
Numerical Simulation of the Effects of Oil Gun Location and Oil Feed Rate on Coal Ignition and Burner Wall Temperature in a Tiny Oil Ignition Burner

Abstract
:1. Introduction
2. Methodology
2.1. Tiny Oil Ignition Burner
2.2. Numerical Method
3. Results and Discussion
3.1. Validation of the Simulation Result
3.2. Analysis of the Burner before Modification
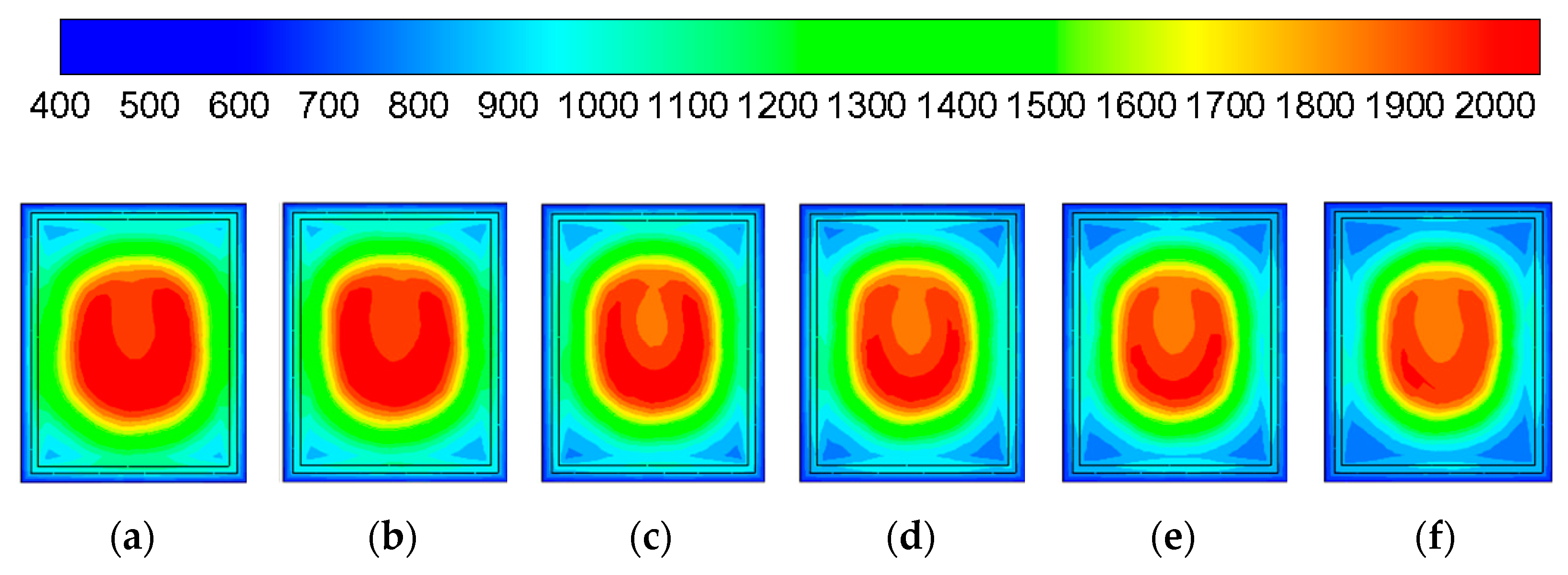
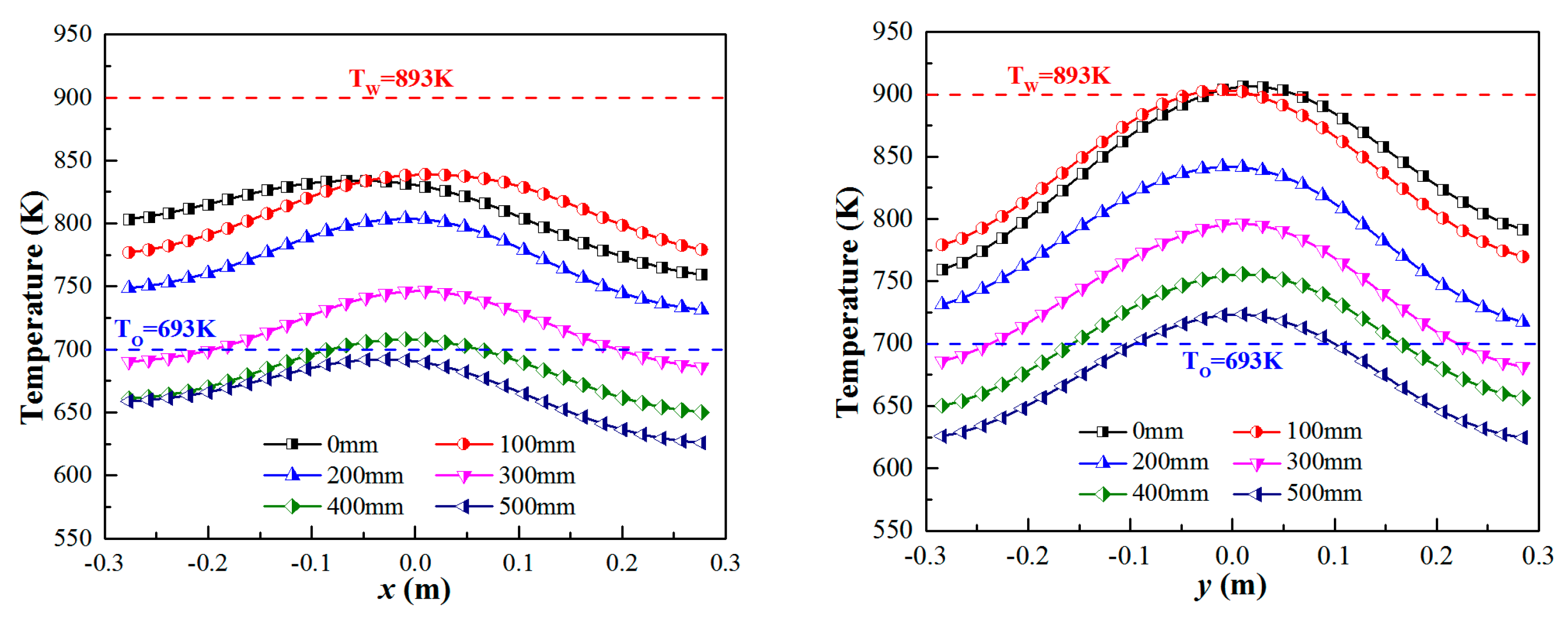
3.3. Impact of the Oil Gun Extension Distance on Ignition Performance and Wall Temperature
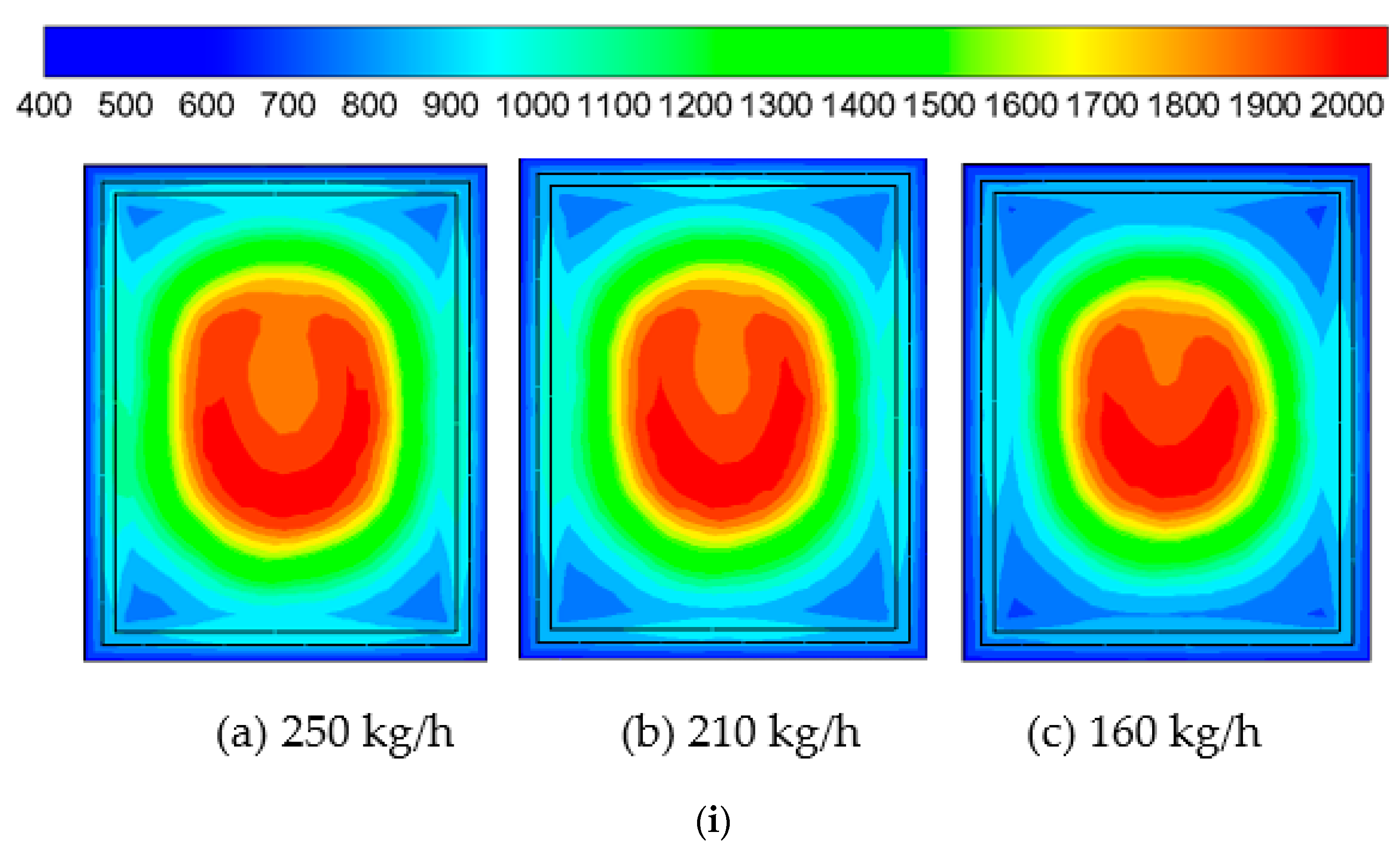
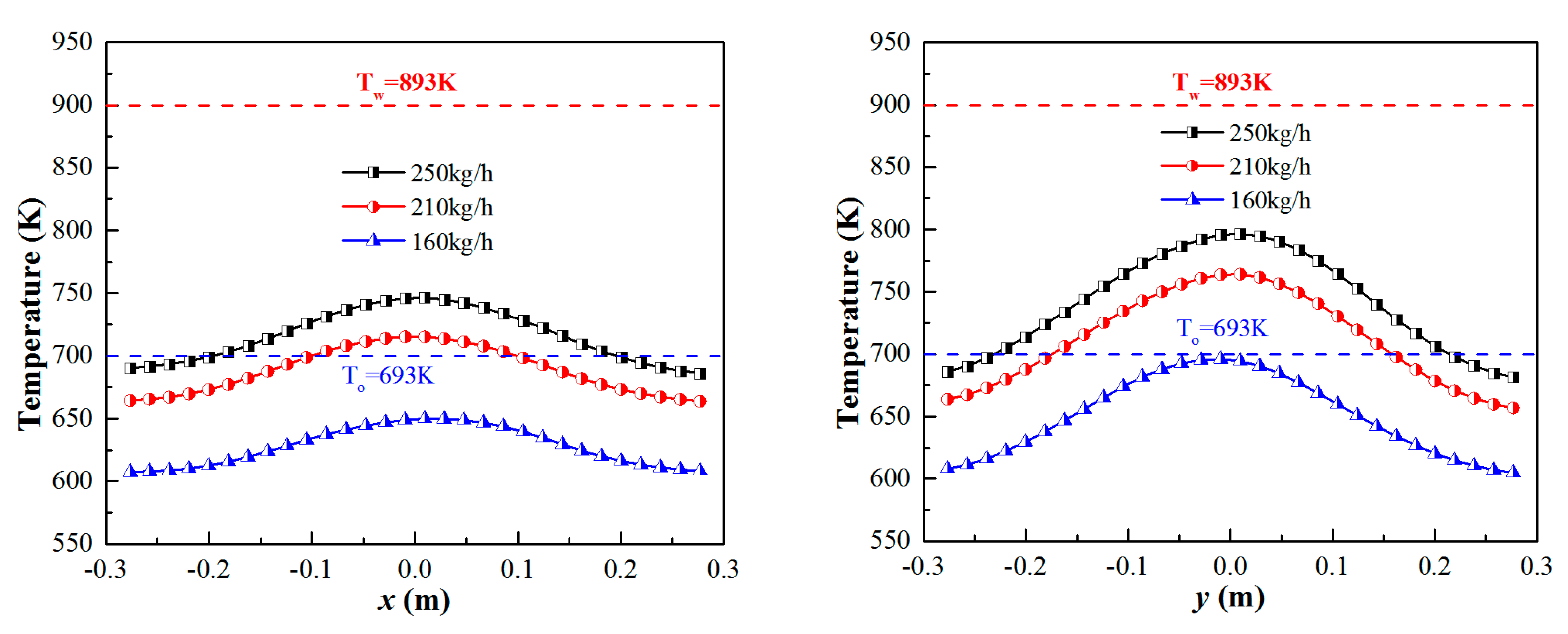
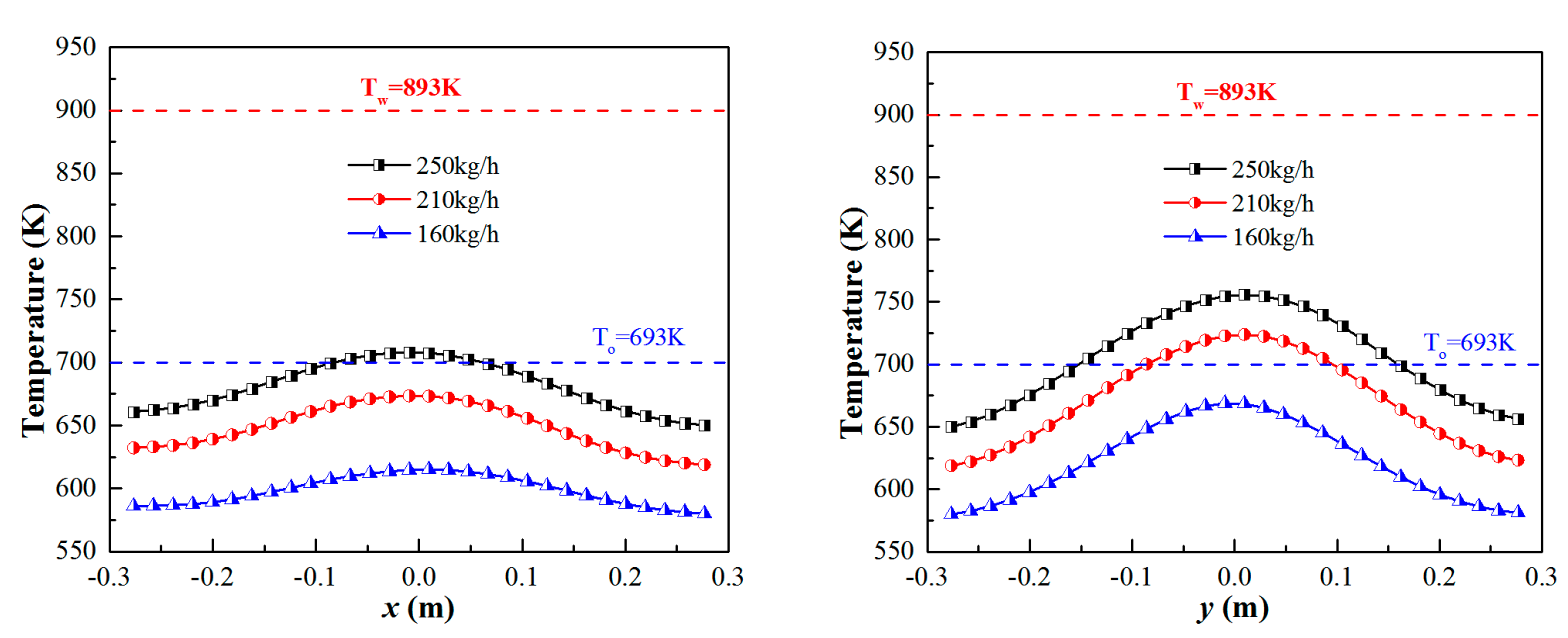
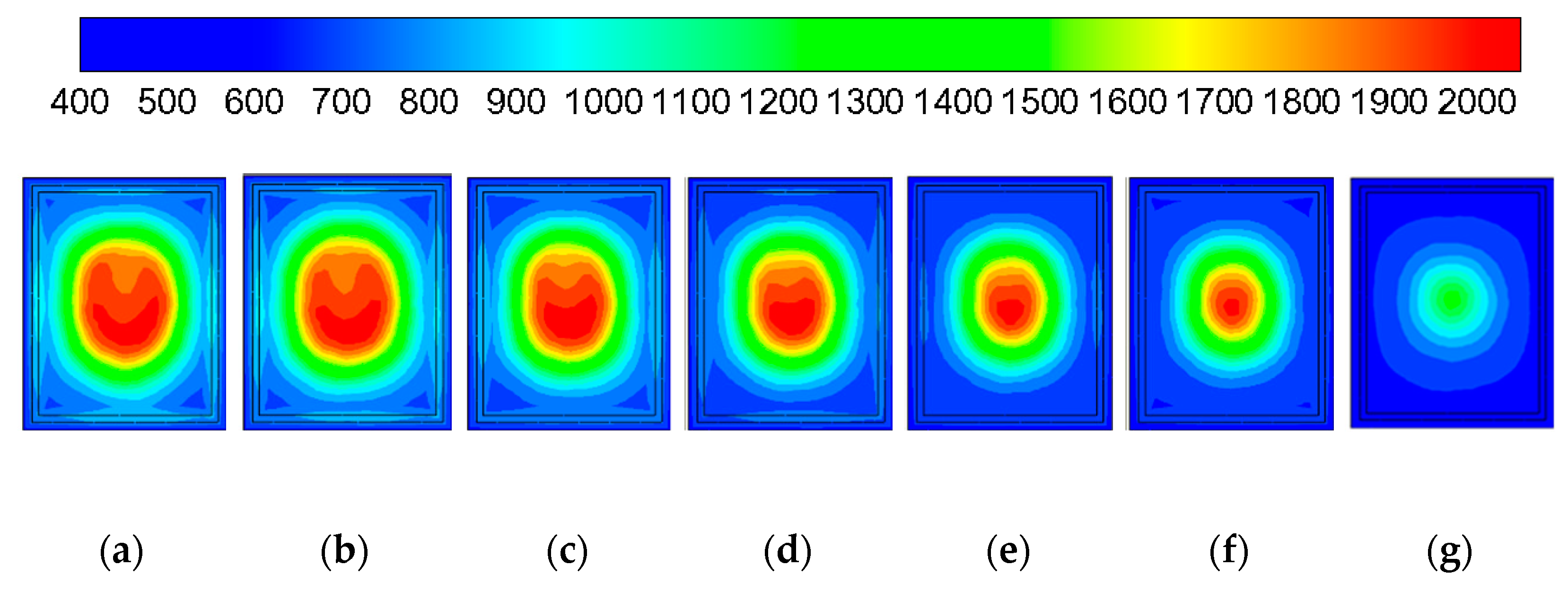
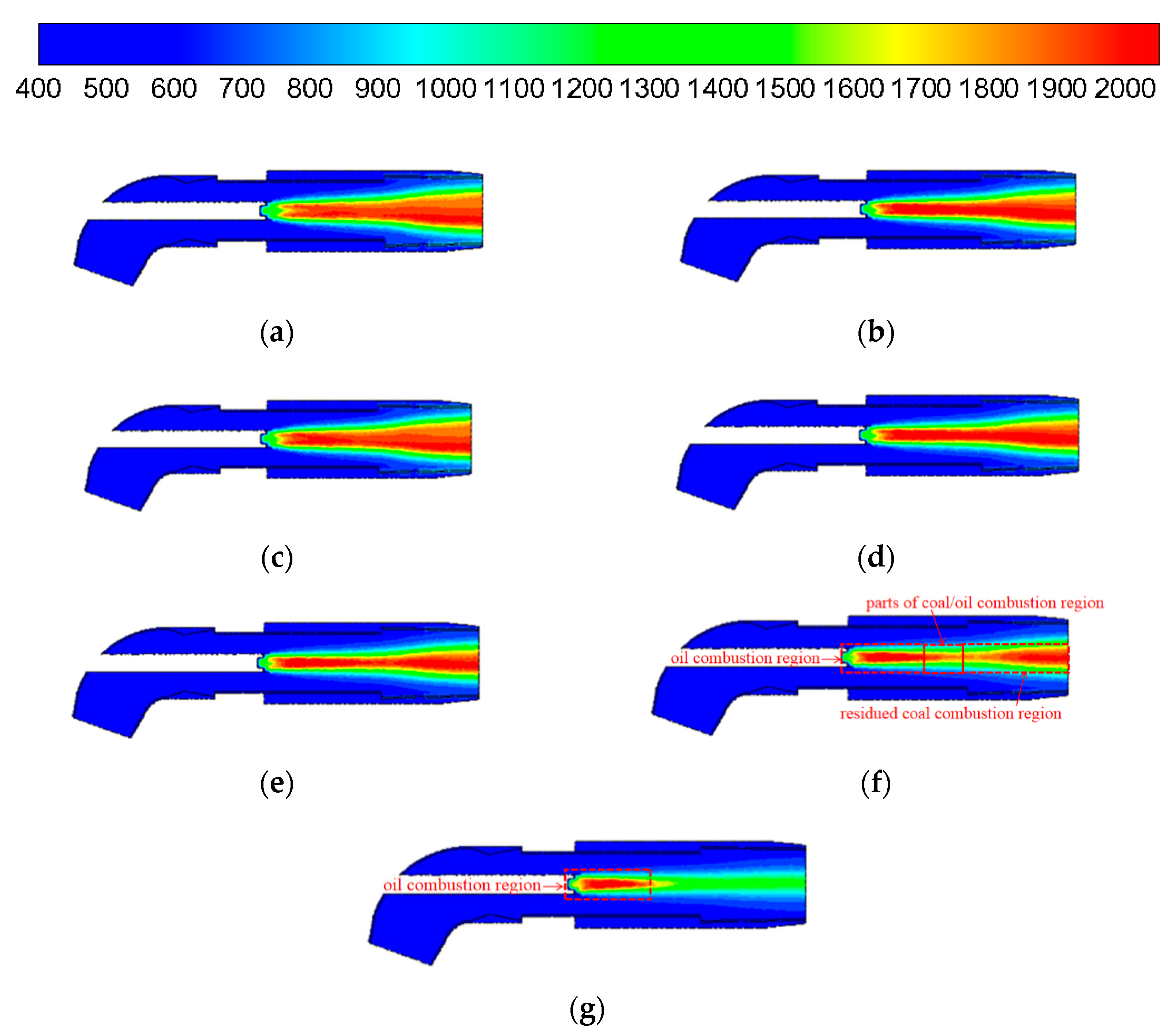
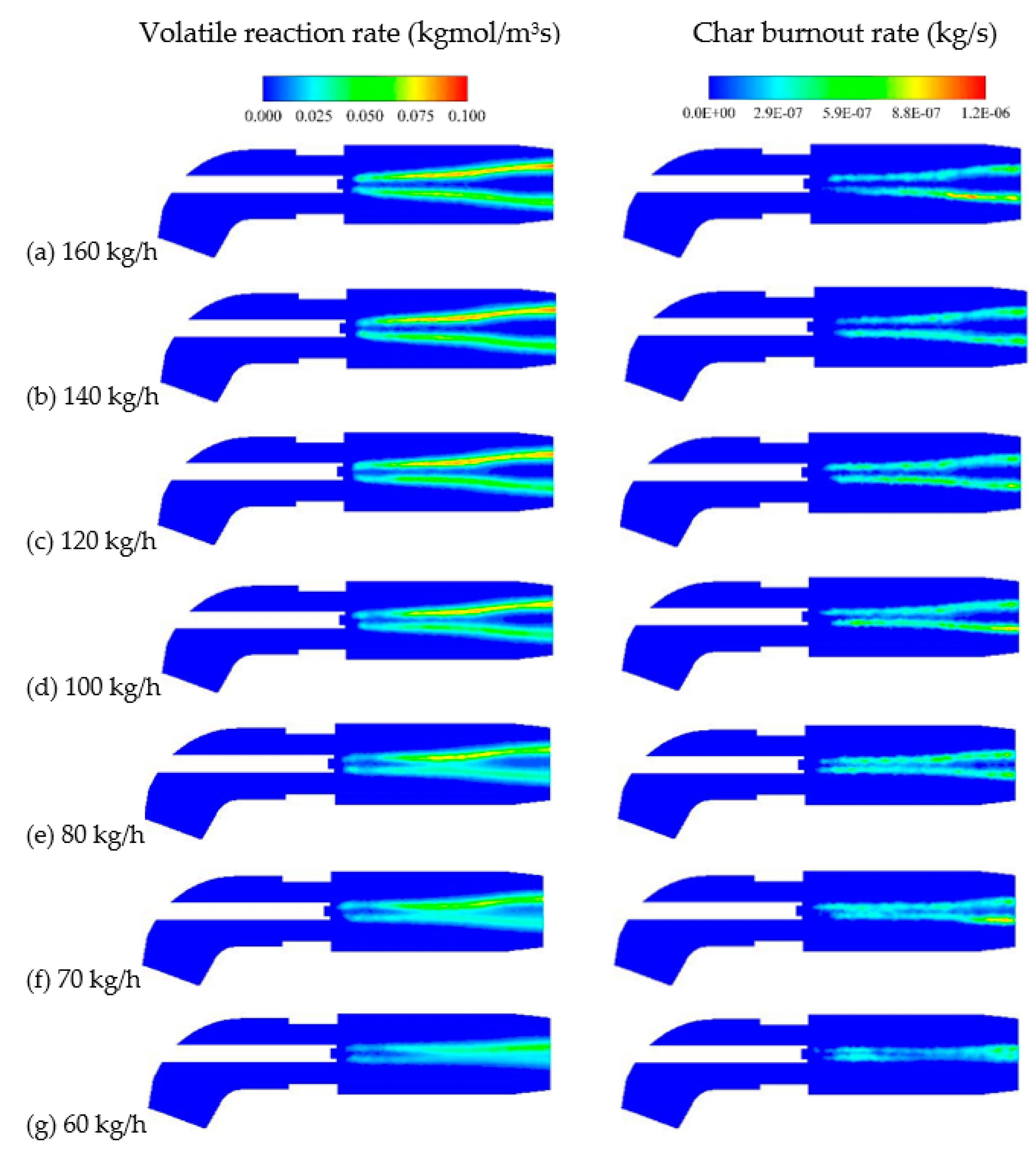
3.4. Impact of the Oil Feed Rate on Ignition Performance and Wall Temperature
3.5. Practical Operation Performance after Burner Modification
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, H.; Lu, J.; Zhang, H.; Yue, G.; Guo, Y. Coal ignition characteristics in CFB boiler. Fuel 2005, 84, 1849–1853. [Google Scholar] [CrossRef]
- Liu, P.; Gao, J.; Zhang, H.; Zhang, D.; Wu, Y.; Zhang, M.; Lu, J. Performance of the primary air concentrators on anthracite ignition and combustion in a 600 MW supercritical arch-fired boiler. Fuel Process. Technol. 2017, 158, 172–179. [Google Scholar] [CrossRef]
