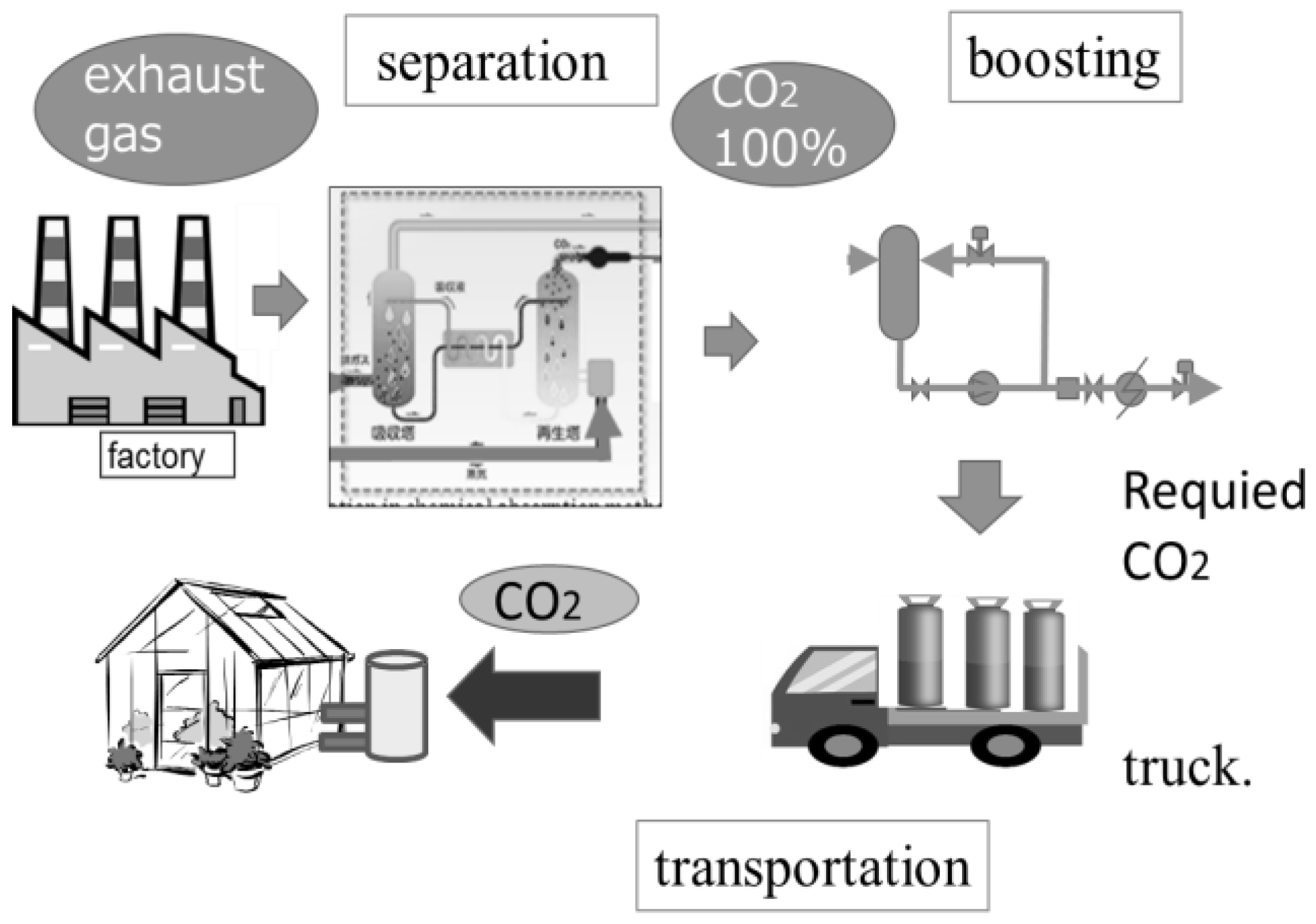
4.1. Cost of the CO2 Collecting System (Separation and Boosting Costs)
Table 7 and
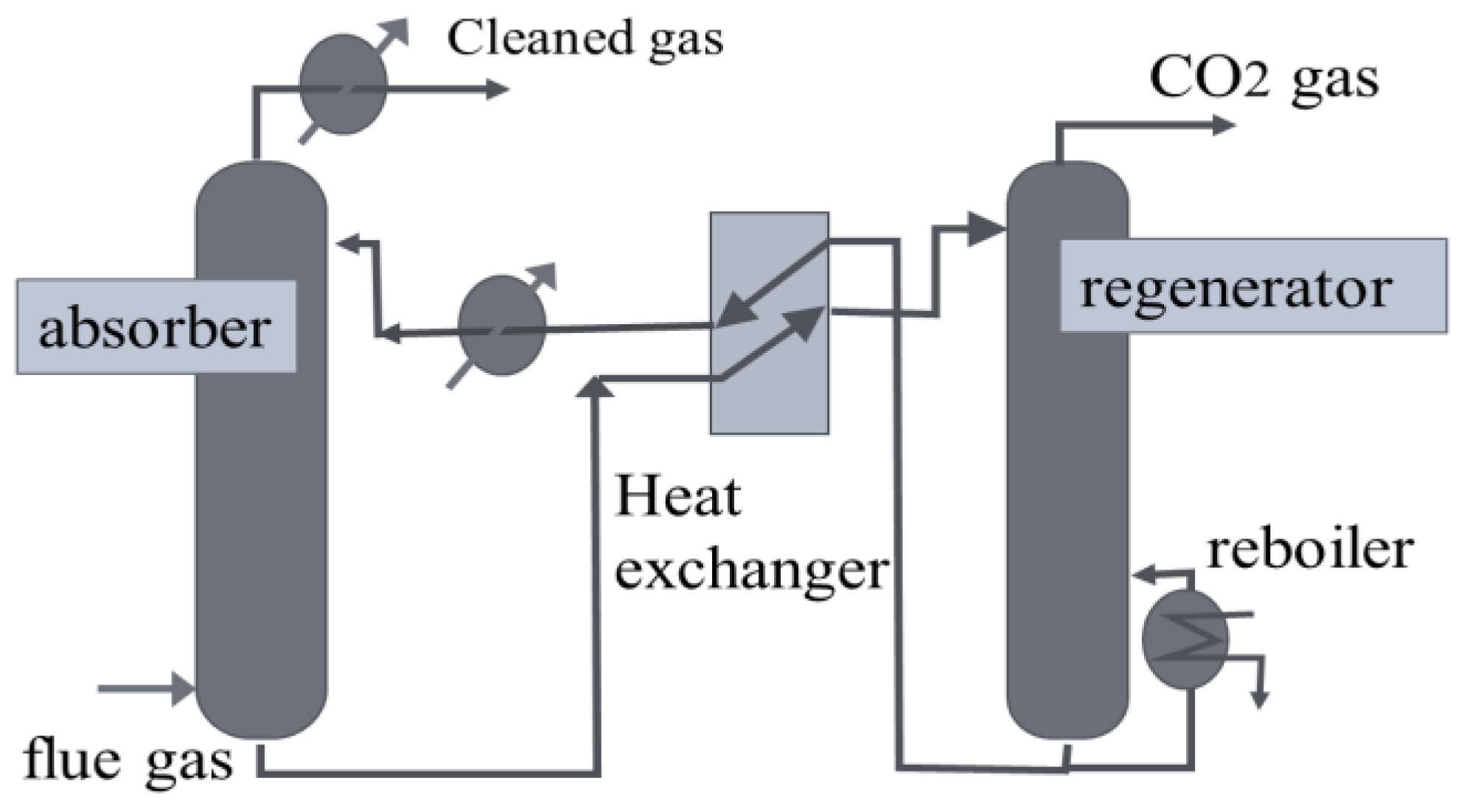
Table 8 display the separation and boosting energies required for each method. The separation energy for the chemical absorption method was 0.39 kWh/kg-CO
2. The thermal energy cost required to separate CO
