1. Introduction
Pico- (<5 kW) and micro- (<100 kW) scale hydropower are often used for rural electrification in the Global South [
1]. The term “Global South” usually refers to the regions of Latin America, Asia, Africa, and Oceania [
2]. Within these regions, there are many countries where the geography is appropriate for hydropower and hydro-turbines are manufactured by local workshops [
3]. Benefits of local production include lower cost for end users, reduced downtime, and increased availability of local knowledge [
4,
5]. Despite these benefits, the range in the types of turbines manufactured by local workshops is often limited to Pelton turbines, to serve high head sites, and Crossflow turbines, to serve low head sites. For both turbine types, locally manufactured turbines usually achieve efficiencies in the range of 65–80% [
6]. Less common examples of locally manufactured hydropower technology include the propeller turbine [
7] and the waterwheel [
8]. Consequently, there are opportunities to extend the available range of locally manufactured turbines and to improve their efficiencies. There are several features of the Turgo turbine that suggest it could be appropriate for use in the Global South [
9]. Firstly, compared to the Pelton, the entry and exit of water flow on opposite sides of the runner mean that Turgo runners have higher capacity and can be more compact, reducing their cost [
10]. Secondly, as the jet is directed at a wider surface, blade abrasion occurs more evenly making them reliable where rivers have a high silt content [
10]. Finally, for workshops that produce only Pelton and Crossflow turbines, there are certain sites (with an intermediate head) where neither turbine is the optimum choice. For these sites, a Pelton turbine may be large and expensive due to a slow rotational speed, while Crossflow turbines are likely to be narrow in width and less efficient [
11]. Therefore, for these sites, the Turgo turbine may offer a superior alternative. Currently, there is little evidence of the manufacture of the Turgo turbine in local workshops. Many of its components are also common to Pelton turbines; however, the complex blade profile has been cited as a barrier to production in local workshops [
10]. Therefore, to enable its production, a locally appropriate blade design is required. Local workshops have tended to manufacture turbines based on information taught in person or available in literature. Today, the internet, increased access to computer-aided design (CAD), and additive manufacturing provide new opportunities for sharing design information and producing new products. Open-source designs for a wide range of products are available online allowing anyone to access digital designs and communicate with fellow designers and manufacturers [
12,
13,
14]. Through CAD, these designs can be adapted to specific local requirements, while additive manufacturing enables prototyping and the production of casting patterns. In the design of hydropower equipment, these technologies allow 3D designs to be produced and shared using the internet, with rapid prototyping used to produce models of complex turbine geometry. As such, new designs and developments in hydrodynamic design can be transferred around the world.
For the Turgo turbine, a patent held by the British turbine and pump manufacturer Gilkes until 1983 has limited the availability of designs [
10]. Through academic research, there have been some Turgo design developments, although much of this research has been focused on Gilkes’ own designs [
15]. Some work explores important parameters in the performance of market-ready, simplified Turgo designs [
16,
17,
18]. Elsewhere, approaches for efficiency improvement have focused on the Turgo runner design [
19,
20,
21]. In both [
16] and [
18], experimental studies were used to evaluate the importance of experimental parameters such as the nozzle diameter, number of nozzles, jet angle, number of blades, and the jet impact location. In [
17], the experimental performance of Pelton and Turgo turbines in relation to variations in speed ratio and jet aim position was studied. These studies are useful in identifying the most important experimental parameters affecting Turgo turbine efficiency where the use of response surface methodologies enabled prediction of the conditions that would lead to highest efficiencies [
16,
18]. However, these studies were unable to provide insight into the key design parameters for the Turgo blade itself. In [
20], a 2D, quasi-steady-state model was used to inform design changes to a Turgo blade that resulted in an improvement of efficiency of 5% experimentally. Correa et al. [
19] used analytical approaches to develop a number of models of Turgo turbine performance. Subsequently, the authors used a Rankine ovoid streamlines function to develop a Turgo blade design that achieved an efficiency of 80.8% when simulated using computational fluid dynamics (CFD) [
22]. In [
21], a Lagrangian-based CFD method was used to optimise an existing blade design based on the variation of 11 design variables. The optimised runner improved in efficiency by 6%. These studies have not resulted in a design appropriate for manufacture in local workshops; however, they do show the different approaches that can be used in runner design improvement.
