This section presents the process to be followed for the implementation of SHMS in OWF’s SS from the design stage. The reason why SHM needs to be considered early during design is to consistently capture the loading conditions of the turbines throughout the life of the structures (not only operational life, but also during the installation-energisation and stop-of production and decommissioning) and to determine whether the structural integrity of the units is as good as expected, or if anything is compromising it. SHM not only provides confidence in the condition-based inspection and maintenance strategy but can also be used in the structural integrity evaluation process of the assets in order to obtain certification and permits from governmental authorities. If SHMS are designed, installed and their data analysed appropriately, OPEX could be reduced, even though their implementation would have a slight increase in CAPEX associated with the commissioning stage. Nevertheless, this increase in CAPEX would be justified by the higher decrease in OPEX experienced throughout the operational life of the units. The proposed guidelines for SHM implementation consist of five stages:
2.1. Regulations and Standards
In the offshore industries, operations often take place within the limits of territorial waters and a state’s exclusive economic zone (EEZ). Legislative frameworks that are applicable to offshore wind assets depend on the coastal state in whose waters they are installed. All states regulate the activities on their EEZ, however, international law must also be observed. The United Kingdom and Germany have been chosen as examples of the two European countries with the highest installed wind power capacity in 2017 [
2]. The regulations concerning inspection and maintenance of offshore wind assets in these two countries have been reviewed and compared below.
In the United Kingdom, The Department for Energy and Climate Change (DECC) [
15] has overall responsibility for offshore energy projects, though some responsibilities in England and Wales are delegated to the Marine Management Organisation (MMO) and powers are devolved to the Scottish Executive for Scottish projects. The Maritime and Coastguard Agency (MCA), as an executive agency of the Department for Transport and the Health and Safety Executives of Great Britain and Northern Ireland (HSE and HSENI), hold the main responsibilities for health and safety regulations in the United Kingdom’s offshore wind industry. While floating structures are regulated by the MCA, fixed-bottom structures on the U.K. continental shelf are regulated by the HSE.
In terms of inspection requirements, there is no entity or regulatory body imposing periodic inspection intervals. It is up to the operator to take care of the integrity of its assets. However, in order to get the appropriate insurance, the assets need to be certified by a certification body (i.e., DNV GL (Det Norske Veritas Germanischer Lloyd), Lloyds Register, etc.). Technical evidence proving that the assets have been designed, inspected and maintained following best practices and regulations (when applicable) must be provided to these certification authorities by the operators.
In contrast to the United Kingdom, Germany has a more complicated process for obtaining the consent for installation and operation of OWF. The Bundesamt für Seeschifffahrt und Hydrographie (BSH) [
16] is the regulating authority for offshore wind projects in German waters. All inspection and maintenance performed on the offshore wind assets (WT, substation, array cables, onshore base and port, etc.) must be done in accordance with the requirements set out in the corresponding standards in their current version, as well as current state-of-the-art requirements for certification. BSH standards are listed in
Table 1.
One of the key requirements imposed by the BSH for the development of offshore wind projects is that the design of these projects is certified by a certification authority (e.g., DNVGL, Lloyds Register, etc.). In order to acquire this certification some technical codes of practice that shall be taken into account in the design and marine operations of the WF. These are listed in
Table 2.
Furthermore, there are two special consent approvals to be obtained. These concern the inspection and maintenance regimes of the grouted connection (GC) in both the offshore substation and wind turbines. Maintenance of the equipment installed on the offshore assets is to be carried out with consideration of the original equipment manufacturer’s recommendations and particular warranty conditions, as well as any applicable statutory requirement related to the certification of the equipment as listed below. Nevertheless, as this paper is focused on offshore wind assets’ SS, inspection and maintenance of this equipment is considered out of scope. Aside from the standards listed above, the Periodic Inspection Concept needs to meet the outstanding conditions from the certification reports (i.e., standards listed above). These conditions are listed in
Table 3:
The areas and locations to be subjected to periodical inspections are to be selected based on a risk-based prioritisation. Based on standard recommendations [
34], the interval between inspections of critical items should not exceed one year. For less critical items, longer intervals are acceptable. All the structural assets should be inspected at least once every five-year period. This could be taken as one single inspection in that period, or as the inspection of a certain percent of the total number of assets on a regular basis. The latter is considered a more sensible approach, as it enables the operator to have a continuous record of the integrity of the structural assets, e.g., 20% of OWT foundations on an annual basis.
