
Parameter Optimization of Drilling Cuttings Entering into Sieve Holes on a Surface Multi-Hole (SMH) Drill Pipe


Abstract
:1. Introduction
2. SMH Drill Pipe and Mechanical Model of Drilling Cuttings Entering into the Sieve Holes
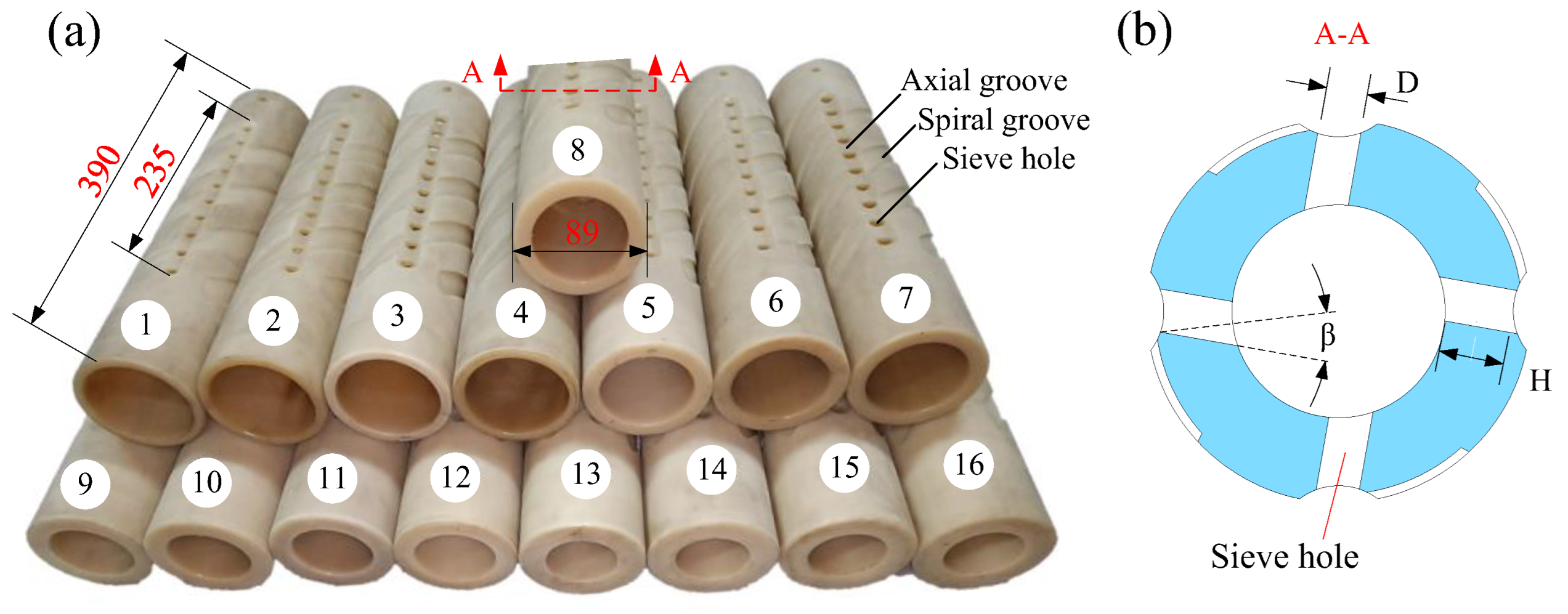
2.1. SMH Drill Pipe
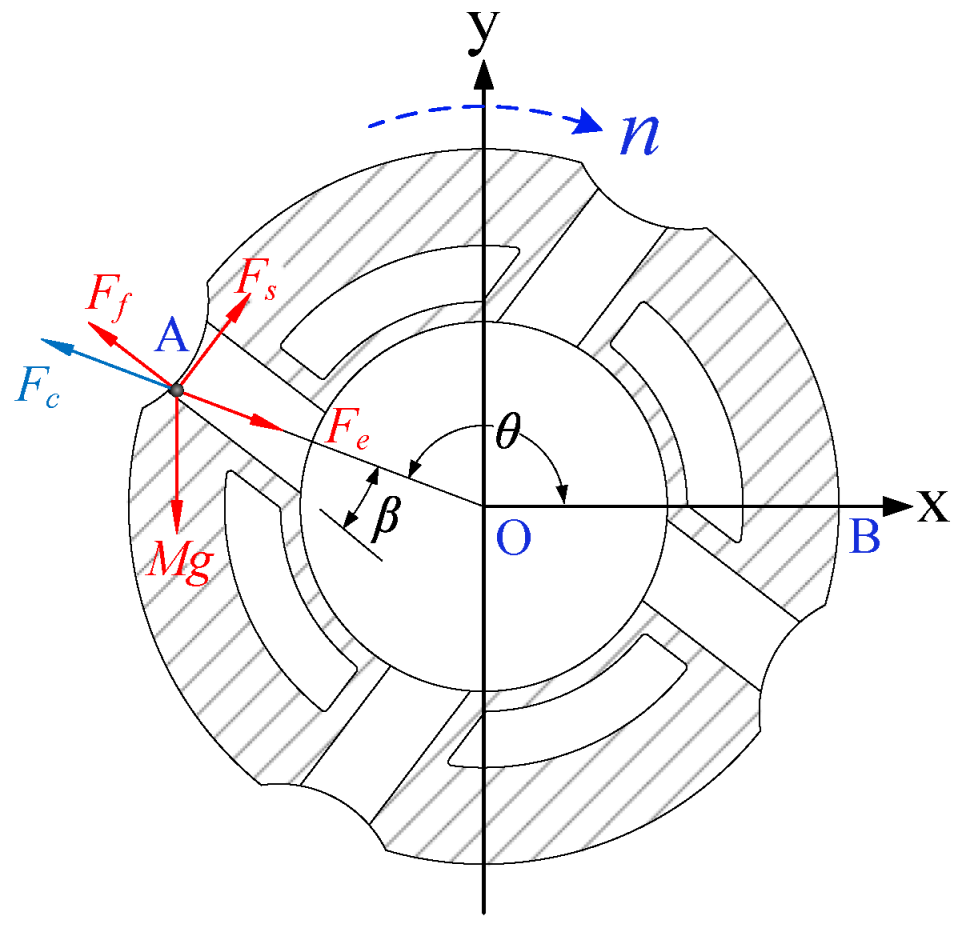
2.2. Mechanical Model of Drilling Cuttings Entering into the Sieve Holes
3. Numerical Simulation by CFD-DEM Method
3.1. Geometric Model and Boundary Conditions
