Thermal and Performance Analysis of a Gasification Boiler and Its Energy Efficiency Optimization


Abstract
:1. Introduction
2. Materials and Methods
Method of Measurement, Measuring Devices
3. Working Methodology
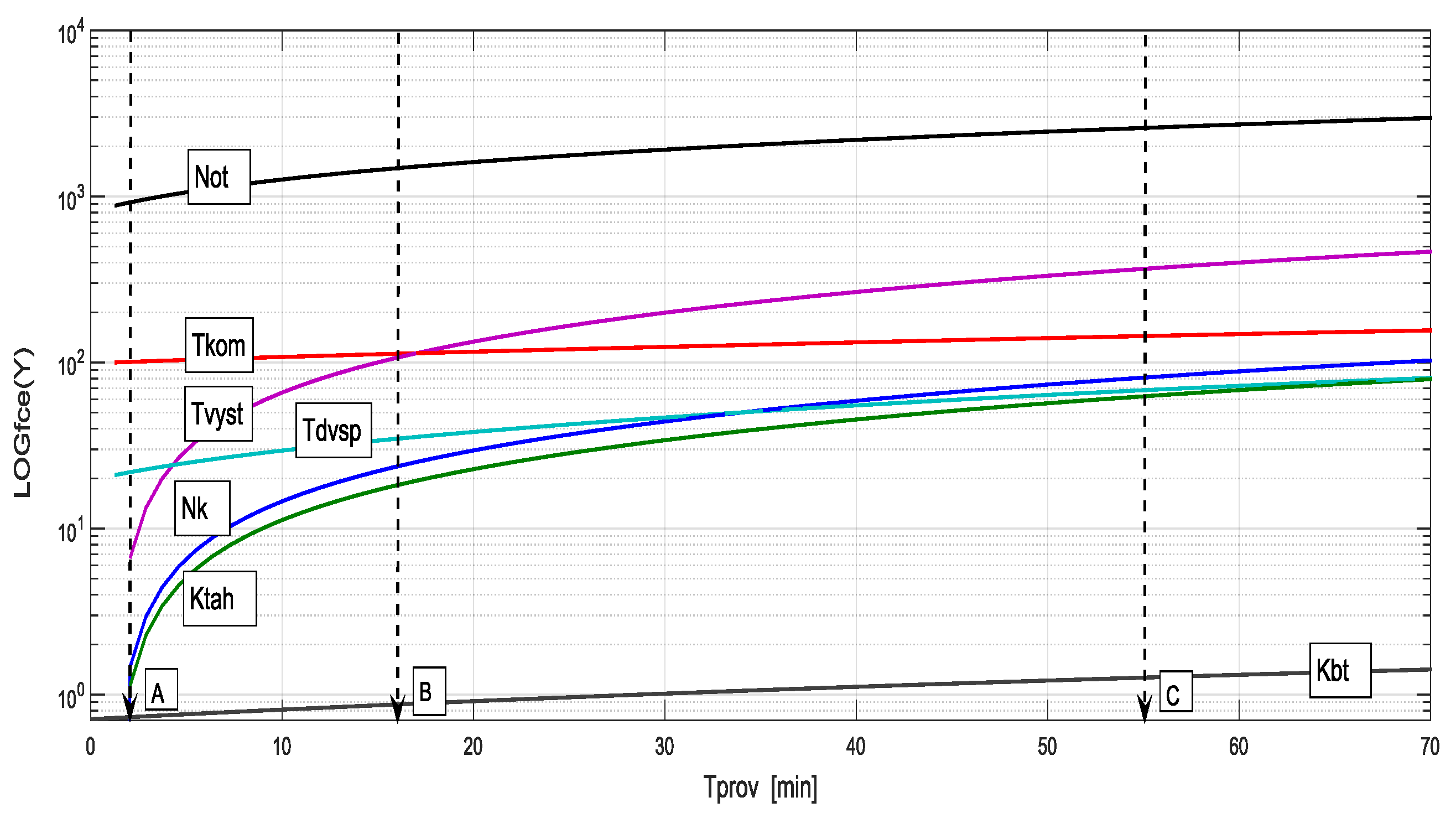
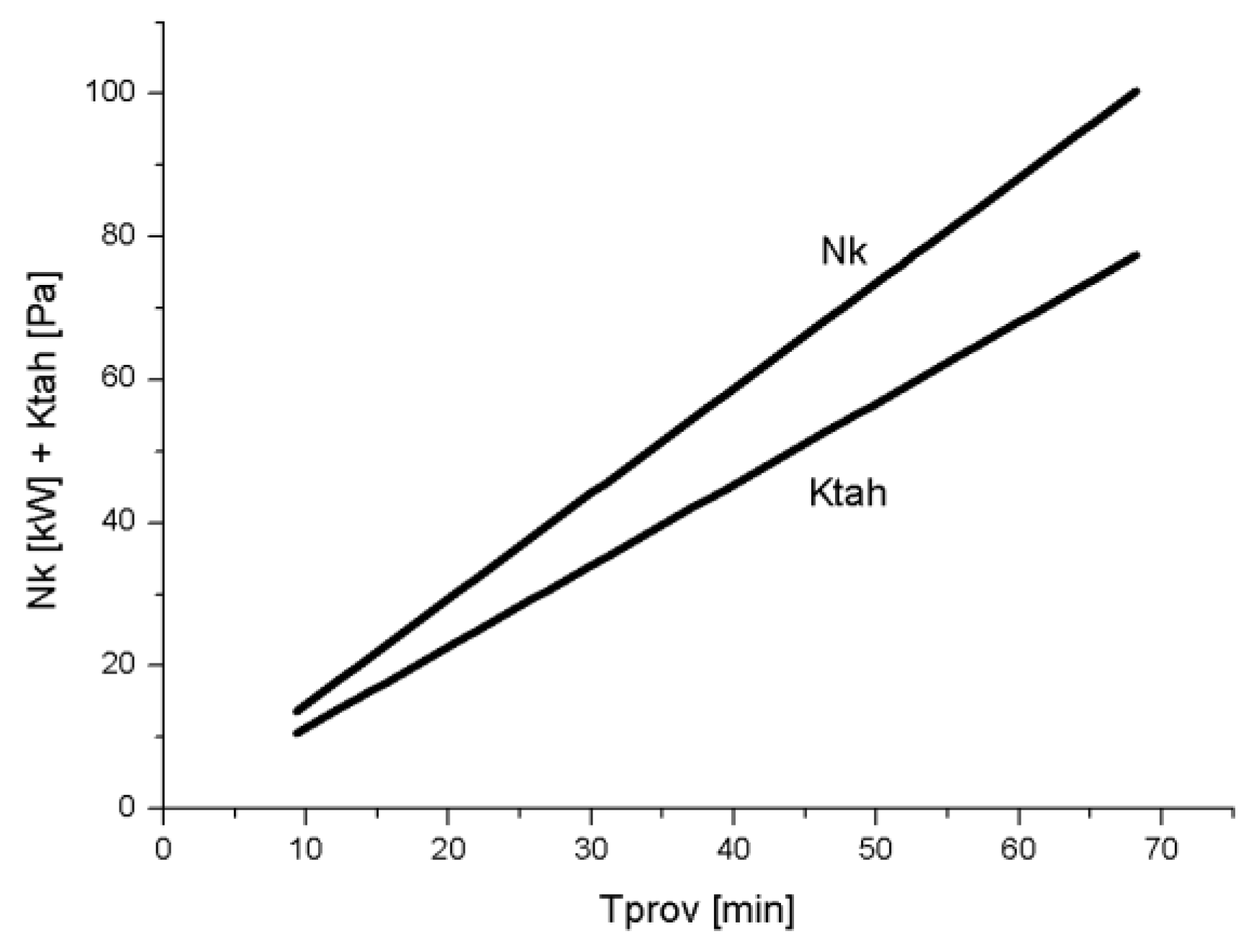
