Research and Development of Natural Vegetable Insulating Oil Based on Jatropha curcas Seed Oil


Abstract
:1. Introduction
2. Materials and Methods
2.1. Reagents and Instruments
2.2. Experimental Methods
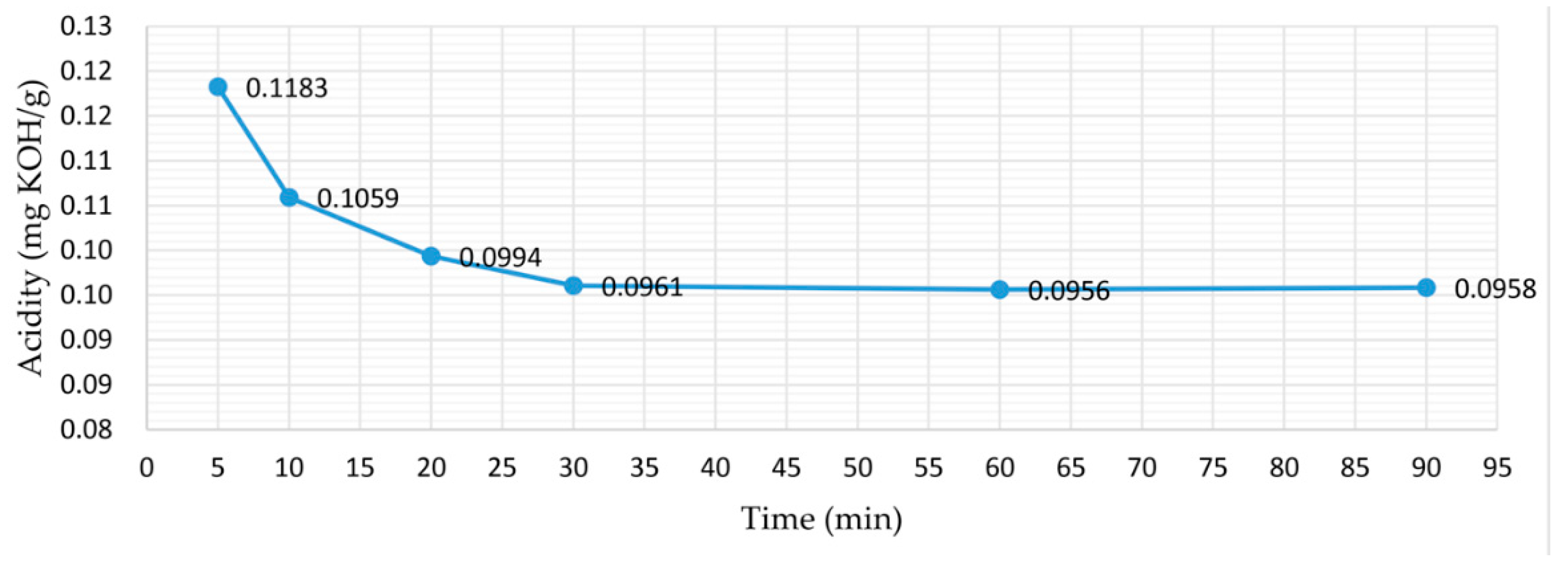
2.2.1. Alkali Refining
2.2.2. Activated Clay Treatment
2.2.3. Aluminum Oxide Treatment
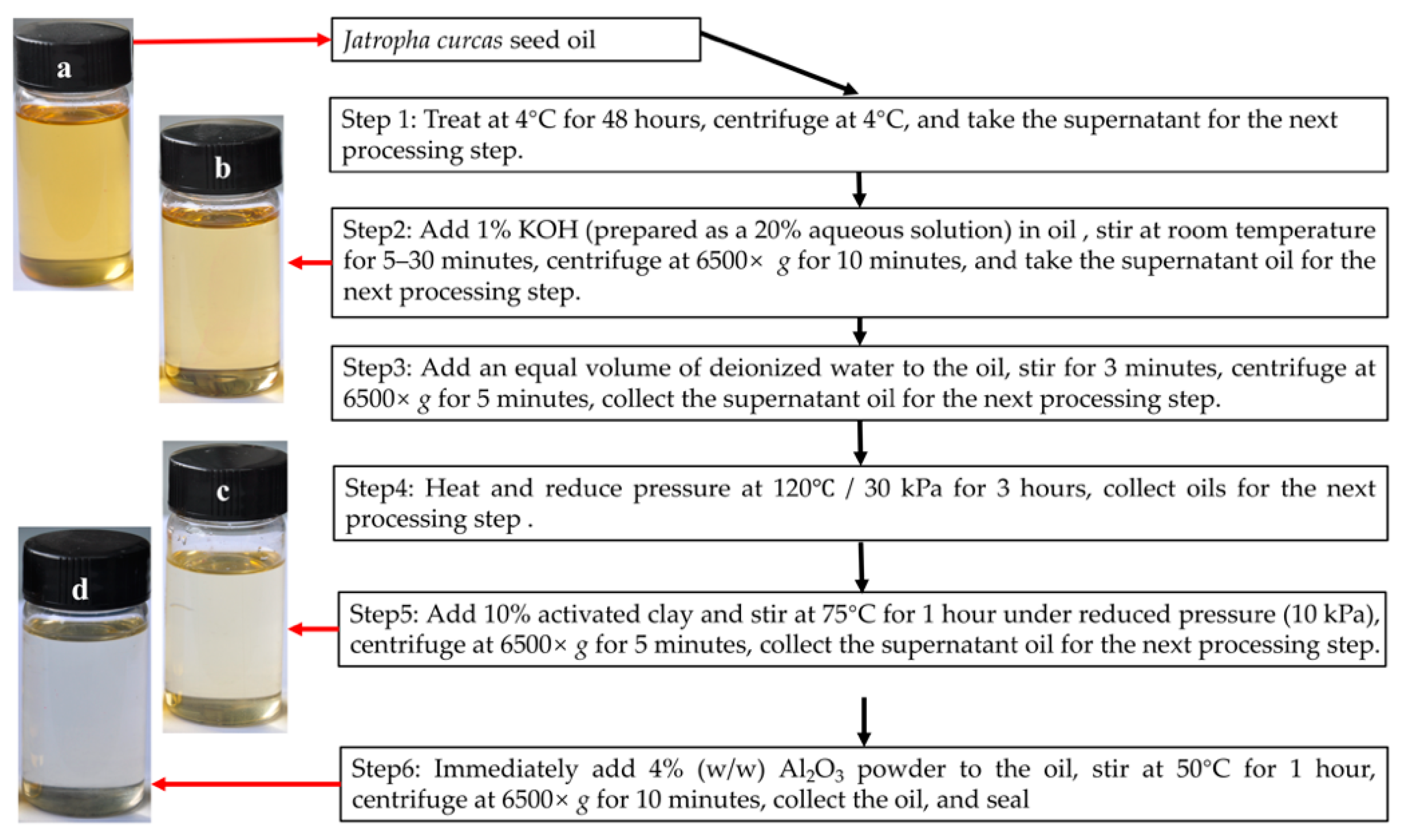
2.2.4. Preparation of Jatropha Curcas Natural Vegetable Insulating Oil (JNIO)
2.2.5. Test of Physicochemical and Electrical Properties of JNIO
2.2.6. The Detection of Fatty Acids
3. Results
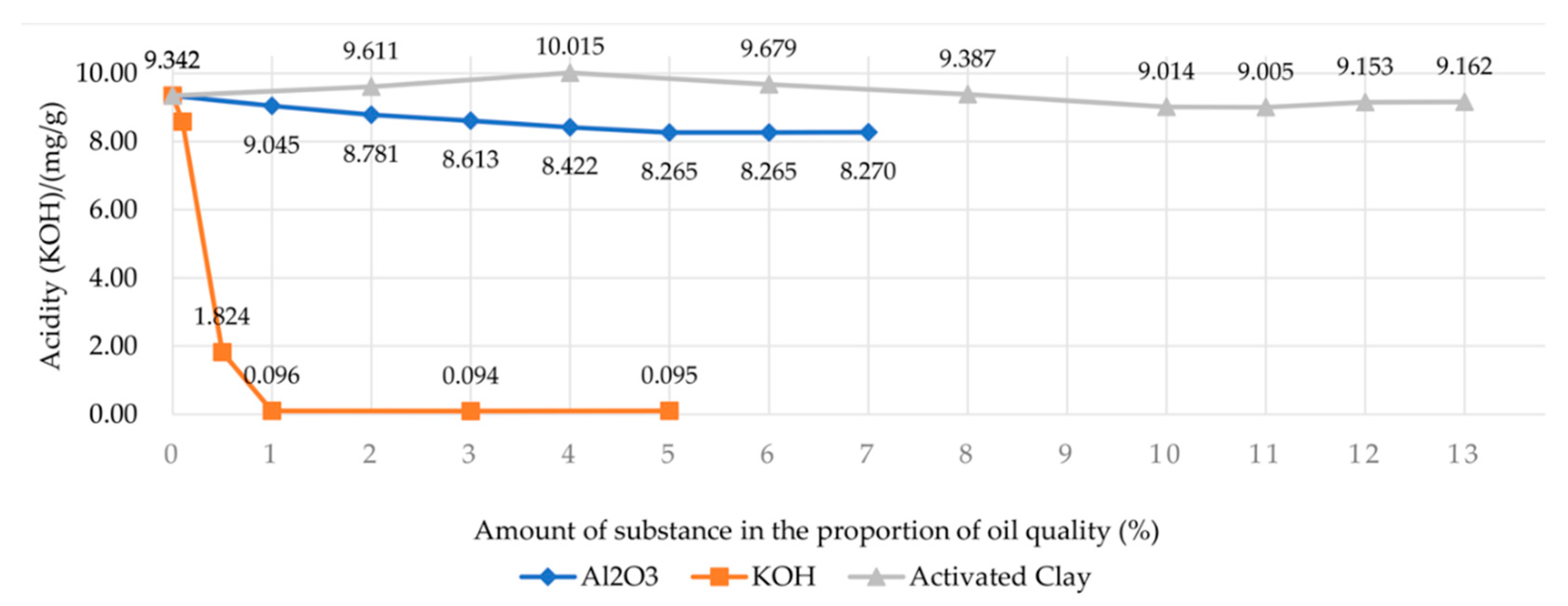
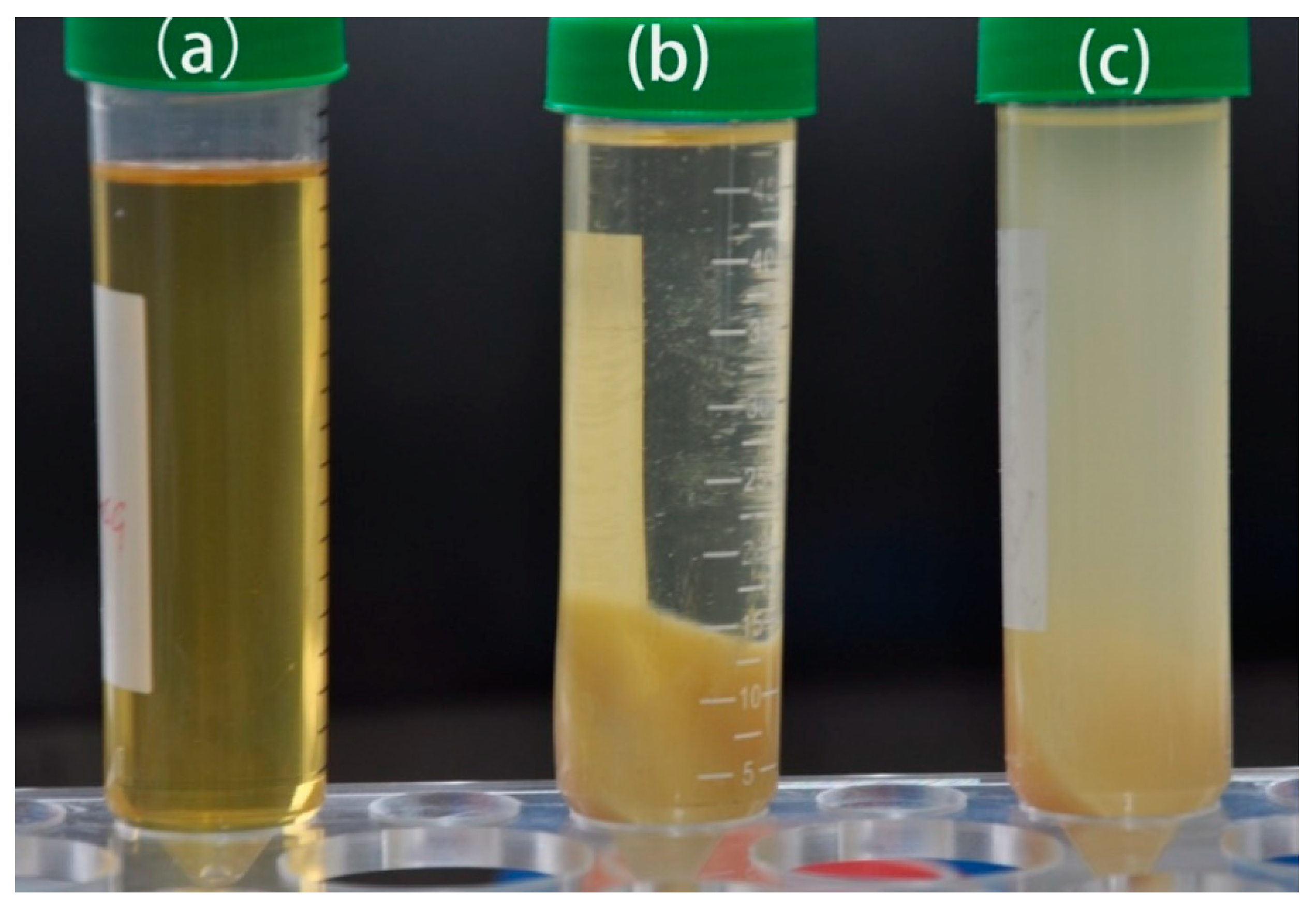
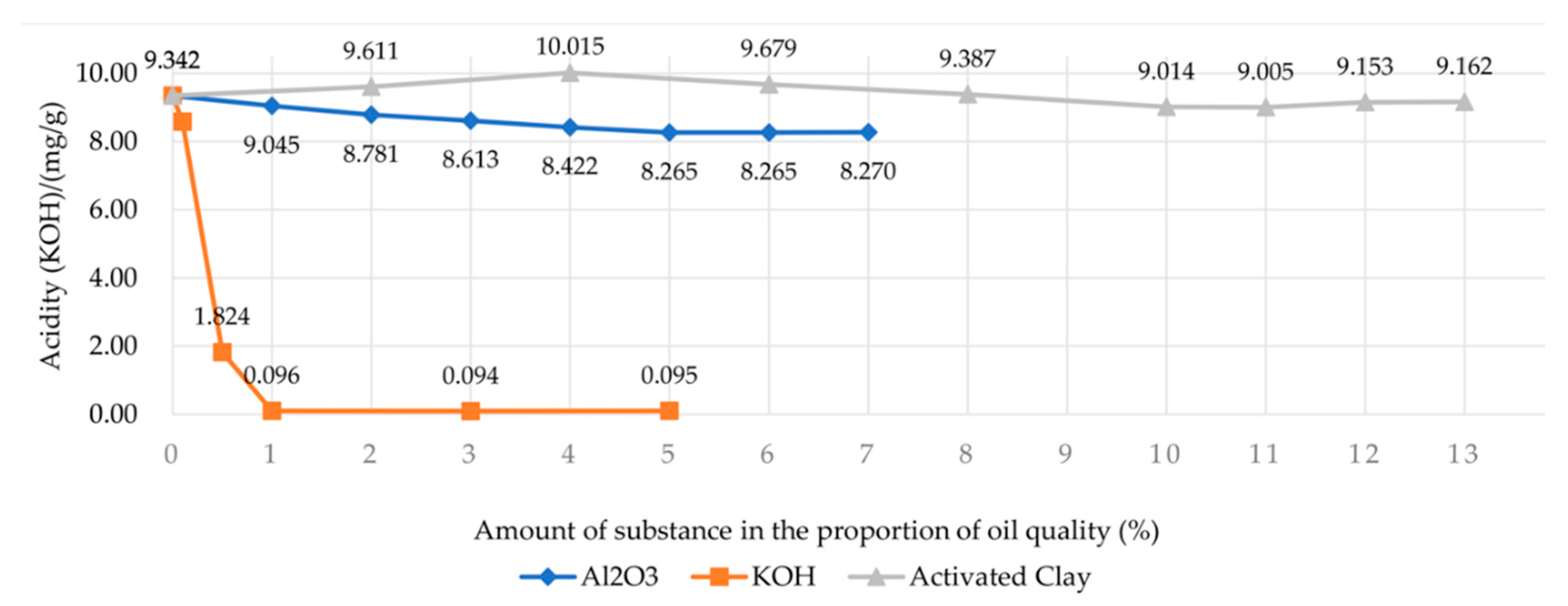
3.1. Effective Decreasing of CJCO Acidity
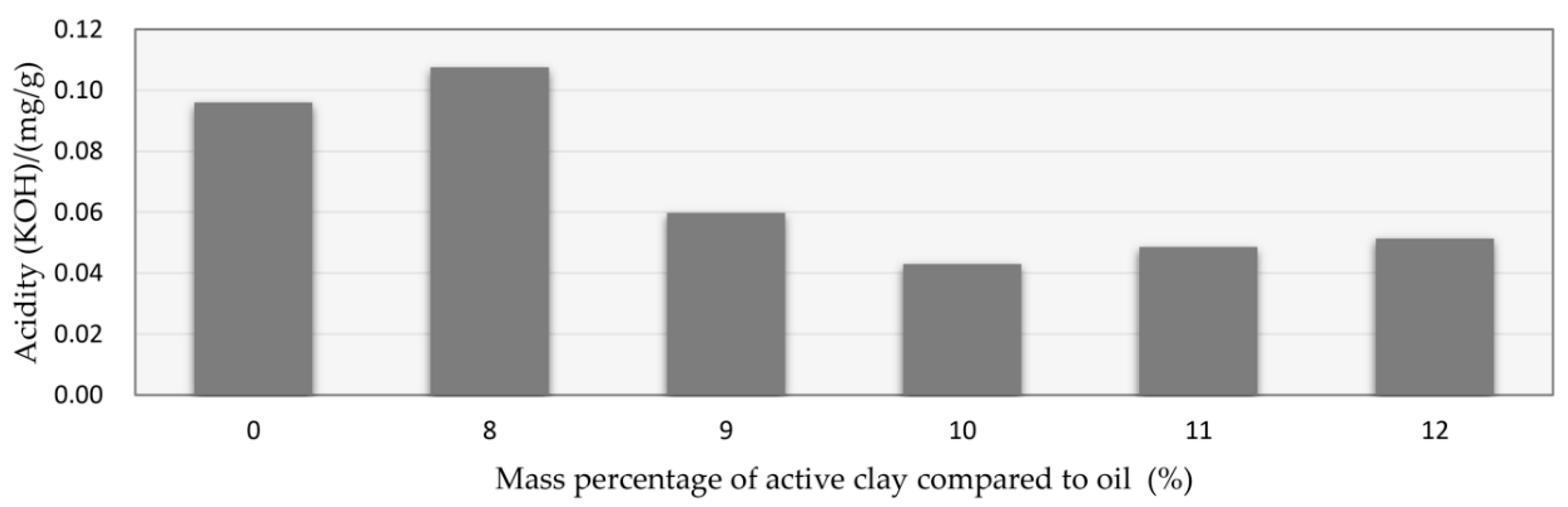
3.2. Effect of Activated Clay on Improving the Acidity for Preparing JNIO
3.3. Effect of Basic Aluminum Oxide Treatment on Lowering the Acidity of JNIO
3.4. Process Design for Preparing JNIO
3.5. Physicochemical and Electrical Properties of JNIO
3.6. Fatty Acid Composition of CJCO and JNIO
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Jeong, J.I.; An, J.S.; Huh, C.S. Accelerated Aging Effects of Mineral and Vegetable Transformer Oils on Medium Voltage Power Transformers. IEEE Trans. Dielectr. Electr. Insul. 2012, 19, 156–161. [Google Scholar] [CrossRef]
- Liao, R.J.; Lv, C.; Yang, L.J.; Zhang, Y.Y.; Wu, W.Q.; Tang, C. The Insulation Properties of Oil-Impregnated Insulation Paper Reinforced with Nano-TiO2. J. Nanomater. 2013, 2013. [Google Scholar] [CrossRef] [Green Version]