In general, the creation of turbine runner designs is dependent on theoretical, computational, and experimental methods, used individually or in combination [
23]. Historically, for impulse turbines, there are published examples of the use of theoretical methods to develop both Pelton [
24] and Turgo [
25] turbine designs. For Pelton turbines, designs based on theoretical methods have been published and made available in formats applicable to local manufacture [
26,
27]. An example is found in [
26] where Thake provides the dimensions of a Pelton bucket in relation to the calculated jet diameter. Despite their simplicity, designs like these have still relied on experimental testing for their validation. Collecting experimental data is expensive and time consuming, particularly when used in the improvement of runner designs, where individual geometrical changes require the production of new runners. In the last 25 years, CFD has been used to explore turbine performance and make improvements to designs [
23,
28,
29]. CFD has allowed multiple changes to runner designs to be concurrently explored. Where the results of CFD have been compared to experimental testing results, it has been shown to give a reasonable agreement. Due to the knowledge, experience, and computational power required, the use of CFD within hydropower has largely been for academic and industrial applications focused on the improvement of high-performance turbines for medium- and large-scale hydropower projects. However, when compared with the use of theoretical modelling and experimental testing, commercially available CFD software can be used to quickly and cost effectively optimise simple turbine designs to improve efficiency. Compared to theoretical modelling and experimental testing, simulation in CFD provides greater fidelity in the design process, allowing the results of design changes to be established quickly and compared quantitatively.
The availability of CFD, CAD, and the internet provides new opportunities for the development and sharing of turbine designs. Currently, there is not a freely available design for the Turgo turbine that is appropriate for the manufacturing processes available in local workshops in the Global South. In this paper, a rationalised CFD design methodology was used where the design progression is bounded by the specific manufacturing limitations in a local context. A design of experiments (DOE) approach was used to identify the key overall dimensions (height, width, and depth) and the pertinent geometrical features that lead to improvements in efficiency. The methodology enables rapid improvement of the blade efficiency while maintaining a focus on the ability to locally manufacture the resulting design.
2. Context for Local Manufacture
To rationalise the CFD process, there is value in considering the potential method of production in a local workshop. By placing restrictions on the potential changes to the blade design, it was possible to improve the efficiency with confidence that the final design could be manufactured.
In this paper, the specific local context considered was Nepal. Turbines have been made in Nepal since the 1960s [
30]. Today, micro-hydropower companies in Nepal usually produce only Pelton and Crossflow turbines [
31]. The simple Pelton bucket design published by Thake was initially developed in Nepal for use with basic sand casting and machining facilities [
26]. Similarly, the development of a simplified Crossflow turbine took place at workshops in Nepal [
32], and continues to be manufactured. Workshops typically own engine lathes, pillar drills, vertical milling machines, and sheet metal benders and use oxy-acetylene for cutting and welding [
33]. In the manufacture of Pelton turbines, the runner buckets are produced at separate casting companies. Cast steel, brass, and bronze are often used to cast individual buckets. These are ground to improve the surface finish and welded or bolted to a hub.
In this study, the runner from a XJ25-1.5DCT4-Z Turgo turbine was used as the starting point for design improvement. The manufacturer of this runner has reported a hydrodynamic efficiency of 70% [
34]. The runner was selected as a baseline due to its market availability and simple geometric form and the ability to easily test it experimentally. The blades of the runner were made from sheet metal and pressed into a hemispherical form. It was expected that simple geometrical changes could be made to improve efficiency. In the context of Nepal, the repeatability, familiarity, and the potential for greater complexity meant casting was chosen as the production method for the final, improved design. Casting could also be integrated with the use of CAD and additive manufacturing to produce identical designs in multiple locations. For future production, local casting capacity (e.g., shrinkage and machining allowances) could be incorporated into CAD models. A resulting CAD file could be shared, using the internet, in an appropriate design format for production of a rapid prototype. The resulting prototype can be provided to the casting company and used as a pattern. Once complete, the cast blades can be finished and assembled by a manufacturing company.
The selection of a production method led to several restrictions to the design. Applying these enabled a rationalised approach to the design development where geometric changes impractical for production were not considered. The restrictions applied in the development process are listed below.
Figure 1 shows several of these restrictions visually.
3. Numerical Modeling
3.1. Background
In the operation of Turgo turbines, the change in momentum of a jet interacting with the turbine runner results in the generation of torque.
