Investigation and Control Technology on Excessive Ammonia-Slipping in Coal-Fired Plants



Abstract
:
1. Introduction
2. Statistics Data of Ammonia Slip in Coal-Fired Plants
3. Field Test of Ammonia Variation in the Flue Gas
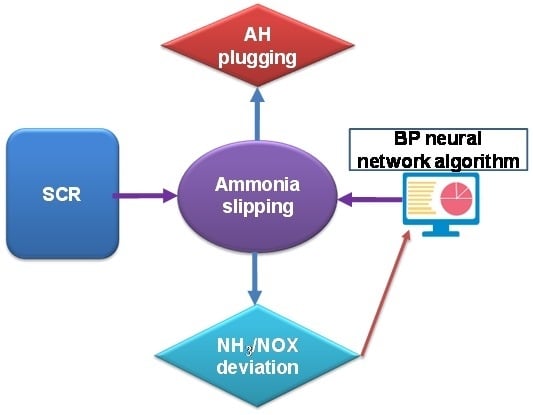
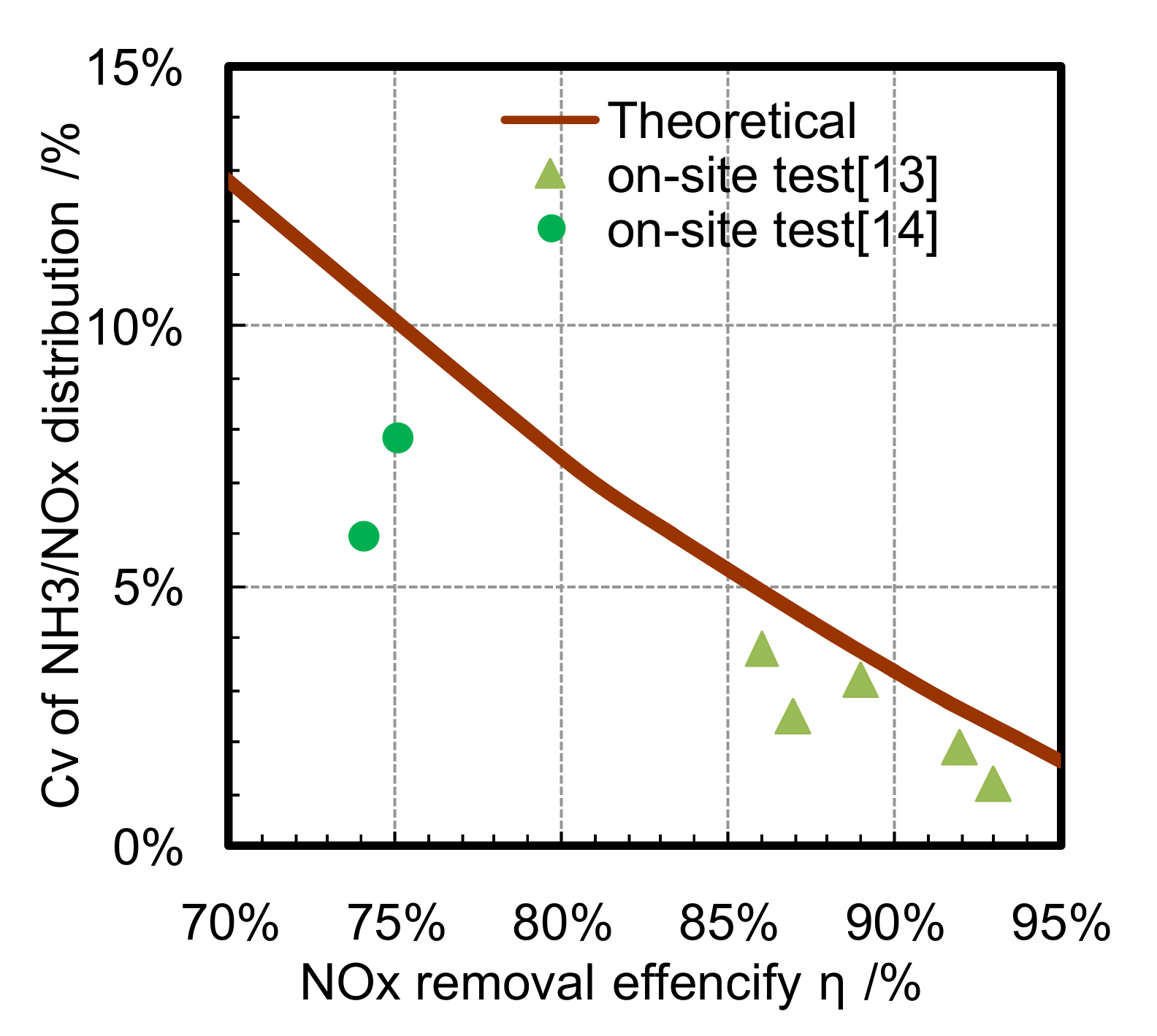
4. Analysis of NH3/NOX Deviation and Ammonia-Slipping
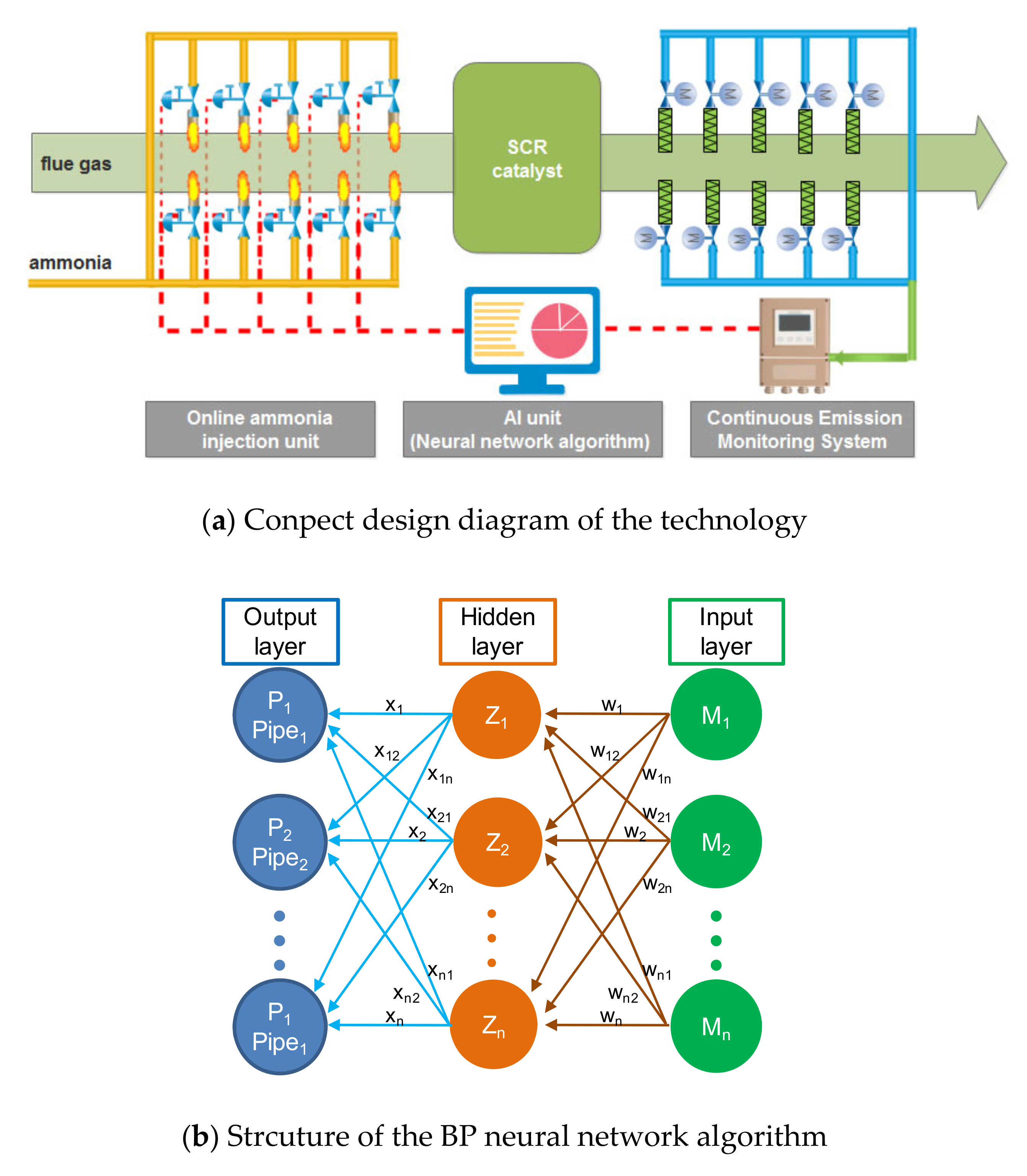
5. Solutions to Alleviate the Excess Ammonia-Slipping
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Steinfeld, J.I. Atmospheric Chemistry and Physics: From Air Pollution to Climate Change; Taylor & Francis Group: Abingdon, UK, 1988. [Google Scholar]
- Behera, S.N.; Sharma, M.; Aneja, V.P.; Balasubramanian, R. Ammonia in the atmosphere: A review on emission sources, atmospheric chemistry and deposition on terrestrial bodies. Environ. Sci. Pollut. Res. 2013, 20, 8092–8131. [Google Scholar] [CrossRef]
- Hnatyshyn, M. Decomposition analysis of the impact of economic growth on ammonia and nitrogen oxides emissions in the European Union. J. Int. Stud. 2018, 11, 201–209. [Google Scholar] [CrossRef] [Green Version]
- IEA. World Energy Statistics and Balances, 2012nd ed.; IEA: Paris, France, 2012. [Google Scholar]
- Liu, F.; Beirle, S.; Zhang, Q.; Zheng, B.; Tong, D.; He, K. NOX emission trends over Chinese cities estimated from OMI observations during 2005 to 2015. Atmos. Chem. Phys. 2017, 17, 9261–9275. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Lu, J.F.; Xu, X.Q.; Zeng, R.L.; Yue, G.X. NOx emission and its control in utility coal-fired boilers in China. Chin. J. Power Eng. 2005, 25, 125–130. [Google Scholar]
- Jiang Chunlai, X.Y.; Yang, J. 12th-five total NOX reduce emissions midterm assessment and countermeasures discussion. Environ. Prot. 2013, 41, 19–22. [Google Scholar]
- De Foy, B.; Lu, Z.; Streets, D.G.; Lamsal, L.N.; Duncan, B.N. Estimates of power plant NOx emissions and lifetimes from OMI NO2 satellite retrievals. Atmos. Environ. 2015, 116, 1–11. [Google Scholar] [CrossRef]