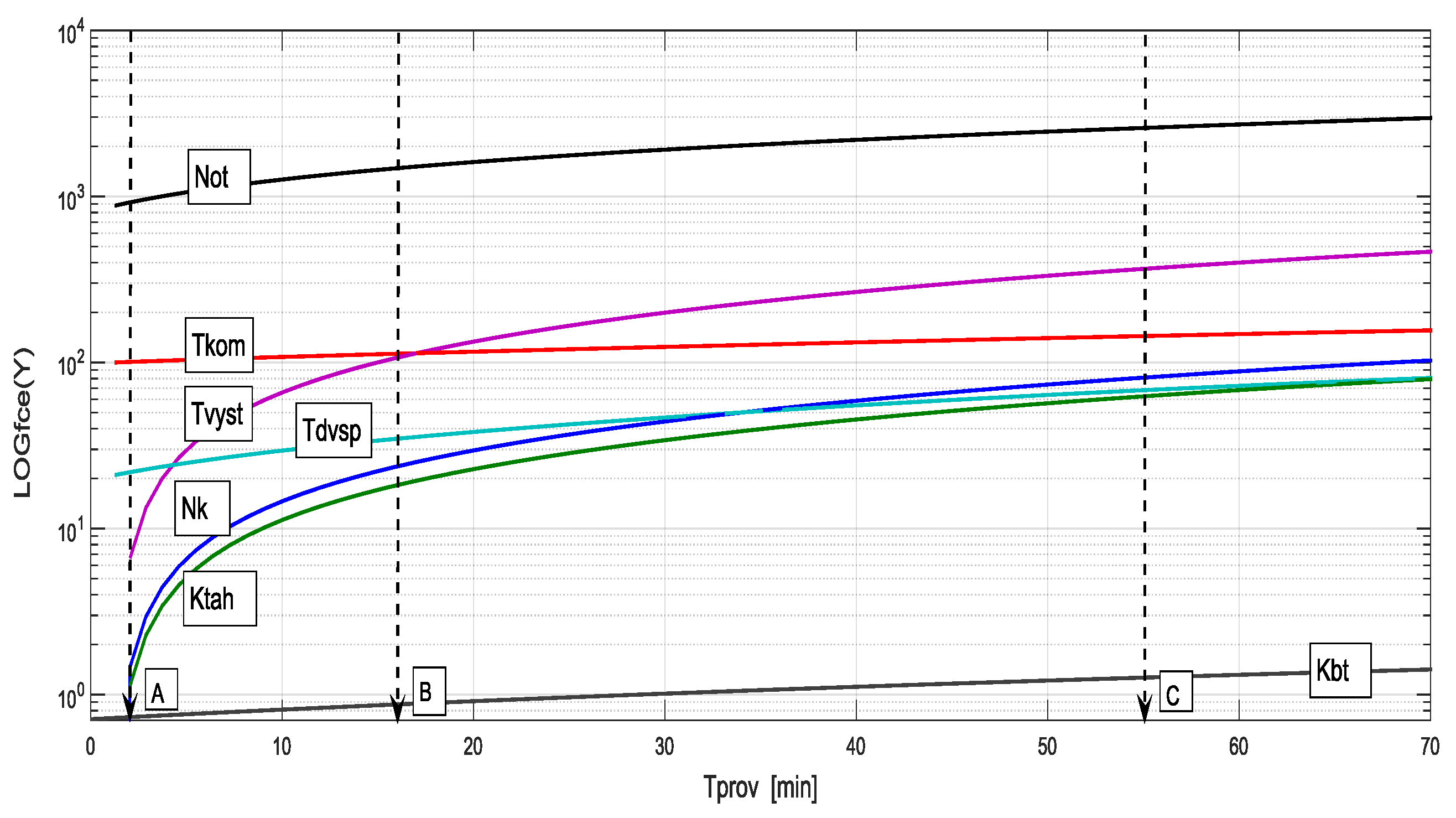
- Continuously: Nk = 1.10667 × 10−9 + 1.47164 × Tprov (kW),
- Discreetly: NkABC = 1.10667 × 10−9 + 1.47164 × TprovABC (kW),
- Then for: TprovA = 2 min, NkA = 2.94 kW, TprovB = 16 min, NkB = 23.55 kW,
- TprovC = 55 min, NkC = 80.96 kW.