- Rouse, T.O. Mineral insulating oil in transformers. IEEE Electr. Insul. 1998, 14, 6–16. [Google Scholar] [CrossRef]
- Perrier, C.; Beroual, A. Experimental Investigations on Insulating Liquids for Power Transformers: Mineral, Ester, and Silicone Oils. IEEE Electr. Insul. 2009, 25, 6–13. [Google Scholar] [CrossRef]
- Fofana, I. 50 Years in the Development of Insulating Liquids. IEEE Electr. Insul. 2013, 29, 13–25. [Google Scholar] [CrossRef]
- Scatiggio, F.; Tumiatti, V.; Maina, R.; Tumiatti, M.; Pompili, M.; Bartnikas, R. Corrosive Sulfur Induced Failures in Oil-Filled Electrical Power Transformers and Shunt Reactors. IEEE Trans. Power Deliv. 2009, 24, 1240–1248. [Google Scholar] [CrossRef]
- Oommen, T.V. Vegetable oils for liquid-filled transformers. IEEE Electr. Insul. 2002, 18, 5. [Google Scholar] [CrossRef]
- Liu, Y.; Hou, H.; Wang, B.S. Thermal decomposition of vegetable insulating oils from reactive molecular dynamics. Chem. Phys. Lett. 2020, 746, 137284. [Google Scholar] [CrossRef]
- Wang, Y.C.; Wang, F.P.; Li, J.; Liang, S.N.; Zhou, J.H. Electronic Properties of Typical Molecules and the Discharge Mechanism of Vegetable and Mineral Insulating Oils. Energies 2018, 11, 523. [Google Scholar] [CrossRef] [Green Version]
- Rajesh Kanna, R.; Ravindran, M. Investigating the Performance of Transformer using Insulating Fluids. In Proceedings of the International Conference on Circuit, Power and Computing Technologie [ICCPCT], Nagercoil, India, 20–21 March 2014. [Google Scholar]
- Fernandez, I.; Ortiz, A.; Delgado, F.; Renedo, C.; Perez, S. Comparative evaluation of alternative fluids for power transformers. Electr. Pow. Syst. Res. 2013, 98, 58–69. [Google Scholar] [CrossRef]