- Hong, C.; Zhang, Q.; He, K.; Guan, D.; Li, M.; Liu, F.; Zheng, B. Variations of China’s emission estimates: Response to uncertainties in energy statistics. Atmos. Chem. Phys. 2017, 17, 1227–1239. [Google Scholar] [CrossRef] [Green Version]
- Duncan, B.N.; Lamsal, L.N.; Thompson, A.M.; Yoshida, Y.; Lu, Z.; Streets, D.G.; Hurwitz, M.M.; Pickering, K.E. A space-based, high-resolution view of notable changes in urban NOX pollution around the world (2005–2014). J. Geophys. Res. Atmos. 2016, 121, 976–996. [Google Scholar] [CrossRef] [Green Version]
- Zheng, Y.; Xue, T.; Zhang, Q.; Geng, G.; Tong, D.; Li, X.; He, K. Air quality improvements and health benefits from China’s clean air action since 2013. Environ. Res. Lett. 2017, 12, 114020. [Google Scholar] [CrossRef]
- EU. On the limitation of emissions of certain pollutants into the air from large combustion plants. In Directive 2001/80/EC of the European Parliament and of the Council; EU: Brussels, Belgium, 2001. [Google Scholar]
- EPA. Standards of Performance for Electric Utility Steam Generating Units; EPA: Washington, DC, USA, 2006. [Google Scholar]
- Cho, J.M.; Choi, J.W.; Hong, S.H.; Kim, K.C.; Na, J.H.; Lee, J.Y. The methodology to improve the performance of a selective catalytic reduction system installed in HRSG using computational fluid dynamics analysis. Environ. Eng. Sci. 2006, 23, 863–873. [Google Scholar]
- Mustafić, H.; Jabre, P.; Caussin, C.; Murad, M.H.; Escolano, S.; Tafflet, M.; Périer, M.-C.; Marijon, E.; Vernerey, D.; Empana, J.-P.; et al. Main air pollutants and myocardial infarction: A systematic review and meta-analysis. JAMA J. Am. Med. Assoc. 2012, 307, 713–721. [Google Scholar] [CrossRef] [PubMed]
- Schaub, G.; Unruh, D.; Wang, J.; Turek, T. Kinetic analysis of selective catalytic NOx reduction (SCR) in a catalytic filter. Chem. Eng. Process. 2003, 42, 365–371. [Google Scholar]
- Saracco, G.; Specchia, V. Simultaneous removal of nitrogen oxides and fly-ash from coal-based power plant flue gases. Appl. Therm. Eng. 1998, 18, 1025–1035. [Google Scholar] [CrossRef]