4. Relationship Derivation
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Guizani, C.H.; Jeguirim, M.; Valin, S.; Limousy, L.; Salvador, S. Biomass chars: The effects of pyrolysis conditions on their morphology, structure, chemical properties and reactivity. Energies 2017, 10, 796. [Google Scholar] [CrossRef]
- Boriouchkine, A.; Jämsä-Jounela, S.L. Simplification of a mechanistic model of biomass combustion for on-line computations. Energies 2016, 9, 735. [Google Scholar] [CrossRef]
- Míguez, J.L.; Morán, J.C.; Granada, E.; Porteiro, J. Review of technology in small-scale biomass combustion systems in the European market. Renew. Sustain. Energy Rev. 2012, 16, 3867–3875. [Google Scholar] [CrossRef]
- Madanayake, B.N.; Gan, S.; Eastwick, C.; Ng, H.K. Biomass as an energy source in coal co-firing and its feasibility enhancement via pre-treatment techniques. Fuel Process. Technol. 2017, 159, 287–305. [Google Scholar] [CrossRef]
- Hupa, M.; Karlström, O.; Vainio, E. Biomass combustion technology development—It is all about chemical details. Proc. Comb. Inst. 2017, 36, 113–134. [Google Scholar] [CrossRef]
- Valíček, J.; Maga, S.R.O.; Müllerová, J.; Borovička, A.; Valíček, J.; Müller, M.; Hloch, S.; Lupták, M. Method of power regulation of a gasification boiler. CZ Patent 302544 B6, 26 May 2011. [Google Scholar]
- Müllerová, J.; Hloch, S.; Valíček, J. Reducing emissions from the incineration of biomass in the boiler. Chem. Listy 2010, 104, 876–879. [Google Scholar]
- Valíček, J.; Müllerová, J.; Kuběna, V.; Koštial, P.; Harničárová, M.; Mikulík, M. Emission distribution and regulation of local heat source. Defect Diffus. Forum 2012, 326, 330–334. [Google Scholar] [CrossRef]
- Kuběna, V.; Müllerová, J.; Valíček, J.; Harničárová, M.; Hryniewicz, T.; Rokosz, K.; Václavik, V.; Michalovič, R. Modifications concerning the combustion air from the pyrolysis boiler. Rocz. Ochr. Srodowiska 2012, 14, 182–201. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equation | Unit | Equation |
|---|---|---|
| Nk = 1.10667 × 10−9 + 1.47164 × Tprov | kW | (1) |
