Proof-of-Concept of High-Pressure Torrefaction for Improvement of Pelletized Biomass Fuel Properties and Process Cost Reduction





Abstract
:1. Introduction
1.1. Background
1.2. Torrefaction for Organic Material Valorization
1.3. The Pellet Role in Energy Chain Supply
1.4. The Importance and the Aim of the Study
2. Materials and Methods
2.1. Materials
2.2. Methods
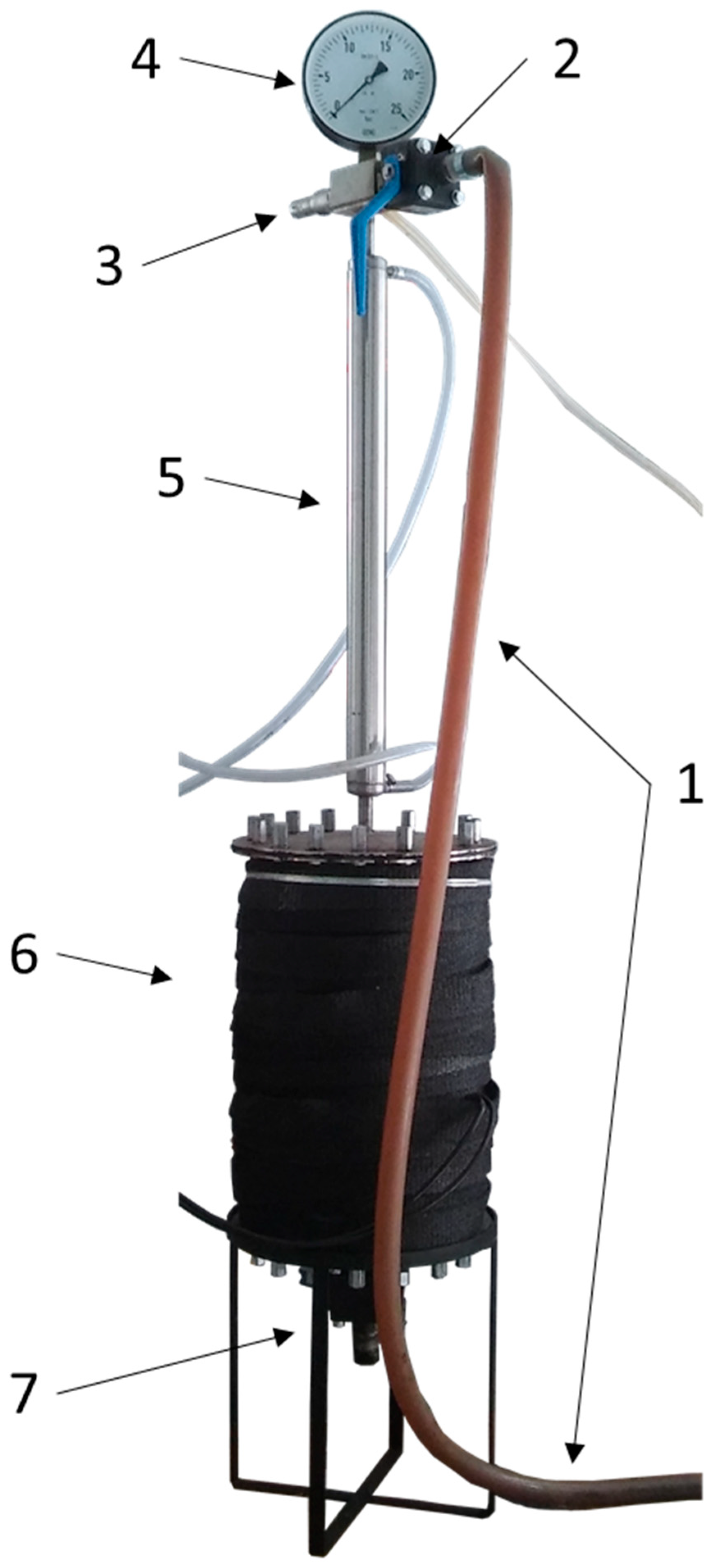
2.2.1. Reactor Design
2.2.2. Torrefaction Process Procedure
- In the case of torrefaction at atmospheric pressure, the upper valve was open, and the end of the rubber pipe (exhaust pipe) was placed into the bottle half-filled with water (acting as a water seal to prevent the oxygen entering into the reactor). The rubber pipe was tightly placed into the bottle (To limit water evaporation resulting from the infusion of high-temperature torrgas at ~70 °C. The torrgas was allowed to escape from the bottle by small holes in the top part of the bottle) (Figure 3b). Then the heating mats were turned on, and the reactor has been heated from room temperature ~20 °C to a setpoint temperature of 300 °C with an average heating rate of 2.6 °C∙min−1. After the reactor temperature reached the setpoint, the process residence time of 30 min was counted. Finally, the heating mats were turned off, and the upper valve was closed (to stop the water suction from the bottle, which resulted from cooled down gasses in the reactor), and the reactor was left to cool down. The samples from this process are named ‘ap1′–‘ap3′ (atmospheric pressure, numbers represent individual repetitions);
