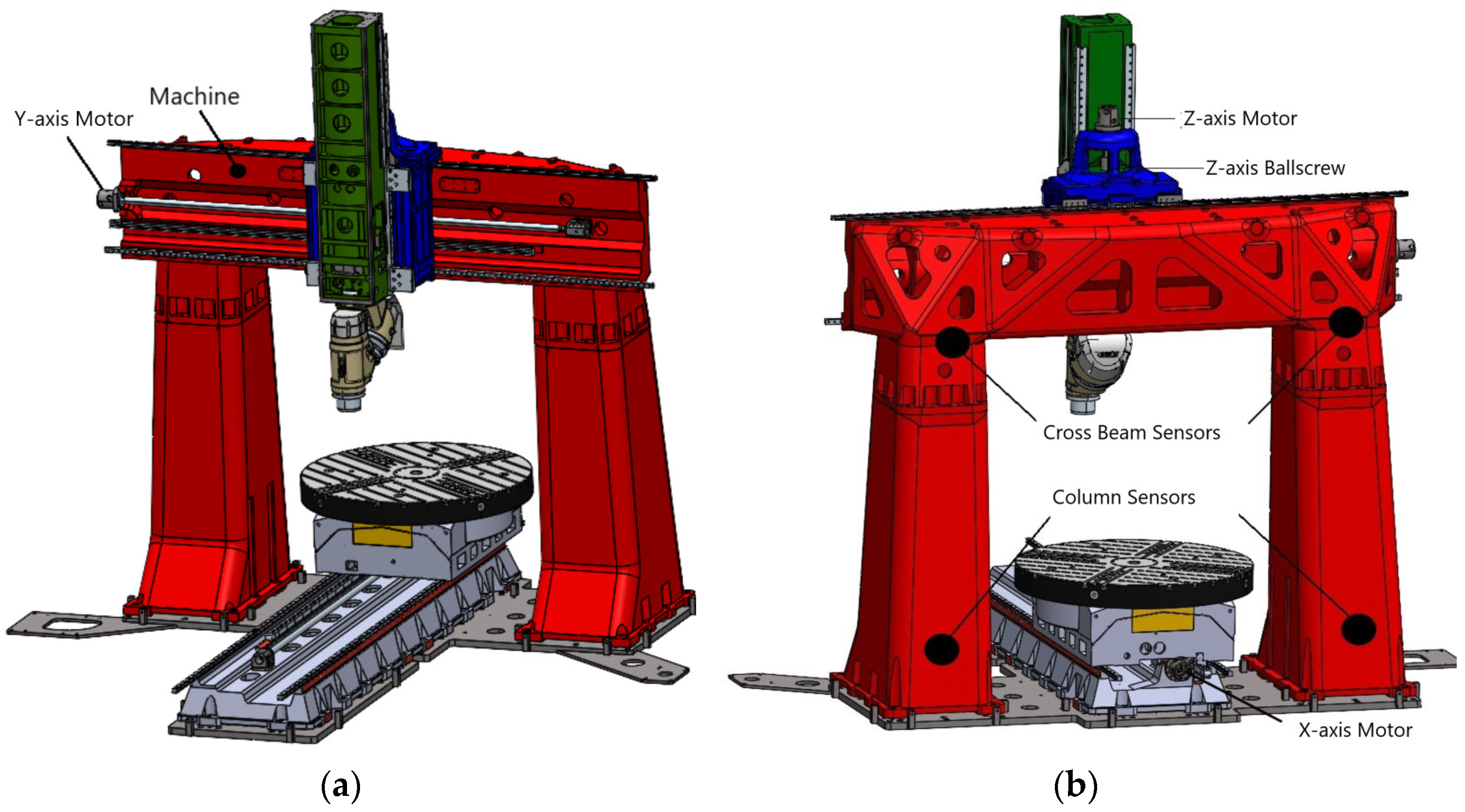
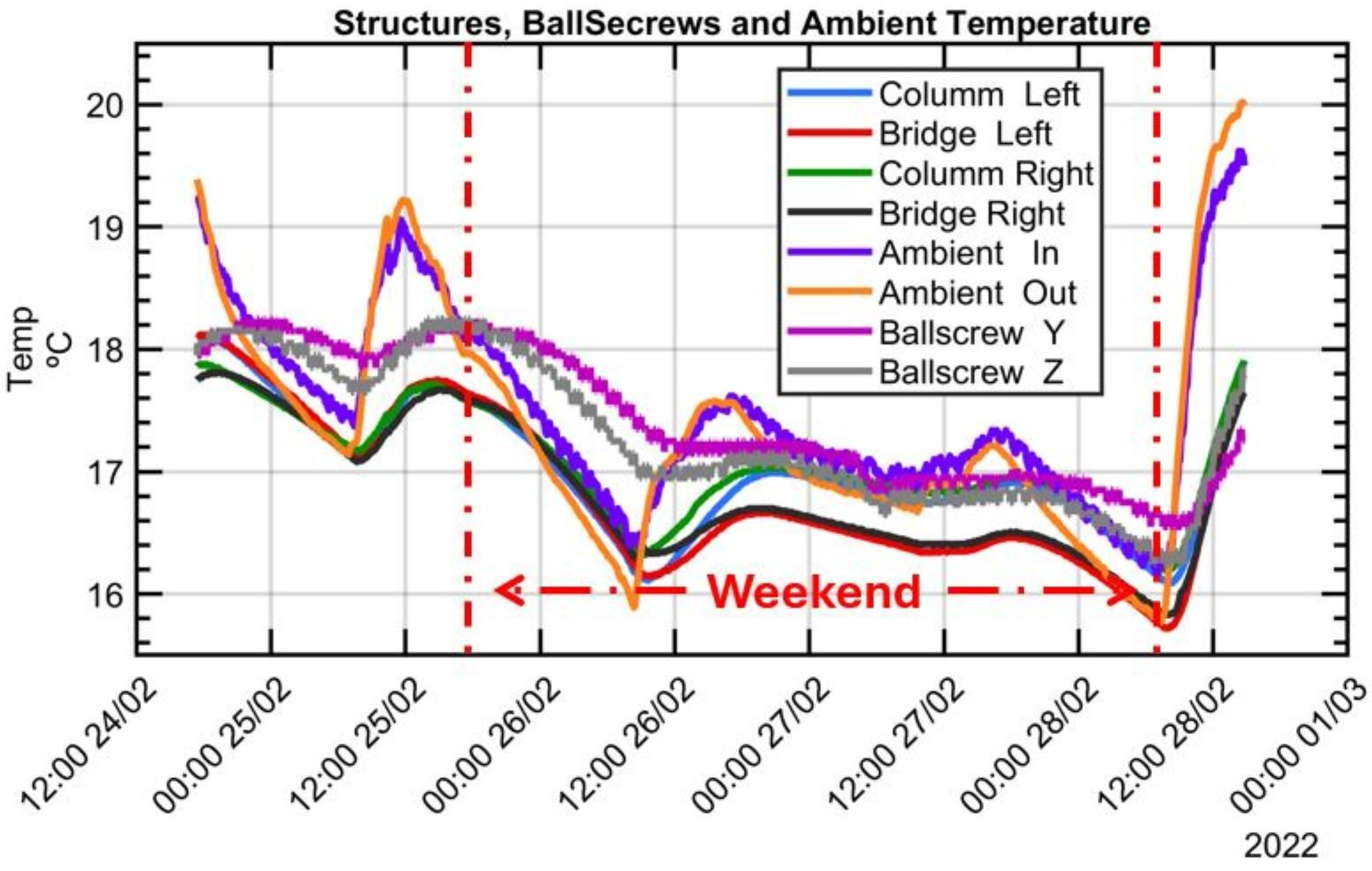
The graphical analysis indicates that the measured temperatures provide evidence of how all recorded temperatures, with a certain delay, mirror the ambient temperature. Variations in slopes and amplitudes are attributed to distinct heat transfer conditions and thermal inertia at each sensor location. It shows that temperatures at various MT structural components, like columns and the bridge, closely follow the ambient air temperature. Additionally, temperature readings from the ballscrews installed on the linear axes, despite the linear positioning movements required to reach each measurement point, show no significant increase, reinforcing the conclusion that ambient temperature variations comprise the sole thermal load affecting the MT during the MIIM process.