| Ktah = −5.58565 × 10−10 + 1.13549 × Tprov | Pa | (2) |
| Tkom = 100 + 0.80338 × Tprov | °C | (3) |
| Tdvsp = 21 + 0.85476 × Tprov | °C | (4) |
| Tvyst = −7.51356 × 10−10 + 6.65153 × Tprov | °C | (5) |
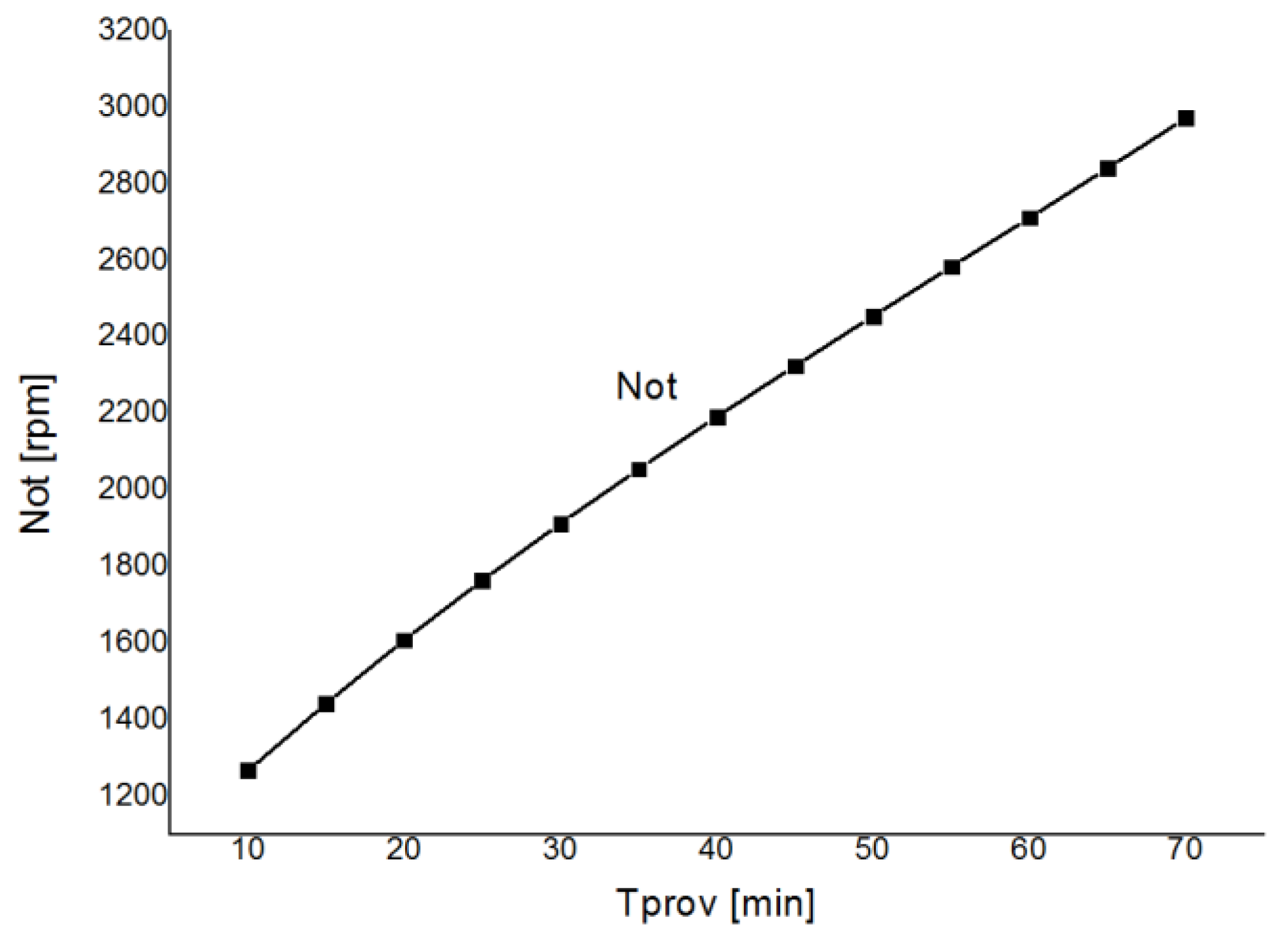
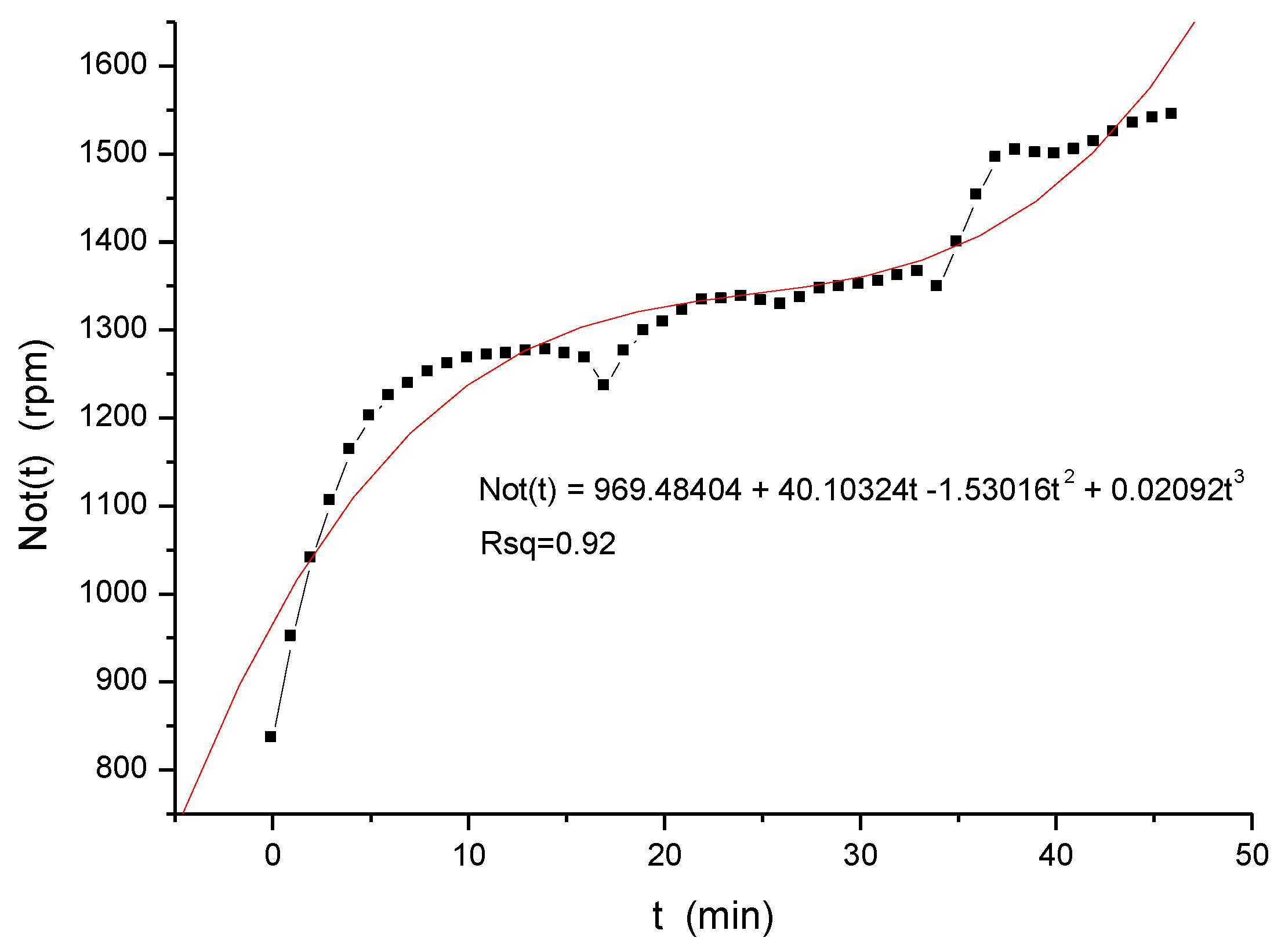
| Not = 879.61549 + 41.37598 × Tprov − 0.28119∙× Tprov2 + 0.00167 × Tprov3 | rpm | (6) |
| Tprov = −24.56827 + 1.16992 × Tdvsp | min | (7) |
| Tprov = 1.12948 × 10−10 + 0.15034 × Tvyst | min | (8) |
| Tprov = 4.9193 × 10−10 + 0.88067 × Ktah | min | (9) |
| Tprov = −124.47426 + 1.24474 × Tkom | min | (10) |
| Tprov = −7.5196 × 10−10 + 0.67951 × Nk | min | (11) |
| Tprov = −6.37025 − 0.00308 × Not + 1.48964 × 10−5 × Not2 − 1.74707 × 10−9 × Not3 | min | (12) |
| Kb = 1.136 × (14.4 + 0.204 × t) × Nkopt−1 | - | (13) |
| Equation | Unit | Equation |
|---|---|---|
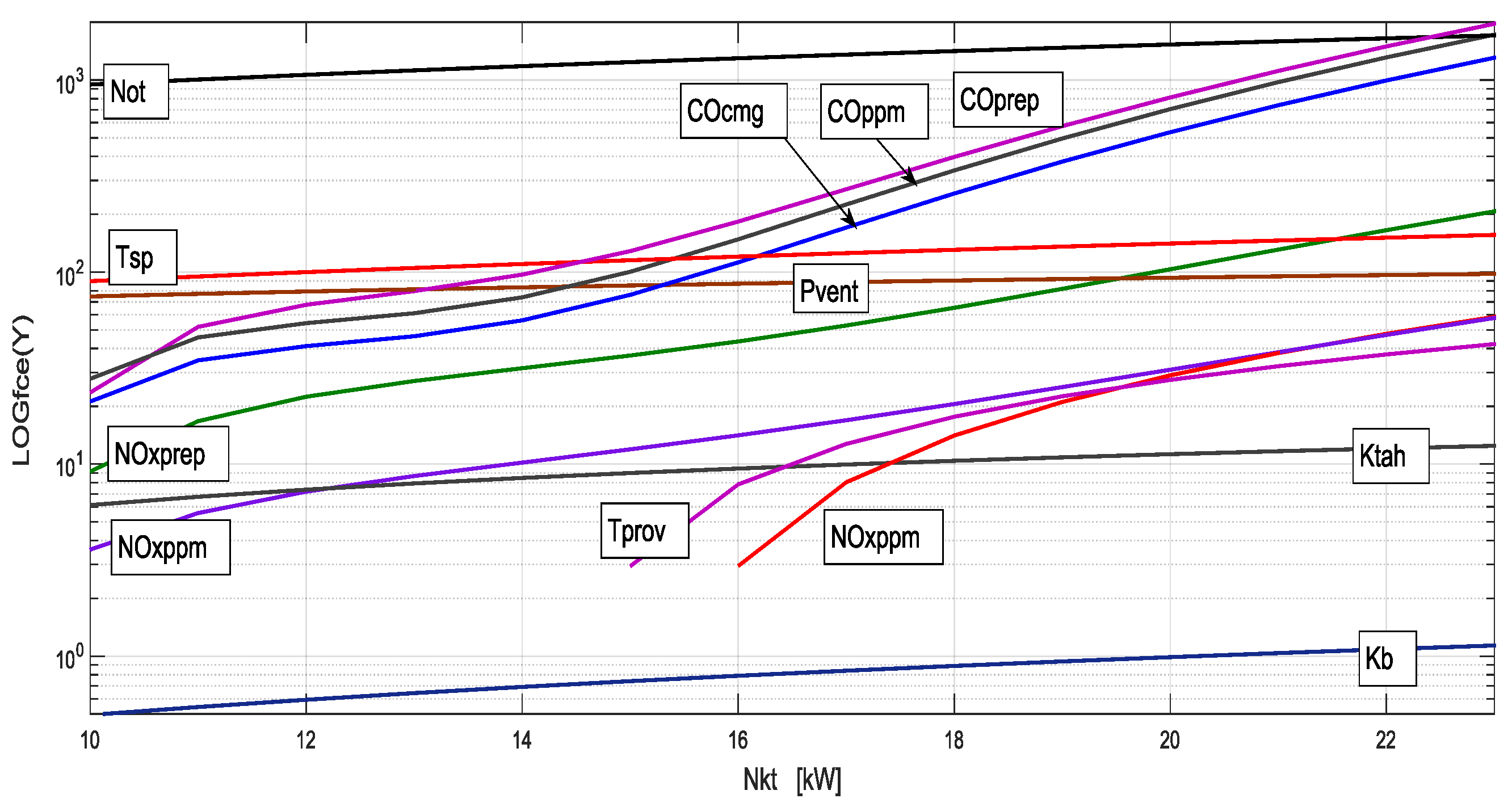
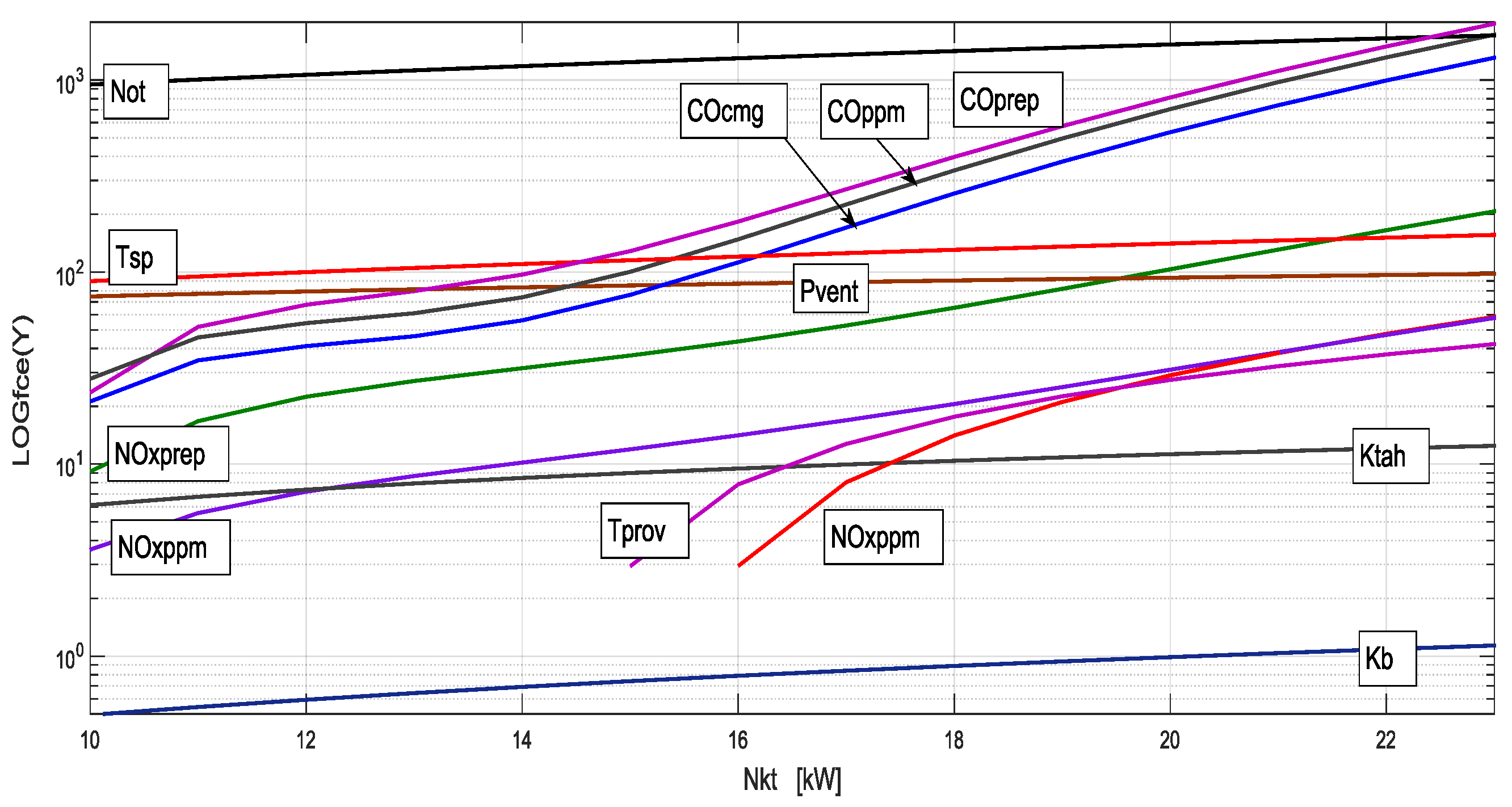
| Not = 10(2.365 + 0.325 × log10 × (Nkt)) | rpm | (14) |