2 from the amine solution was high. With regard to the CO
2 separation system, a chemical absorption method involving an exhaust gas stream was considered. When using this system, we suggest that it is indispensable to reduce this thermal energy by using the exhaust heat. On the other hand, the CO
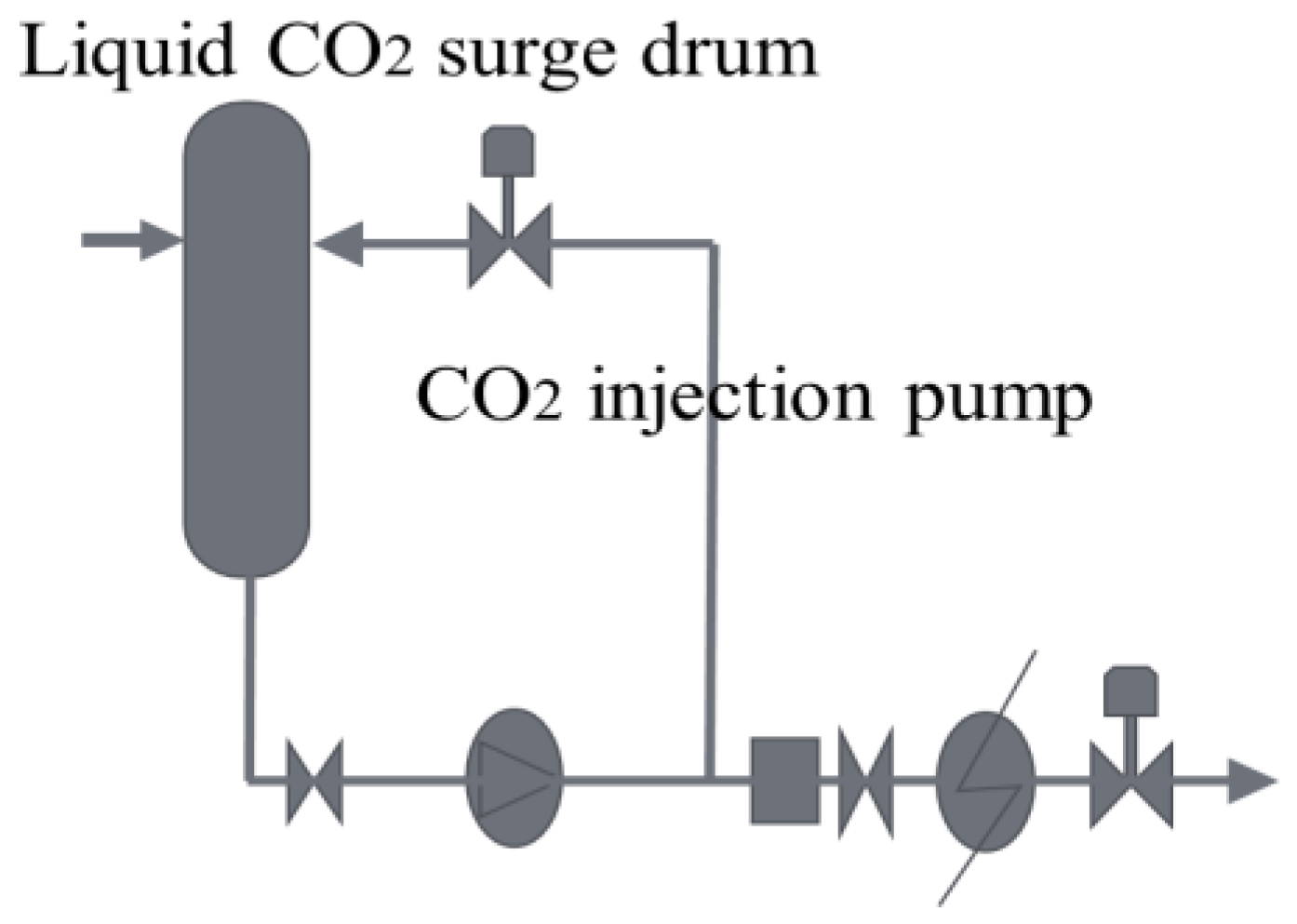