- Liu, C.; Li, Z.; Zhao, Y.; Chen, Z. Influence of coal-feed rates on bituminous coal ignition in a full-scale tiny-oil ignition burner. Fuel 2010, 89, 1690–1694. [Google Scholar] [CrossRef]
- Li, Z.; Liu, C.; Zhao, Y. Influence of the coal feed rate on lean coal ignition in a full-scale tiny-oil ignition burner. Energy Fuels 2010, 24, 375–378. [Google Scholar] [CrossRef]
- Zhou, H.; Mo, G.; Si, D.; Cen, K. Experimental study on the aerodynamic and separating characteristics of a novel tiny-oil ignition cyclone burner. Asia-Pac. J. Chem. Eng. 2012, 7, 624–632. [Google Scholar] [CrossRef]
- Askarova, A.S.; Karpenko, E.I.; Lavrishcheva, Y.I.; Messerle, V.E.; Ustimenko, A.B. Plasma-supported coal combustion in boiler furnace. IEEE Trans. Plasma Sci. 2007, 35, 1607–1616. [Google Scholar] [CrossRef]
- Gorokhovski, M.A.; Jankoski, Z.; Lockwood, F.C.; Karpenko, E.I.; Messerle, V.E.; Ustimenko, A.B. Enhancement of pulverized coal combustion by plasma technology. Combust. Sci. Technol. 2007, 179, 2065–2090. [Google Scholar] [CrossRef]
- Messerle, V.E.; Karpenko, E.I.; Ustimenko, A.B.; Lavrichshev, O.A. Plasma preparation of coal to combustion in power boilers. Fuel Process. Technol. 2013, 107, 93–98. [Google Scholar] [CrossRef]
- Sugimoto, M.; Maruta, K.; Takeda, K.; Solonenko, O.P.; Sakashita, M.; Nakamura, M. Stabilization of pulverized coa1 combustion by plasma assist. Thin Solid Film. 2002, 407, 186–191. [Google Scholar] [CrossRef]