Figure 7 showcases the temperatures recorded on the key components of the MT during the MIIM process carried out in February 2022. The ambient temperature exhibits noticeable daily fluctuations, showing a clear distinction between night and day cycles with similar patterns featuring lower maximum and minimum peaks, mirroring the ambient temperature evolution.
The second method utilises advanced mathematical techniques, making use of MATLAB’s statistical and machine learning toolboxes [
30], to rigorously establish a correlation between temperatures measured on various components of the machine tool and fluctuations in environmental temperature.
In this research, the primary mathematical technique adopted is the principal component analysis (PCA), extensively detailed by Jollife et al. in their landmark publications [
31,
32]. As a refined statistical tool, the PCA boasts widespread applicability across a diverse array of disciplines. Its versatility is demonstrated in applications ranging from the thermal monitoring of MTs [
33] and enhancing the efficiency of sensor networks [
34] to the sophisticated analysis of thermal errors in complex mechatronic systems, frequently in conjunction with principal component regression (PCR) [
11,
35]. Consequently, the PCA method is considered one of the oldest and most widely used techniques for reducing the number of variables in large data sets while minimising information loss. It entails an orthogonal transformation of a set of original
p-variables with redundant information into a smaller, optimal number of derived q-variables (principal components). The retained set of q variables captures variability, serving as a quality metric for the approximation or reduction of the original
p-variables. A commonly accepted practice within the field is to retain principal components that account for at least 70% of the total variability, ensuring the dataset’s intrinsic structure is significantly preserved [
32].
The primary objective of applying a PCA in this research study was to highlight the dominant influence of ambient temperature over all the temperature measurements taken on the MT components. To achieve this, three distinct PCAs were performed: a comprehensive analysis incorporating all collected signals and two focused analyses dedicated to internal and external sensors, respectively. The first principal component accounts for 87.5% of the variability in the data from external sensors and 69.7% for data from internal sensors, demonstrating that this component effectively summarises the information from both sensor sets.
The comparatively lower value captured by the first principal component for external sensors suggests an underlying influence; despite efforts to mitigate internal heat sources such as motors, ball screws, and bearings, there is still a certain level of influence on the recorded temperature. In this case, only one principal component just reaches the cut-off limit of accepted retained variability. These results strongly suggest that ambient temperature acts as the single source of variation, indicating that ambient temperature is the predominant factor influencing temperature measurement. This hypothesis is further corroborated when ambient temperature is excluded from the PCA analysis encompassing all signals, resulting in no principal component displaying a significant level of retained variability.
