
Study on Crust-Shaped Dust Suppressant in Non-Disturbance Area of Open-Pit Coal Mine—A Case Study


Abstract
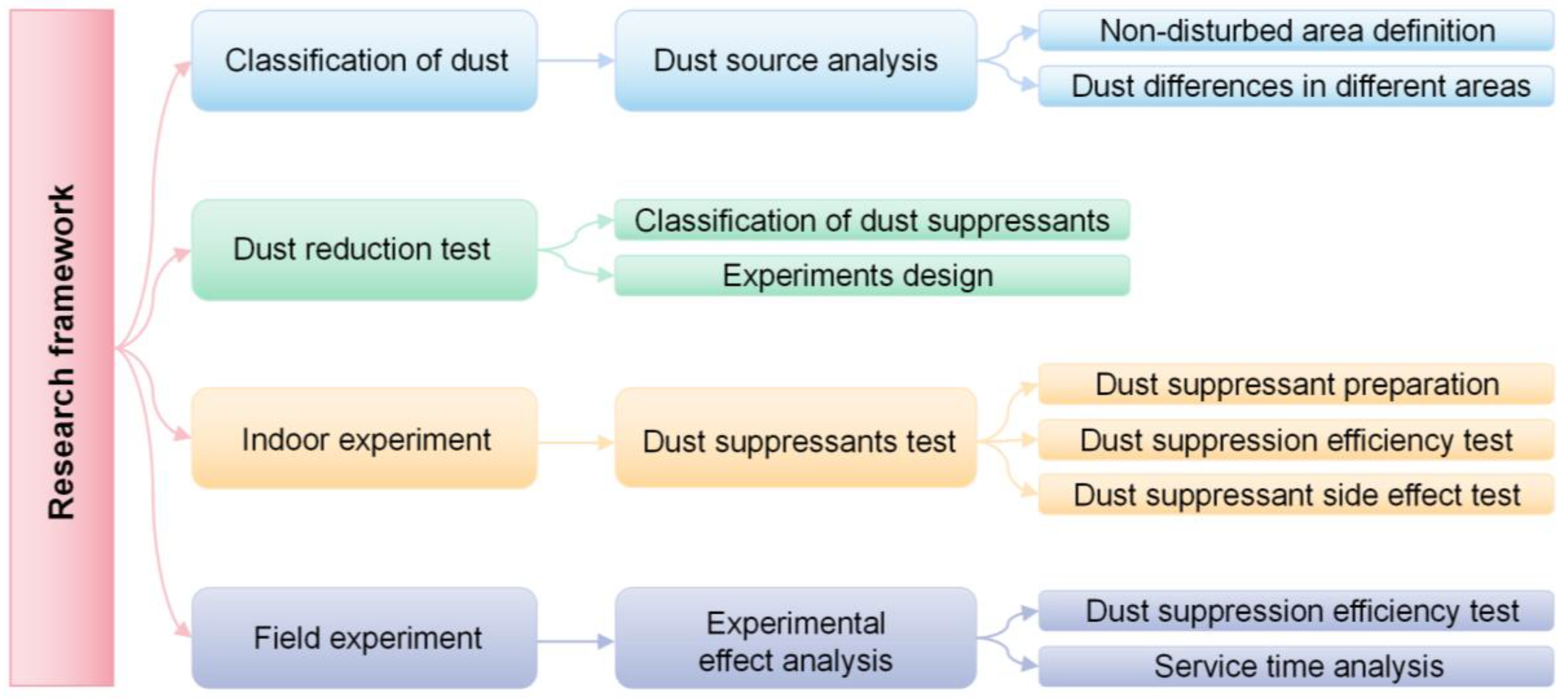
:1. Introduction
2. Materials and Methods
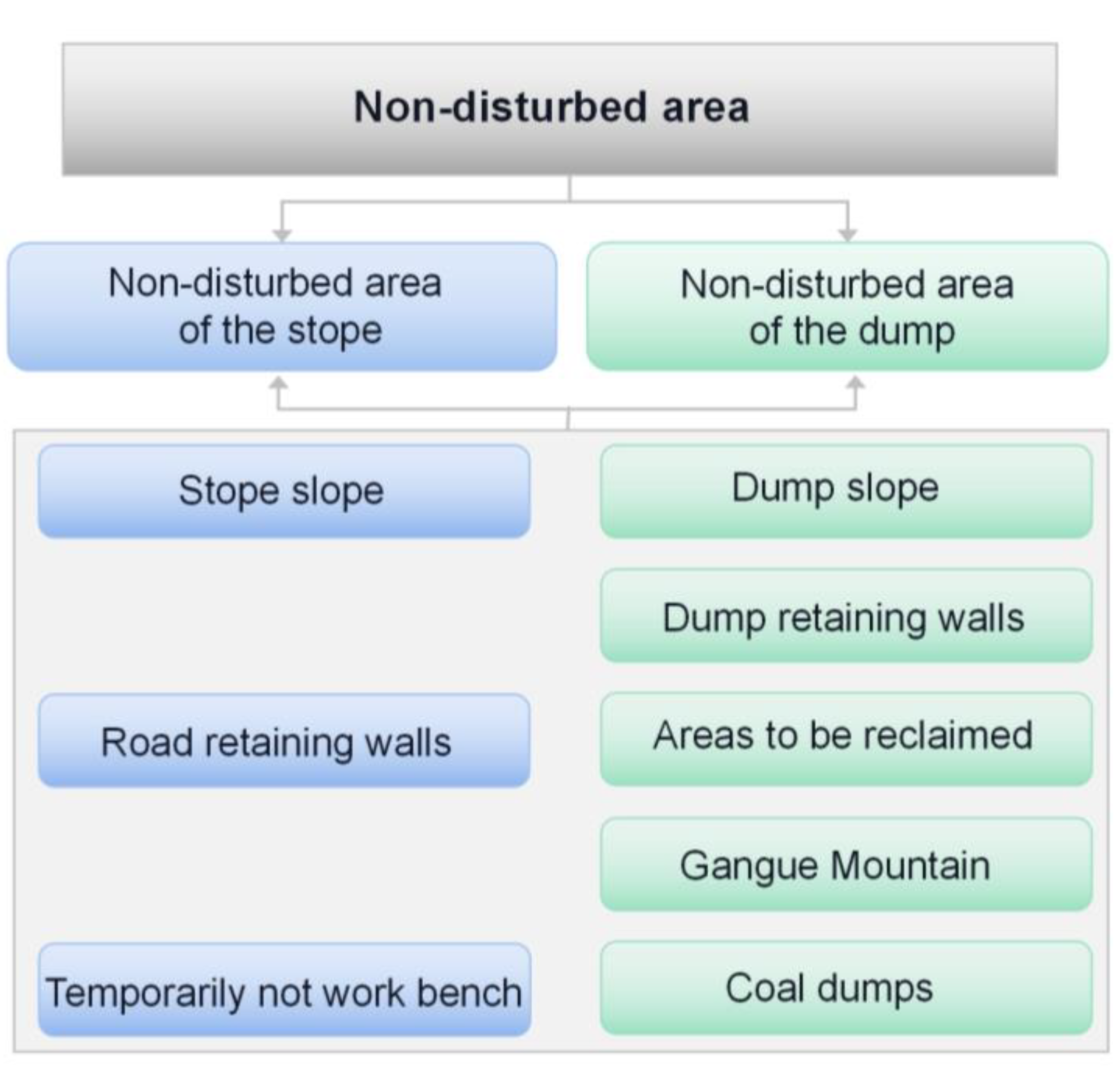
2.1. Non-Perturbation Area Definition
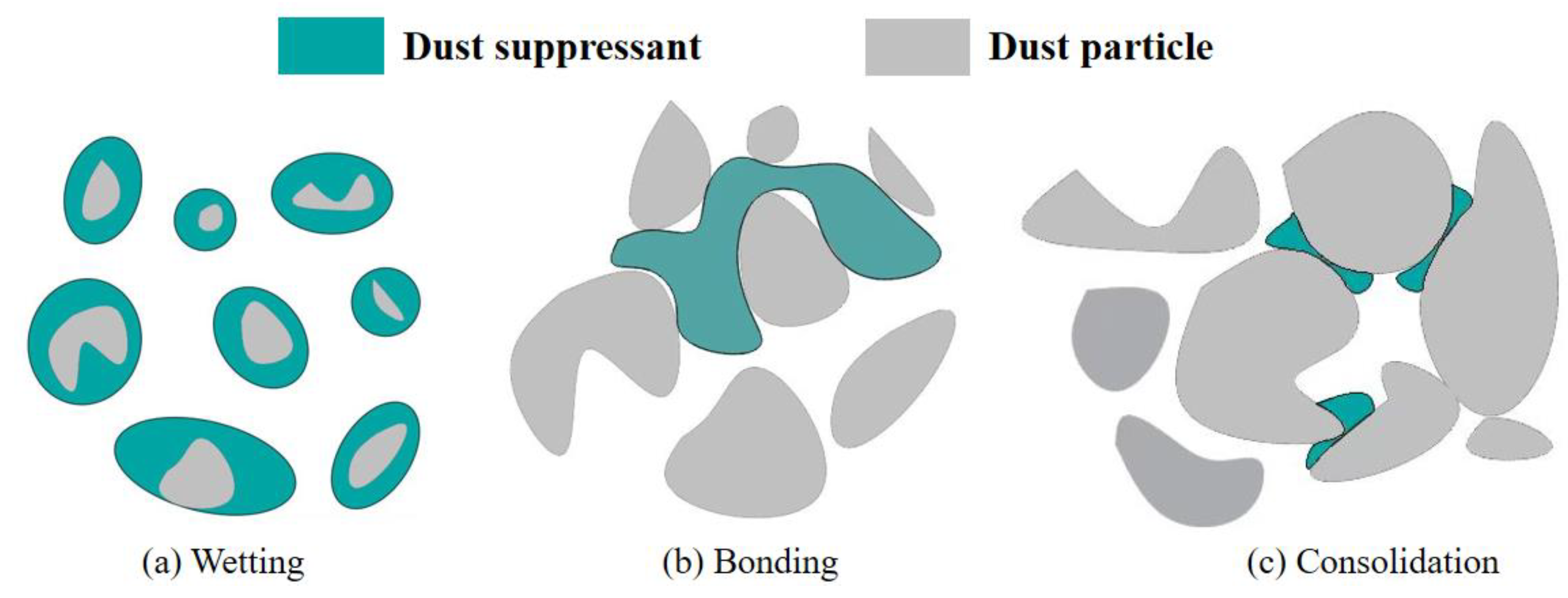
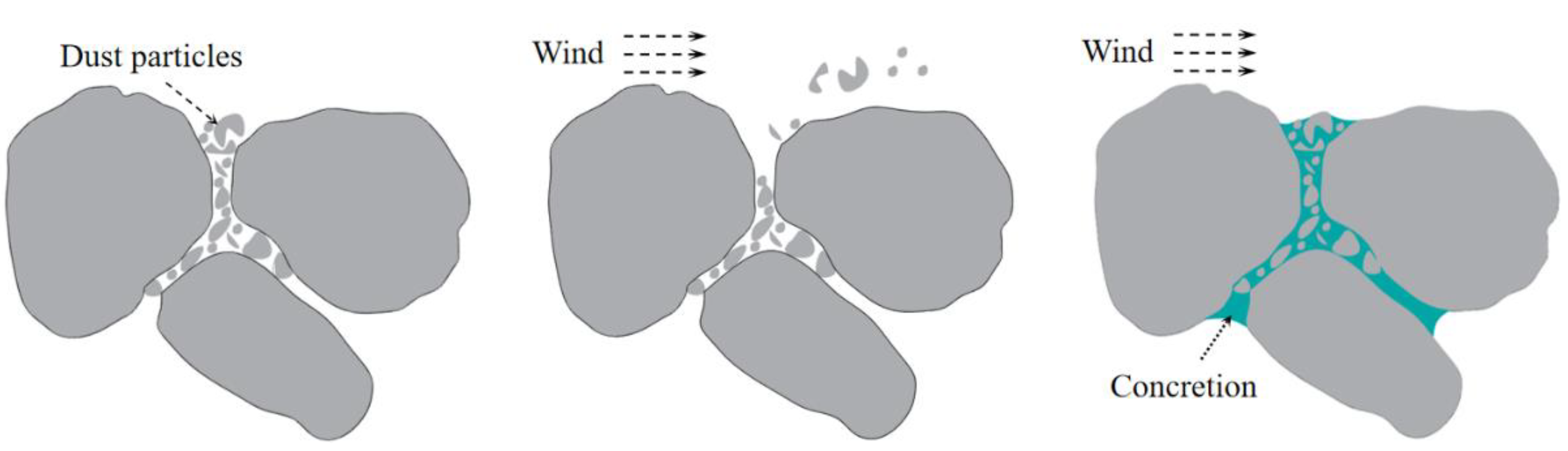
2.2. Classification of Dust Suppressants
- (1)
- Wetting chemical dust suppressants
- (2)
- Coalescing chemical dust suppressants