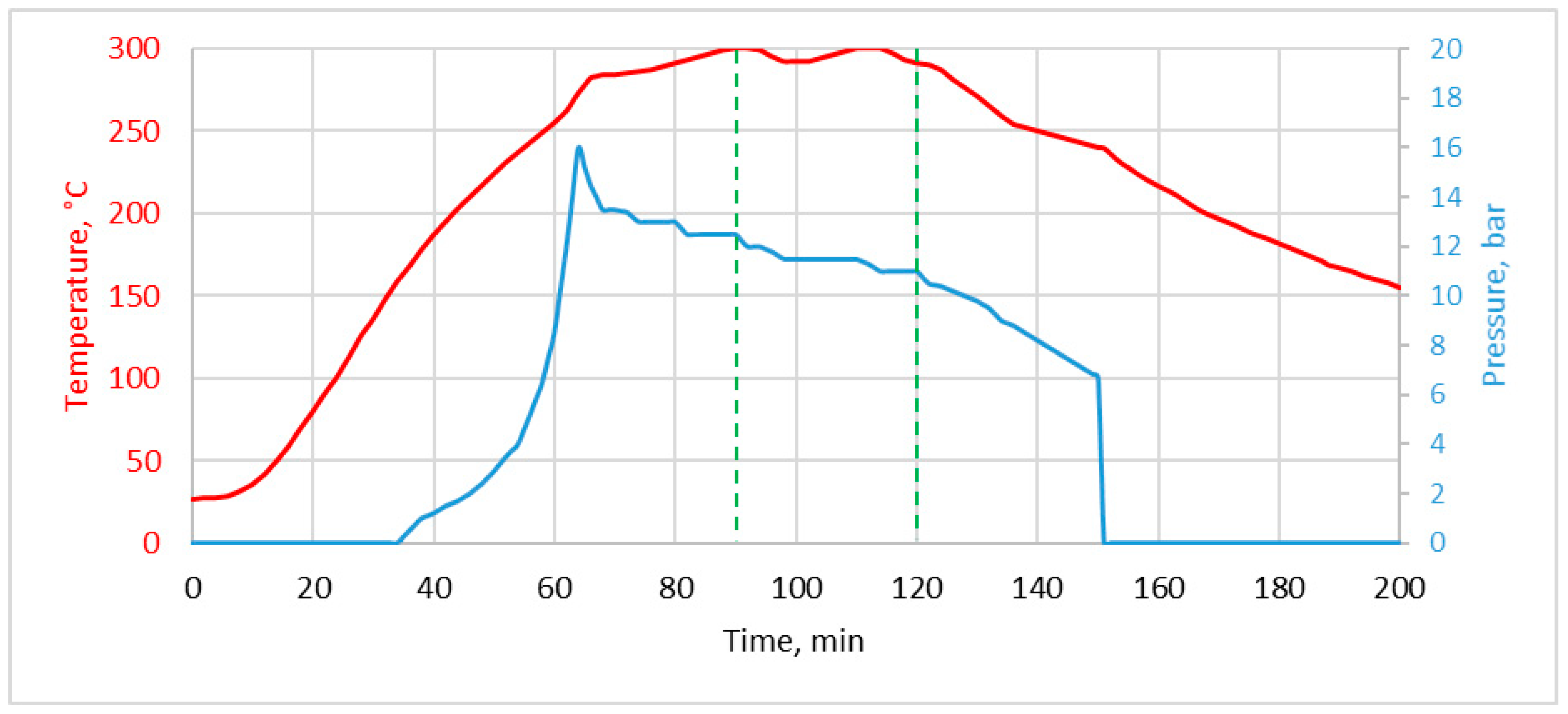
- In the case of torrefaction at high-pressure, all valves were closed. The heating mats were turned on, and the reactor has been heated from room temperature ~20 °C to a setpoint temperature of 300 °C with an average heating rate of 2.9 °C∙min−1. As the temperature rose, the pressure increased (as a result of temperature rise and pellet degassing). In four repetitions for this variant, the pressure was not controlled, which led to the opening of the safety valve. As a result, the pressure decrease occurred. After gas release, the upper valve was closed, and the reactor was left to cool down. The samples for which the safety valve opened were labeled as ‘hpd1′–‘hpd4′ (high-pressure-decrease, numbers represent individual repetitions);
- During the next four tests, the pressure increase was controlled not to exceed the upper-pressure threshold value (15 bar); therefore, the high-pressure conditions were maintained for the whole process. After the reactor temperature reached the setpoint, the residence time of 30 min was counted, and (if needed) pressure was relieved manually to keep it at 14 ± 1 bar. Finally, the heating mats were turned off, and the upper valve was opened to release pressure from the reactor. The samples where pressure was kept at one steady level have names ‘hps1′–‘hps4′ (high-pressure-steady, numbers represent individual repetitions).