Ultimately, the risk-based SHM of the structural assets shall be used to reduce the scope of structural inspections in some cases, upon demonstration of the appropriate integrity level of the assets. These methods are meant to be employed for the entire operational life of the SS, modifying the scope of inspections and their periodicity, based on the findings and real condition of the assets. These periodic inspections shall provide evidence that the SS continues to comply with the design assumptions and that findings and observations are within the operational limits. If the periodical inspections or continuous SHM on selected locations reveal that degradation mechanisms are not developing as expected, unscheduled inspections or remedial works may be required. Unscheduled activities can be also triggered following an incident or event likely to have affected the structural integrity.
2.2. SHM Strategy
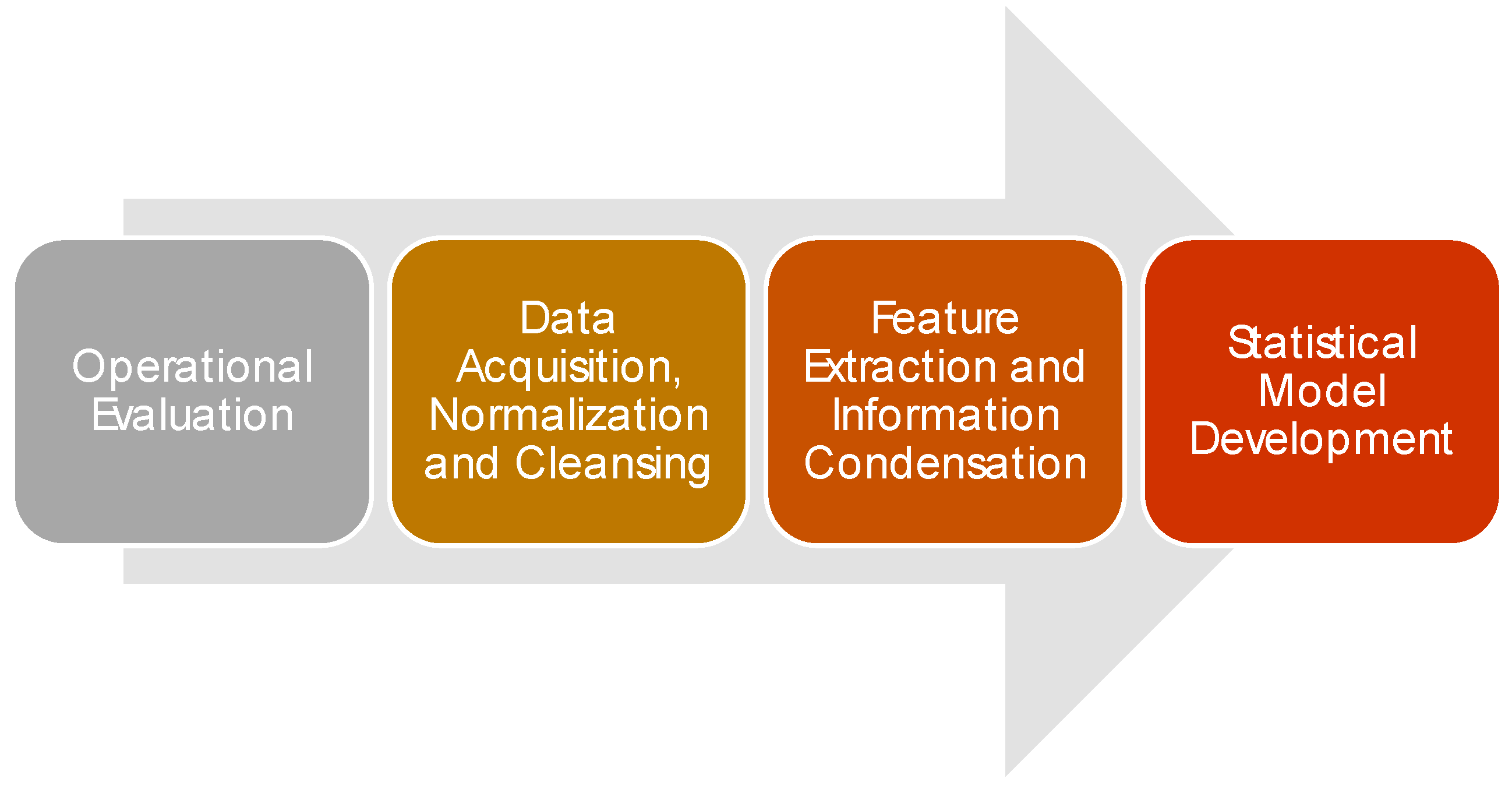
As previously mentioned, the SHM strategy for the through-life of an OWF should, ideally, be built during the design stage. This means that while some design milestones are settled (foundation type, pile depth, stiffness, natural frequency, different welds criticality, etc.), SHMS can be designed to cover risky aspects of the design and to optimise the inspection intervals. The way SHMS are designed and implemented follows the Statistical Pattern Recognition (SPR) paradigm, which is widely used across different industries for the implementation of damage detection strategies [
35,
36]. This paradigm was initially introduced in the SHM field by Farrar and Sohn [
37] and later on adapted to the offshore wind industry by Martinez-Luengo et al. [
38,
39]. The SPR paradigm consists of four stages, which are intensively described in [
38]. These stages are presented in
Figure 1.