2 liquefying cost was considered to be 0.12 yen/kg-CO
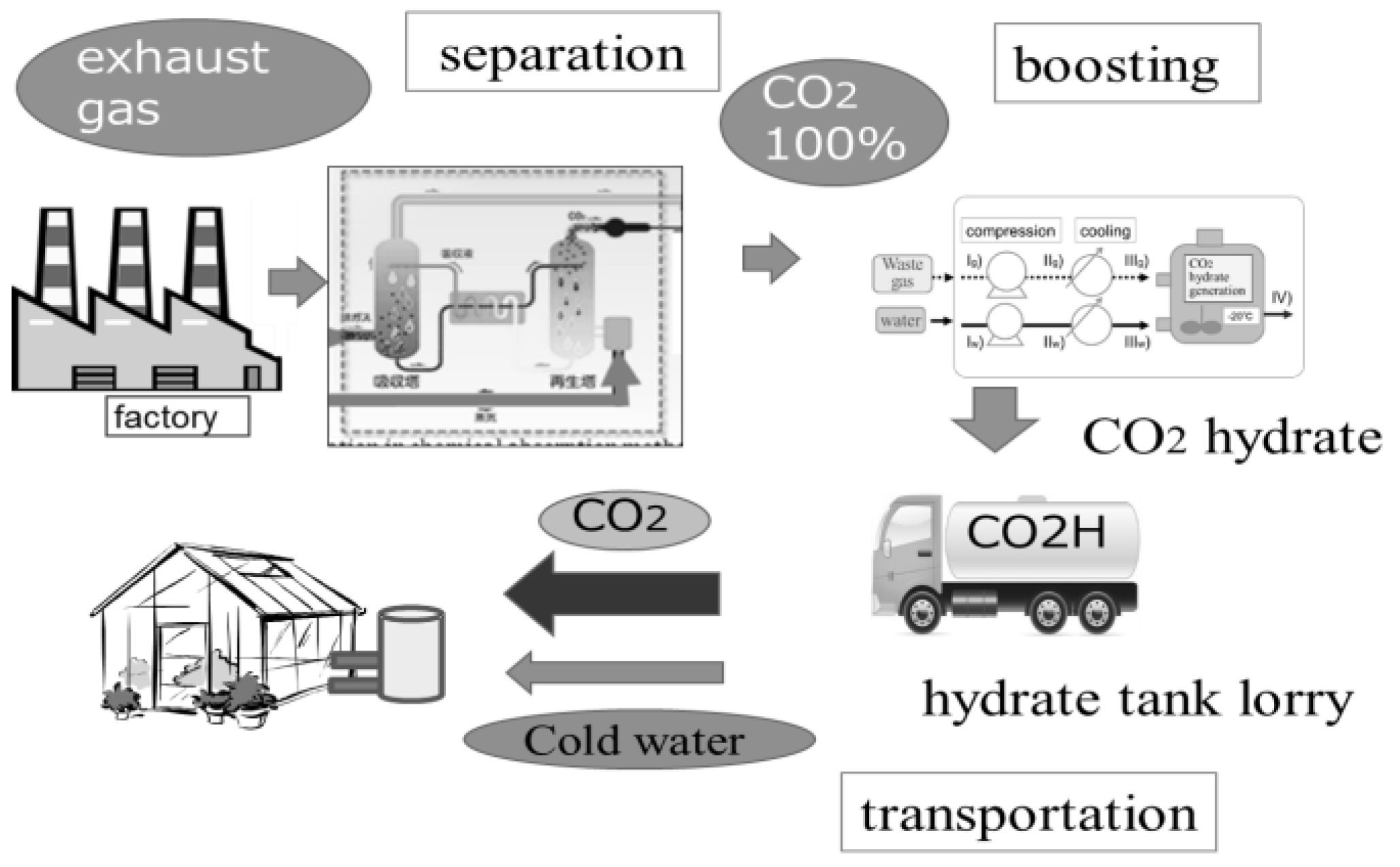
2, according to previous reports. In the calculation of the hydrate method, the hydrate was generated from a pure CO
2 gas stream recovered by the chemical absorption method. The hydrate generation cost was relatively high value at this setting condition.