- Messerle, V.E.; Karpenko, E.I.; Ustimenko, A.B. Plasma assisted power coal combustion in the furnace of utility boiler: Numerical modeling and full-scale test. Fuel 2014, 126, 294–300. [Google Scholar] [CrossRef]
- Lee, D.H.; Kim, K.T.; Kang, H.S.; Song, Y.H.; Park, J.E. Plasma-assisted combustion technology for NOx reduction in industrial burners. Environ. Sci. Technol. 2013, 47, 10964–10970. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Liu, C.; Zhu, Q. Experimental studies on the effect of the pulverized coal concentration on lean-coal combustion in a lateral-ignition tiny-oil burner. Energy Fuels 2010, 24, 4161–4165. [Google Scholar] [CrossRef]
- Srdjan, B.; Miroslav, S.; Predrag, S. A numerical study of pulverized coal ignition by means of plasma torches in air-coal dust mixture ducts of utility boiler furnaces. Int. J. Heat Mass Transf. 2008, 51, 1970–1978. [Google Scholar]
- Liu, C.; Li, Z.; Jing, X.; Zong, Q.; Zhang, X.; Chen, Z.; Zhu, Q. Investigations on lean coal combustion for different primary air velocities in a lateral-ignition tiny-oil burner. J. Energy Eng. 2013, 139, 316–321. [Google Scholar] [CrossRef]