| Ktah = −14.2421 + 0.04157 × (10(2.365 + 0.325 × log10 × (Nkt)) | Pa | (15) |
| Kb = 1.136 × Nkt × Pkotpt−1 | - | (16) |
| t = (Pkot − 14.4)/0.204; Pkot = 363.64 + 58.4 × Nkt, Tprov = t | min | (17) |
| Tsp = 38.59652 + 5.11052 × Nkt | °C | (18) |
| Pvent = MkOPT × 10(2.365 + 0.325 × log10 × (Nkt))/97,400 × μ | kW | (19) |
| COprep = −2912.68649 + 698.44724 × Nkt − 55.35295 × Nkt2 + 1.48709 × Nkt3 | mg∙m−3 | (20) |
| NOxprep = −361.15795 + 79.64852 × Nkt − 5.70241 × Nkt2 + 0.14407 × Nkt3 | mg∙m−3 | (21) |
| COppm = −2351.95047 + 578.63494 × Nkt − 46.84466 × Nkt2 + 1.27787 × Nkt3 | ppm | (22) |
| COcmg = −1782.53905 + 438.61597 × Nkt − 35.51257 × Nkt2 + 0.96881 × Nkt3 | mg∙m−3 | (23) |
| NOxppm = −77.93008 + 17.32183 × Nkt − 1.24033 × Nkt2 + 0.03233 × Nkt3 | ppm | (24) |
| NOxppm = 49.76939 − 10.47717 × Nkt + 0.47193 × Nkt2 | ppm | (25) |
| Equation | Unit | Equation |
|---|---|---|
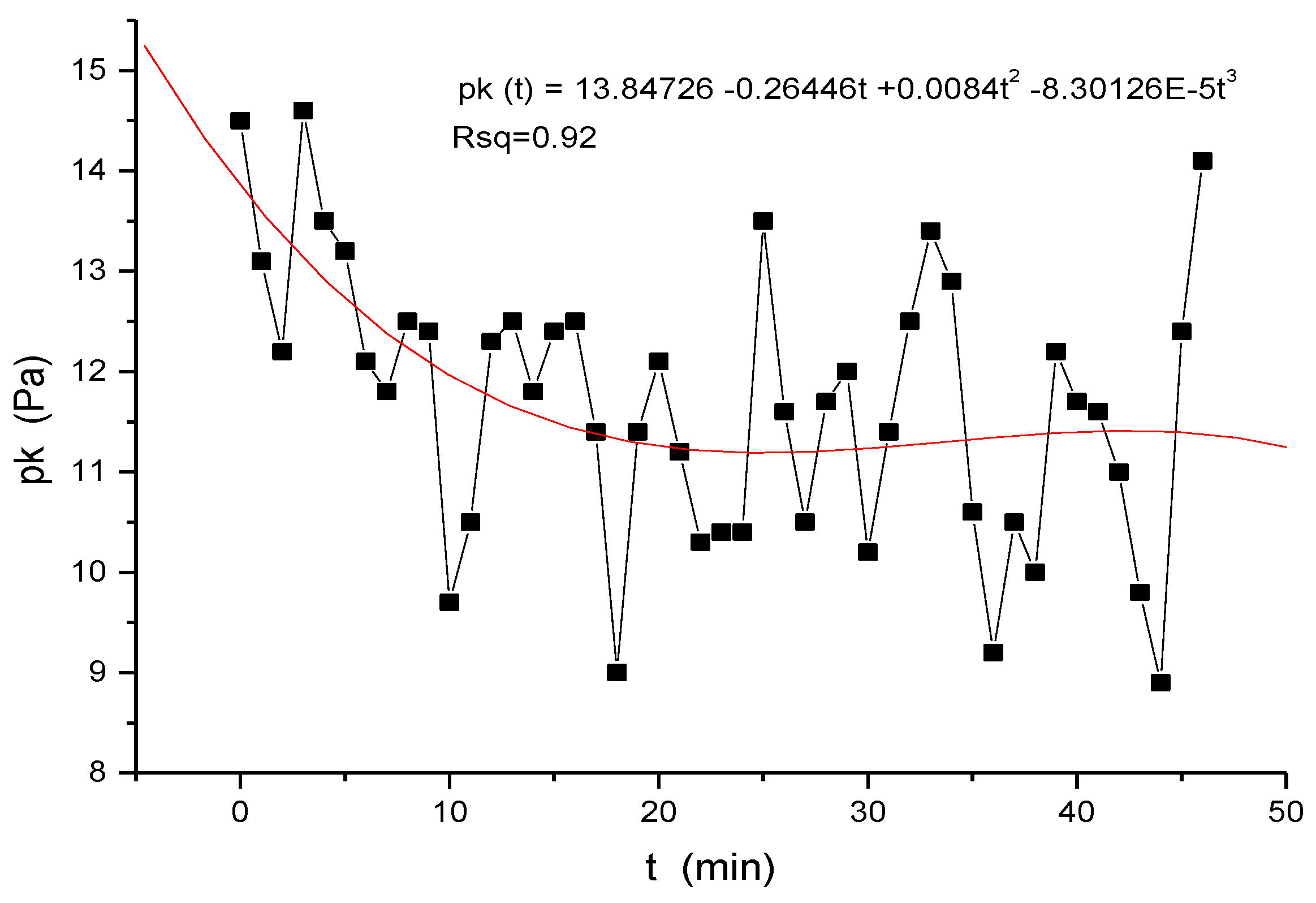
| pk = 13.84726 − 0.26446 × t + 0.0084 × t2 − 8.30126 × 10−5 × t3 | Pa | (26) |
| Not = 10(2.365 + 0.325 × log10 × (14.5 + 0.2 × t)) | rpm | (27) |