Operational evaluation is the first stage of the SPR paradigm and the one to be approached first during the design stage, as it sets the boundaries of the damage identification problem. This subsection focuses on the operational evaluation stage in order to give an example of the process and set the basis of the cost-benefit analysis carried out in
Section 3. This stage aims to answer four questions concerning the implementation of the damage detection strategies. These questions relate to the following:
The motivation and economic justification for implementing the SHMS: while the motivation for the implementation of SHMS is to gain certainty in the structural integrity of the monitored assets, extend the service life and increase the WF revenue, the economic justification is covered in the next Section with the cost-benefit analysis.
The different systems’ damage definitions.
The Environmental and Operational Conditions (EOC) in which the SHMS are used.
Operational evaluation, which is often disregarded in the literature, is crucial for the development of SHM strategies. It identifies the different failure mechanisms that are potentially worth monitoring and establishes damage thresholds. These damage thresholds are later employed to determine whether something is compromising the structural integrity of the assets, and therefore an unscheduled inspection is required to verify the extent of the damage and potentially carry out repair works, or everything is behaving as expected, and therefore a future scheduled inspection may not be required. The EOC in which the SHMS are operating also needs to be set in the operational evaluation stage (part C), as depending on the technologies employed, issues may arise with the damage sensitive features obtained (i.e., modal analysis).
In order to perform the operational evaluation, the basis for the next section’s cost-benefit analysis needs to be set. For this purpose, a baseline scenario for an OWF is defined. The main characteristics of this baseline case are given in
Table 4.
Based on these characteristics, the failure modes of the SS (foundation, GC and transition piece (TP)) are identified. After the failure mode identification, those failure modes that could potentially be monitored are analysed and their condition-based inspection strategy is optimised [
40].
Table 5 shows the effect that these failure modes may have on the structural integrity of the assets.
Accelerated fatigue can lead to collapse of the structure before its decommissioning, which is the reason why some OWFwere intentionally overdesigned. However, this overdesign implies a potential loss of revenue due to the decommissioning of an asset that may still be able to operate safely. Maximising return of investment (RoI) while optimising LCoE through the asset’s life extension could be achieved when the structural integrity of the aforementioned asset is well known. This is when continuous SHM becomes necessary. Fatigue and modal property monitoring are among the most important SHM techniques for SS of OWF, as the consequences of structural damage may be catastrophic. Modal properties can be monitored though the variation that modal parameters, such as resonance frequency, damping coefficient and modal curvatures, among others, experience with the change in different physical properties (i.e., reduction in mass or stiffness) [
35,
37]. In order to carry out modal property monitoring and analyse the structure’s dynamic response, several accelerometers must be installed [
38]. Operational modal analysis (OMA) allows modal parameters in operational conditions to be estimated based only on vibration responses, without measuring the excitation forces [
41,
42].
Corrosion is one of the failure modes that most compromises the integrity of the SS of OWT, as it attacks any unprotected metal surface. This failure mechanism can be avoided by the protection of these surfaces in contact with the sea water [
43]. Contact between dissimilar metals must also be avoided to prevent galvanic corrosion. This is achieved by the introduction of isolating elements and washers between the two metals [
44]. The corrosion protection system of the SS of OWT comprises corrosion allowance, paint coating and cathodic protection by means of sacrificial anodes (SACP) or impressed currents (ICCP). All primary steelwork surfaces of the monopile and TP, the secondary steelwork and the main access platform elements are coated according to ISO 12944 [
45]. The SACP consists of stand-off sacrificial anodes made of Al-Zn-In, cast onto a steel insert, which are welded onto the monopile structure. Corrosion is generally not monitored, although it can be done via ICCP. ICCP is an innovative method where direct current is used to regulate the cathodic protection of a structure based on the potential in the water [
46]. Therefore, the use of an external power supply enables the operator (who must be constantly monitoring the voltage requirement) to adapt the current to the voltage requirements at any time. ICCP also generates significantly higher current output with fewer, longer lasting anodes than a conventional SACP system [
46]. The main benefit ICCP possess is that anode depletion can be monitored and controlled. Therefore, the chances of failure of the cathodic protection of the asset are minimised [
47].