4.2. Cost of the CO2 Transportation System
Table 9 shows the transportation results (i.e., the relation between the CO
2 loading capacity and the transportation cost). In particular, this table shows the amount of CO
2 emissions associated with the transportation process. The liquefied CO
2 loading capacity was large, and this method was therefore promising. Additionally, this CO
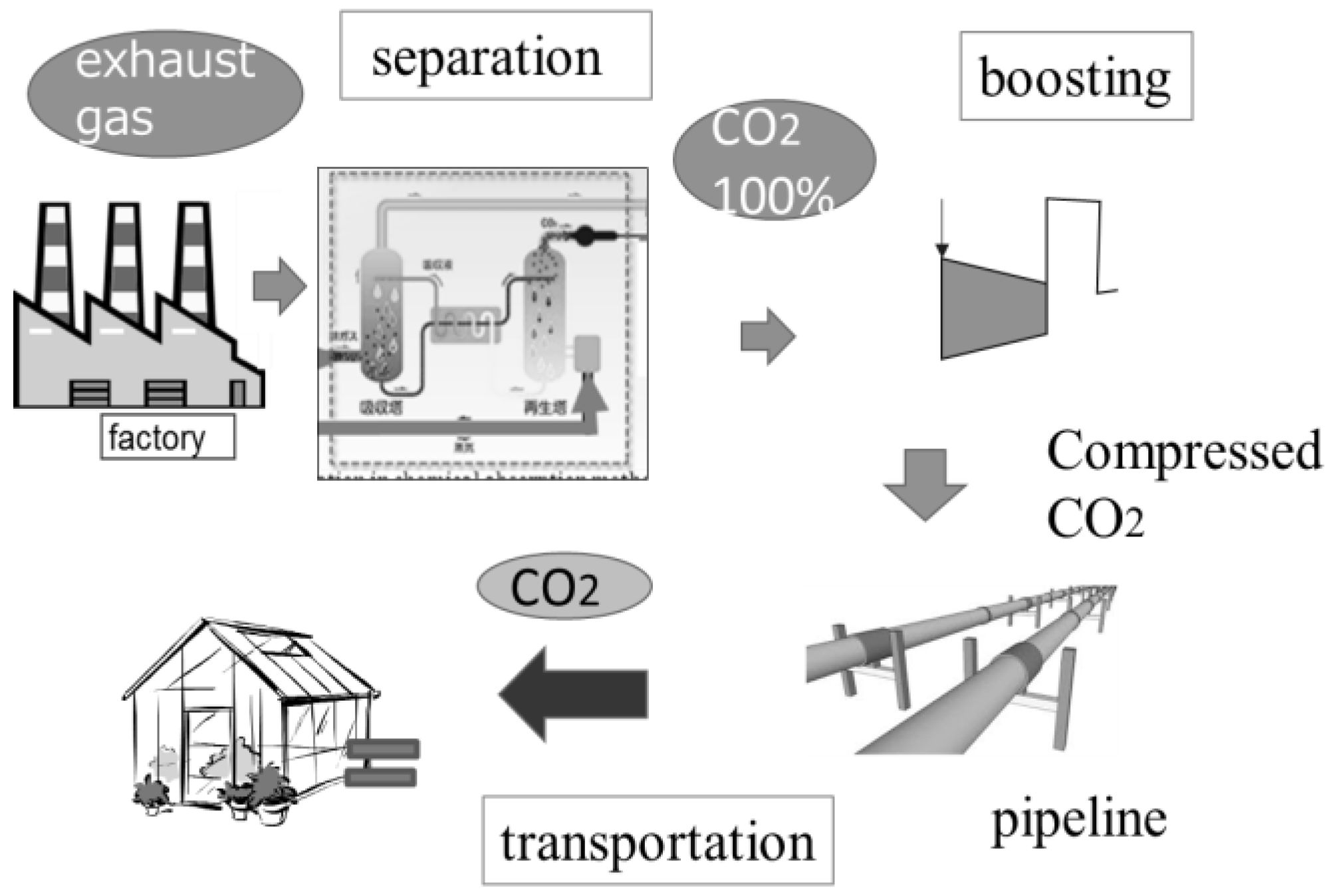
2 liquefaction system showed the lowest transportation costs among the methods studied herein. On the other hand, the transportation costs for compressed air (i.e., pipeline transportation) were large, although these values depended on the amount of CO
2 transported.