In conclusion, the PCA conducted in this study aimed to demonstrate the overriding influence of ambient temperature across all temperature measurements as well as confirm the correlation between recorded temperatures and the prevailing temperature. The results definitively position ambient temperature as the most important source of variability in temperature measurements. Additionally, it was found that the first principal component in the PCA effectively encapsulates the variability detected by both internal and external sensors, underscoring its utility in capturing the essence of temperature data.
In contrast to the PCA approach, which simplifies data by generating a reduced set of dummy variables to represent a system, the Neighbourhood Component Analysis for regression (NCA) technique is employed to identify the variables that most effectively represent the system, simultaneously discarding those that do not contribute valuable information. The NCA distinguishes itself as an effective method for analysing relationships among a set of variables relative to a target variable and calculating their correlation indices. This capability makes the NCA particularly valuable in sensor networks for the purposes of sensor ranking and selection [
36]. In the context of this study, an NCA was applied to explore the relationships between various temperature measurements and the ambient temperature, identifying those measurements that demonstrate the strongest correlation with the ambient temperature. This was achieved without the need to construct a theoretical model of the system, which is often a requirement of other methodologies.
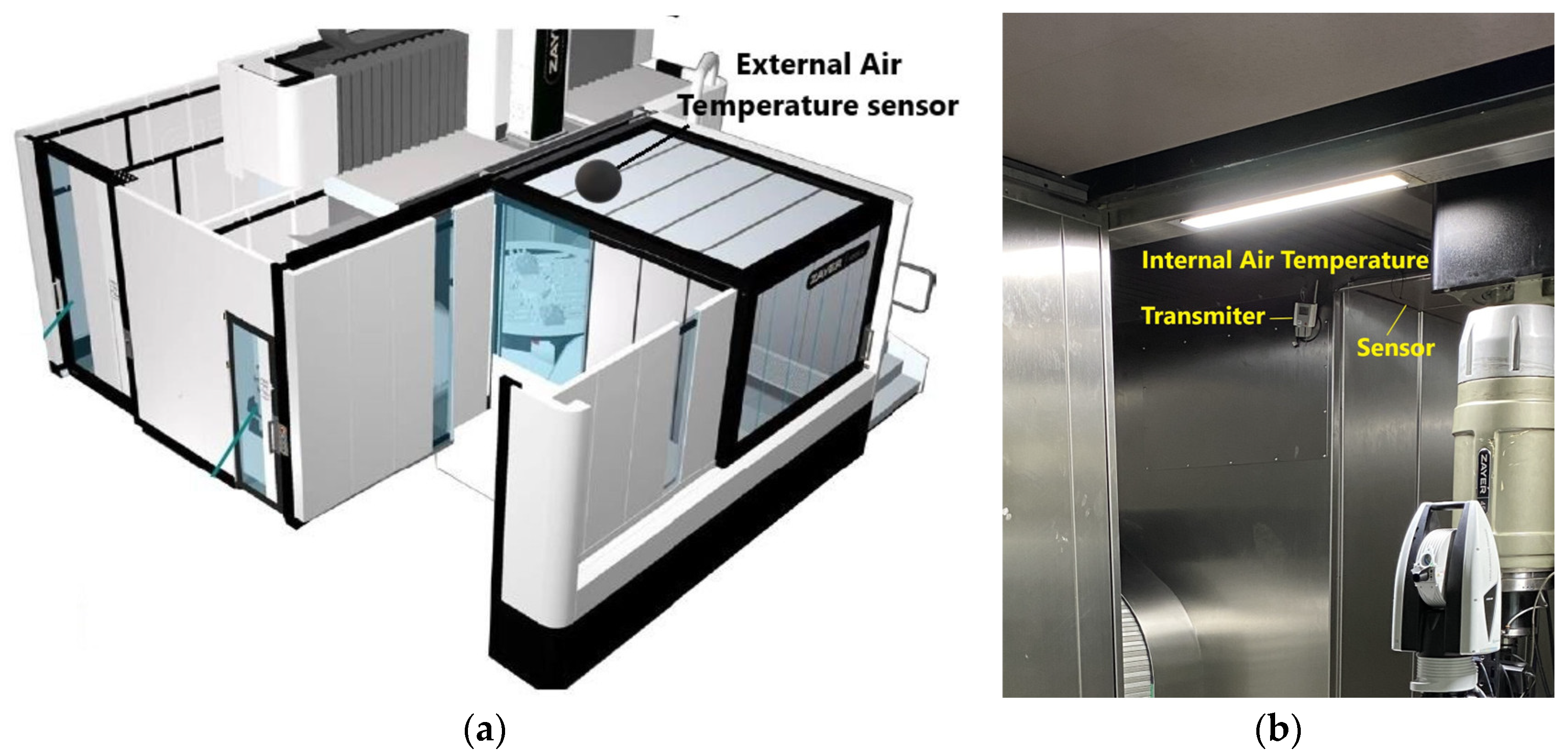
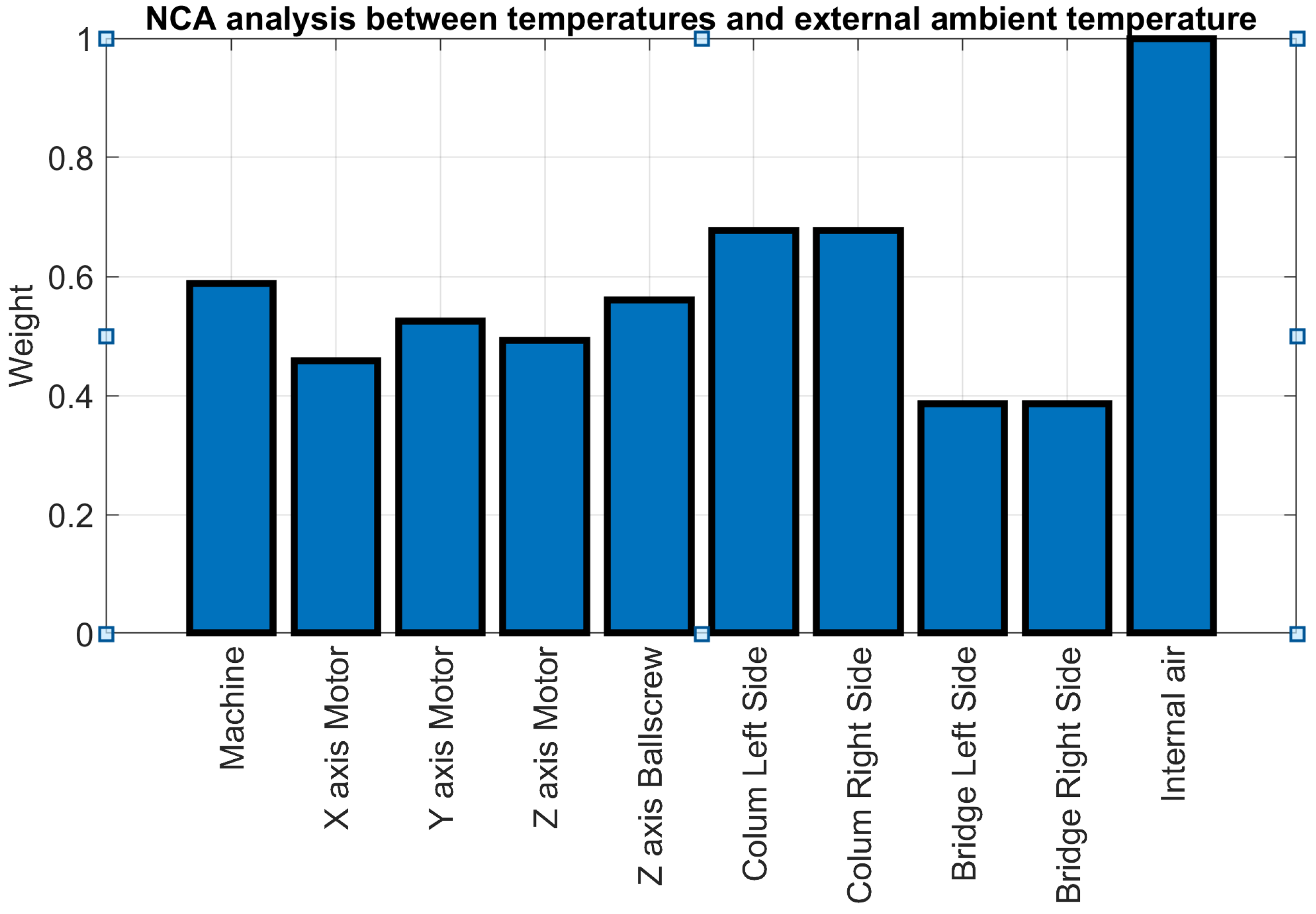
Figure 8 illustrates a selection of results from the NCA, highlighting the relationship between recorded temperatures and the external air temperature across the entirety of the data collected during the test campaign. The values have been normalised to unity, with the highest score designated as the benchmark. Notably, the internal air temperature attains the highest score, showing a close resemblance to the external air temperature. This similarity is attributed to the lack of thermal insulation within the enclosure, which is primarily intended to shield against fluids, chips, or any unexpected projectiles rather than provide thermal isolation.
The three analytical approaches (graphical analysis, PCA, and NCA) collectively affirm that the MIIM methodology does not introduce additional thermal variations to the MT, establishing environmental temperature variation as the sole source of thermal distortion. Furthermore, these analyses confirm a strong correlation between the temperatures measured on the primary MT components and the ambient temperature.
3.2. Quasi-Stationary Thermal Environment
During some of the test campaigns, the ambient temperature stability was remarkably high, providing quasi-stationary scenarios for evaluating the MT at different constant temperatures. This thermal setup mirrored the methodology of Gross et al. [
1], albeit with a notable difference: in this study, a climatic chamber was not employed to stabilise the machine at predetermined temperatures for each test.
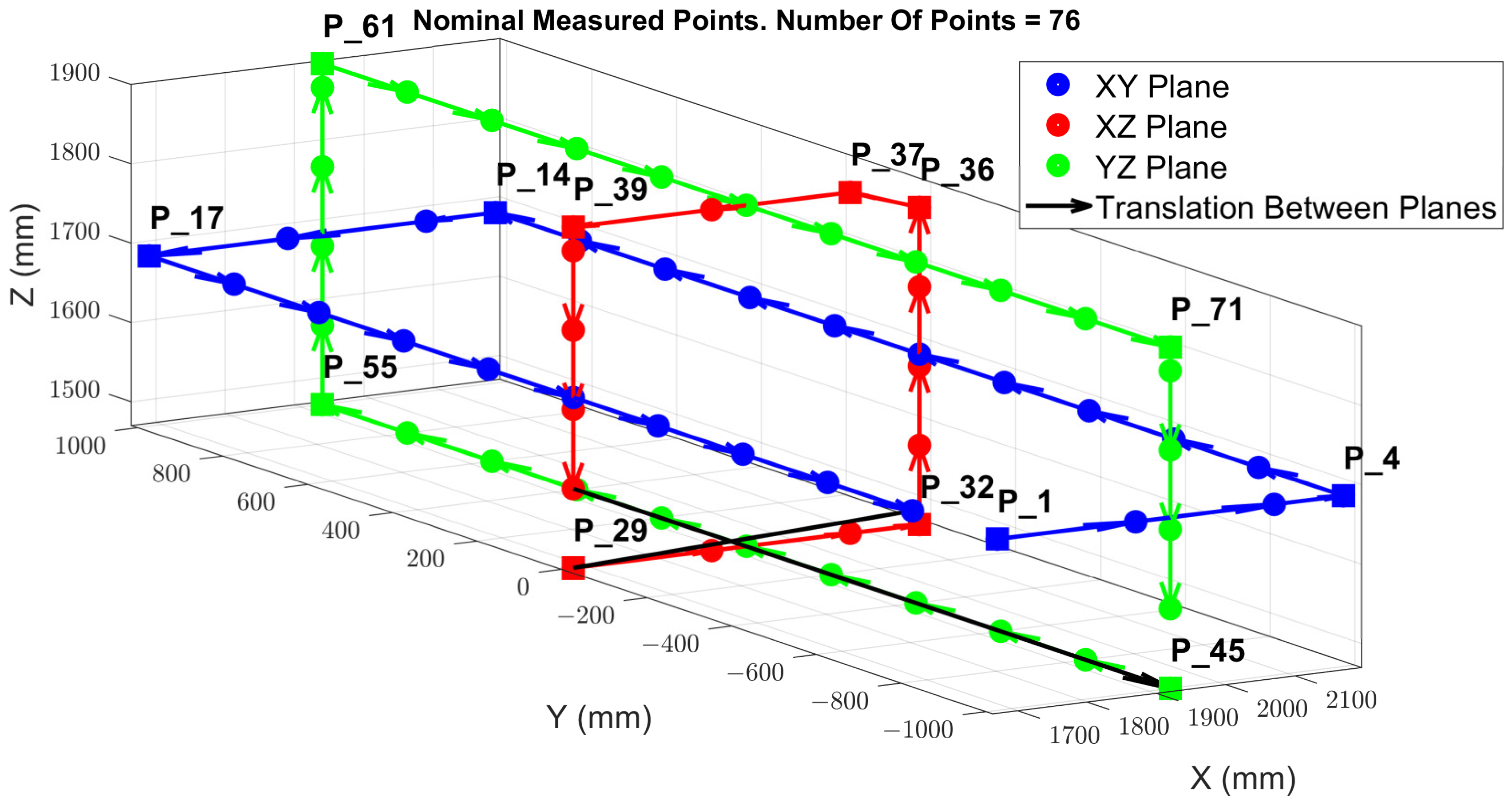
Over a period from May and July 2021, three sets of MIIM measurements were obtained on three different days, with each session extending over 14 h. For every MIIM set, comprehensive measurements of a 76-point cloud were conducted at intervals of 40 min, resulting in a total of 20 measurements per session.