ICCP costs are complicated to estimate. For that reason, ICCP has not been included in the SHM strategy for the baseline scenario of the cost-benefit analysis presented in
Section 3. Only SACP, coating and corrosion allowances have been utilised for the corrosion protection of the assets. Typically, monopiles are designed with the intent of preventing internal corrosion, as wall thickness (and therefore CAPEX) would significantly increase if corrosion allowance was to be provided internally as well as externally. A way of preventing internal corrosion would be by sealing the internal compartments to eliminate the influence of oxygen and corrosive substances [
48]. However, in the case of monopiles, this sealing strategy is challenged in several areas:
The sealing around the cable entry and exit.
The edges around the post-mounted airtight platform sealing the upper part of the monopile.
The GC between the monopile and TP.
Due to these challenges, corrosion protection inside the monopile for this case study will be carried out by the implementation of SACP as opposed to coating, as SACP systems can be easily designed to last for the whole life of the structure (including decommissioning), whereas the expected lifetime of the coating is usually around 15 years.
One of the main challenges in the design and operation of OWT arises from the uncertainty of maximum scour depth around their foundations. Scour action can lead to excessive excavation of the surrounding seabed and is considered a major risk for OWF developments [
49]. However, real-time scour data is currently not being collected by operators due to the lack of available instrumentation and monitoring techniques. New scour monitoring technologies for OWT installations are currently being investigated [
50,
51,
52].
GC displacement is a dangerous failure mechanism as it compromises the overall integrity of the OWT SS but also the ability of the turbine to produce electricity. GC displacement occurs when the axial capacity of the connection between the grout and the TP or the grout and the monopile is insufficient, leading to a relative displacement between these elements and ultimately to the TP sliding down the monopile to the seabed. The cause of the lack of axial capacity potentially stems from a number of possible failure modes, which are described and analysed in [
53]. GC displacement can be easily detected by the use of displacement sensors (i.e., linear variable differential transformer (LVDT)), indicating loss of capacity in the GC. The extent of the loss of axial capacity can also be determined by the installation of strain gauges in the stoppers of the TP. These stoppers are used temporarily during the installation of the TP. In the event that there is a loss of axial capacity, the TP would slide down until its stoppers rest on the monopile and carry some, or all, of the axial and bending loads from the wind turbine, which would be captured by the strain gauges.
According to BSH regulations, 10% of the SS in any German WF must be equipped with permanent SHMS or Condition Monitoring Systems (CMS). These systems should be planned in accordance to the risk identification and prioritisation previously carried out. Other aspects to be taken into account in the selection of the locations to be monitored include:
Even monitoring of different structures within the OWF. Sometimes in an OWF not all the turbines have the same design or even the same manufacturer. This may occur when there is a high variation of water depths across the OWF, or a very high number or assets to be commissioned. Therefore, enough assets within each group of structures must be monitored in order to be able to ascertain whether SHM data represents a single turbine, a group of assets or the entire WF.
Minimisation of the potential loss of production due to failure and consequent turned-off turbines close to the offshore substation, affecting the whole production of the array.
Maximum water depth location due to highest seabed stresses produced by wave loading.
Critical locations in accordance to manufacturing or installation deviations. Sometimes fabrication and installation do not happen as expected. When deviations occur, a better assessment of the asset’s integrity is recommended. Aside from the requirement specified in BSH standards, a higher number of assets may be equipped with permanent SHMS or CMS if deemed necessary.
Ideally all turbines (or as many as possible) should have the same SHMS or CMS installed so that conclusions and trends can be derived across the WF [
39]. These SHMS or CMS must be reliable and have a relatively high service life. They should also be able to collect data for long time periods without the necessity of inspection and maintenance on site. Therefore, sufficient redundancy shall be provided at the hardware, the software and the data storage. For the SHM systems,
Table 6 details the necessary hardware to be installed. This SHMS strategy is comprised of acceleration, inclination and temperature sensors. Ten out of the 100 locations have the base case SHMS complemented by strain gauges. This arrangement of sensors serves to evaluate the dynamic and static behaviour of the SS under the actual site conditions, acknowledging temperature effects.