- Ness, S.R.; Dunham, G.E.; Weber, G.F.; Ludlow, D.K. SCR catalyst-coated fabric filters for simultaneous NOx and high temperature particulate control. Environ. Prog. 1995, 14, 69–73. [Google Scholar] [CrossRef]
- Sultana, A.; Sasaki, M.; Suzuki, K.; Hamada, H. Tuning the NOx conversion of Cu- Fe/ZSM-5 catalyst in NH3-SCR. Catal. Commun. 2013, 41, 21–25. [Google Scholar] [CrossRef]
- Strege, J.R.; Zygarlicke, C.J.; Folkedahl, B.C.; McCollor, D.P. SCR deactivation in a full-scale cofired utility boiler. Fuel 2008, 87, 1314–1347. [Google Scholar] [CrossRef]
- Skalska, K.; Miller, J.S.; Ledakowicz, S. Trends in NOX abatement: A review. Sci. Total Environ. 2010, 408, 3976–3989. [Google Scholar] [CrossRef]
- Tan, L.; Feng, P.; Yang, S.; Guo, Y.; Liu, S.; Li, Z. CFD studies on effects of SCR mixers on the performance of urea conversion and mixing of the reducing agent. Chem. Eng. Process. Process Intensif. 2018, 123, 82–88. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, Y.; Liu, F.; Shi, W.; Yuan, J. CFD analysis on the catalyst layer breakage failure of an SCR-DeNOX system for a 350MW coal-fired power plant. Comput. Chem. Eng. 2014, 69, 119–127. [Google Scholar] [CrossRef]
- Wilburn, R.T.; Wright, T.L. SCR ammonia slip distribution in coal plant effluents and dependence upon SO3. Powerpl. Chem. 2004, 6, 295–395. [Google Scholar]
- Burke, J.M.; Johnson, K.L. Ammonium Sulfate and Bisulfate Formation in Air Preheaters; Radian Corporation: Nashville, TN, USA, 1982. [Google Scholar]
- Matsuda, S.; Kamo, T.; Kato, A.; Nakajima, F.; Kumura, T.; Kuroda, H. Deposition of ammonium bisulfate in the selective catalytic reduction of nitrogen oxides with ammonia. Ind. Eng. Chem. Prod. Res. Dev. 1982, 21, 48–52. [Google Scholar] [CrossRef]
- Menasha, J.; Dunn-Rankin, D.; Muzio, L.; Stallings, J. Ammonium bisulfate formation temperature in a bench-scale single-channel air preheater. Fuel 2011, 90, 2445–2453. [Google Scholar] [CrossRef]
- Cheng, X.; Bi, X.T. A review of recent advances in selective catalytic NOX reduction reactor technologies. Particuology 2014, 16, 1–18. [Google Scholar] [CrossRef]