The MIIM methodology captures the coordinate data for each point, enabling an analysis of deviations in the X, Y, and Z axes relative to the nominal coordinates.
Figure 9 showcases the spatial distribution of the 76 points measured, as well as the path followed to conduct the measurements across these three sessions.
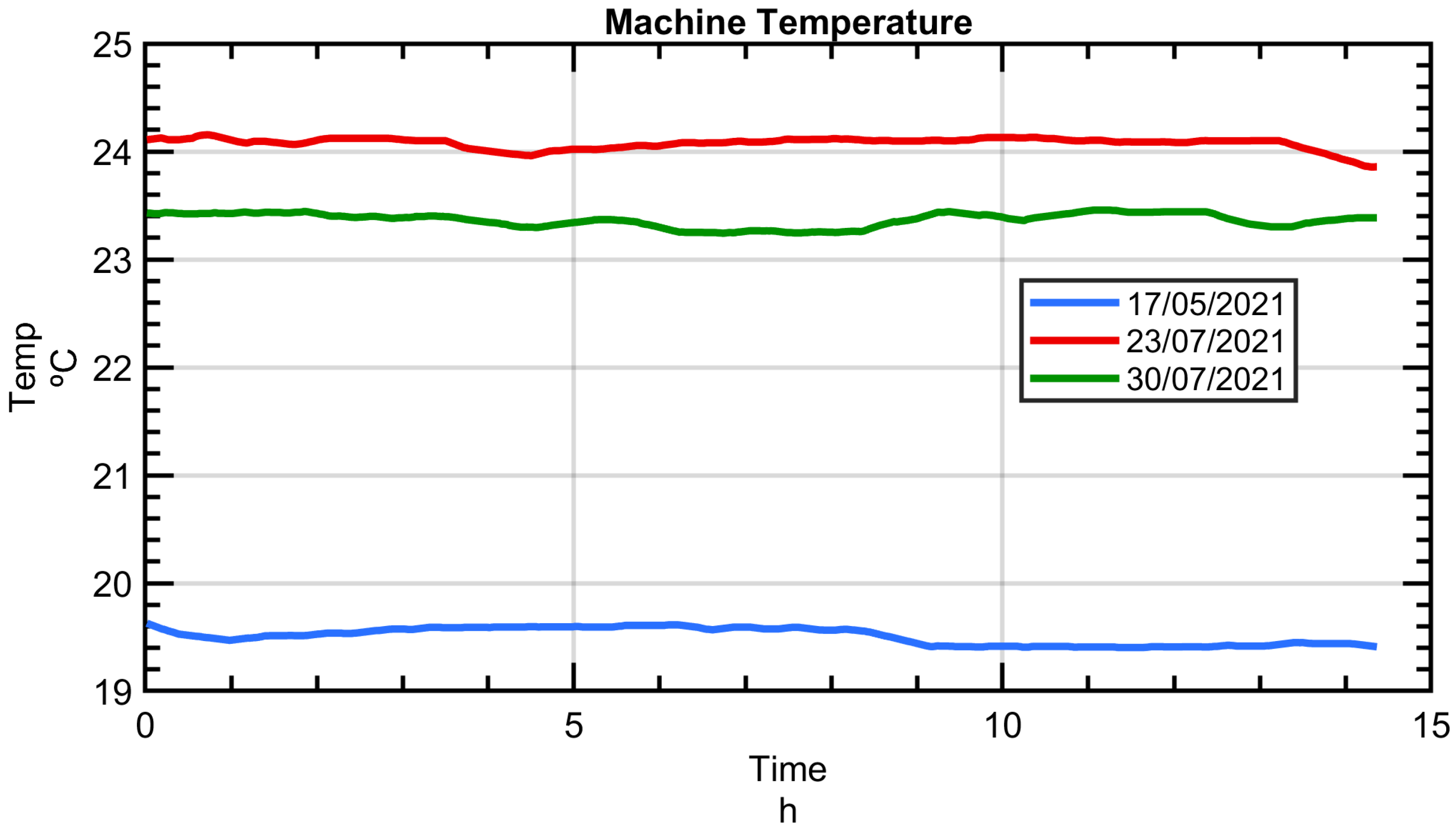
During the duration of the tests, the ambient temperature exhibited minimal variation, staying within a tight range of less than 1 °C, resulting in a linear deformation of less than 10 µm/m on the MT’s linear axes. However, there was a notable absolute temperature disparity across the three MIIM sessions. In May, ambient temperatures ranged between 19 °C and 20 °C, but by the end of July, they had risen to around 24 °C. This temperature difference of 4.5 °C provided valuable insights into the MT’s geometry and underscored the MIIM methodology’s efficacy in examining environmental thermal effects on the MT.
Figure 10 displays the temperature readings of the MT, specifically measured on the MT crossbeam (refer to
Figure 3) across the MIIM tests conducted from May to July 2021. This temperature, referred to as “Machine”, serves as the MT reference temperature.
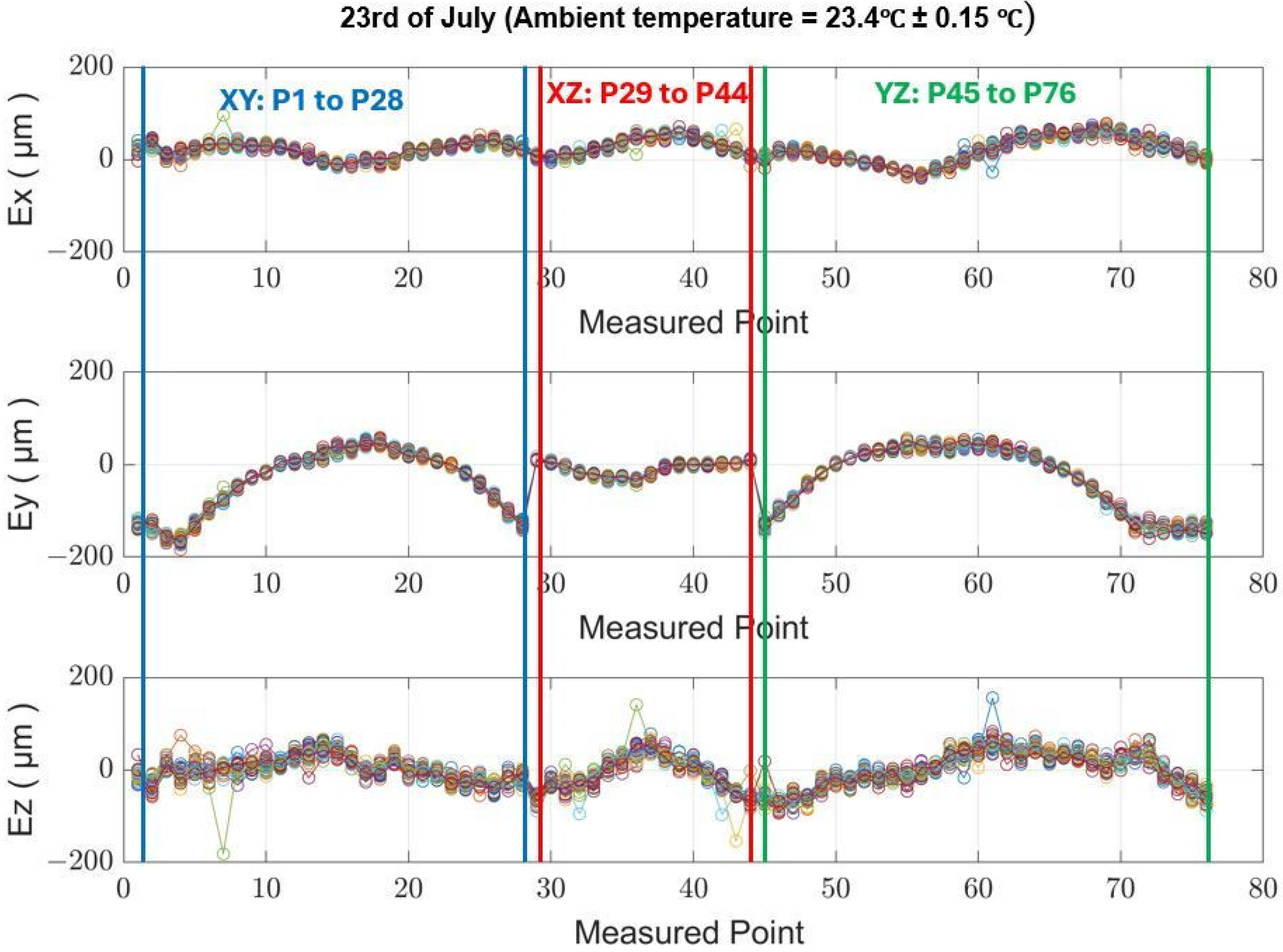
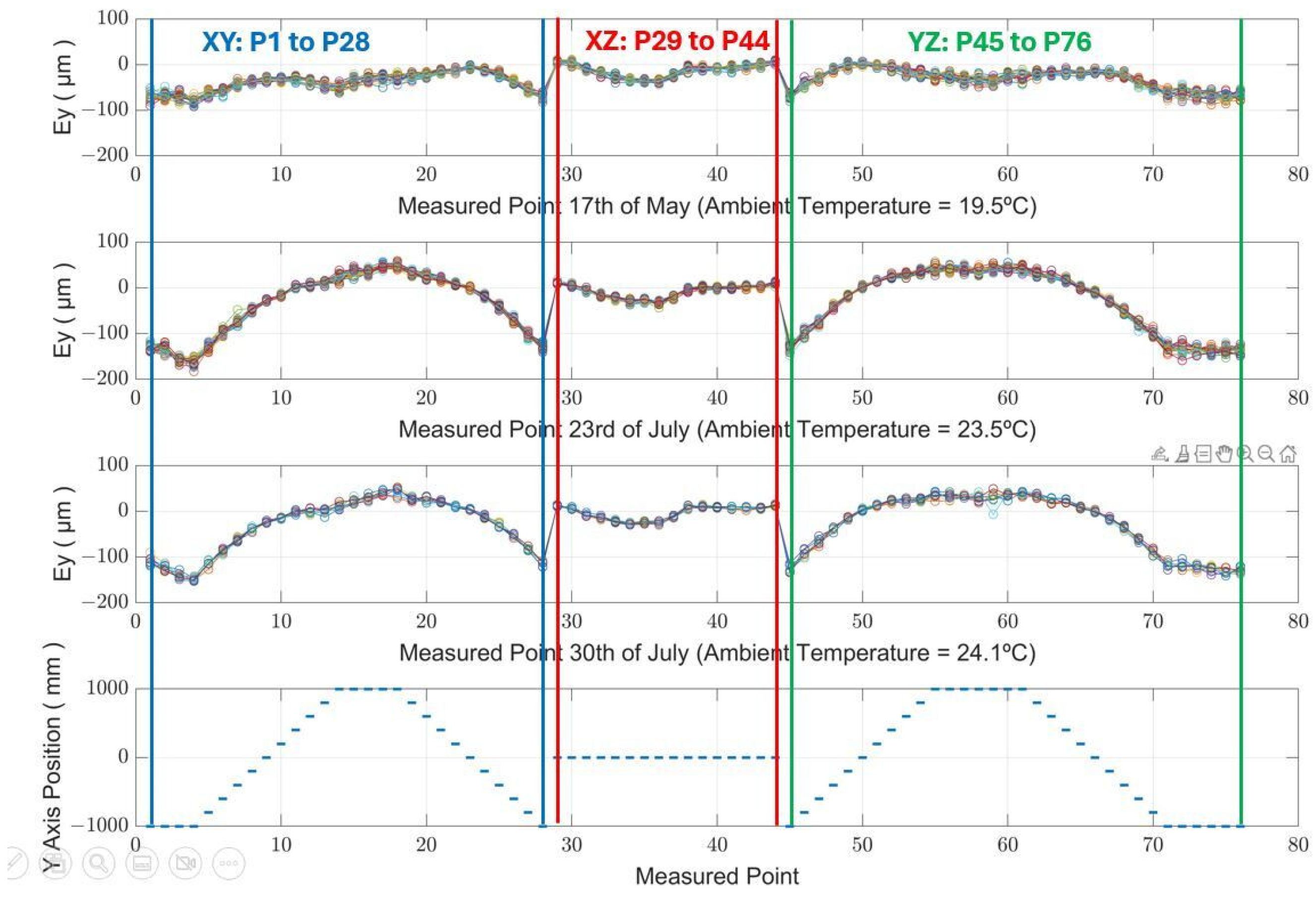
Figure 11 illustrates the geometric deviation at each measured point across a series of 20 MIIM measurements conducted on 23 July 2021. The ambient temperature over the 14 h experiment fluctuated from a minimum of 23.2 °C to a maximum of 23.7 °C, resulting in an average value of 23.5 °C. The superimposed data within the figure, with a narrow band between them, underscore the minimal repeatability error of the MIIM methodology in contrast to the absolute geometric error of the MT. At the time of these tests, the maximum observed error was within ±0.1 mm. The geometric deviations from the targeted positions to the actual positions measured by MIIM at each point are denoted as Ex for the X axis, Ey for the Y axis, and Ez for the Z axis.