2.2.3. Torrefaction Process Analysis
2.2.4. Thermogravimetric Analysis
2.2.5. Proximate Analysis
2.2.6. Pellet Grinding Test
2.2.7. Statistical Data Analysis
3. Results and Discussion
3.1. Torrefaction Process
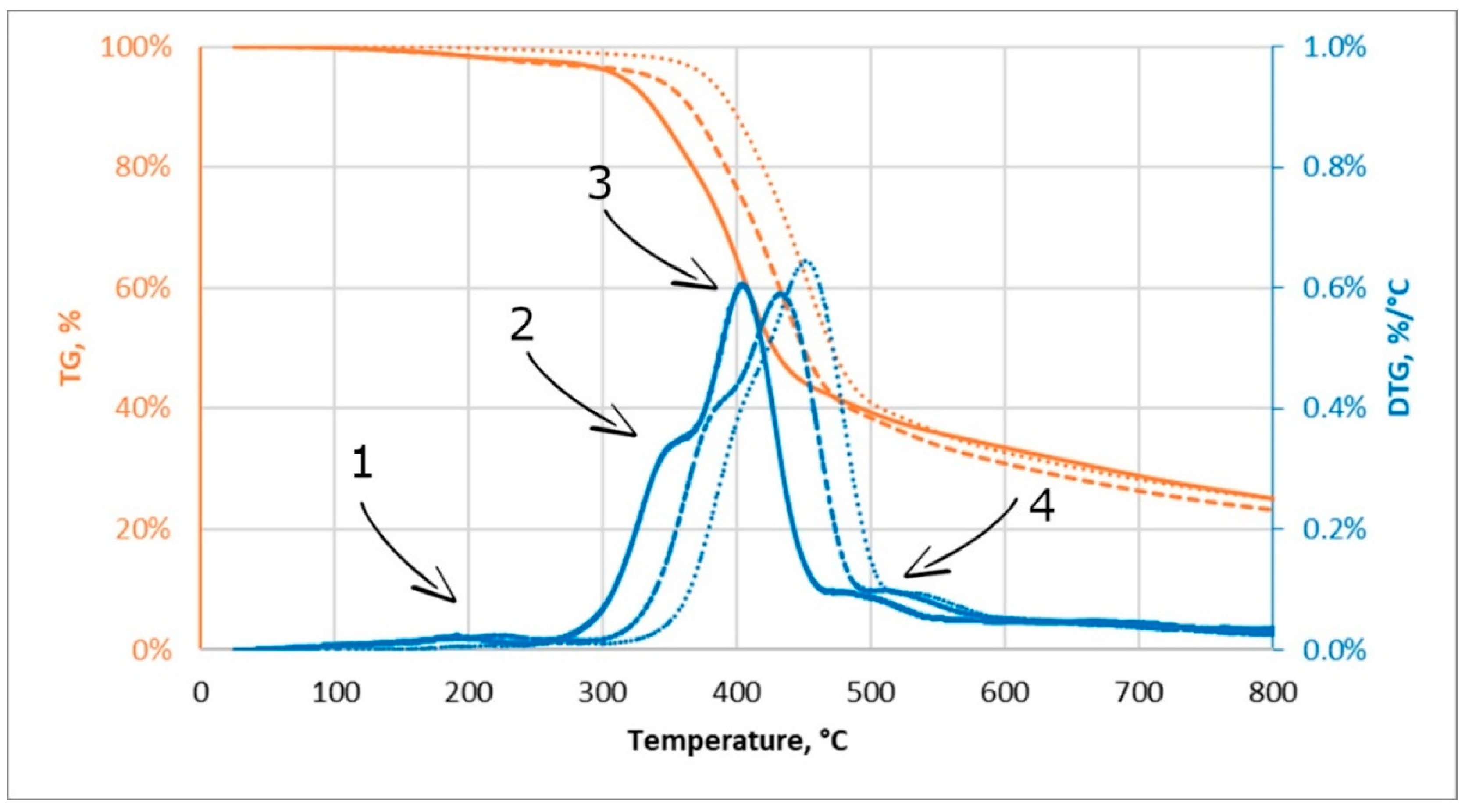
3.2. Thermogravimetric Analysis
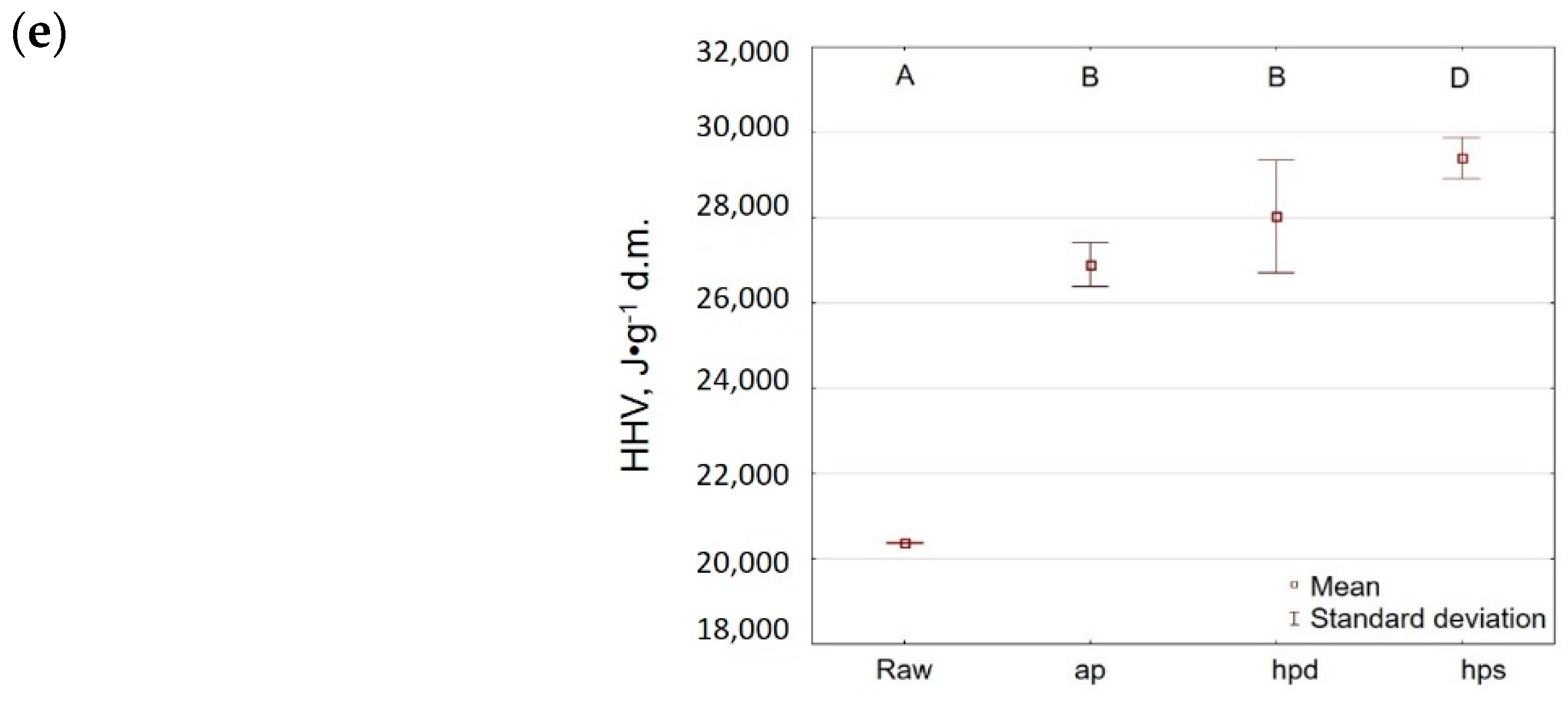
3.3. Proximate Analysis
3.4. Pellet Grinding Test
4. Conclusions
- High-pressure torrefaction requires up to six percent less energy than a conventional one;
- High-pressure torrefaction causes less disintegration of pellet compared to the conventional one;
- High-pressure torrefaction leads to higher energy densification in pellets of up to 44% compared to the conventional one up to 32%;
- The presence of high-pressure during torrefaction has no impact on torrefied pellet grinding energy demand in comparison to the conventional one; therefore, this factor appears to be less relevant in the future technology development process.