- Liu, Z.; Li, J.; Woo, S.I. Recent advances in the selective catalytic reduction of NOX by hydrogen in the presence of oxygen. Energy Environ. Sci. 2012, 5, 8799–8814. [Google Scholar] [CrossRef]
- Lei, Z.; Wen, C.; Chen, B. Optimization of internals for selective catalytic reduction (SCR) for NO removal. Environ. Sci. Technol. 2011, 45, 3437–3444. [Google Scholar] [CrossRef] [PubMed]
- Wei, J.Y.; Muzio, L.J.; Dunn-Rankin, D. Formation temperature of ammonium bisulfate at simulated air preheater conditions. In Proceedings of the 5th US combustion meeting, San Diego, CA, USA, 25–28 March 2007. [Google Scholar]
- Chen, L.; Zhou, S.; Wang, W. Simulation Optimization on Flow Field of SCR Denitrification Reactors. J. Chin. Soc. Power Eng. 2010, 30, 224–229. [Google Scholar]
- Rogers, K.J.; Nolan, P.S. SCR Reactor Performance Profiling and Results Analysis. In Proceedings of the U.S. EPA/DOE/EPRI Combined Power Plant Air Pollutant Control Symposium, Chicago, IL, USA, 20–23 August 2001. [Google Scholar]
- Paramadayalan, T.; Pant, A. Selective catalytic reduction converter disign: The effect of ammonia nonuniformity at inlet. Korean J. Chem. Eng. 2013, 30, 2170–2177. [Google Scholar] [CrossRef]
- Dong, J.X.; Li, C.F.; Wang, S.L.; Chen, H.W. Simulation of effect of non-uniformity of reagent distribution of SCR DeNOx performance. Power Syst. Eng. 2007, 23, 20–24. [Google Scholar]
- Liu, H.; Guo, T.; Yang, Y.; Lu, G. Optimization and Numerical Simulation of the Flow Characteristics in SCR System. Energy Procedia 2012, 17, 801–812. [Google Scholar] [CrossRef] [Green Version]
- Dan, S.; Zhaoping, Z.; Xiaoling, G. Numerical simulation of different guide plates in selective catalytic reduction denitrification reactor of 600MW power plant. Electr. Power Environ. Prot. 2007, 23, 42–45. [Google Scholar]
- Rogers, K.J.; Thompson, C.; Pollutant, E.P.P.A. Development and Performance Data for Ammonia Injection and Gas Mixing Processes on SCR Applications. In U.S.EPA/DOE/EPRI Combined Power Plant and Air Pollutant Control Symposium; The USA EPRI: Washington, DC, USA, 2004; Volume 2, pp. 645–667. [Google Scholar]