Table 4 shows the average standard deviation values for the X, Y, and Z axes, calculated for each day of measurement.
Analysing the results from the MIIM tests, it is observed that the standard deviation at each measurement point remains under 10 µm for the X and Y axes and under 15 µm for the Z axis. Given that the ambient temperature variation was maintained below 1 °C throughout the testing period, these standard deviation values primarily indicate the repeatability of the MIIM methodology. These data are crucial for the comprehensive characterisation of the MIIM approach. It is noteworthy that repeatability on the XY axes surpasses that of the Z axis, which may be attributed to poor system conditioning of the USMN algorithm. This is likely due to the positioning of a unique fiducial point outside the XY plane, affecting the algorithm’s conditioning and thereby influencing measurement accuracy differently across the axes.
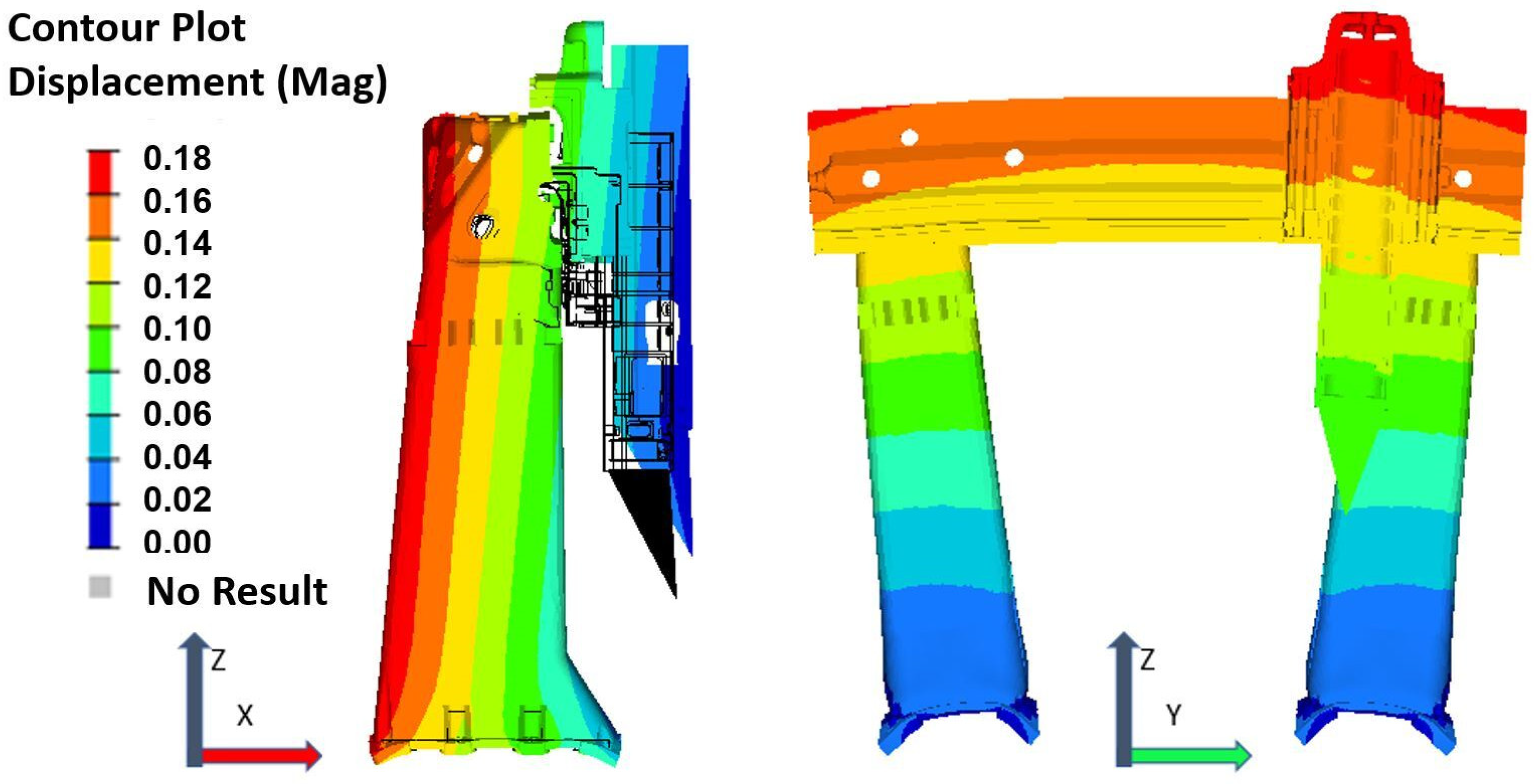
Figure 12 illustrates the theoretical thermal deformation of the MT in terms of shape and magnitude at an equilibrium temperature of 23 °C. These results were obtained from simulations using FEM and a steady-state analysis, offering a deeper understanding of the MT’s response under various thermal equilibrium states. The symmetrical design of the MT results in good behaviour at different stable temperatures, leading to almost linear MT structural deformation with ambient temperature variation. The methodology behind these experiments and comprehensive results are elaborated further in [
23].