- Azli, S.A.; Rahiman, M.H.F.; Yusoff, Z.M.; Razali, N.F.; Wahid, S.S.A.; Ramli, M.S. A Review on Alternative Oils as Dielectric Insulating Fluids on Power Transformer. In Proceedings of the IEEE 15th International Colloquium on Signal Processing & Its Applications, Penang, Malaysia, 8–9 March 2019. [Google Scholar]
- Achten, W.M.J.; Verchot, L.; Franken, Y.J.; Mathijs, E.; Singh, V.P.; Aerts, R.; Muys, B. Jatropha bio-diesel production and use. Biomass Bioenergy 2008, 32, 1063–1084. [Google Scholar] [CrossRef] [Green Version]
- Kaushik, N.; Kumar, K.; Kumar, S.; Kaushik, N.; Roy, S. Genetic variability and divergence studies in seed traits and oil content of Jatropha (Jatropha curcas L.) accessions. Biomass Bioenergy 2007, 31, 497–502. [Google Scholar] [CrossRef]
- Watanabe, T.; Shino, A.; Akashi, K.; Kikuchi, J. Spectroscopic investigation of tissue-specific biomass profiling for Jatropha curcas L. Plant Biotechnol. 2012, 29, 163–170. [Google Scholar] [CrossRef] [Green Version]
- Yang, C.Y.; Fang, Z.; Li, B.; Long, Y.F. Review and prospects of Jatropha biodiesel industry in China. Renew. Sust. Energy Rev. 2012, 16, 2178–2190. [Google Scholar] [CrossRef]
- Vinoth Kanna, I.; Devaraj, A.; Subramani, K. Bio diesel production by using Jatropha: The fuel for future. Int. J. Ambient Energy 2020, 41, 289–295. [Google Scholar] [CrossRef]
- Lestari, D.; Mulder, W.; Sanders, J. Improving Jatropha curcas seed protein recovery by using counter current multistage extraction. Biochem. Eng. J. 2010, 50, 16–23. [Google Scholar] [CrossRef]