Figure 2 shows the interaction between a jet and a series of Turgo blades. Unlike the Pelton, the jet is inclined at an angle to the runner, usually between 20° and 22.5°, meaning that the water enters and exits on different sides of the runner [
1].
To aid development of a CFD model and the evaluation of subsequent results, it is worth considering the motion of the fluid through the turbine. In
Figure 3, a diagram is shown for the water passing through a single blade, with velocity triangles shown for the inlet and outlet. It is assumed that all of the jet impacts at the same radius and that the water enters and exits in the same vertical plane. Radial movement of the water is neglected. In
Figure 3, the following nomenclature is used for the diagram notation: The
v is the absolute velocity of the water,
w is the resultant velocity of the water,
u is the peripheral velocity of the runner at the radius considered, α is the angle between the runner’s plane of rotation and the jet, and
β is the resultant velocity angle. Where relevant, the subscripts
I and
O are used to indicate inlet and outlet, respectively.
At the point of impact, the blade has a peripheral velocity, u, dependent on the rotational speed of the runner and the radius at which the jet impact is being considered. The water leaves the nozzle and impacts the blade at an absolute velocity, vI. Due to the blade’s movement relative to the jet, the water enters the blade with a relative velocity, wI, with a relative velocity angle of βI. The water passes through the blade and leaves at the outlet with an absolute velocity of vO. The rotational speed of the blade is assumed to be constant as the water travels through the blade; therefore, the peripheral velocity of the blade is also constant. At the outlet, the blade’s movement causes the exiting water to leave with a relative velocity, wO, and a relative velocity angle of βO. The force exerted on the runner depends on the change in momentum of the water through the blade, in its direction of motion, and the mass flow rate of the fluid. Therefore, with reference to the diagram, the rate of change of momentum is the sum of the horizontal (i.e., perpendicular to u) components of vI and vO. From the diagram, it can be seen that the change of momentum will be greatest when the absolute velocity at outlet has no horizontal component, αO = 90°. The torque generated is the product of the force and the radius considered. Finally, the power generated is the product of the blade’s rotational speed and the generated torque.
3.2. Model Geometry and Parameters
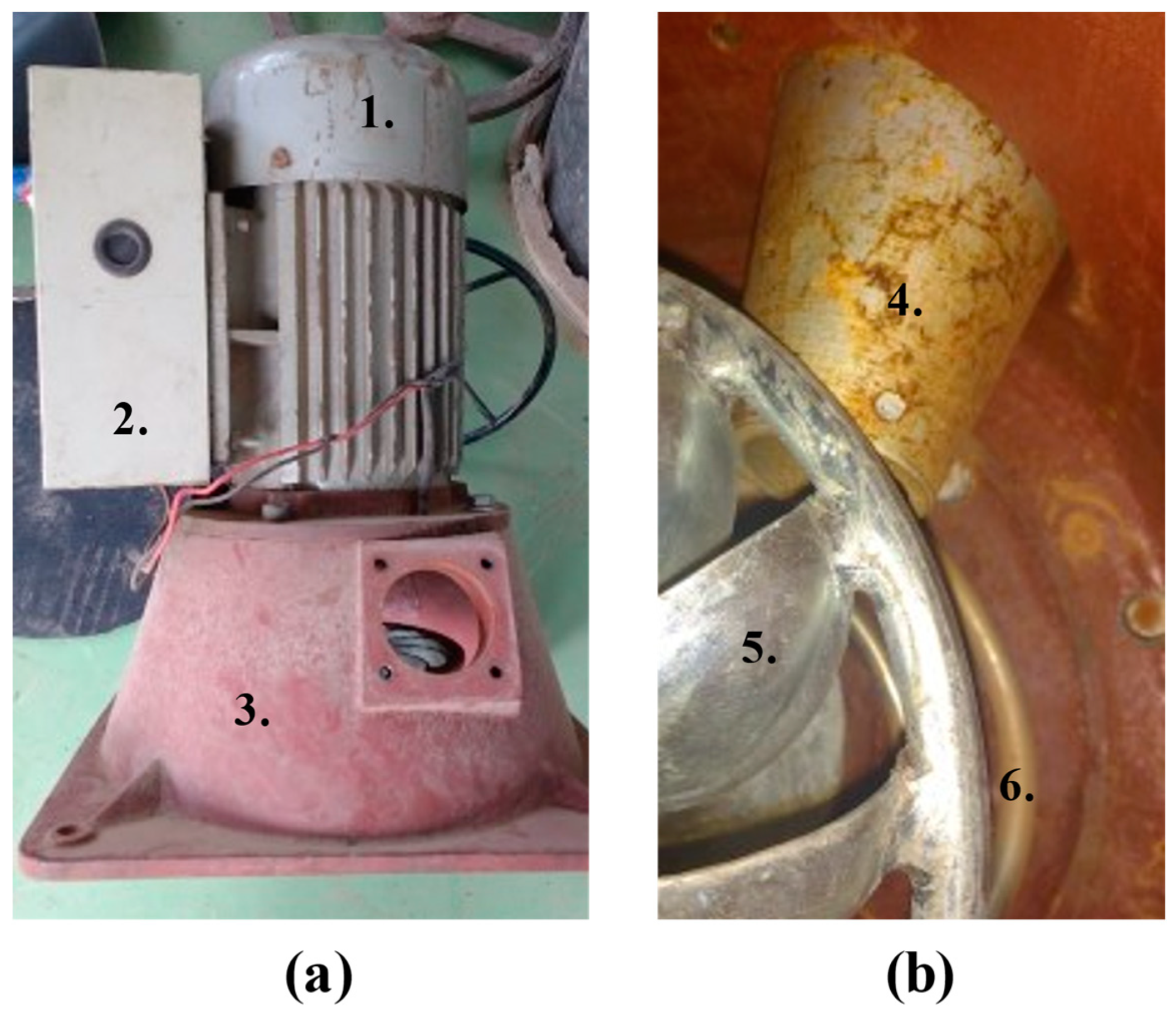
Table 1 lists the turbine specification as provided by the supplier of the XJ25-1.5DCT4-Z Turgo turbine-generator set while
Figure 4 shows the key components of the set. It comprises a single nozzle vertical axis Turgo turbine connected directly to the shaft of an induction motor running as a generator. The set includes an air heating element inside the casing that is used as a ballast load. For hydro-turbines at the pico- and micro- scales, it is common to control the turbine electrically rather than mechanically [