- Xu, D.; Fang, F.; Zhou, H.; Wang, H.; Min, H.; Yan, X. Experimental investigation on ignition of low-volatile pulverized coal in a tiny-oil burner in oxygen-enriched conditions. Adv. Mater. Res. 2012, 608–609, 1257–1261. [Google Scholar] [CrossRef]
- Liu, C.; Zhu, Q.; Li, Z.; Zong, Q.; Zhang, X.; Chen, Z. Influence of different oil feed rate on bituminous coal ignition in a full-scale tiny-oil ignition burner. Front. Energy 2013, 7, 406–412. [Google Scholar] [CrossRef]
- Zhou, H.; Mo, G.; Yang, Y.; Si, B.; Cen, K. Numerical investigation of gas-solid two-phase flow in a tiny-oil ignition cyclone burner for a 300-mw down-fired pulverized coal-fired boiler. J. Energy Eng. 2014, 140, 1–10. [Google Scholar] [CrossRef]
- Li, Z.; Liu, C.; Zhang, X.; Zeng, L.; Chen, Z. Numerical simulation of bituminous coal combustion in a full scale tiny-oil ignition burner: Influence of excess air ratio. Front. Energy 2012, 6, 296–303. [Google Scholar] [CrossRef]
- Launder, B.E.; Spalding, D.B. Lectures in Mathematical Models of Turbulence; Academic Press: Cambridge, MA, USA, 1972. [Google Scholar]
- Launder, B.E.; Spalding, D.B. The numerical computation of turbulent flows. Comput. Method. Appl. M 1974, 12, 269–289. [Google Scholar] [CrossRef]
- Klasona, T.; Baia, X.S.; Bahadorb, M.; Nilssonb, T.K.; Sundénb, B. Investigation of radiative heat transfer in fixed bed biomass furnaces. Fuel 2008, 187, 2141–2153. [Google Scholar] [CrossRef]