- Fairless, D. Biofuel: The little shrub that could-maybe. Nature 2007, 449, 652–655. [Google Scholar] [CrossRef]
- Karuppaiya, P.; Yan, X.X.; Liao, W.; Wu, J.; Chen, F.; Tang, L. Identification and validation of superior reference gene for gene expression normalization via RT-qPCR in staminate and pistillate flowers of Jatropha curcas—A biodiesel plant. PLoS ONE 2017, 12, e0172460. [Google Scholar]
- Sitorus, H.B.H.; Setiabudy, R.; Bismo, S.; Beroual, A. Jatropha Curcas Methyl Ester Oil Obtaining as Vegetable Insulating Oil. IEEE Trans. Dielectr. Electr. Insul. 2016, 23, 2021–2028. [Google Scholar] [CrossRef] [Green Version]
- Tiwari, A.K.; Kumar, A.; Raheman, H. Biodiesel production from jatropha (Jatropha curcas) with high free fatty acids: An optimized process. Biomass Bioenergy 2007, 31, 569–575. [Google Scholar] [CrossRef]
- de Oliveira, J.S.; Leite, P.M.; de Souza, L.B.; Mello, V.M.; Silva, E.C.; Rubim, J.C.; Meneghetti, S.M.P.; Suarez, P.A.Z. Characteristics and composition of Jatropha gossypiifolia and Jatropha curcas L. oils and application for biodiesel production. Biomass Bioenergy 2009, 33, 449–453. [Google Scholar] [CrossRef]
- Li, X.H.; Li, J.A.; Sun, C.X. Properties of Transgenic Rapeseed Oil Based Dielectric Liquid. In Proceedings of the IEEE Southeastcon 2006, Memphis, TN, USA, 31 March–2 April 2006; pp. 81–84. [Google Scholar]
- Santori, G.; Di Nicola, G.; Moglie, M.; Polonara, F. A review analyzing the industrial biodiesel production practice starting from vegetable oil refining. Appl. Energy 2012, 92, 109–132. [Google Scholar] [CrossRef] [Green Version]