36]. The electronic load controller “dumps” any excess power to the ballast load to ensure the turbine runs constantly at the generator’s rated speed. The turbine’s nozzle is convergent and has no spear valve; however, flow to the turbine can be controlled and shut off using a gate valve positioned upstream of the nozzle. The gate valve allows the user to crudely vary the head and flow rate into the turbine. The runner of the turbine consists of sheet metal-pressed blades that are welded internally on to a central hub and externally to a concentric outer ring. The profile of the blades is largely uniform; however, evidence of deformation and “crinkling” from the manufacturing process can be seen. The supplier of the turbine also provided replica blades produced using the same process as those on the runner.
Using a Faro Edge Laser Scanner, a blade was scanned in 3D. The resulting point cloud was converted into a mesh using MeshLab and imported into a CAD package to create a solid body. The resolution of the scan was sufficient to capture the physical surface defects. Measurements taken from the imported turbine and alongside the scanned blade were used to develop a CAD model of the complete system.
3.3. CFD Methodology
Compared to reaction turbines, the CFD modelling of impulse turbines has a number of additional challenges due to complex flow phenomena [
23]. Despite these challenges, CFD is capable of achieving a good agreement with experimental testing results for impulse turbines [
23]. A greater amount of CFD-based research has been focused on the Pelton turbine, with fewer applications for the Turgo turbine. A considerable amount of research has used the Eulerian-based software packages ANSYS Fluent and ANSYS CFX [
23]. They have both been shown to achieve comparable results in the study of impulse turbine jets. However, for the modelling of turbine runners where a rotating domain is used, CFX has been used more frequently. Studies with Pelton runners have shown that simulations can be simplified to use fewer than the total number of buckets; studies have used seven [
37], three [
38] and even two buckets [
39] to represent the complete runner. Research has explored the use of different multiphase (e.g., homogenous and inhomogeneous) and turbulence models (e.g., k-ω SST and k-ε). All of these models have been shown to be viable and useful in particular circumstances; however, a combination of a homogenous multiphase model with a k-ω SST turbulence model has become the most commonly used [
23,
38,
40]. This combination has also been used to simulate a Turgo turbine using a two-blade model [
15,
41]. Within the two-blade model, the rotation of the blades through the jet causes the flow to be ‘chopped’ or segmented. The result is that a parcel of water moves between each pair of blades. The resultant torque depends upon the generation of torque at the surfaces that bound the parcel. Therefore, the resultant torque is the sum of the torque on the inside surface of the first blade and the outside surface of the second blade. Assuming that the geometry of all blades is the same, the flow between the blades can be treated as periodic, defined by the geometries of the front and back surface. Therefore, in combination with the rotational speed, the resultant torque for the passage of two blades can be used to calculate the power for the entire runner. For both Turgo [
15,
41] and Pelton [
39,
42] turbines, this approach has been shown to provide reliable computational results comparable to those obtained experimentally.