- (3)
- Bonding chemical dust suppressants
2.3. Indoor Dust Suppressant Performance Test
- (1)
- Preparation of dust suppressant
- (2)
- Dust suppression rate test
- (3)
- Dust suppressant crusting test
- (4)
- Growth test of dust suppressant on plants
- The topsoil of the dumping site in the non-disturbed area was selected as the test soil.
- We select 4 garlic plants with similar health, planted them separately, and watered them in equal amounts.
- We chose 2 garlic plants to spray 1% and 0.5% dust suppressant at 100 mL, respectively. The rest did not receive dust suppressant. We only sprayed the same amount of water.
- We recorded the 3 garlic seedlings with the best growth conditions in each pot of test garlic over time, took the average value, and drew the growth curve of the garlic.
- (5)
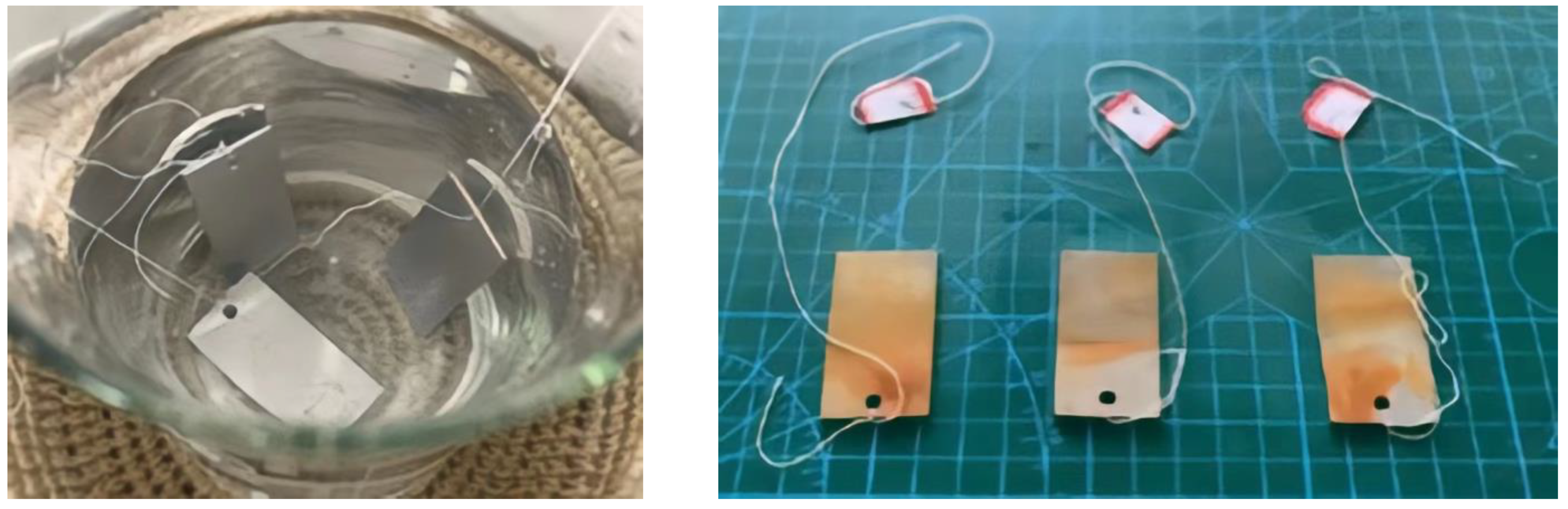
- Metal corrosivity test of dust suppressant
- (6)
- Dust suppressant toxicity test