- Habibi, A.; Merci, B.; Heynderickxc, G.J. Impact of radiation models in CFD simulations of steam cracking furnaces. Comput. Chem. Eng. 2007, 31, 1389–1406. [Google Scholar] [CrossRef]
- Hottel, H.C.; Sarofim, A.F. Radiative Transfer; McGraw-Hill: New York, NY, USA, 1967. [Google Scholar]
- Hottel, H.C.; Sarofim, A.F. Radiative Transfer; McGraw-Hill Book Company: New York, NY, USA, 1969. [Google Scholar]
- Smith, T.F.; Shen, Z.F.; Friedman, J.N. Evaluation of coefficients for the weighted sum of gray gases model. J. Heat Transf. 1982, 104, 602–608. [Google Scholar] [CrossRef]
- Kobayashi, H.; Howward, J.B.; Sarofilm, A.F. Coal devolatilization at high temperatures. Symp. Int. Combust. 1977, 16, 411–425. [Google Scholar] [CrossRef]
- Ma, L.; Fang, Q.; Lv, D.; Zhang, C.; Chen, Y.; Chen, G.; Duan, X.; Wang, X. Reducing NOx emissions for a 600 MWe down-fired pulverized-coal utility boiler by applying a novel combustion system. Environ. Sci. Technol. 2015, 49, 13040–13049. [Google Scholar] [CrossRef]
- Hamon, M.; Gozlan, H. Predicting the combustion behavior of coal particles. Combust. Sci. Technol. 1971, 3, 231–243. [Google Scholar]
- Fried, M.A. Rate of combustion of size-grated fractions of char from a low rank coal between 1200 K and 2000 K. Combust. Flame 1969, 13, 237–252. [Google Scholar]