- Zhaojun, F.; Meiling, Y.U.; Changqing, G. Research on Optimization of Denitrification and Ammonia Spray for Power Plant SCR System. Ind. Saf. Environ. Prot. (Chin.) 2014, 40, 25–28. [Google Scholar]
- Muncy, J.; Shore, D.; Martz, T. Interlayer mixing for improved SCR performance. In Proceedings of the 2006 Environmental Controls Conference, Pittsburgh, PA, USA, 16–18 May 2006. [Google Scholar]
- Ruggeri, M.P.; Grossale, A.; Nova, I.; Tronconi, E.; Jirglova, H.; Sobalik, Z. FTIR in situ mechanistic study of the NH3-NO/NO2 “Fast SCR” reaction over a commercial Fe-ZSM-5 catalyst. Catal. Today 2012, 184, 107–114. [Google Scholar] [CrossRef]
- Choi, H.S.; Kim, S.J.; Kim, K.T. Enhancement of turbulent scalar mixing and its application by a multihole nozzle in selective catalytic reduction of NOX. J. Mater. Cycles Waste Manag. 2008, 10, 1–6. [Google Scholar] [CrossRef]
- Mao, J.H.; Song, H.; Wu, W.H.; Zhong, Y.; Gao, X.; Luo, Z.Y.; Cen, K.F. Design and optimization of splitters in SCR system for coal fired boilers. J. Zhejiang Univ. 2011, 45, 1124–1129. [Google Scholar]
- Xu, Y.; Zhang, Y.; Wang, J.; Yuan, J. Application of CFD in the optimal design of a SCR-DENOX system for a 300MW coal-fired power plant. Comput. Chem. Eng. 2013, 49, 50–60. [Google Scholar] [CrossRef]
- Luo, Z.; Niu, G.; Wang, X.; Chang, L.; Pan, D.; Xu, X.; Dong, C. Engineering Application of dynamic ammonia injection technology based on partition mixing. Therm. Power Gener. (Chin.) 2018, 47, 125–132. [Google Scholar]
- Opitz, B.; Bendrich, M.; Drochner, A.; Vogel, H.; Hayes, R.E.; Forbes, J.F.; Votsmeier, M. Simulation study of SCR catalysts with individually adjusted ammonia dosing strategies. Chem. Eng. J. 2015, 264, 936–944. [Google Scholar] [CrossRef]
- Faghihi, E.M.; Shamekhi, A.H. Development of a neural network model for selective catalytic reduction (SCR) catalytic converter and ammonia dosing optimization using multi objective genetic algorithm. Chem. Eng. J. 2010, 165, 508–516. [Google Scholar] [CrossRef]