4.3. Total Cost of the CO2 Supply System
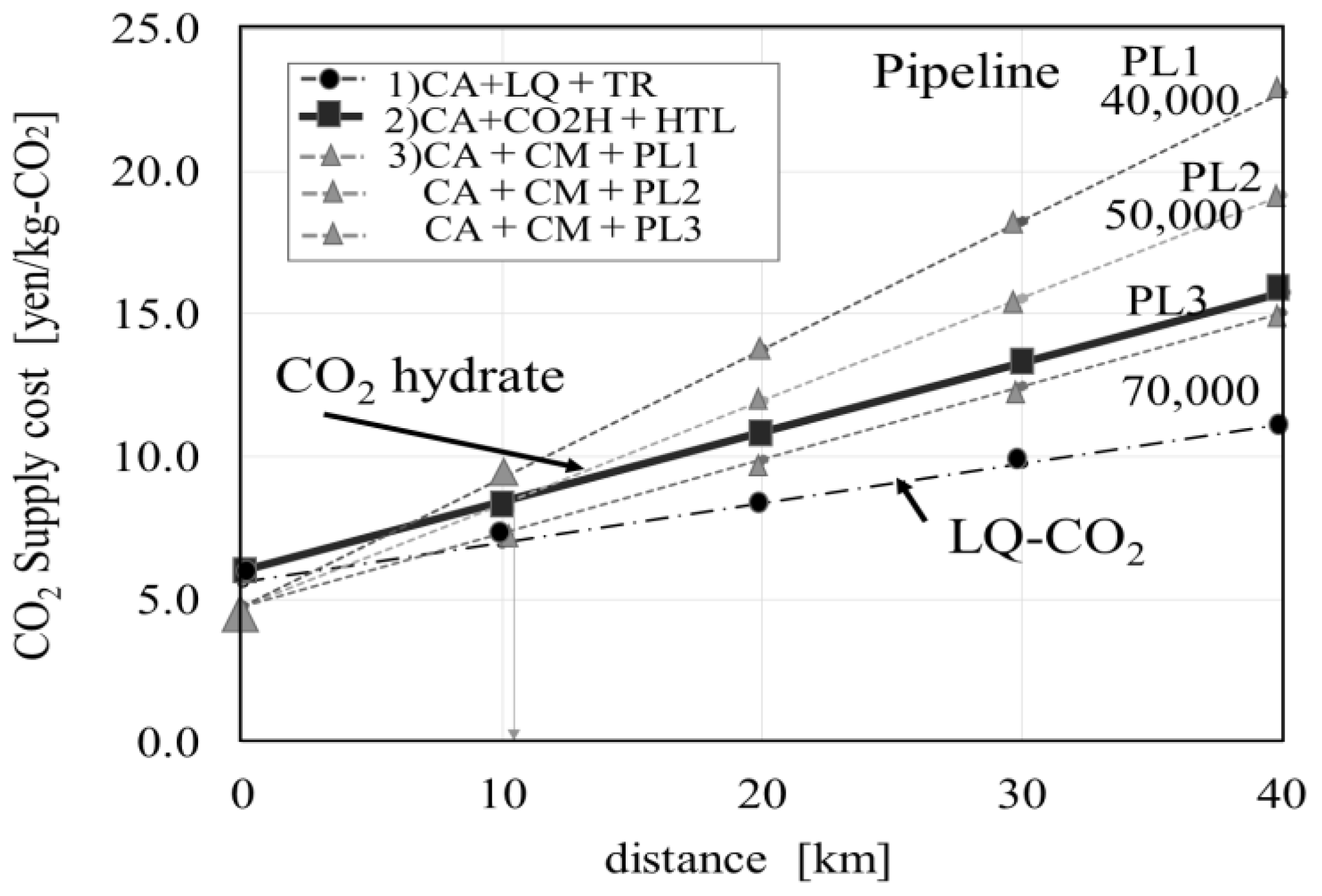
Figure 9 shows the relation between the total cost of the CO
2 supply system and the transported distance of CO
2 for each method. As can be seen, these costs, including transportation, ranged from 15 to 25 yen/kg-CO
2 for a transportation distance of 40 km or less. The supply cost per unit of CO
2 of the pipeline transportation mode increased while the annual transport volume decreased.