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A







References
- Stanek, W.; Czarnowska, L.; Gazda, W.; Simla, T. Thermo-ecological cost of electricity from renewable energy sources. Renew. Energy 2018, 115, 87–96. [Google Scholar] [CrossRef]
- Stanek, W.; Simla, T.; Gazda, W. Exergetic and thermo-ecological assessment of heat pump supported by electricity from renewable sources. Renew. Energy 2019, 131, 404–412. [Google Scholar] [CrossRef]
- Białowiec, A.; Micuda, M.; Koziel, J.A. Waste to carbon: Densification of torrefied refuse-derived fuel. Energies 2018, 11, 3233. [Google Scholar] [CrossRef] [Green Version]
- Peng, J.H.; Bi, X.T.; Sokhansanj, S.; Lim, C.J. Torrefaction and densification of different species of softwood residues. Fuel 2013, 111, 411–421. [Google Scholar] [CrossRef]
- Dudek, M.; Świechowski, K.; Manczarski, P.; Koziel, J.A.; Białowiec, A. The effect of biochar addition on the biogas production kinetics from the anaerobic digestion of brewers’ spent grain. Energies 2019, 12, 1518. [Google Scholar] [CrossRef] [Green Version]
- Medyńska-Juraszek, A. Biochar as a soil amendment. Soil Sci. Ann. 2016, 67, 151–157. [Google Scholar] [CrossRef] [Green Version]
- Nunes, L.J.R. A case study about biomass torrefaction on an industrial scale: Solutions to problems related to self-heating, difficulties in pelletizing, and excessive wear of production equipment. Appl. Sci. 2020, 10, 2546. [Google Scholar] [CrossRef] [Green Version]
- Ábrego, J.; Plaza, D.; Luño, F.; Atienza-Martínez, M.; Gea, G. Pyrolysis of cashew nutshells: Characterization of products and energy balance. Energy 2018, 158, 72–80. [Google Scholar] [CrossRef] [Green Version]
- Energy Innovation Austria, Current Austrian Developments and Examples of Sustainable Energy Technologies. Available online: https://www.energy-innovation-austria.at/article/torrefizierung/?lang=en (accessed on 25 July 2020).
- Banse, T. Your Word of the Day is “Torrefaction.” First-of-Its Kind Plant to Open in Eastern Oregon. Available online: https://www.kuow.org/stories/your-word-of-the-day-is-torrefaction-first-of-its-kind-plant-to-open-in-eastern-oregon (accessed on 25 July 2020).
- Kanwal, S.; Chaudhry, N.; Munir, S.; Sana, H. Effect of Torrefaction Conditions on the Physicochemical Characterization of Agricultural Waste (Sugarcane Bagasse). Waste Manag. 2019, 88, 280–290. [Google Scholar] [CrossRef] [PubMed]
- Wei, W.; Mellin, P.; Yang, W.; Wang, C.; Hultgren, A.; Salman, H. Utilization of Biomass for Blast Furnace in Sweden-Report I: Biomass Availability and Upgrading Technologies; Technical Report for KTH Royal Institute of Technology: Stockholm, Sweden, December 2013. [Google Scholar] [CrossRef]
- Babinszki, B.; Jakab, E.; Sebestyén, Z.; Blazsó, M.; Berényi, B.; Kumar, J.; Krishna, B.B.; Bhaskar, T.; Czégény, Z. Comparison of hydrothermal carbonization and torrefaction of azolla biomass: Analysis of the solid products. J. Anal. Appl. Pyroly 2020, 149, 104844. [Google Scholar] [CrossRef]
- Bergman, P.C.A.; Boersma, A.R.; Zwart, R.W.R.; Kiel, J.H.A. Torrefaction for Biomass Co-Firing in Existing Coal-Fired Power Stations. BIOCOAL. The Netherlands. 2005; p. 71. Available online: https://www.osti.gov/etdeweb/biblio/20670903 (accessed on 25 July 2020).