- Kombe, G.G.; Temu, A.K. The effects of pre-treatment and refining of high free fatty acid oil on the oxidation stability of biodiesel. Energy Source Part A 2017, 39, 1849–1854. [Google Scholar] [CrossRef]
- Dulger, G.C.; Gecgel, U. Bleaching Process of Sunflower Oil by Using Bentonite Activated with Different Chemical Substances. Asian J. Chem. 2014, 26, 3615–3619. [Google Scholar] [CrossRef]
- Gil, B.; Kim, M.; Kim, J.H.; Yoon, S.H. Comparative study of soybean oil refining using rice hull silicate and commercial adsorbents. Food Sci. Biotechnol. 2014, 23, 1025–1028. [Google Scholar] [CrossRef]
- Bhattacharyya, A.C.; Bhattacharyya, D.K. Deacidification of High Ffa Rice Bran Oil by Reesterification and Alkali Neutralization. J. Am. Oil Chem. Soc. 1987, 64, 128–131. [Google Scholar] [CrossRef]
- Cmolik, J.; Schwarz, W.; Svoboda, Z.; Pokorny, J.; Reblova, Z.; Dolezal, M.; Valentova, H. Effects of plant-scale alkali refining and physical refining on the quality of rapeseed oil. Eur. J. Lipid Sci. Technol. 2000, 102, 15–22. [Google Scholar] [CrossRef]
- Wiedermann, L.H. Degumming, Refining and Bleaching Soybean Oil. J. Am. Oil Chem. Soc. 1981, 58, 159–166. [Google Scholar] [CrossRef]
- Yoon, S.H.; Kim, S.K. Oxidative Stability of High Fatty-Acid Rice Bran Oil at Different Stages of Refining. J. Am. Oil Chem. Soc. 1994, 71, 227–229. [Google Scholar] [CrossRef]
- Fofana, I.; Wasserberg, V.; Borsi, H.; Gockenbach, E. Challenge of mixed insulating liquids for use in high-voltage transformers, part 1: Investigation of mixed liquids. IEEE Electr. Insul. 2002, 18, 18–31. [Google Scholar] [CrossRef]