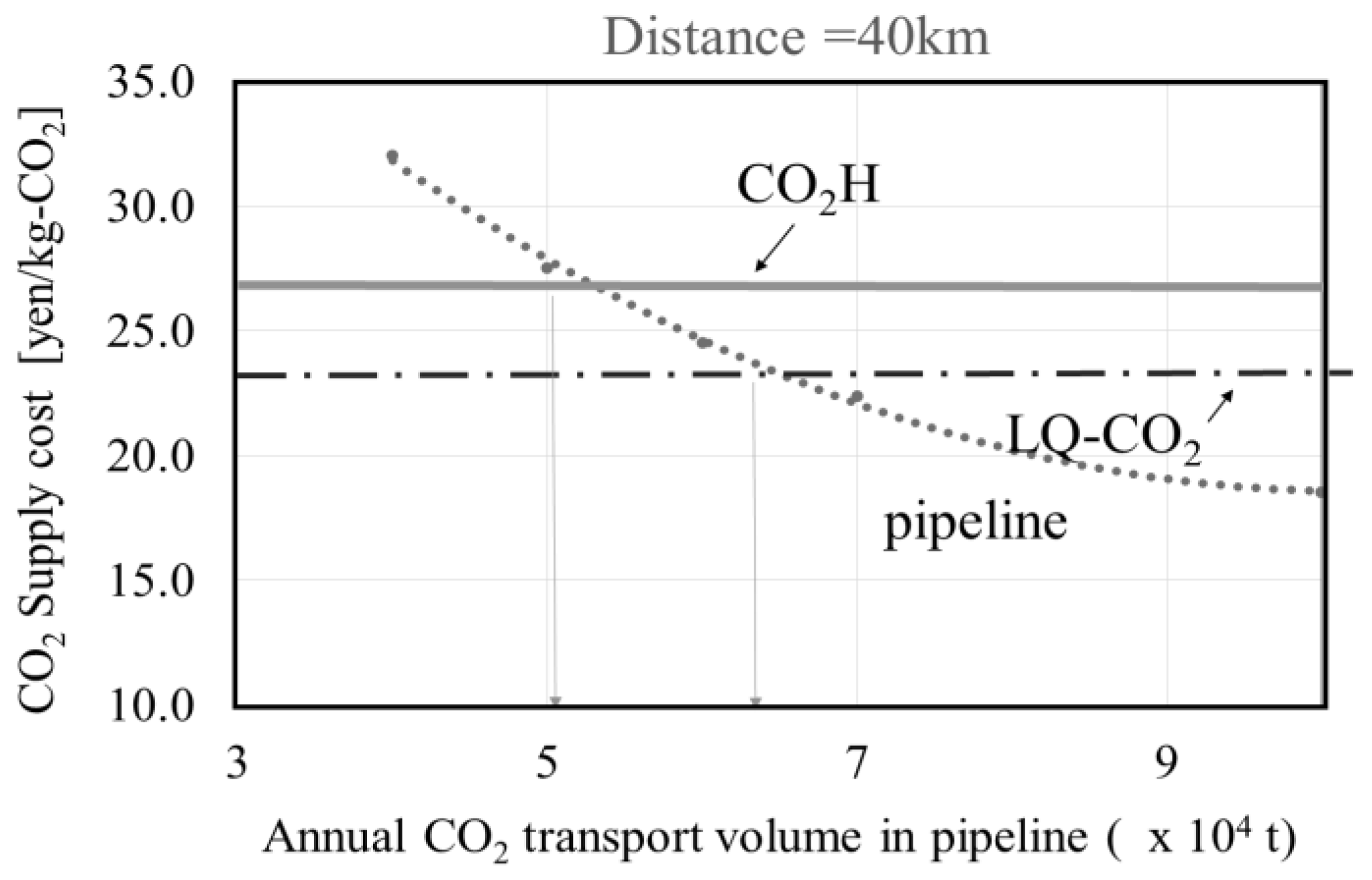
Figure 10 shows the relation between the total cost of the CO
2 supply system and the annual CO
2 transport volume in pipeline in the case of the distance at 40 km. According to this figure, the pipeline transportation cost at an annual CO
2 transport volume of 52,000 t was comparable to those obtained by the transportation of a cylinder truck or of a CO
2 hydrate tank truck. Additionally, the pipeline transportation cost at an annual CO
2 transport volume of about 70,000 t was significantly larger as compared to other transportation methods in this condition.