An FEM simulation of the MT provides detailed observations on its structural behaviour across varying ambient temperatures, specifically examining the XYZ orthogonal axes.
X-direction: The MT’s TCP tends to move away from the crossbeam under a positive thermal gradient, indicating expansion, while it moves closer under a negative thermal gradient, indicating contraction. These movements are predominantly independent of influences from the MT’s Y and Z axes.
Y-direction: Thanks to its symmetrical design, the MT maintains stability at the crossbeam’s centre, avoiding deformation. However, deformation escalates towards the ends of the Y-axis, particularly where the crossbeam connects with the supporting columns. The deformation along the Y-axis is primarily determined by crossbeam elongation/contraction and is slightly reduced when the ram extends.
Z-direction: Both the columns and the ram exhibit linear deformations that directly correlate with ambient temperature changes. Such deformation increases when the ram is extended due to additional free length for elongation (positive thermal gradients) or contraction (negative thermal gradients). The MT table also experiences linear deformation, altering the distance between the workpiece (positioned on the table) and the TCP in response to ambient temperature shifts; this distance decreases as the temperature increases, and conversely, it increases as the temperature decreases.
Upon a closer examination of the Y-direction, which is the most affected axis,
Figure 13 illustrates the correlation between the observed deviations along the Y-axis and the predictions made by the FEM, noting an increase in deviation values in tandem with rising ambient temperatures. The deviation, as it was calculated, is nearly negligible at the centre of the MT and symmetrically escalates towards the extremities of its travel range.
The evaluation of measurement uncertainty adopts the uncertainty budget methodology, as detailed in
Section 2.4. Within this framework, a central point from the measured point cloud obtained during the MIIM measurements is selected for an in-depth uncertainty budget analysis. The contribution to uncertainty (
uETVE) is determined by considering a rectangular distribution of the MT’s deviation at this central point, which is caused by variations in ambient temperature. The uncertainty contribution from the MIIM process (
uMIIM) is derived from a Monte Carlo simulation utilising SA™ software. Furthermore, the uncertainty associated with temperature compensation (
uT) incorporates the previously mentioned estimate, 0.8 µm/m. This estimate is applied to the MT’s operational volume under examination (X 800 mm; Y 1.600 mm; Z 600 mm) to calculate
uT. Subsequently, the expanded measurement uncertainty is computed using Equations (1) and (2).
Table 5 presents a detailed uncertainty budget for the quasi-stationary MT thermal experimental test, providing a comprehensive overview of the different sources of uncertainty and their impact on the measurement outcomes. In this scenario, the MIIM method emerges as the primary contributor to the total measurement uncertainty, which was expected due to minimal ambient temperature variations during the measurements, with a consistently similar contribution across all directions.
In summary, the quasi-stationary thermal conditions of the MT have been a valuable situation for accurately characterising the measurement uncertainty associated with the MIIM method and understanding the thermal errors of an MT at different temperatures. The experimental results demonstrate a strong correlation with the projected MIIM measurement uncertainty through simulations. Moreover, the observed deviations along the most affected direction (Y-axis) closely match predictions from FEM simulations regarding MT thermal distortion. This alignment underscores the efficacy of the MIIM method as a reliable approach for evaluating MT performance in stable-temperature environments, thus enabling the formulation and execution of efficient thermal compensation techniques.
3.3. Changing Thermal Environment
While prior experimental research was conducted under steady thermal conditions for the MT, real-world scenarios often present fluctuating ambient temperatures. These variations manifest as non-steady conditions, incorporating both diurnal and nocturnal thermal cycles over several days and distinct seasonal thermal fluctuations throughout the year.
As noted earlier, the workshop setting for this study was not subjected to artificial climate control, thereby situating the experimental research within in an uncontrolled thermal environment characterised by a fluctuating amplitude and frequency of thermal cycles. This decision was deliberate and aimed to capture the essence of real-world conditions. To this end, experimental tests were strategically scheduled during intervals forecasted to exhibit substantial daily temperature variations over several days. This carefully chosen timing guaranteed that the measurements accurately mirror actual operating conditions, thus significantly boosting the practicality and pertinence of the novel MIIM method under investigation for real-world MT applications.