- Tian, D.; Zhong, L.; Tan, P.; Ma, L.; Fang, Q.; Zhang, C.; Zhang, D.; Chen, G. Influence of vertical burner tilt angle on the gas temperature deviation in a 700 MW low NOx tangentially fired pulverised-coal boiler. Fuel Process. Technol. 2015, 138, 616–628. [Google Scholar] [CrossRef]
- Fang, Q.; Musa, A.A.B.; Wei, Y.; Luo, Z.; Zhou, H. Numerical simulation of multi-fuel combustion in a 200 MWe tangentially fired utility boiler. Energy Fuels 2012, 26, 313–323. [Google Scholar] [CrossRef]
- Ma, L.; Fang, Q.; Tan, P.; Zhang, C.; Chen, G.; Lv, D.; Duan, X.; Chen, Y. Effect of the separated overfire air location on the combustion optimization and NOx reduction of a 600MWe FW down-fired utility boiler with a novel combustion system. Appl. Energy 2016, 180, 104–115. [Google Scholar] [CrossRef]
- Magnussen, B.F.; Hjertager, B.H. On mathematical modeling of turbulent combustion with special emphasis on soot formation and combustion. Symp. Combust. 1977, 16, 719–729. [Google Scholar] [CrossRef]
- Holmgren, D. Review of thermal conductivity of cast iron. Int. J. Cast Met. Res. 2005, 18, 331–345. [Google Scholar] [CrossRef]
- Sun, M.; Takayama, K. Conservative smoothing on an adaptive quadrilateral grid. J. Comput. Phys. 1999, 150, 143–180. [Google Scholar] [CrossRef]
- Kallinderis, Y. A finite volume navier-stokes algorithm for adaptive grids. Int. J. Numer. Methods Fluids 1992, 15, 193–217. [Google Scholar] [CrossRef]