2.4. On-Site Dust Suppression Efficiency Test
3. Results and Discussion
3.1. Laboratory Test Results
3.1.1. Dust Particle Size Distribution
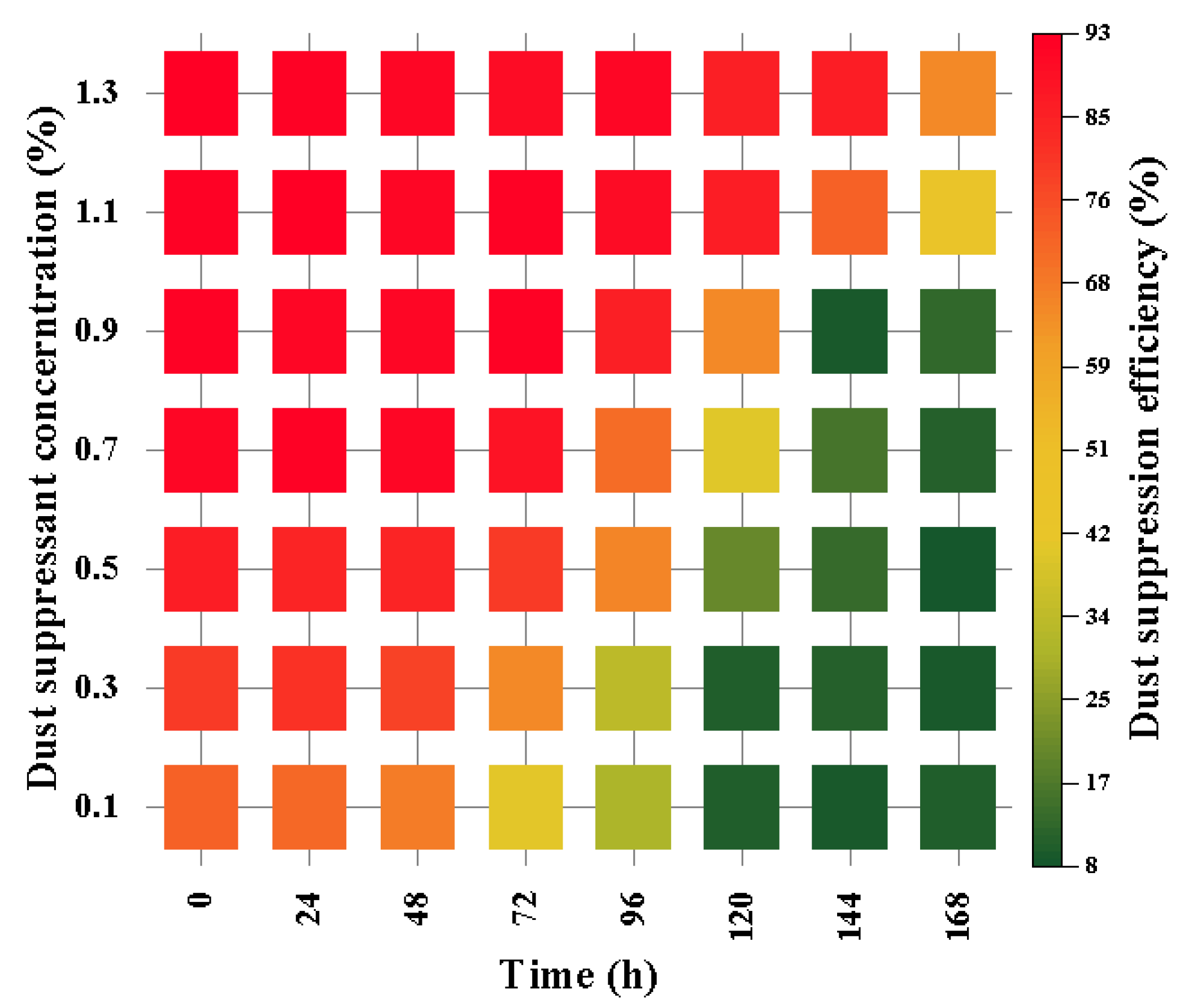
3.1.2. Dust Suppressant Efficiency Analysis
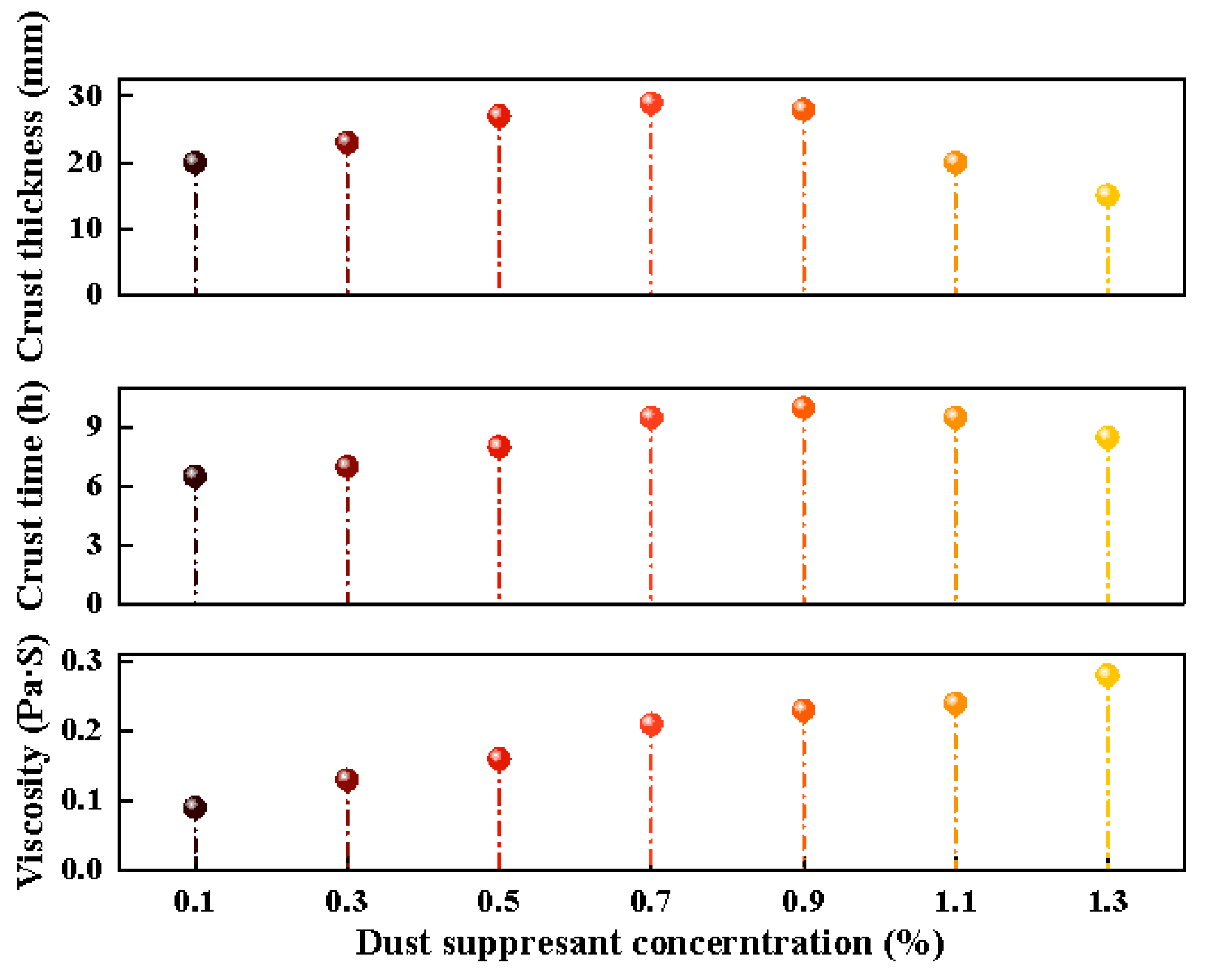
3.1.3. Analysis of Dust Suppressant Characteristics
- (1)
- Viscosity of dust suppressant
- (2)
- Dust suppressant crusting time
- (3)
- Thickness of dust suppressant crust
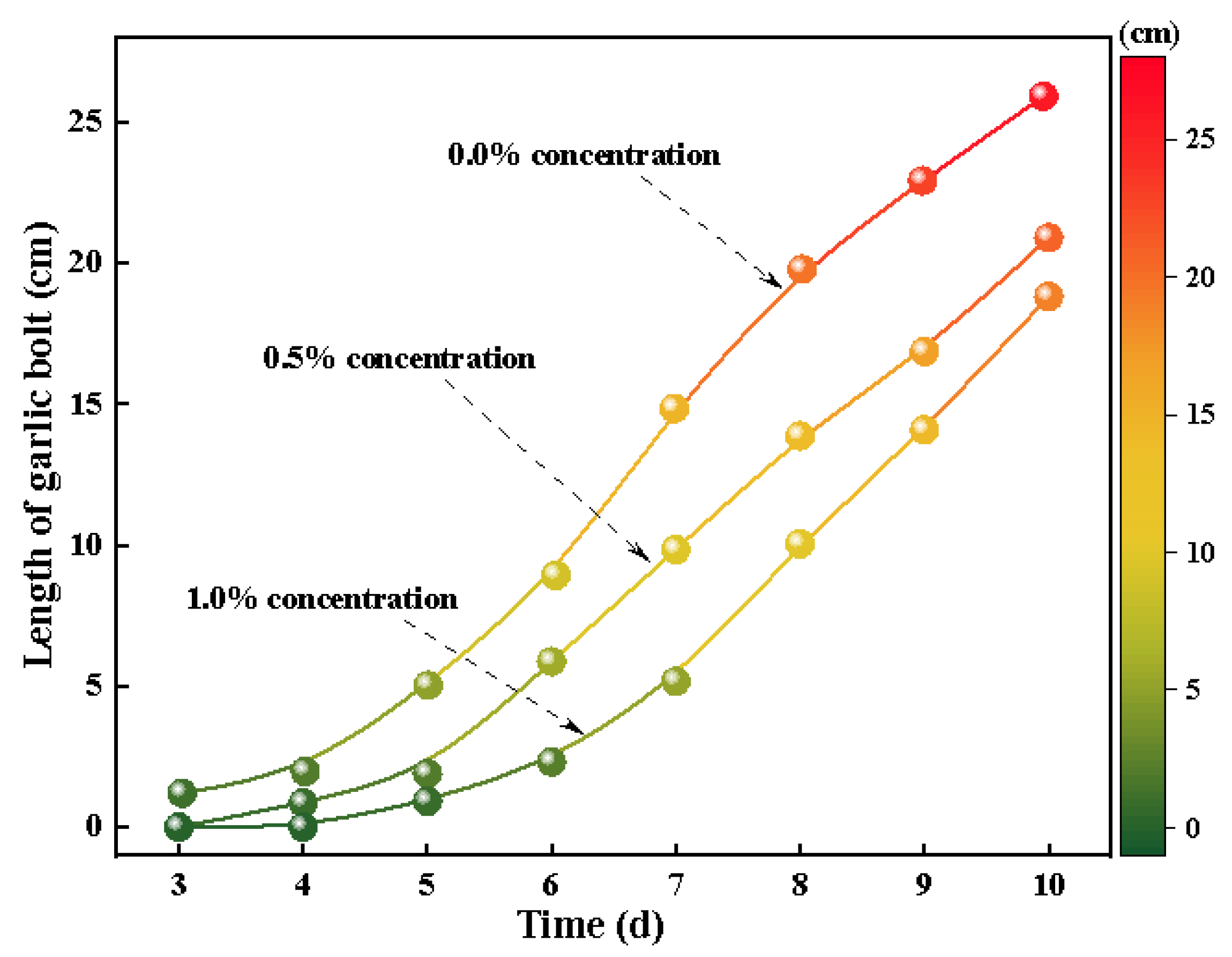
3.1.4. Effect of Dust Suppressant on Vegetation Growth
- Sampling in the non-disturbed area.
- Select 4 garlic plants with similar health, plant them separately, and water them in equal amounts.
- Configure 100 mL of 1% concentration dust suppressant, and select 2 pots of test garlic for watering and marking.
- Record the 3 garlic seedlings with the best growth conditions in each pot of tested garlic over time, take the average value, and draw the growth curve of the garlic.