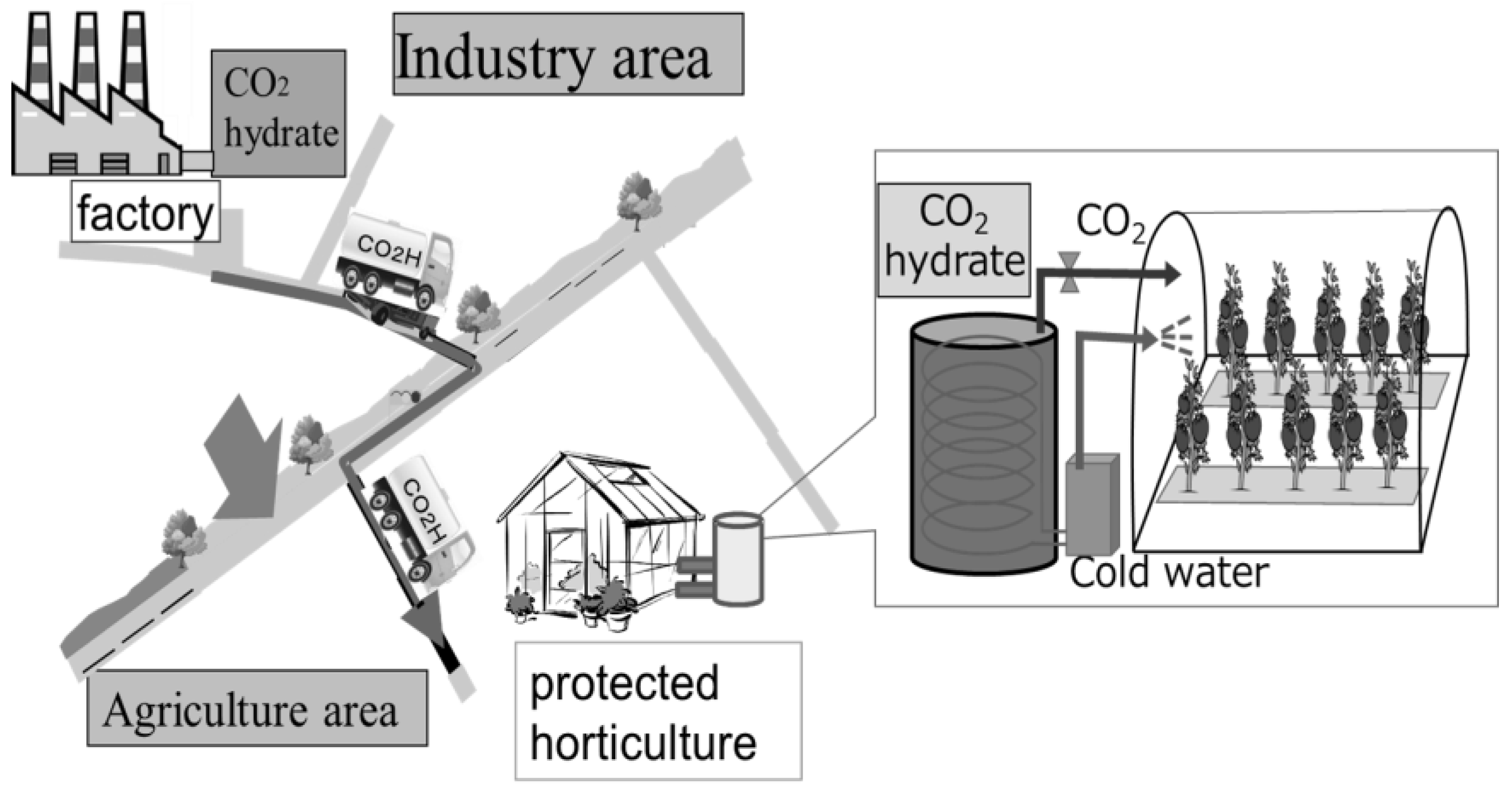
In this system, storage temperature of CO
2 hydrate in the container was assumed to be −20 °C under atmospheric pressure. Taking into account results of earlier studies on dissociation rates of CO
2 hydrate and CH
4 hydrate [
18,
19], CO
2 hydrate can be easily stored without its dissociation during the transportation process for several hours or up to a day. The potential of a natural gas hydrate pellet for long-term transportation of natural gas by means of gas hydrate has also been reported [
20]. Further assessment will be required to compare the economic benefits of using pellet technology for CO
2 transportation.