3.2. Numerical Simulation Results
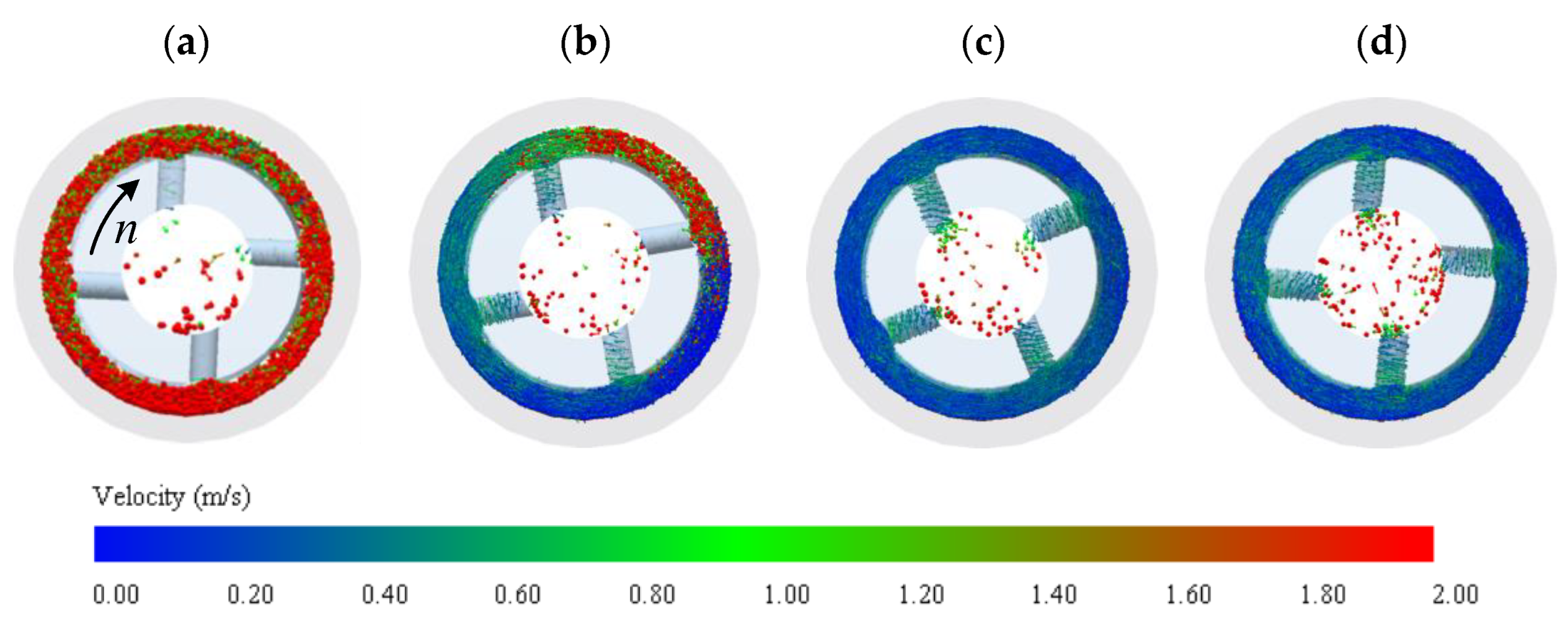
3.2.1. Drilling Cutting Migration
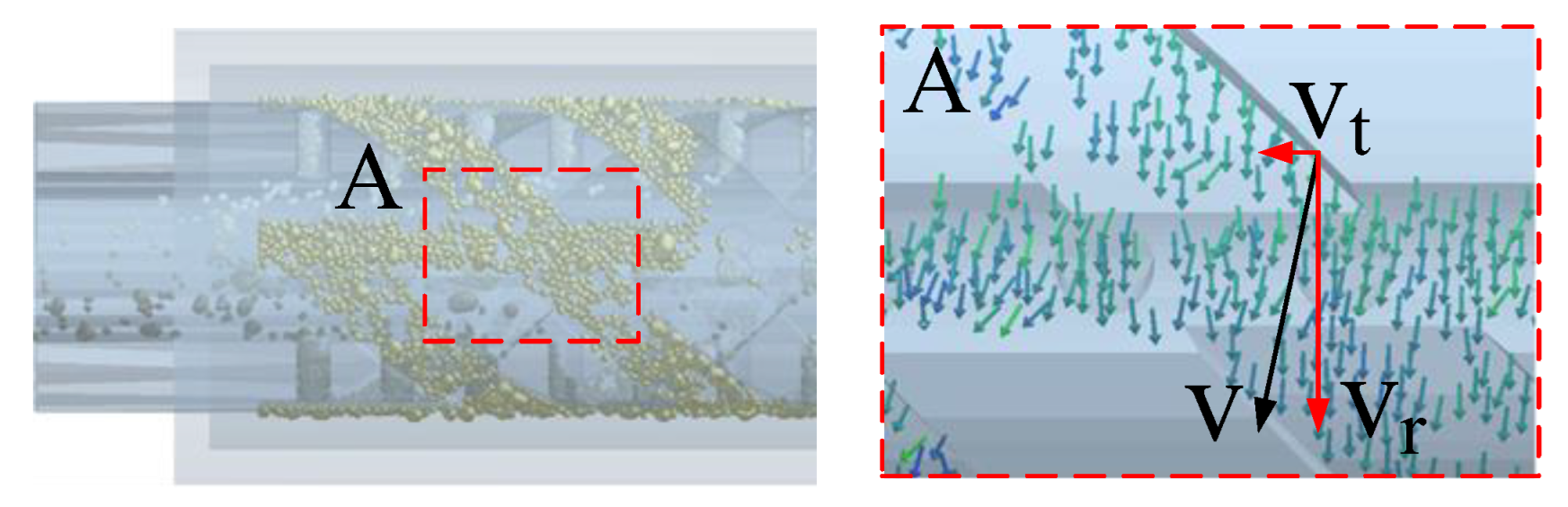
3.2.2. Compressive Forces and Velocities of Drilling Cuttings