3.1.5. Effect of Dust Suppressants on Gold Corrosion

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Project | Test Method | Unit | Test Results |
|---|---|---|---|
| Total Penetration Corrosion (Cast Iron) | GJB5974-2007 | mg/(cm2·24 h) | 0.039 |
| / | 1# | 2# | 3# |
| Cast iron is dried and weighed (before corrosion) | 19.864 g | 20.031 g | 19.903 g |
| Cast iron is wiped and weighed (after corrosion) | 19.860 g | 20.019 g | 19.895 g |
| Poor quality | 0.004 g | 0.013 g | 0.008 g |
3.1.6. Dust Suppressant Toxicity Test
- (1)
- Acute oral toxicity test
| Number of Animals/Animal | Body Weight ± SD/g | Number of Deaths/Only | Mortality/% | |||
|---|---|---|---|---|---|---|
| 0/a | 7/a | 14/a | 14 Days of Weight Gain | |||
| 10 | 19.80 ± 1.19 | 24.2 ± 1.03 | 28.90 ± 1.16 | 8.90 ± 0.340 | 0 | 0 |
| 10 | 19.50 ± 14.70 | 23.0 ± 1.35 | 26.30 ± 1.73 | 6.80 ± 0.680 | 0 | 0 |
- (2)
- Acute skin irritation test
- (3)
- Heavy metal element test
3.2. Field Test Results
3.2.1. Dust Suppression Efficiency
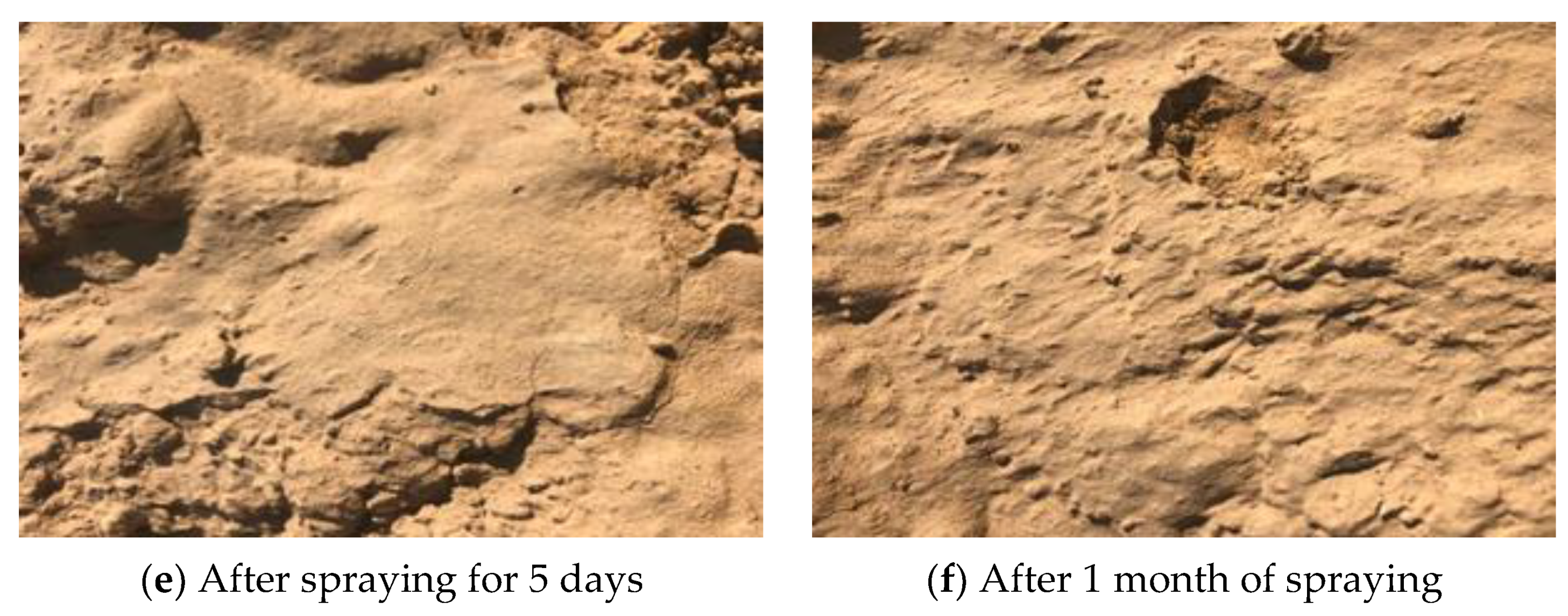
3.2.2. Field Crusting Characteristics
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tang, W.J.; Li, F.M.; Xiang, G.X.; Liu, M.W. Investigation on flow field characteristics in an open-pit coal mine. Environ. Sci. Pollut. Res. 2022, 29, 27585–27594. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.M.; Zhou, W.; Jiskani, I.M.; Luo, H.T.; Ao, Z.C.; Mvula, E.M. Annual dust pollution characteristics and its prevention and control for environmental protection in surface mines. Sci. Total Environ. 2022, 825, 153949. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Y.L.; Zhou, W.; Lu, X.; Jiskani, I.M.; Cai, Q.X.; Liu, P.; Li, L. Evaluation Index System of Green Surface Mining in China. Min. Metall. Explor. 2020, 37, 1093–1103. [Google Scholar] [CrossRef]
- Jiskani, I.M.; Cai, Q.X.; Zhou, W.; Lu, X.; Shah, S.A.A. An integrated fuzzy decision support system for analyzing challenges and pathways to promote green and climate smart mining. Expert Syst. Appl. 2022, 188, 116062. [Google Scholar] [CrossRef]
- Jiskani, I.M.; Cai, Q.X.; Zhou, W.; Shah, S.A.A. Green and climate-smart mining: A framework to analyze open-pit mines for cleaner mineral production. Resour. Policy 2021, 71, 102007. [Google Scholar] [CrossRef]
- Li, H.; Ma, J.K.; Wang, Z.Q.; Wang, W.; Liu, Y.W. A gas outburst prevention and control strategy for single thick coal seams with high outburst risk: A case study of Hudi Coal Mine in Qinshui Basin. Energy Sci. Eng. 2020, 8, 2471–2491. [Google Scholar] [CrossRef]
- Chen, J.H.; Jiskani, I.M.; Lin, A.G.; Zhao, C.C.; Jing, P.X.; Liu, F.J.; Lu, M.Y. A hybrid decision model and case study for comprehensive evaluation of green mine construction level. Environ. Dev. Sustain. 2022. [Google Scholar] [CrossRef]
- Tian, Y.; Zhou, W.; Jiskani, I.M.; Cai, Q.X.; Li, Z.L.; Lu, X. Stability analysis of varying height waste dump in open-pit mine under particle size gradation and reconstruction effect of waste materials. Int. J. Min. Reclam. Environ. 2022, 36, 587–604. [Google Scholar] [CrossRef]
- Jautzy, J.; Ahad, J.M.E.; Gobeil, C.; Savard, M.M. Century-Long Source Apportionment of PAHs in Athabasca Oil Sands Region Lakes Using Diagnostic Ratios and Compound-Specific Carbon Isotope Signatures. Environ. Sci. Technol. 2013, 47, 6155–6163. [Google Scholar] [CrossRef]
- Wang, Z.M.; Zhou, W.; Jiskani, I.M.; Ding, X.H.; Luo, H.T. Dust pollution in cold region Surface Mines and its prevention and control. Environ. Pollut. 2022, 292, 118293. [Google Scholar] [CrossRef]
- Li, X.X.; Zhang, J.H. Evaluation and Simulation of Dust Concentration in Antaibao Open-Pit Coal Mine. J. Environ. Prot. Ecol. 2022, 23, 1845–1853. [Google Scholar]