- Surup, G.R.; Leahy, J.J.; Timko, M.T.; Trubetskaya, A. Hydrothermal carbonization of olive wastes to produce renewable, binder-free pellets for use as metallurgical reducing agents. Renew. Energy 2020, 155, 347–357. [Google Scholar] [CrossRef]
- Ahmad, F.; Silva, E.L.; Varesche, M.B.A. Hydrothermal processing of biomass for anaerobic digestion–A review. Renew. Sustain. Energy Rev. 2018, 98, 108–124. [Google Scholar] [CrossRef]
- Wannapeera, J.; Worasuwannarak, N. Upgrading of woody biomass by torrefaction under pressure. J. Anal. Appl. Pyroly. 2012, 96, 173–180. [Google Scholar] [CrossRef]
- Malik, B.; Pirzadah, T.B.; Islam, S.T.; Tahir, I.; Kumar, M.; ul Rehman, R. Biomass pellet technology: A green approach for sustainable development. Agric. Biomass Based Potent. Mater. 2015, 403–433. [Google Scholar] [CrossRef]
- Kułażyński, M.; Kaczmarczyk, J.; Świątek, Ł.; Pstrowska, K. Technological problems occurring during the implementation process of co-firing brown coal with biomass. Logistyka 2015, 277–282. Available online: http://yadda.icm.edu.pl/yadda/element/bwmeta1.element.baztech-2416d3f1-2fe1-489a-b3a5-b968e2d2280d (accessed on 25 July 2020).
- Chen, W.H.; Peng, J.; Bi, X.T. A state-of-the-art review of biomass torrefaction, densification and applications. Renew. Sustain. Energ. Rev. 2015, 44, 847–866. [Google Scholar] [CrossRef]
- Świechowski, K.; Liszewski, M.; Babelewski, P.; Koziel, J.A.; Białowiec, A. Fuel properties of torrefied biomass from pruning of oxytree. Data 2019, 4, 55. [Google Scholar] [CrossRef] [Green Version]
- Stępień, P.; Świechowski, K.; Hnat, M.; Kugler, S.; Stegenta-Dąbrowska, S.; Koziel, J.A.; Manczarski, P.; Białowiec, A. Waste to carbon: Biocoal from elephant dung as new cooking fuel. Energies 2019, 12, 4344. [Google Scholar] [CrossRef] [Green Version]
- PN-EN 14346:2011 Standard. Waste Characteristics. Calculation of Dry Mass Based on Dry Residue or Water Content. Available online: https://infostore.saiglobal.com/en-au/Standards/PN-EN-14346-2011-932471_SAIG_PKN_PKN_2197939 (accessed on 25 July 2020).
- PN-EN 15169:2011 Standard. Waste Characteristics. Determination of Organic Matter Content for Waste, Slurry and Sludge. Available online: http://sklep.pkn.pl/pn-en-15169-2011p.html (accessed on 25 July 2020).
- PN-Z-15008-04:1993 Standard. Municipal Solid Waste. Analysis of Combustible and Non-Combustible Content. Available online: http://sklep.pkn.pl/pn-z-15008-04-1993p.html (accessed on 25 July 2020).
- PN-G-04513:1981 Standard. Solid fuels. Determination of the Higher Heating Value and the Lower Heating Value. Available online: http://sklep.pkn.pl/pn-g-04513-1981p.html (accessed on 25 July 2020).