- Sacomano-Filho, F.L.; Fukumasu, N.K.; Krieger, G.C. Numerical simulation of an ethanol turbulent spray flame with RANS and diffusion combustion model. J. Braz. Soc. Mech. Sci. Eng. 2013, 35, 189–198. [Google Scholar] [CrossRef]
- Sacomano Filho, F.L.; Hosseinzadeh, A.; Sadiki, A.; Janicka, J. On the interaction between turbulence and ethanol spray combustion using a dynamic wrinkling model coupled with tabulated chemistry. Combust. Flame 2020, 215, 203–220. [Google Scholar] [CrossRef]
- Sacomano Filho, F.L.; Dressler, L.; Hosseinzadeh, A.; Sadiki, A.; Krieger Filho, G.C. Investigations of evaporative cooling and turbulence flame interaction modeling in ethanol turbulent spray combustion using tabulated chemistry. Fluids 2019, 4, 187. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction | ||
|---|---|---|
| Ai | Ei | |
| Char combustion | 0.0043 kg/m2sPa | 8.37 × 107 J/kmol |
| Devolatilization reaction 1 | 3.75 × 105 s−1 | 7.366 × 107 J/kmol |
| Devolatilization reaction 2 | 1.46 × 1013 s−1 | 2.511 × 108 J/kmol |
| Proximate Analysis (wt %, Air-Dried) | Ultimate Analysis (wt %, Air-Dried) | Qar.net (kJ/kg) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Volatile Matter | Moisture | ash | Fixed Carbon | C | H | O | S | N | |
| 37.00 | 15.00 | 22.66 | 25.34 | 54.49 | 2.84 | 9.10 | 0.44 | 0.46 | 20,650 |
| Ultimate Analyses (wt %) | Lower Heating Value (kJ/kg) | |