2.3. Inspection Strategy
A structural inspection strategy for the SS service life at the WF level is developed in this subsection, following the requirements of the BSH. BSH legislation has been chosen as it is more restrictive than the one applying in the United Kingdom. This inspection strategy is fundamentally divided into two types of work—above water and below water—which is strongly related to the three different types of periodical inspections described in DNVGL-ST-0126 [
34]. This division concerns the different personnel, equipment and logistics needed. The following activities are believed to be necessary in order to have confidence in the structural integrity of the assets.
2.3.1. Above Water
General visual inspection (GVI) of primary and secondary steel: The aim of this inspection is to provide a general overview of the integrity of the part of the SS that is above water. This involves a general inspection passing around the monopile and access systems from a crew transfer vessel (CTV). The objective is to identify any obvious mechanical, fatigue or corrosion damage. These damages could be manifested as cracks, plastic deformation, buckling, denting, generalised galvanic corrosion, pitting, dents in the coatings or excessive marine growth. Once the access systems have been cleared, the personnel must check the main access platform and TP.
Close visual inspection (CVI) of primary and secondary steel: The aim of this inspection is to detect corrosion or fatigue damage in the inspected areas of the TP, main access platform and access systems above water, and determine whether non-destructive testing (NDT) would be necessary to inspect any of the welds. This inspection is carried out closer to the structure (at a meter distance), therefore detecting smaller defects.
Detailed Visual Inspection (DVI) of primary and secondary steel: The aim of this inspection is to determine the extent of fatigue damage when cracks are detected at pre-selected welds. In order to achieve this NDT is employed. This inspection is carried out as a reactive measure when there is either a strong suspicion or evidence of fatigue damage being present at welds.
2.3.2. Below Water
Subsea GVI of primary and secondary steel: The aim of this inspection is to provide a general overview of the integrity of the part of the SS that is below water in the same way it is done above water. This inspection can be carried out by divers or by a remotely operated vehicle (ROV).
Subsea CVI of primary and secondary steel: The aim of this inspection is to identify corrosion or fatigue damage in the inspected areas of the TP and monopile below water, and determine whether NDT would be necessary to inspect any of the welds. This inspection is carried out at a meter distance. For these analyses, marine growth cleaning as well as good visibility and environmental conditions are required. The necessary equipment to carry out this inspection is an ROV, a water jet to clean the marine growth, a length measuring device and a camera to document findings.
Subsea DVI of primary and secondary steel: The aim of this inspection is to determine the extent of fatigue damage when cracks have been detected at pre-selected welds using NDT techniques. This inspection would be carried out as a reactive measure when there is either a strong suspicion or evidence of fatigue damage being present at welds.
CVI of the GC: The aim of this inspection is to assess the integrity of the GC between the TP and the monopile. “Eight o-clock” positions around the circumference of the bottom of the GC will be inspected and measurements will be taken at the level of the grout with regards to the bottom of the TP. Any evidence of grout material loss or surface cracks shall be reported. This inspection will be carried out by divers or an ROV.
Marine growth survey: The aim of this inspection is to estimate the coverage, thickness and type of marine growth colonisation on the monopile and sacrificial anodes and to compare its thickness against the one assumed in the design basis. Loading issues that could potentially arise from a significant deviation between the measurements and the design assumptions must be established [
54]. Any marine growth formations on structural parts accessed by personnel, i.e., boat landings and access ladders, must be removed. This activity will be carried out either by divers or an ROV.
Cathodic protection survey: The aim of this inspection is to confirm if there is adequate global cathodic protection from the water table to the seabed. Potential readings are to be performed for every anode. Two methodologies can be followed to perform these readings: proximity readings using a reference electrode, and contact readings. Both of these methods consist of a cathodic protection probe to be mounted on an ROV. No cleaning of marine growth needs to be performed during this task, as this would disturb the measurements to be taken.
Scour survey: The aim of this inspection is to monitor changes in the seabed topology around the monopile foundation to account for both local and global scour. Seafloor objects and debris close to the structure must be identified and removed. Two different methods can be used: Multi Beam Echo Sounder Bathymetry Survey and Side Scan Sonar Survey.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}