- Williams, O.; Lester, E.; Kingman, S.; Giddings, D.; Lorimor, S.; Eastwick, C. Benefits of dry comminution of biomass pellets in a knife mill. Biosyst. Eng. 2017, 160, 42–54. [Google Scholar] [CrossRef]
- Świechowski, K.; Syguła, E.; Koziel, J.A.; Stępień, P.; Kugler, S.; Manczarski, P.; Białowiec, A. Low-temperature pyrolysis of municipal solid waste components and refuse-derived fuel—process efficiency and fuel properties of carbonized solid fuel. Data 2020, 5, 48. [Google Scholar] [CrossRef]
- Manouchehrinejad, M.; Mani, S. Torrefaction after pelletization (TAP): Analysis of torrefied pellet quality and co-products. Biomass Bioenerg. 2018, 118, 93–104. [Google Scholar] [CrossRef]
- Arriola, E.; Chen, W.H.; Chih, Y.K.; De Luna, M.D.; Show, P.L. Impact of post-torrefaction process on biochar formation from wood pellets and self-heating phenomena for production safety. Energy 2020, 207, 1–13. [Google Scholar] [CrossRef]
- Tong, S.; Xiao, L.; Li, X.; Zhu, X.; Liu, H.; Luo, G.; Worasuwannarak, N.; Kerdsuwan, S.; Fungtammasan, B.; Yao, H. A gas-pressurized torrefaction method for biomass wastes. Energ. Convers. Manag. 2018, 173, 29–36. [Google Scholar] [CrossRef]
- Qin, L.; Wu, Y.; Hou, Z.; Jiang, E. Influence of biomass components, temperature and pressure on the pyrolysis behavior and biochar properties of pine nut shells. Bioresour. Technol. 2020, 313, 123682. [Google Scholar] [CrossRef]
- Tong, S.; Sun, Y.; Li, X.; Hu, Z.; Dacres, O.D.; Worasuwannarak, N.; Luo, G.; Liu, H.; Hu, H.; Yao, H. Gas-pressurized torrefaction of biomass wastes: Roles of pressure and secondary reactions. Bioresour. Technol. 2020, 313, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Grycova, B.; Pryszcz, A.; Krzack, S.; Klinger, M.; Lestinsky, P. Torrefaction of biomass pellets using the thermogravimetric analyser. Biomass Convers. Biorefinery 2020. [Google Scholar] [CrossRef]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Repellin, V.; Govin, A.; Rolland, M.; Guyonnet, R. Energy requirement for fine grinding of torrefied wood. Biomass Bioenerg. 2010, 34, 923–930. [Google Scholar] [CrossRef] [Green Version]
- Williams, O.; Newbolt, G.; Eastwick, C.; Kingman, S.; Giddings, D.; Lorimor, S.; Lester, E. Influence of mill type on densified biomass comminution. Appl. Energ. 2016, 182, 219–231. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Analysis Device (Manufacturer, Model, City, Country) | Analysis Standard | Reference |
|---|---|---|---|
| MC | Laboratory dryer (WAMED, KBC-65W, Warsaw, Poland) | PN-EN 14346:2011 | [23] |
| OM | Muffle furnace (SNOL, 8.1/1100, Utena, Lithuania) | PN-EN 15169:2011 | [24] |
| CP | Muffle furnace (SNOL, 8.1/1100, Utena, Lithuania) | PN-Z-15008-04:1993 | [25] |
| Ash | Muffle furnace (SNOL, 8.1/1100, Utena, Lithuania) | PN-Z-15008-04:1993 | [25] |
| HHV | Calorimeter (IKA® Werke GmbH, C200, Staufen, Germany) | PN-G-04513:1981 | [26] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matyjewicz, B.; Świechowski, K.; Koziel, J.A.; Białowiec, A. Proof-of-Concept of High-Pressure Torrefaction for Improvement of Pelletized Biomass Fuel Properties and Process Cost Reduction. Energies 2020, 13, 4790. https://doi.org/10.3390/en13184790
Matyjewicz B, Świechowski K, Koziel JA, Białowiec A. Proof-of-Concept of High-Pressure Torrefaction for Improvement of Pelletized Biomass Fuel Properties and Process Cost Reduction. Energies. 2020; 13(18):4790. https://doi.org/10.3390/en13184790
Chicago/Turabian StyleMatyjewicz, Bartosz, Kacper Świechowski, Jacek A. Koziel, and Andrzej Białowiec. 2020. "Proof-of-Concept of High-Pressure Torrefaction for Improvement of Pelletized Biomass Fuel Properties and Process Cost Reduction" Energies 13, no. 18: 4790. https://doi.org/10.3390/en13184790
APA StyleMatyjewicz, B., Świechowski, K., Koziel, J. A., & Białowiec, A. (2020). Proof-of-Concept of High-Pressure Torrefaction for Improvement of Pelletized Biomass Fuel Properties and Process Cost Reduction. Energies, 13(18), 4790. https://doi.org/10.3390/en13184790