The experiences of previous work with both Pelton and Turgo runners informs the choice of software and modelling parameters; in this study, a rotating two-blade simulation with a homogenous multiphase and k-ω SST turbulence model was used. In addition, a high-resolution numerical scheme and coupled pressure velocity method were used. Within the simulation, the effects of gravity and surface tension were assumed to be negligible. For Turgo turbines, where flow enters and leaves on opposite sides of the runner, the interaction between the runner and casing is minimal (particularly when compared to Pelton turbines) [
10]. In this study, the casing interaction was not modelled as it was deemed insignificant in the comparison between different runners.
Figure 5 shows the two=blade CAD model for the imported turbine and the geometry in the central plane of the blade. The model includes the hub at the center, two blades, and the outer ring. Key dimensions determined from the 3D scan are shown on the figure along with the runner’s pitch circle diameter (PCD).
A two-part CFD model (generated from the CAD model of the turbine) was developed using ANSYS CFX, consisting of a rotating and stationary domain. The rotating domain comprised the two blades, the hub, and outer ring. The stationary domain represented the flow of water from the nozzle and its interaction with air.
Figure 6 shows the separate meshes for the stationary and rotating domains (with the section shown taken through the central plane of the first blade).
The stationary domain consisted of three sections: first, a volume that represented the flow of water through and out of the nozzle; second, a “shroud” to represent the region of interaction between the stationary and rotating domain; and, finally, a cylindrical region surrounding the water flow as it passes through the shroud, representing the interaction between water and air. The majority of the stationary domain was meshed using a tetrahedral mesh. At the interface between the water flow volume and the surrounding cylinder, hexahedral elements were used, enabling finer control of the inflation layers at the air–water interface.
The rotating domain was a cylindrical wedge that represented the free space around the two blades, hub, and outer ring of the turbine runner. Additionally, it included a top shroud section to interface with the stationary domain. The rotating domain was meshed in a number of stages: An octree mesh was generated for the entire domain with higher mesh density specified for the regions surrounding the trailing and leading edges of the blade. Increased inflation layers and reduced mesh size were also specified for the surfaces of the blade, where the torque was measured. The octree mesh was converted to a Delaunay mesh with smoothing applied to elements where the orthogonal quality of elements was less than 0.4. Subsequently, the mesh was manually edited to improve the orthogonal quality for specific poor elements, and prism layers were added to the blade surfaces. A final stage of smoothing was used to remove bad quality elements throughout the entire mesh.
Table 2 lists the boundary conditions that were applied to the boundaries of the stationary and rotating domains and the interfaces between them. Despite the periodic nature of the turbine’s operation, periodic boundary conditions were not used. In this case, the turbine was driven by a single jet of water impinging on the blades. Within the model, this was modelled as (equivalent to) the runner rotating through a stationary jet. Unlike a reaction-type turbine, where the runner is submerged and the blades are continuously interacting with the fluid, for the impulse-type Turgo turbine, the interaction only occurs as the blades are passing through the jet. Therefore, as the blades do not experience a constant hydrodynamic interaction, periodic boundary conditions were not used.
Several features of the imported turbine provided the input parameters for the CFD simulation. Firstly, the upstream valve could be used to vary the flow rate but its proximity to the nozzle would result in highly turbulent flow leaving the nozzle orifice. Instead, it was assumed that the turbine would always be operated with the valve fully open. Secondly, the position (i.e., pitch circle diameter) and geometry of the nozzle (i.e., the angle and internal diameter) would remain fixed. Thirdly, as the turbine’s control system was designed to maintain the rotational speed at the generator’s rated speed, the target rotational speed for the turbine was 1500 rpm.