- Koreh, O.; Torkos, K.; Mahara, M.B.; Borossay, J.; Izvekov, V. Study of water clusters in insulating oils by Fourier transform infrared spectroscopy. IEEE Trans. Dielectr. Electr. Insul. 1998, 5, 896–902. [Google Scholar] [CrossRef]
- Hosier, I.L.; Gu, J.; Chotchuangchutchavel, W.; Vaughan, A.S. Effect of Viscosity and Water Content on the Breakdown Strength of Vegetable Oils. In Proceedings of the 2014 IEEE 18th International Conference on Dielectric Liquids (ICDL 2014), Bled, Slovenia, 29 June–3 July 2014. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Step | Initial Oil Mass (g) | Collected Oil Mass (g) | Output Efficiency 1 |
|---|---|---|---|
| Cold treatment | 500 | 480 | 96% |
| KOH treatment | 480 | 455 | 95% |
| Water wash | 455 | 400 | 87.9% |
| High-temperature decompression | 400 | 395 | 98.8% |
| Clay treatment | 395 | 380 | 96.2% |
| Al2O3 treatment | 380 | 375 | 98.7% |
| Total | 500 | 375 | 75% |
| Property | CJCO | JNIO | DL/T 1360-2014 1 | ASTM D6871-17 2 | ||
|---|---|---|---|---|---|---|
| Method | Specification | Method | Specification | |||
| Visual examination | Yellow | Colorless clear and bright | Visual Examination | Bright and Clear | D1524 | Bright and Clear |
| Water content, ppm | 569 | 193 | GB/T 7600-2014 | ≤200 | D1533 | ≤200 |
| Dissipation factor, % | 0.67 | 0.1 | GB/T 5654-2007 | ≤0.5(90 °C) | D924 | ≤4(at 100 °C) |
| Dielectric breakdown voltage, kV | 55.4 | 72 | GB/T 507-2002 | ≥35 | D877 | ≥35 |
| Flash point, °C | 236 | 295 | GB/T 3536-2008 | >250 | D92 | ≥275 |