|---|---|---|
| C | H | |
| 83.33 | 16.67 | 42,700 |
| Item | Oil Gun Extension Distance (mm) | Oil Feed Rate (kg/h) |
|---|---|---|
| case 1 | 0 | 250 |
| case 2 | 100 | 250 |
| case 3 | 200 | 250 |
| case 4 | 300 | 250 |
| case 5 | 300 | 210 |
| case 6 | 300 | 160 |
| case 7 | 400 | 250 |
| case 8 | 400 | 210 |
| case 9 | 400 | 160 |
| case 10 | 400 | 140 |
| case 11 | 400 | 120 |
| case 12 | 400 | 100 |
| case 13 | 400 | 80 |
| case 14 | 400 | 70 |
| case 16 | 500 | 250 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, Q.; Zhong, W.; Chen, X.; Li, J.; Zhang, H. Numerical Simulation of the Effects of Oil Gun Location and Oil Feed Rate on Coal Ignition and Burner Wall Temperature in a Tiny Oil Ignition Burner. Energies 2021, 14, 7597. https://doi.org/10.3390/en14227597
Ma Q, Zhong W, Chen X, Li J, Zhang H. Numerical Simulation of the Effects of Oil Gun Location and Oil Feed Rate on Coal Ignition and Burner Wall Temperature in a Tiny Oil Ignition Burner. Energies. 2021; 14(22):7597. https://doi.org/10.3390/en14227597
Chicago/Turabian StyleMa, Qilei, Wenqi Zhong, Xi Chen, Jianhua Li, and Hui Zhang. 2021. "Numerical Simulation of the Effects of Oil Gun Location and Oil Feed Rate on Coal Ignition and Burner Wall Temperature in a Tiny Oil Ignition Burner" Energies 14, no. 22: 7597. https://doi.org/10.3390/en14227597