In this study, the calculation of hydraulic efficiency,
η, depended on the ratio of shaft power to the power of the jet entering the stationary domain. As previously described, the resultant torque for each blade passage was determined based on the torques on the inside and outside surfaces of subsequent blades. This resulted in the following calculation for the efficiency:
where
ω is the rotational speed,
N is the number of blades,
T1 is the torque on the inside surface of the first blade,
T2 is the torque on the outside surface of the second blade,
Q is the volumetric flow rate at the inlet, and
ps is the static pressure of the fluid at the inlet to the stationary domain. All of these terms (with the exception of the number of blades) were extracted from ANSYS CFX.
A mesh convergence study was used to determine the mesh sizing required to generate acceptable results.
Table 3 presents the results of the study. The results of the fine mesh were considered as the reference point; therefore, its normalised efficiency was 100%. The efficiency achieved with the coarse mesh was compared relative to this baseline. The close agreement (difference of 0.09%) of the normalised efficiencies achieved with the two meshes indicated that for the purposes of this study, where the blades designs would be compared to one another, the coarse mesh was acceptable.
5. Discussion
The rationalised CFD approach applied in this paper resulted in an increase of efficiency from 55% to 81%. The final efficiency is comparable with the quoted efficiency of Thake’s micro-hydropower Pelton turbine, 82% [
26]. An initial improvement from 55.4% to 69.0% was achieved by varying the jet-aim position alone. This demonstrated the importance of correctly installing machines or providing supporting information that allows users to do so [
17]. Further improvement to efficiency was driven by a rationalised approach to CFD. Initially, the selection of casting as the production method led to the identification of several geometric restrictions to the blade design. Subsequently, adaptions to the parametric blade design were conducted in two main stages. Firstly, a DOE approach was used to vary major dimensions (height, width, and depth) of the Turgo blade, leading to an improvement of 6.2%. From the results, it was identified that the key trade-off was often between generating positive torque on the front face and minimising the negative torque on the back face. The second stage of adaption depended upon a finer adjustment of the parametric model. Controllable sketches dispersed throughout the blade allowed the exit angles to be varied in multiple locations along the blade’s trailing edge.
Figure 20 shows key dimensions of the final blade. When compared to the original blade shown in
Figure 5, it can be seen that the final blade is wider and deeper (internally) with a shallow exit angle.
Throughout the study, torque curves and visualisation were used to evaluate results. These two data sources allowed the effects of design changes to be identified through visual observation of flow phenomena and analysis of quantitative results. In general, in the design of runners for Turgo and other types of hydroturbines, the results indicated that the rationalised methodology could be applied in the following stages:
Identification of manufacturing restrictions to constrain design progression.
Development of a parametric model that allows variation of major dimensions and adjustment of critical minor dimensions at the trailing and leading edges.
Evaluation of CFD results based on visual simulations and quantitative data.
Incremental adjustment of the parametric model based upon analysis of the results.
When applied in this paper, a challenge was identifying parametric changes to overcome the generation of negative torque. Application of the methodology depended on evaluating particular flow phenomena and the ability to adapt the CAD model accordingly. Considering the existing work on Turgo blade design, the rationalised approach here reduced the number of simulations required while ensuring the blade could be manufactured locally. In [
21], where 11 blade geometry parameters were varied, in excess of 1000 simulations were required to improve efficiency by 6%. It should be noted that the blade’s initial efficiency was higher than the baseline used here. In [
22], the 3D potential flow method resulted in the development of a complex blade design that achieved an efficiency of 80.8%. In comparison, the efficiency achieved within this study is marginally higher while the changes to the geometry maintained the original simple blade profile.
Following the design improvement in CFD, a 3D-printed pattern generated from the CAD model of the runner blade was used to sand cast blades in brass in Nepal.
Figure 21 shows the 3D-printed pattern and the resulting finished runner. Its production demonstrated the final design was viable for local manufacture. There are multiple stages of further work. Firstly, experimental testing of the original and new runner is required to verify the CFD results. Assuming the experimental results confirm the reliability of the CFD simulation, the blade design can be scaled to higher rated powers. A key element of further work is identifying the optimum operational ranges of head and flow rate for the Turgo turbine, particularly in relation to the operating ranges of the Pelton and Crossflow turbines. Subsequently, the intention is to release a 3D CAD file to allow any user to access the runner design.




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}