| Fire point, °C | 308 | 320 | GB/T 3536-2008 | >300 | D92 | ≥300 |
| Viscosity at 40 °C, mm2/s | 32.9 | 32.83 | GB/T 265-1988 | ≤50 | D445 or D88 | ≤50 |
| Viscosity at 100 °C, mm2/s | 7.377 | 7.456 | GB/T 265-1988 | ≤15 | D445 or D88 | ≤15 |
| Pour point, °C | −2.0 | −10.0 | GB/T 3535-2006 | ≤−10 | D97 | ≤−10 |
| Relative density, g/cm3 | 0.915 | 0.915 | GB/T 1885-1998 | ≤1.0 | D1298 | ≤0.96 |
| Corrosive sulfur | not corrosive | not corrosive | GB/T 25961 | not corrosive | D1275 | not corrosive |
| Total acid content, mg KOH/g | 9.342 | 0.012 | GB 5009.229-2016 | ≤ 0.06 | D974 | ≤0.06 |
| Property | JNIO | Rapeseed Oil | Sunflower Oil | Soybean Oil | Palm Oil | Camellia Oil | Cargill FR3 1 |
|---|---|---|---|---|---|---|---|
| Visual examination | clear and bright | Light yellow | Light green | ||||
| Water content, ppm | 193 | < 80 | < 80 | ||||
| Relative density, g/cm3 | 0.915 | 0.9 | 0.919 | 0.923 | 0.90 | 0.9 | 0.92 |
| Acidity, mg KOH/g | 0.012 | 0.03 | 0.02 | 0.02 | 0.03 | 0.04 | |
| Dielectric breakdown voltage, kV | 72 | 73 | 38–45 | 51 | 75 | ||
| AC breakdown voltage, kV | 70 | 56 | |||||
| Dissipation factor at 90 °C, % | 0.1 | 0.75 | 0.88 | ||||
| Dissipation factor at 100 °C, % | 0.59 | 1.85 | 0.89 | ||||
| Flash point, °C | 295 | 325 | <330 | 326 | >220 | 322 | 316 |
| Fire point, °C | 320 | <360 | 362 | >220 | |||
| Viscosity at 100 °C, mm2/s | 7.456 | 10 | |||||
| Viscosity at 40 °C, mm2/s | 32.83 | 43 | 41.4–45 | 33.8 | 48–50 | 39.9–28 | 34.1 |
| Pour point °C | −10.0 | −18 | −12 to −25 | −21 | 15 | −21 |
| Fatty Acid Types | CJCO Content (g/100g) | JNIO Content (g/100g) | JNIO–CJCO Content (g/100g) |