- Huertas, J.I.; Huertas, M.E.; Izquierdo, S.; Gonzalez, E.D. Air quality impact assessment of multiple open pit coal mines in northern Colombia. J. Environ. Manag. 2012, 93, 121–129. [Google Scholar] [CrossRef] [PubMed]
- Ding, C.; Nie, B.S.; Yang, H.; Dai, L.C.; Zhao, C.H.; Zhao, F.; Li, H.L. Experimental research on optimization and coal dust suppression performance of magnetized surfactant solution. In Proceedings of the 1st International Symposium on Mine Safety Science and Engineering (ISMSSE), Beijing, China, 26–29 October 2011. [Google Scholar]
- Xi, Z.L.; Feng, Z.Y.; Li, A. Synergistic coal dust control using aqueous solutions of thermoplastic powder and anionic surfactant. Colloids Surf. A-Physicochem. Eng. Asp. 2017, 520, 864–871. [Google Scholar] [CrossRef]
- Wang, X.N.; Yuan, S.J.; Jiang, B.Y. Experimental investigation of the wetting ability of surfactants to coals dust based on physical chemistry characteristics of the different coal samples. Adv. Powder Technol. 2019, 30, 1696–1708. [Google Scholar] [CrossRef]
- Wu, M.Y.; Hu, X.M.; Zhang, Q.; Zhao, Y.Y.; Sun, J.H.; Cheng, W.M.; Fan, Y.J.; Zhu, S.C.; Lu, W.; Song, C.Y. Preparation and performance evaluation of environment-friendly biological dust suppressant. J. Clean. Prod. 2020, 273, 123162. [Google Scholar] [CrossRef]
- Barrios, A.M.; Lippard, S.J. Interaction of urea with a hydroxide-bridged dinuclear nickel center: An alternative model for the mechanism of urease. J. Am. Chem. Soc. 2000, 122, 9172–9177. [Google Scholar] [CrossRef]
- Jin, H.; Nie, W.; Zhang, H.H.; Liu, Y.H.; Bao, Q.; Wang, H.K.; Huang, D.M. Preparation and characterization of a novel environmentally friendly coal dust suppressant. J. Appl. Polym. Sci. 2019, 136, 47354. [Google Scholar] [CrossRef]
- Medeiros, M.A.; Leite, C.M.M.; Lago, R.M. Use of glycerol by-product of biodiesel to produce an efficient dust suppressant. Chem. Eng. J. 2012, 180, 364–369. [Google Scholar] [CrossRef]
- Yan, J.Y.; Nie, W.; Zhang, H.H.; Xiu, Z.H.; Bao, Q.; Wang, H.K.; Jin, H.; Zhou, W.J. Synthesis and performance measurement of a modified polymer dust suppressant. Adv. Powder Technol. 2020, 31, 792–803. [Google Scholar] [CrossRef]
- Dixon-Hardy, D.W.; Beyhan, S.; Ediz, I.G.; Erarslan, K. The Use of Oil Refinery Wastes as a Dust Suppression Surfactant for Use in Mining. Environ. Eng. Sci. 2008, 25, 1189–1195. [Google Scholar] [CrossRef]
- Zhou, L.; Yang, S.Y.; Yuan, Z.L.; Yang, L.J.; Wu, H. Inhibition of fine particles fugitive emission from the open-pit lignite mines by polymer aqueous solutions. Colloids Surf. A-Physicochem. Eng. Asp. 2018, 555, 429–439. [Google Scholar] [CrossRef]
- Schwendeman, J.L.; Sun, S.; Salyer, I.O.; Wurstner, A.L. Polymer-augmented aqueous foams for suppression of respirable coal dust. Ann. N. Y. Acad. Sci. 1972, 200, 765–783. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.Z.; Lin, B.Q.; Zhao, S.; Dai, H.M. Surface physical properties and its effects on the wetting behaviors of respirable coal mine dust. Powder Technol. 2013, 233, 137–145. [Google Scholar] [CrossRef]
- Zhuang, Y.; Biswas, P. Submicrometer particle formation and control in a bench-scale pulverized coal combustor. Energy Fuels 2001, 15, 510–516. [Google Scholar] [CrossRef]
- Zhou, Q.; Qin, B.T.; Wang, J.; Wang, H.T.; Wang, F. Effects of preparation parameters on the wetting features of surfactant-magnetized water for dust control in Luwa mine, China. Powder Technol. 2018, 326, 7–15. [Google Scholar] [CrossRef]
- Bao, Q.; Nie, W.; Liu, C.Q.; Zhang, H.H.; Wang, H.K.; Jin, H.; Yan, J.Y.; Liu, Q. The preparation of a novel hydrogel based on crosslinked polymers for suppressing coal dusts. J. Clean. Prod. 2020, 249, 119343. [Google Scholar] [CrossRef]