- Schreifels, J.J.; Wang, S.; Hao, J. Design and operational considerations for selective catalytic reduction technologies at coal-fired boilers. Front. Energy 2012, 6, 98–105. [Google Scholar] [CrossRef]
- Yu, Y.; Chen, Y.; Li, F. Design and numerical simulation for selective catalytic reduction system in power plant. Model Electr. Power 2007, 3, 59–61. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NO. | Unit Capacity | Dust Precipitator | Desulfurization Device | Terminal Dust Precipitator |
|---|---|---|---|---|
| Plant A | 330 MW | Bag filter | Gypsum/limestone FGD | Wet ESP |
| Plant B | 350 MW | Bag filter | Gypsum/limestone FGD | Wet ESP |
| Plant C | 330 MW | ESP | Gypsum/limestone FGD | Wet ESP |
| Plant D | 220 MW | ESP | Gypsum/limestone FGD | Wet ESP |
| Plant E | 330 MW | ESP | Gypsum/limestone FGD | Wet ESP |
| Plant F | 330 MW | ESP | Gypsum/limestone FGD | Wet ESP |
| Plant G | 600 MW | ESP | Gypsum/limestone FGD | None |
| Plant H | 330 MW | ESP | Gypsum/limestone FGD | Wet ESP |
| Plant I | 630 MW | ESP | Gypsum/limestone FGD | Wet ESP |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, X.; Zhang, M.; Kong, H.; Lyu, J.; Yang, H. Investigation and Control Technology on Excessive Ammonia-Slipping in Coal-Fired Plants. Energies 2020, 13, 4249. https://doi.org/10.3390/en13164249
Yao X, Zhang M, Kong H, Lyu J, Yang H. Investigation and Control Technology on Excessive Ammonia-Slipping in Coal-Fired Plants. Energies. 2020; 13(16):4249. https://doi.org/10.3390/en13164249
Chicago/Turabian StyleYao, Xuan, Man Zhang, Hao Kong, Junfu Lyu, and Hairui Yang. 2020. "Investigation and Control Technology on Excessive Ammonia-Slipping in Coal-Fired Plants" Energies 13, no. 16: 4249. https://doi.org/10.3390/en13164249
APA StyleYao, X., Zhang, M., Kong, H., Lyu, J., & Yang, H. (2020). Investigation and Control Technology on Excessive Ammonia-Slipping in Coal-Fired Plants. Energies, 13(16), 4249. https://doi.org/10.3390/en13164249