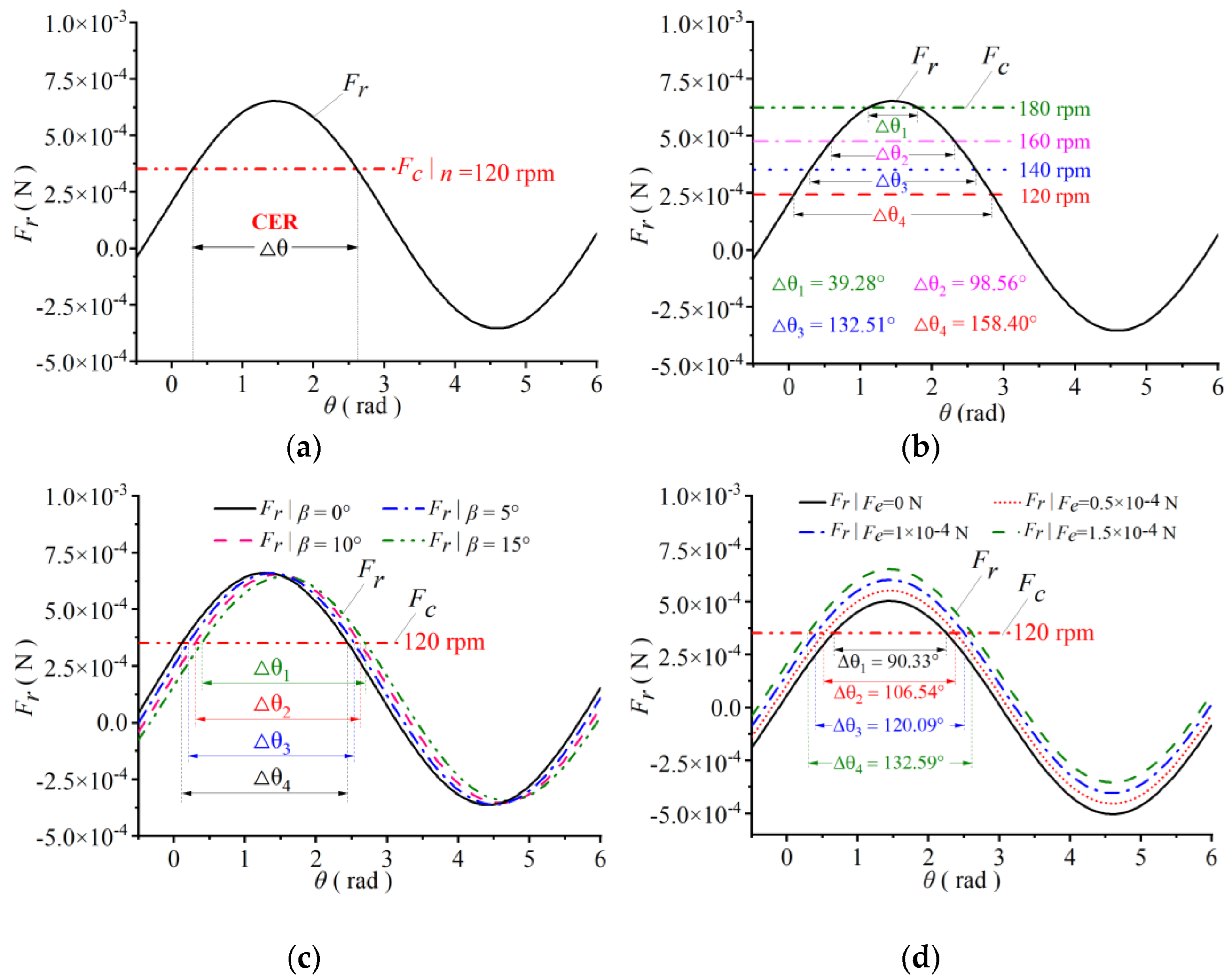
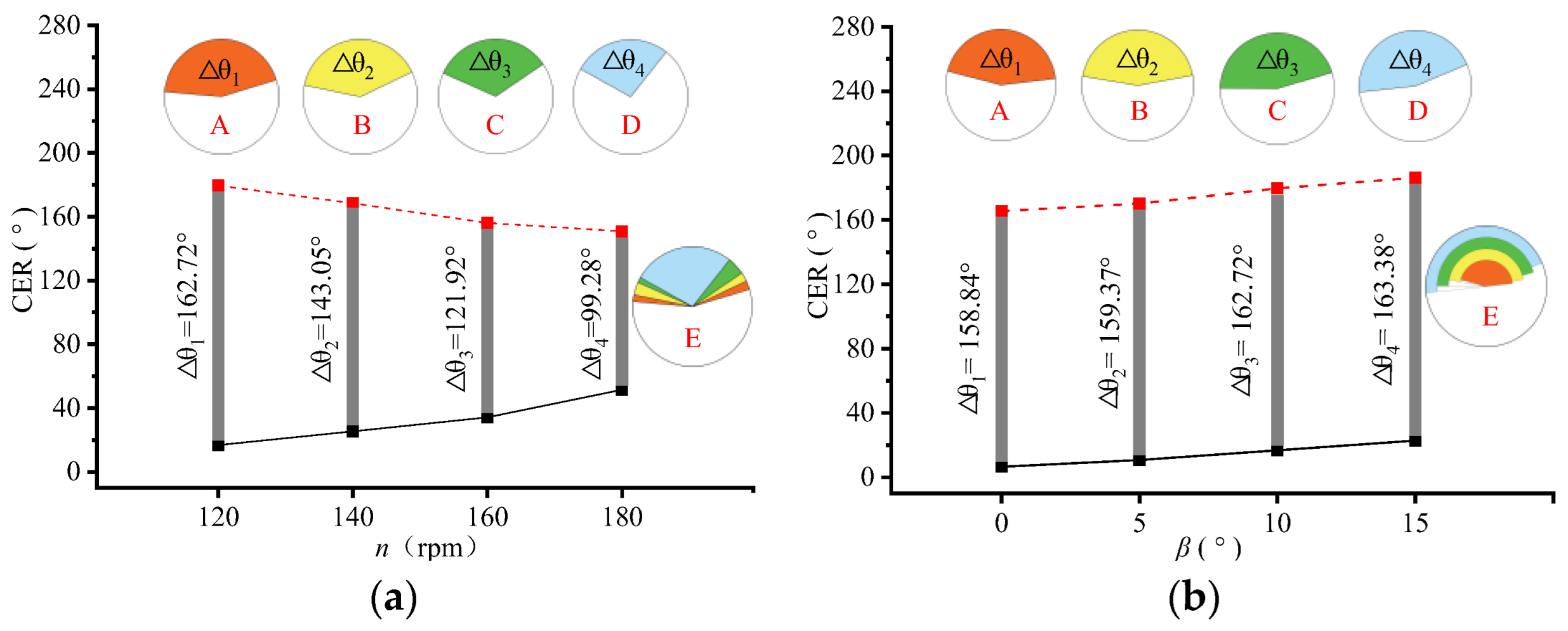
3.2.3. Cutting Entry Region (CER) Analysis
4. Drilling Cuttings Entering into Sieve Holes in the Laboratory Experiment
4.1. Materials and Methods
4.1.1. Test Equipment