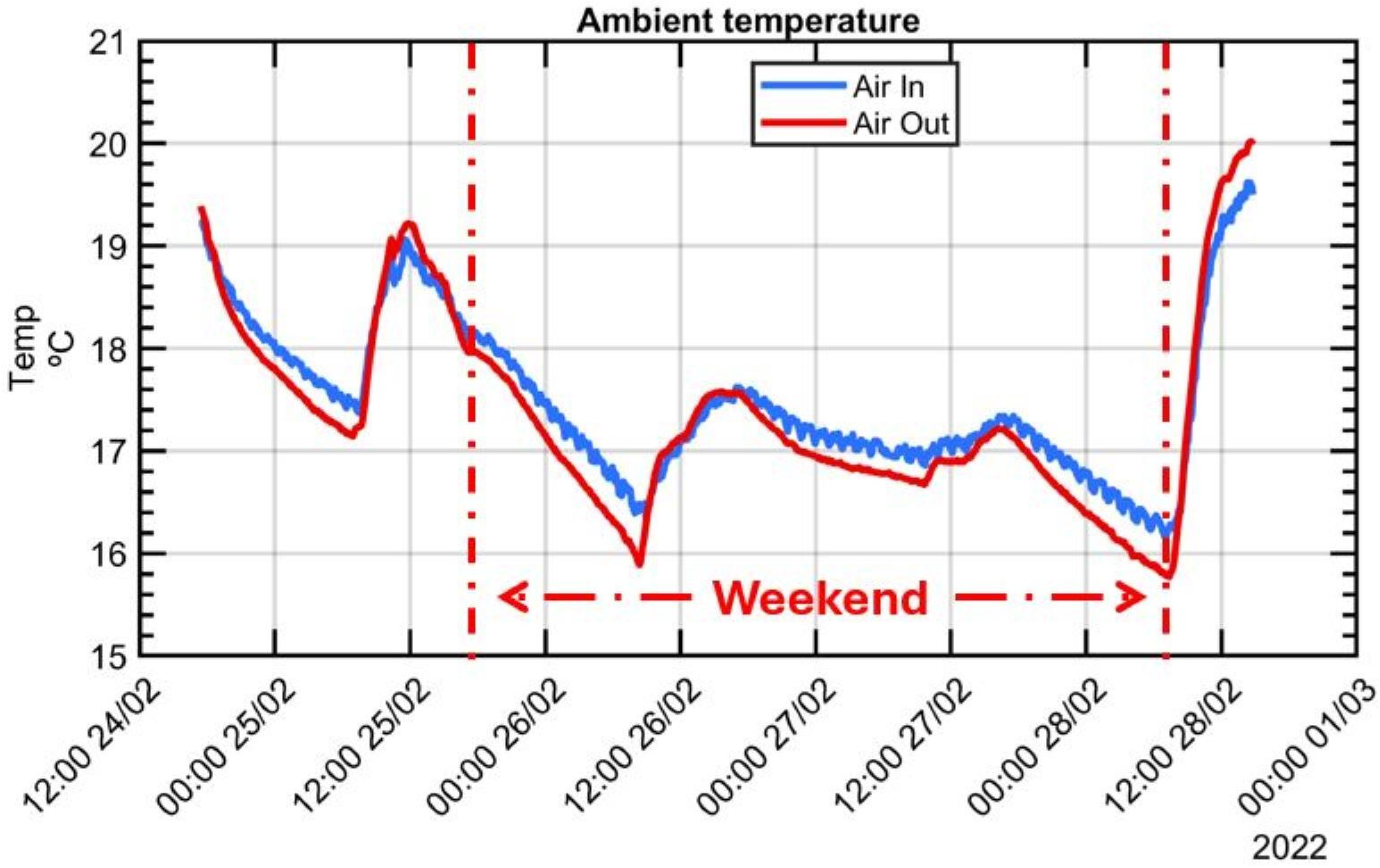
An experimental test conducted between 24 and 28 February, 2022 was performed in a changing thermal environment, with notable ambient temperature fluctuations recorded as follows: (a) an oscillation exceeding 2 °C was noted on the first day, reflecting the day cycle; (b) a gradual reduction in ambient temperature by more than 3.3 °C was observed from the morning of Friday, 25 February, to Saturday, 26 February, with a cooling rate of −0.16 °C/h over the weekend and was attributed to the deactivation of the shop floor’s heating system; (c) a period of stable ambient temperature prevailed throughout the weekend, and (d) a fast increment of 4.25 °C was registered on Monday, 28 February, with a temperature gradient of +0.61 °C/h in contrast to the workshop’s average environmental temperature change rate of approximately 0.5 °C/h. This sudden rise in ambient temperature was attributed to the reactivation of the shop floor’s heating system at 6 am. After it the test had to be terminated due to the necessity of utilising the machine for other purposes.
Figure 14 illustrates the progression of air temperature evolution during the experiment, measured both outside and inside the working volume.
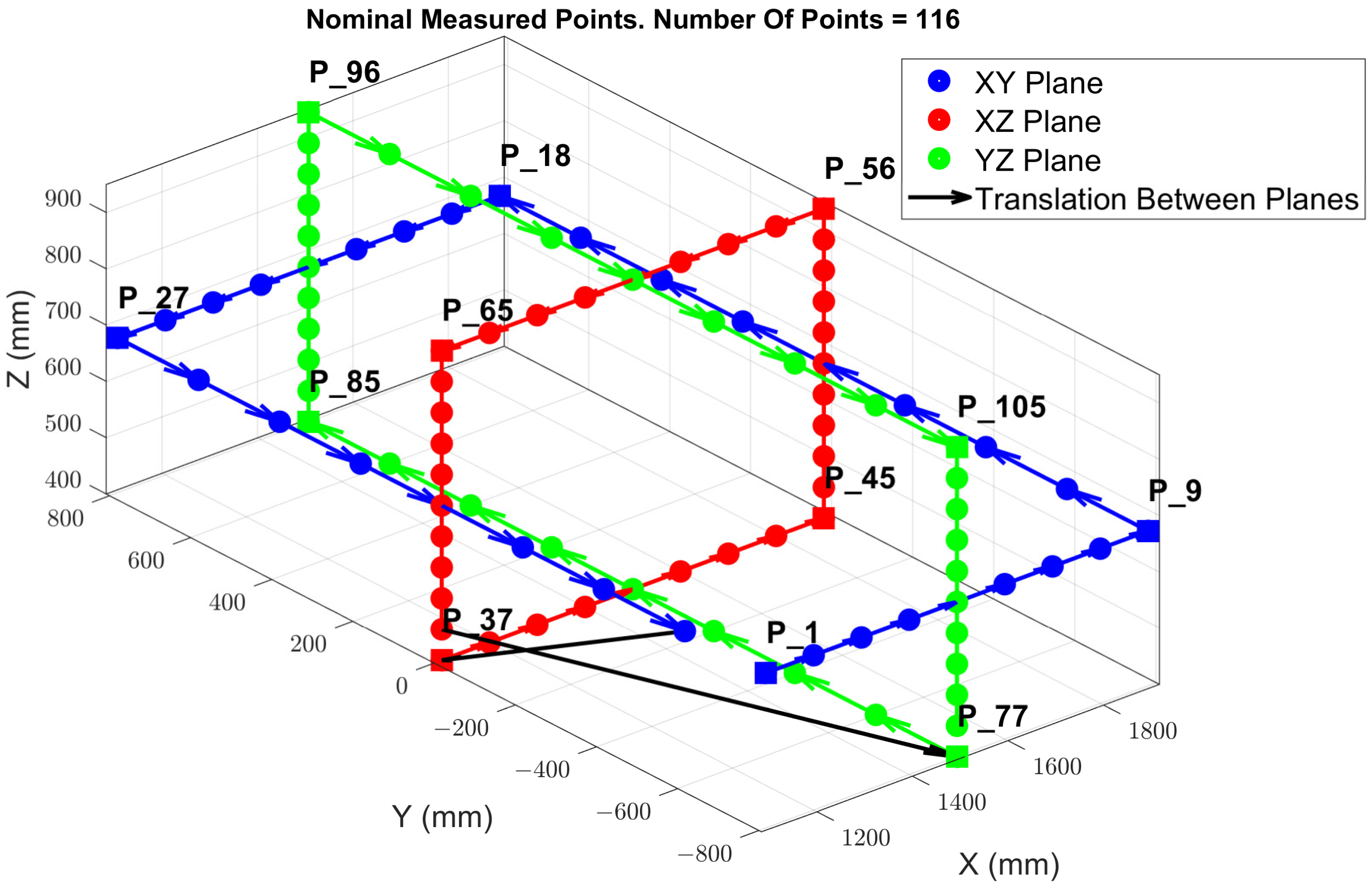
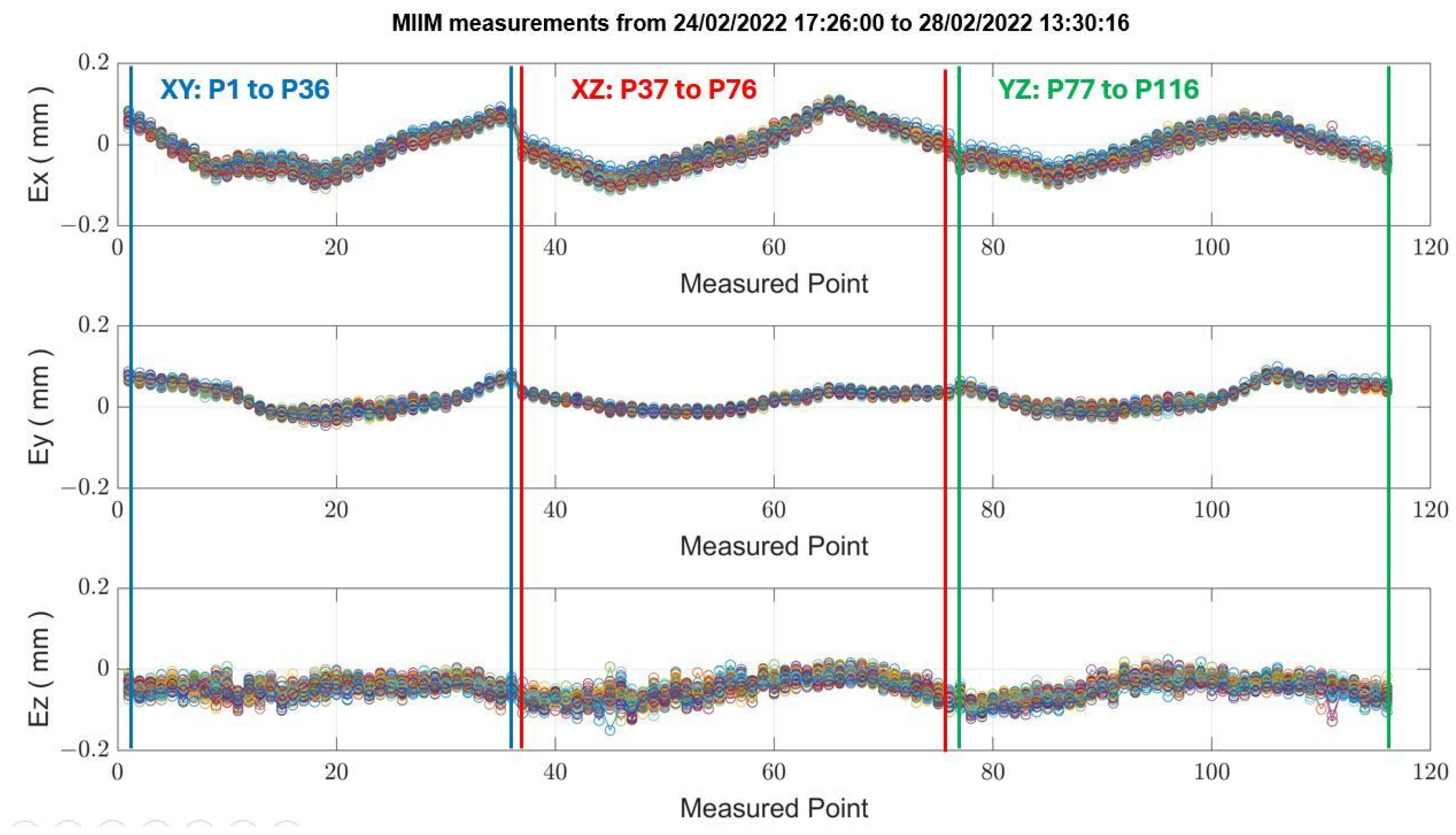
Throughout the duration of the experimental test, the MIIM test was performed autonomously. For this experiment, a measurement point cloud of 116 points was established to enhance the resolution and facilitate the subsequent interpretation of MT thermal distortion, despite an extended measurement time of approximately one hour.
Figure 15 illustrates deviations at each of the 116 measured points (refer to
Figure 6) across 73 MIIM measurements conducted in February 2022, revealing that the peak absolute geometric error for the MT was ±0.16 mm at the time of the test campaign. Geometric deviations along the X, Y, and Z axes are represented as Ex, Ey, and Ez, respectively.
Table 6 summarises the average and maximum standard deviation values recorded for the X, Y, and Z axes during the MIIM test campaign in February. The variability in ambient temperature likely contributed to the less optimal values compared to those obtained under more stable MT conditions. The fluctuations in ambient temperature are likely responsible for the less favourable results compared to those achieved under the quasi-stationary MT condition.
A key benefit of the MIIM method lies in its ability to track changes in measured point deviations over time.
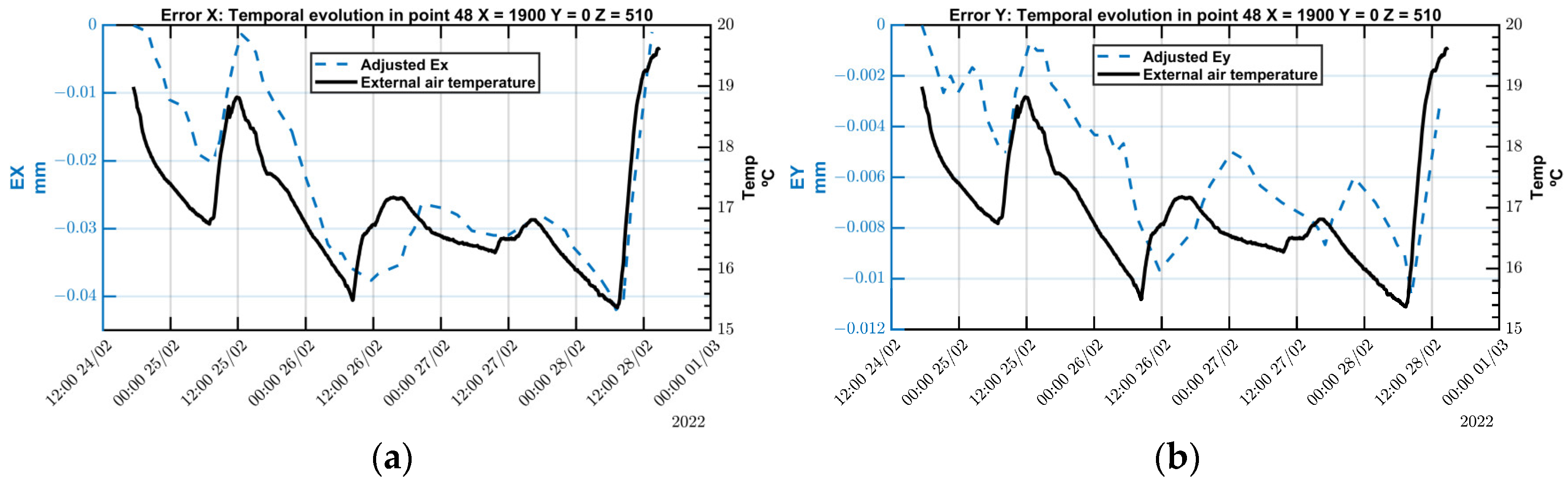
Figure 16 demonstrates the evolution of ETVE error in both X and Y directions at a specific point within the measurement point cloud. There is a clear correlation between temporal fluctuations in point deviation and changes in ambient temperature. Thus, given that ambient temperature is the sole source of thermal variations, the ETVE error accurately reflects the deviation at each measured point.