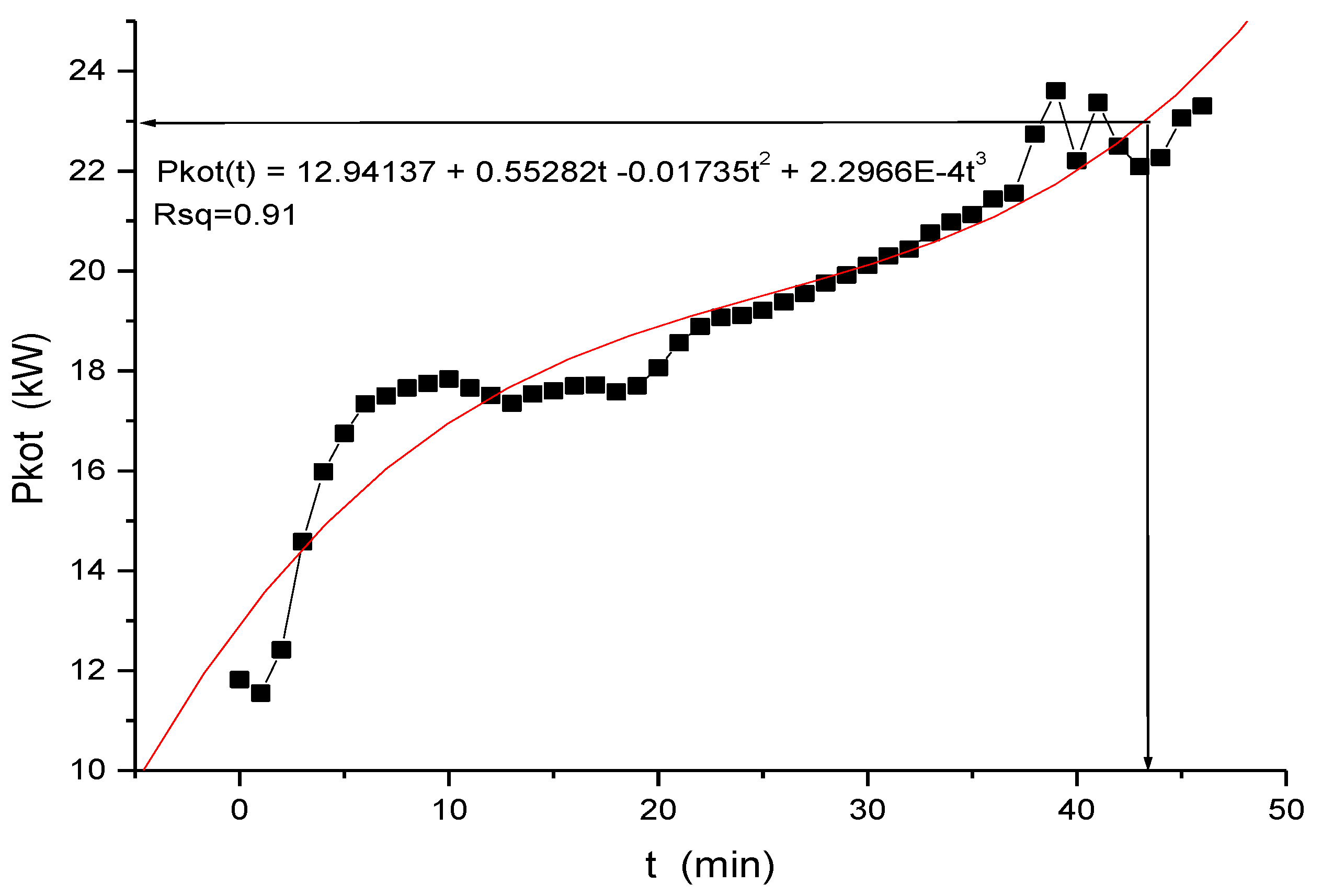
| Nkt = 12.94137 + 0.55282 × t − 0.01735 × t2 + 2.2966 × 10−4 × t3; Nkt = Pkot | kW | (28) |
| Tsp = 38.59652 + 5.11052 × Nkt | °C | (29) |
| Kb = 1.136 × Pkot × Pkotopt−1 | - | (30) |
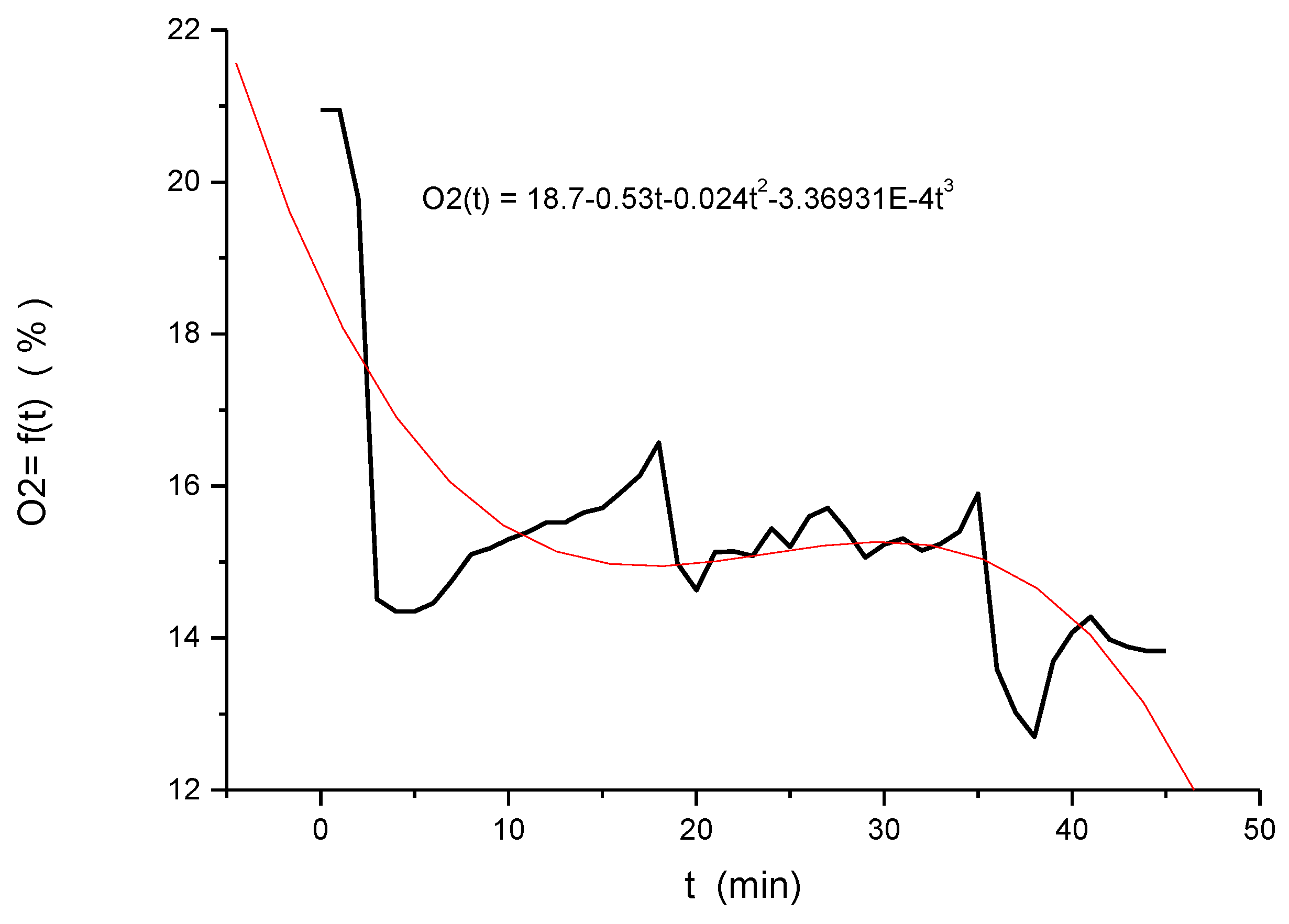
| O2 = 18.56627 − 0.49243 × t + 0.02151 × t2 − 2.94895 × 10−4 × t3 | % | (31) |
| CO2 = 2.3 + 0.47 × t − 0.02 × t2 + 2.84536 × 10−4 × t3 | % | (32) |
| COprep = −2912.68649 + 698.44724 × PkotL − 55.35295 × PkotL2 + 1.48709 × PkotL3 | mg∙m−3 | (33) |
| NOxprep = 57.71 + 20.81 × t − 1.2 × t2 + 0.02 × t3 | mg∙m−3 | (34) |
| COppm = −2351.95047 + 578.63494 × PkotL − 46.84466 × PkotL2 + 1.27787 × PkotL3 | ppm | (35) |
| COcmg = −1782.53905 + 438.61597 × PkotL − 35.51257 × PkotL2 + 0.96881 × PkotL3 | mg∙m−3 | (36) |
| Pkot = 12.94 + 0.55282 × t − 0.01735 × t2 + 2.2966 × 10−4 × t3 | kW | (37) |
| PkotL = 14.5 + 0.2 × t | kW | (38) |
| NOxppm = 22.5 + 4 × t − 0.21 × t2 + 0.003 × t3 | ppm | (39) |