- Wang, H.T.; Wei, X.B.; Du, Y.H.; Wang, D.M. Effect of water-soluble polymers on the performance of dust-suppression foams: Wettability, surface viscosity and stability. Colloids Surf. A-Physicochem. Eng. Asp. 2019, 568, 92–98. [Google Scholar] [CrossRef]
- Dong, H.; Yu, H.M.; Xu, R.X.; Cheng, W.M.; Ye, Y.X.; Xie, S.; Zhao, J.W.; Cheng, Y. Review and prospects of mining chemical dust suppressant: Classification and mechanisms. Environ. Sci. Pollut. Res. 2022. [Google Scholar] [CrossRef]
- Al-Karawi, A.J.M.; Hussein, A.; Al-Daraji, R. Preparation and using of acrylamide grafted starch as polymer drug carrier. Carbohydr. Polym. 2010, 79, 769–774. [Google Scholar] [CrossRef]
- Zhao, X.L.; Zhao, X.Y.; Han, F.W.; Song, Z.L.; Wang, D.; Fan, J.F.; Jia, Z.Z.; Jiang, G.G. A research on dust suppression mechanism and application technology in mining and loading process of burnt rock open pit coal mines. J. Air Waste Manag. Assoc. 2021, 71, 1568–1584. [Google Scholar] [CrossRef]
- Wang, Y.; Du, C.F.; Cui, M.M. Formulation Development and Performance Characterization of Ecological Dust Suppressant for Road Surfaces in Cities. Appl. Sci. 2021, 11, 466. [Google Scholar] [CrossRef]
- Huang, Z.A.; Huang, Y.; Yang, Z.J.; Zhang, J.; Zhang, Y.H.; Gao, Y.K.; Shao, Z.L.; Zhang, L.H. Study on the physicochemical characteristics and dust suppression performance of new type chemical dust suppressant for copper mine pavement. Environ. Sci. Pollut. Res. 2021, 28, 59640–59651. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Wang, R.J.; Li, G.; Song, X.Z.; Yang, H.Z.; Lai, H.N. Comprehensive Chemical Dust Suppressant Performance Evaluation and Optimization Method. Int. J. Environ. Res. Public Health 2022, 19, 5617. [Google Scholar] [CrossRef] [PubMed]



| D10 | D50 | D90 | ||
|---|---|---|---|---|
| Non-disturbed zone dust 1# | 1st time | 1.376 | 20.953 | 73.091 |
| 2nd time | 1.356 | 21.519 | 78.395 | |
| 3rd time | 1.348 | 21.176 | 84.320 | |
| average value | 1.360 | 21.216 | 78.445 | |
| Disturbed zone dust 2# | 1st time | 1.835 | 34.888 | 239.770 |
| 2nd time | 2.080 | 39.928 | 229.74 | |
| 3rd time | 1.804 | 32.973 | 210.260 | |
| average value | 1.902 | 35.888 | 226.130 | |
| Animal Number | Weight/kg | Observation Time | |||||
|---|---|---|---|---|---|---|---|
| 24 h | 48 h | 72 h | |||||
| Sample | Control | Sample | Control | Sample | Control | ||
| 1 | 2.44 | 0 | 0 | 0 | 0 | 0 | 0 |
| 2 | 2.18 | 0 | 0 | 0 | 0 | 0 | 0 |
| 3 | 2.72 | 0 | 0 | 0 | 0 | 0 | 0 |
| 4 | 2.63 | 0 | 0 | 0 | 0 | 0 | 0 |
| Point mean | 0 | 0 | 0 | 0 | 0 | 0 | |
| Detection Item | As (mg/L) | Cd (mg/L) | Cr (mg/L) | Hg (mg/L) | Pb (mg/L) |
|---|---|---|---|---|---|
| Content | 0.005 | 0.002 | 0.008 | 0.002 | 0.008 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, Z.; Ao, Z.; Wang, Z.; Yang, Y. Study on Crust-Shaped Dust Suppressant in Non-Disturbance Area of Open-Pit Coal Mine—A Case Study. Int. J. Environ. Res. Public Health 2023, 20, 934. https://doi.org/10.3390/ijerph20020934
Shen Z, Ao Z, Wang Z, Yang Y. Study on Crust-Shaped Dust Suppressant in Non-Disturbance Area of Open-Pit Coal Mine—A Case Study. International Journal of Environmental Research and Public Health. 2023; 20(2):934. https://doi.org/10.3390/ijerph20020934
Chicago/Turabian StyleShen, Zhiyuan, Zhongchen Ao, Zhiming Wang, and Yuqing Yang. 2023. "Study on Crust-Shaped Dust Suppressant in Non-Disturbance Area of Open-Pit Coal Mine—A Case Study" International Journal of Environmental Research and Public Health 20, no. 2: 934. https://doi.org/10.3390/ijerph20020934
APA StyleShen, Z., Ao, Z., Wang, Z., & Yang, Y. (2023). Study on Crust-Shaped Dust Suppressant in Non-Disturbance Area of Open-Pit Coal Mine—A Case Study. International Journal of Environmental Research and Public Health, 20(2), 934. https://doi.org/10.3390/ijerph20020934