Regarding the deviation along the X-axis, Ex demonstrates a similar pattern to that of temperature fluctuations, albeit with a noticeable delay in its response to temperature changes. Specifically, as the temperature decreases, the error along the X-axis tends to increase in the negative direction. Conversely, an increase in temperature causes the error to shift in the opposite direction.
Similarly, the error along the Y-axis, Ey, follows a pattern that corresponds to ambient temperature changes. Despite theoretical predictions suggesting no variation error due to the MT’s symmetry, EY displays a variation of less than −10 µm in response to a total temperature decrease of −3.5 °C. This deviation, which is four times smaller than that observed in the X-axis, indicates that the MT does not deform symmetrically. This lack of symmetry may be attributed to the Y-slide nut’s location, which differs from that of the linear encoder measuring head.
In this context, the contribution of the air refractive index compensation (
uT) becomes relatively insignificant, especially when compared to the environmental temperature variation error (
uETVE) contributor.
Table 7 presents the expanded measurement uncertainty (U
TC) for the MIIM method, calculated at a central point during the test campaign conducted on 24 February 2022.
In this instance, the MIIM method exhibits a contribution similar to that in the experiments conducted under stationary ambient temperatures (refer to
Table 5), albeit slightly higher, likely due to the increased number of measured points necessitating more time for each measurement. For the X and Z axes, temperature emerges as the primary contributor as expected given the ambient temperature variations observed over the continuous five-day measurement period and the deformations along these axes, which are not fully symmetrical. Conversely, in the case of the Y axis, the lower contribution of temperature to the total measurement uncertainty is explained by the by the symmetrical expansion and contraction of the crossbeam that dominates the thermal deformation in the Y direction.
In conclusion, the findings confirm that the MIIM method has a minimal effect on thermal conditions during measurement activities. The expanded measurement uncertainty, derived from experiments conducted under varying MT thermal conditions, reveals a notable impact of the environmental temperature variation error (uETVE) under the conditions of a fluctuating ambient temperature. Furthermore, the data on point deviations in these scenarios reveal a strong correlation between temperature changes and the deviations recorded at the measured points.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}