4.1.2. Drilling Cuttings and SMH Drillpipe in Laboratory
4.1.3. Experimental Procedures
4.2. Experimental Results
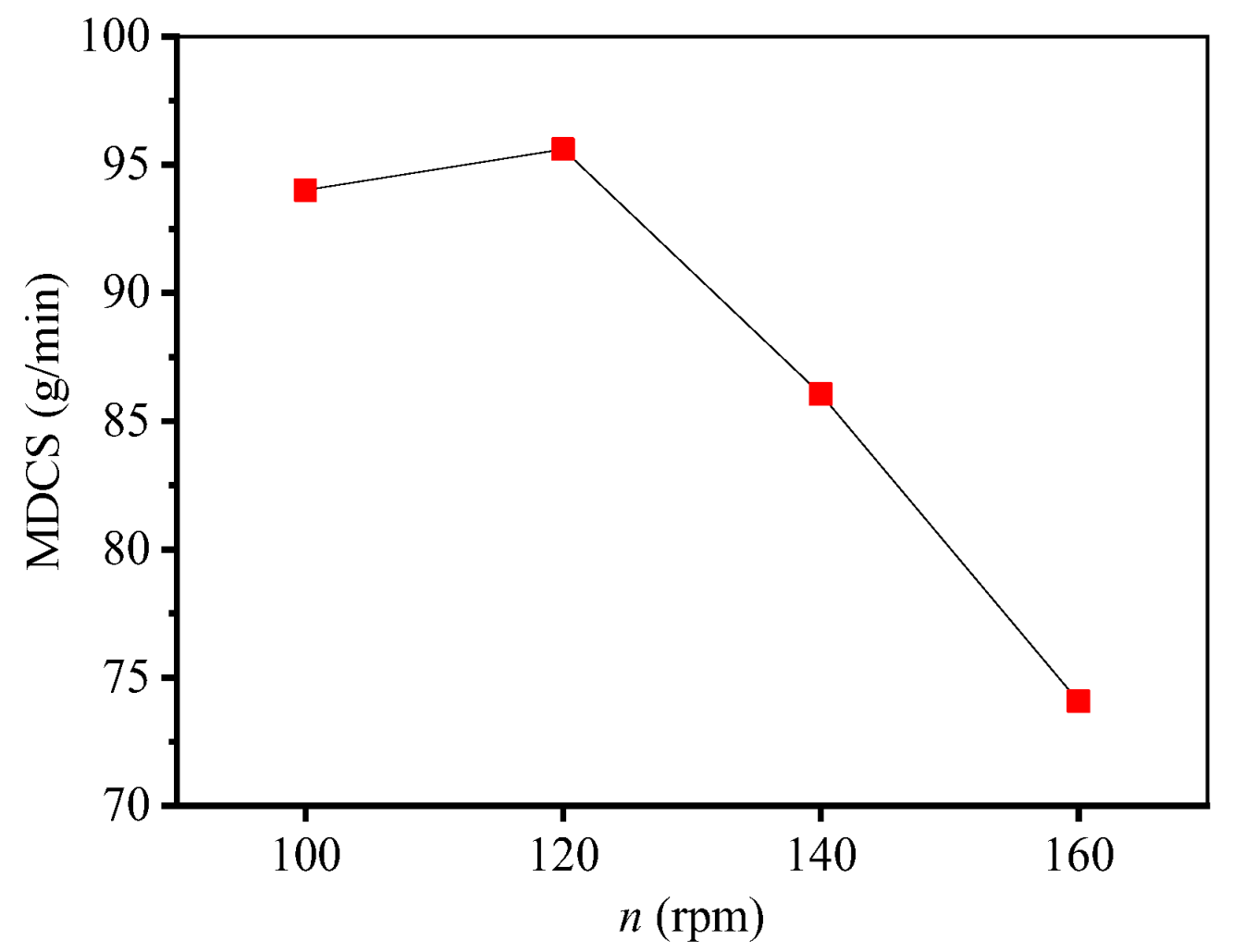
4.2.1. Influence of Drill Pipe Rotary Speed
4.2.2. Influences of Sieve Hole Diameter, Inclination Angle, and Depth