|---|---|---|---|
| C14:0 | 0.0625 | 0.0527 | −0.0098 |
| C15:0 | 0.0000 | 0.0128 | 0.0128 |
| C16:0 | 14.3300 | 13.3658 | −0.9642 |
| C16:1 | 0.7105 | 0.6995 | −0.0110 |
| C17:0 | 0.0997 | 0.0872 | −0.0125 |
| C18:0 | 7.3554 | 6.6594 | −0.6960 |
| C18:1 | 39.0613 | 41.1021 | 2.0408 |
| C18:2 | 33.2898 | 33.0683 | −0.2215 |
| C20:0 | 0.2426 | 0.2210 | −0.0216 |
| C20:1 | 0.2534 | 0.1738 | −0.0796 |
| C18:3 | 0.0000 | 0.0615 | 0.0615 |
| C22:0 | 0.0540 | 0.0406 | −0.0134 |
| C23:0 | 0.0371 | 0.0219 | −0.0152 |
| C22:2 | 0.0377 | 0.0000 | −0.0377 |
| C24:0 | 0.0283 | 0.0139 | −0.0144 |
| C20:5n3 | 0.0673 | 0.0520 | −0.0153 |
| Saturated fatty acids | 22.2096 | 20.4753 | −1.7343 |
| Unsaturated fatty acids | 73.4200 | 75.1572 | 1.7372 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, J.; Zhang, J. Research and Development of Natural Vegetable Insulating Oil Based on Jatropha curcas Seed Oil. Energies 2020, 13, 4319. https://doi.org/10.3390/en13174319
Wu J, Zhang J. Research and Development of Natural Vegetable Insulating Oil Based on Jatropha curcas Seed Oil. Energies. 2020; 13(17):4319. https://doi.org/10.3390/en13174319
Chicago/Turabian StyleWu, Jun, and Junhui Zhang. 2020. "Research and Development of Natural Vegetable Insulating Oil Based on Jatropha curcas Seed Oil" Energies 13, no. 17: 4319. https://doi.org/10.3390/en13174319
APA StyleWu, J., & Zhang, J. (2020). Research and Development of Natural Vegetable Insulating Oil Based on Jatropha curcas Seed Oil. Energies, 13(17), 4319. https://doi.org/10.3390/en13174319