| NOppm = 17.31 + 5.87 × t − 0.34 × t2 + 0.006 × t3 | ppm | (40) |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valíček, J.; Palková, Z.; Harničárová, M.; Kušnerová, M.; Lukáč, O. Thermal and Performance Analysis of a Gasification Boiler and Its Energy Efficiency Optimization. Energies 2017, 10, 1066. https://doi.org/10.3390/en10071066
Valíček J, Palková Z, Harničárová M, Kušnerová M, Lukáč O. Thermal and Performance Analysis of a Gasification Boiler and Its Energy Efficiency Optimization. Energies. 2017; 10(7):1066. https://doi.org/10.3390/en10071066
Chicago/Turabian StyleValíček, Jan, Zuzana Palková, Marta Harničárová, Milena Kušnerová, and Ondrej Lukáč. 2017. "Thermal and Performance Analysis of a Gasification Boiler and Its Energy Efficiency Optimization" Energies 10, no. 7: 1066. https://doi.org/10.3390/en10071066
APA StyleValíček, J., Palková, Z., Harničárová, M., Kušnerová, M., & Lukáč, O. (2017). Thermal and Performance Analysis of a Gasification Boiler and Its Energy Efficiency Optimization. Energies, 10(7), 1066. https://doi.org/10.3390/en10071066