4.4. Examining the Usefulness of the Supply of Cold via CO2 Hydrate Transportation
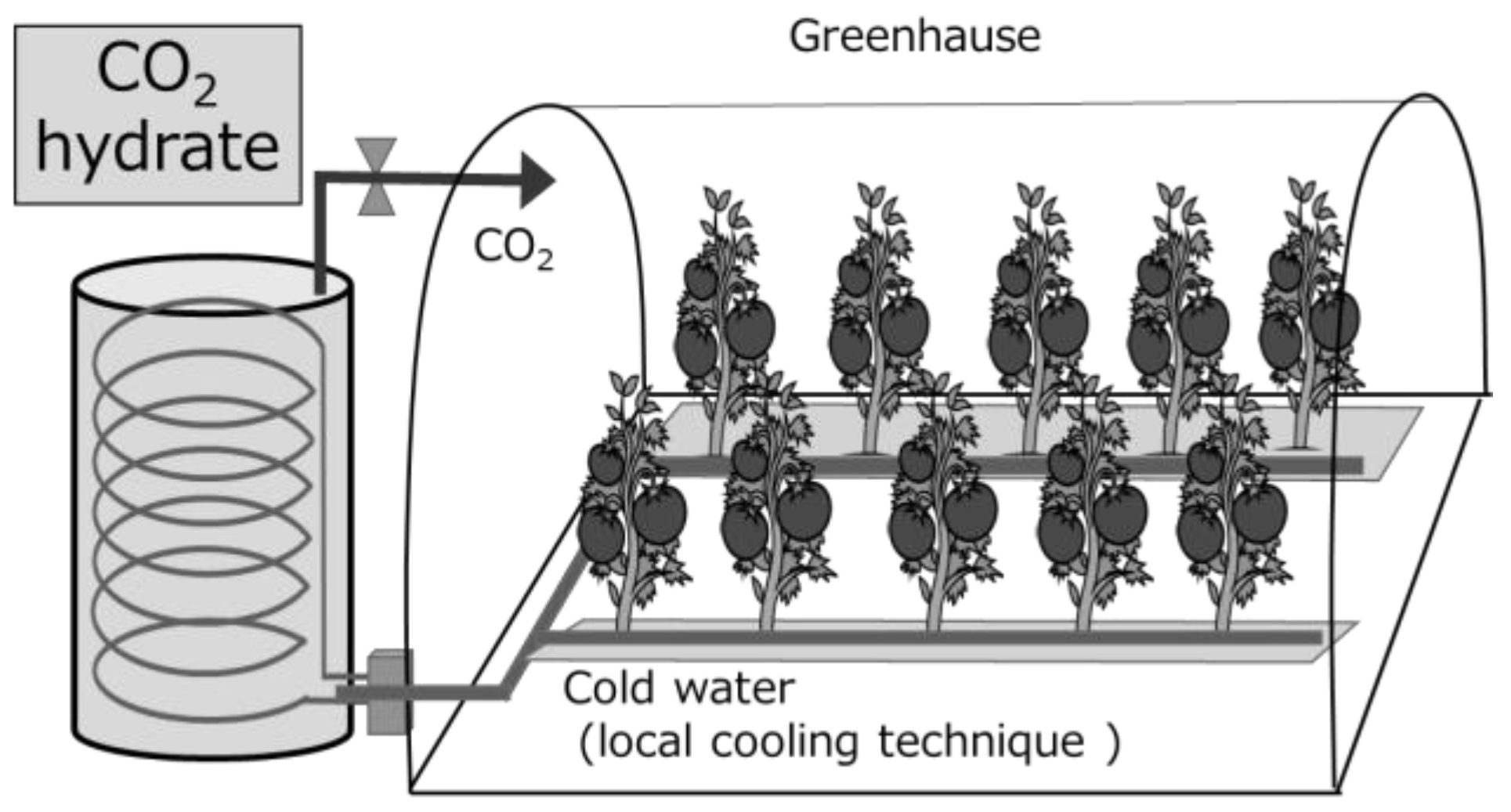
In ordinary greenhouse cultivation, it is impossible to fertilize CO2 because the cultivation house has to be ventilated in the daytime to prevent temperature from increasing inside. Since cold heat and CO2 are simultaneously supplied, the utilization of CO2 hydrates is expected to maintain an optimum temperature while fertilizing in the summer and without ventilating the greenhouse. Therefore, the possibility of CO2 fertilization via CO2 hydrate supply was evaluated by analyzing the cooling capacity of the CO2 hydrates according to Equation (11). Generally, cold heat is also generated when CO2 is supplied in a liquefied CO2 cylinder. However, in view of the CO2 supply rate and difficulty in taking out, this cold heat is not normally used at present. On the other hand, CO2 hydrate can supply CO2 and cold heat at the same time when hydrate is decomposed.
With regard to the amount of CO
2 fertilizer required, tomato cultivation was considered and the value was obtained from the literature [
4]. The cold heat supplied by the CO
2 hydrates was calculated as the sum of the latent heat produced by CO
2 hydrate decomposition, the amount of water generated by decomposition, and the sensible heat equivalent to 20 °C. The temperature of the CO
2 gas must increase from 5 to 25 °C for CO
2 hydrate formation. At this time, the cooling capacity was 12 W/m
2.
The solar radiation is strong during summer days. Since the solar heat flux was 1200 W/m2 or less, and the cooling capacity of the air conditioner was 200 W/m2 or less in this season, the cold heat supplied by the CO2 hydrates seemed to be insufficient for the cooling capacity of the greenhouse.
However, when the sun's solar radiation is weak, such as the spring and autumn season's morning and evening, there is merit for a simultaneous supply of CO
2 and cold heat by CO
2 hydrate. Local cooling technologies (
Figure 11) that provide a cooling effect to agricultural crops by cooling only specific parts of crop plants have been studied in recent years [
20], so the technology of supplying CO
2 by hydrate has merits. In this case, photosynthesis is accelerated by fertilization of CO
2 because it can maintain an appropriate temperature near plants by local cooling, and yield increase of about 20% can be expected. Although the transportation method by CO
2 hydrate is inferior to the CO
2 transport volume, we considered that this method has sufficient effectiveness in this field in combination with local cooling technology or for use in spring and autumn.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}