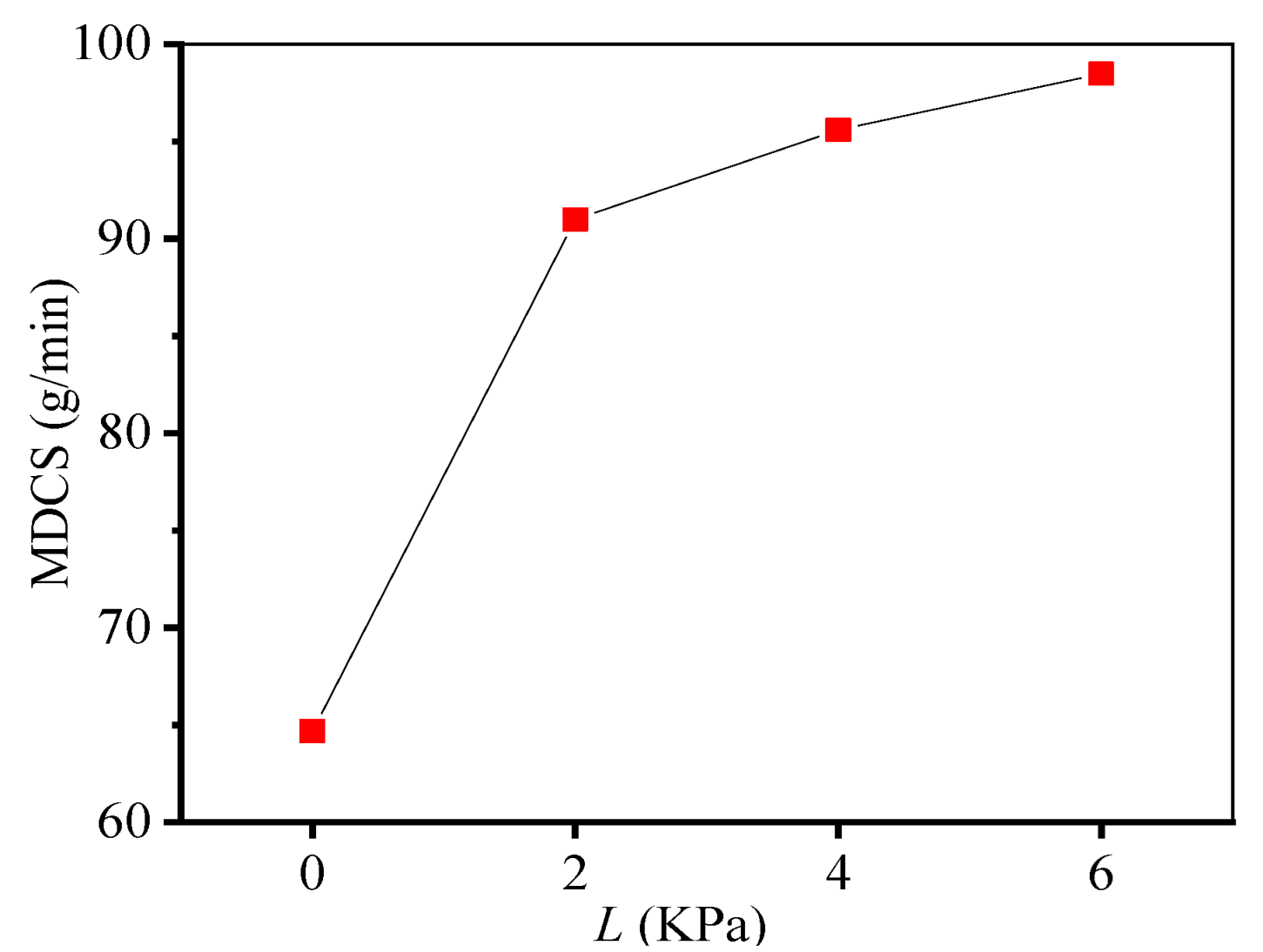
4.2.3. Influence of Vertical Load
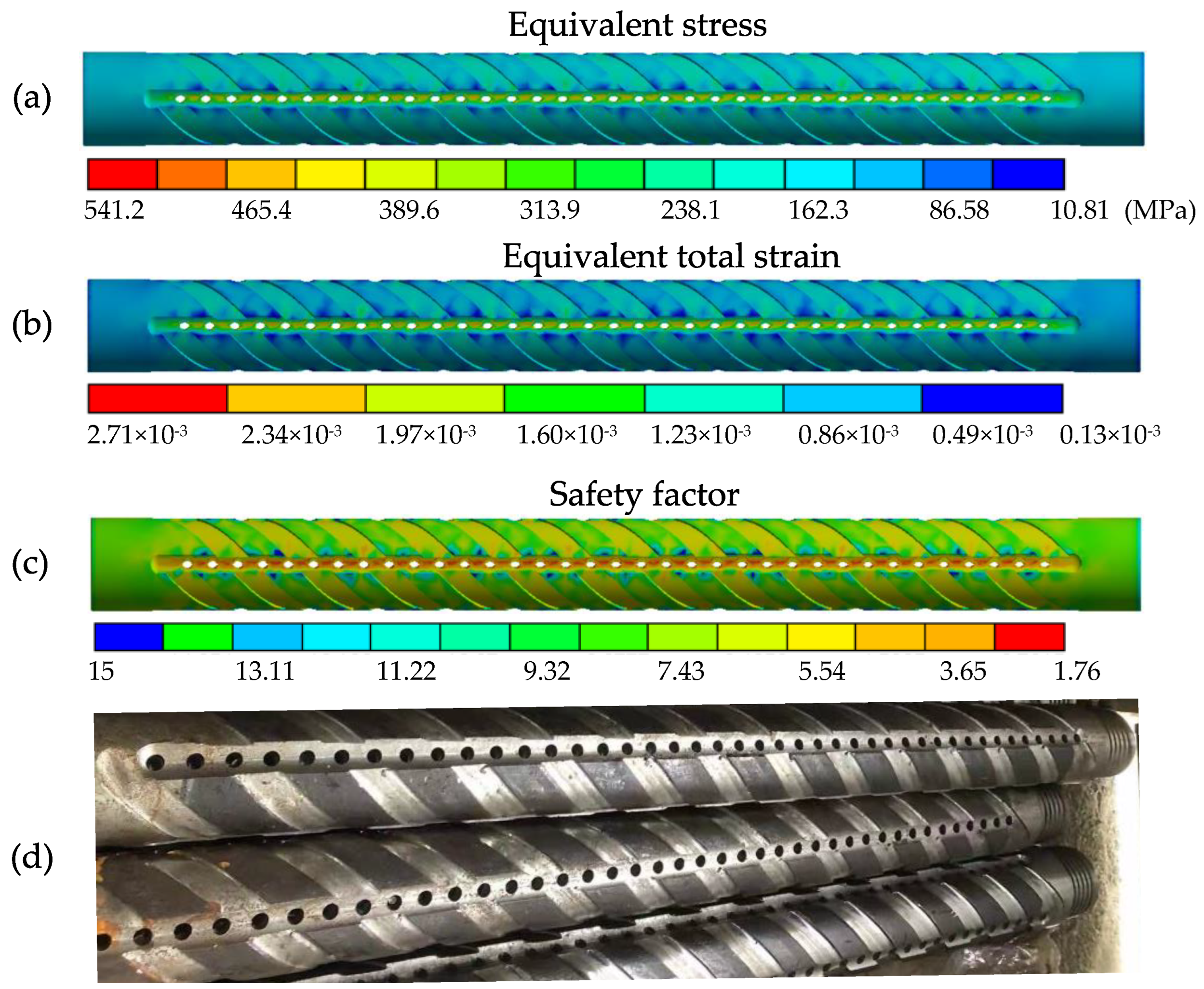
5. SMH Drillpipe Optimization and Trial Manufacture
6. Discussion
7. Conclusions
- (1)
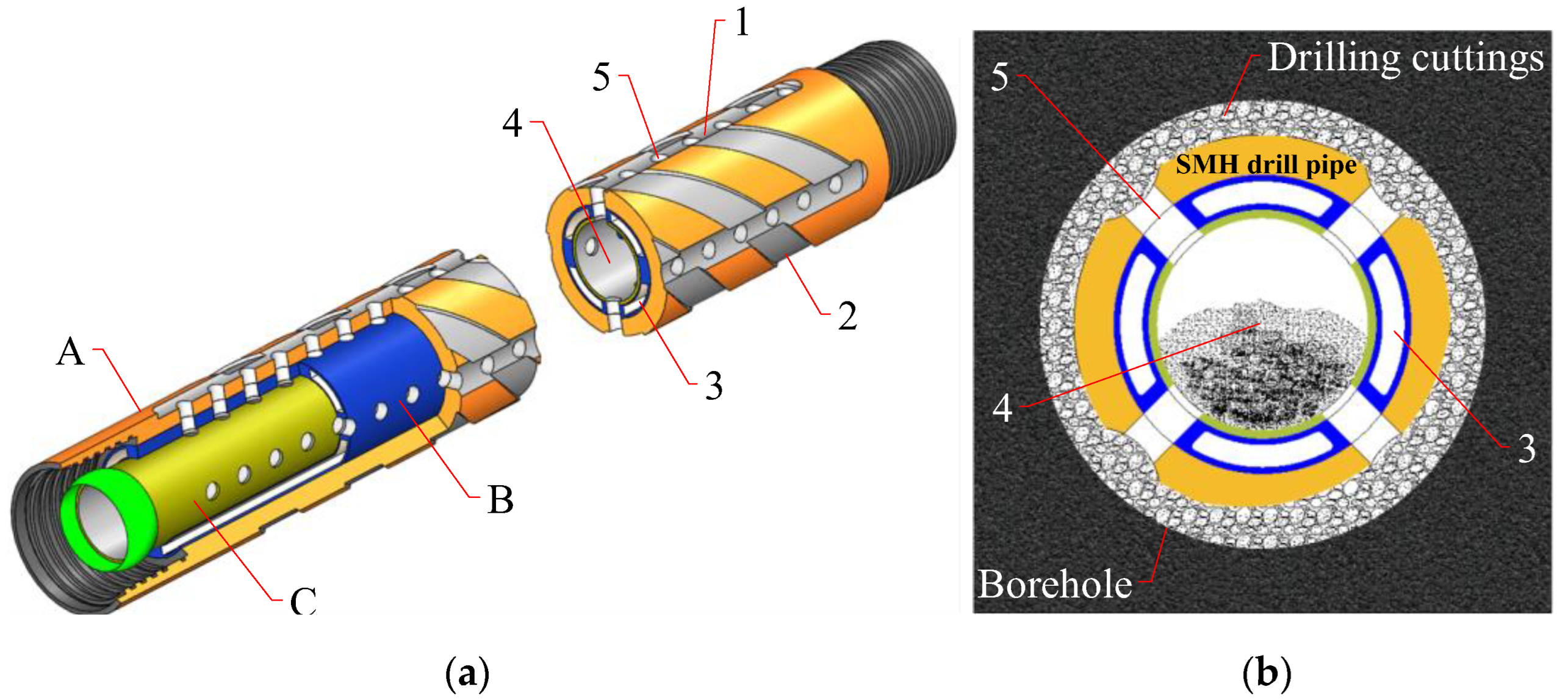
- The SMH drill pipe proposed in this paper was composed of a bearing layer, fluid layer, and anti-sparking layer. Additionally, several sieve holes were set in the SMH pipe. The drilling cutting entering region (CER) of the SMH drill pipe shrank with the rotary speed and expanded with the external extrusion force imposed on the drilling cuttings. Moreover, the position of the CER can be offset with the increase in sieve hole inclination angle.
- (2)
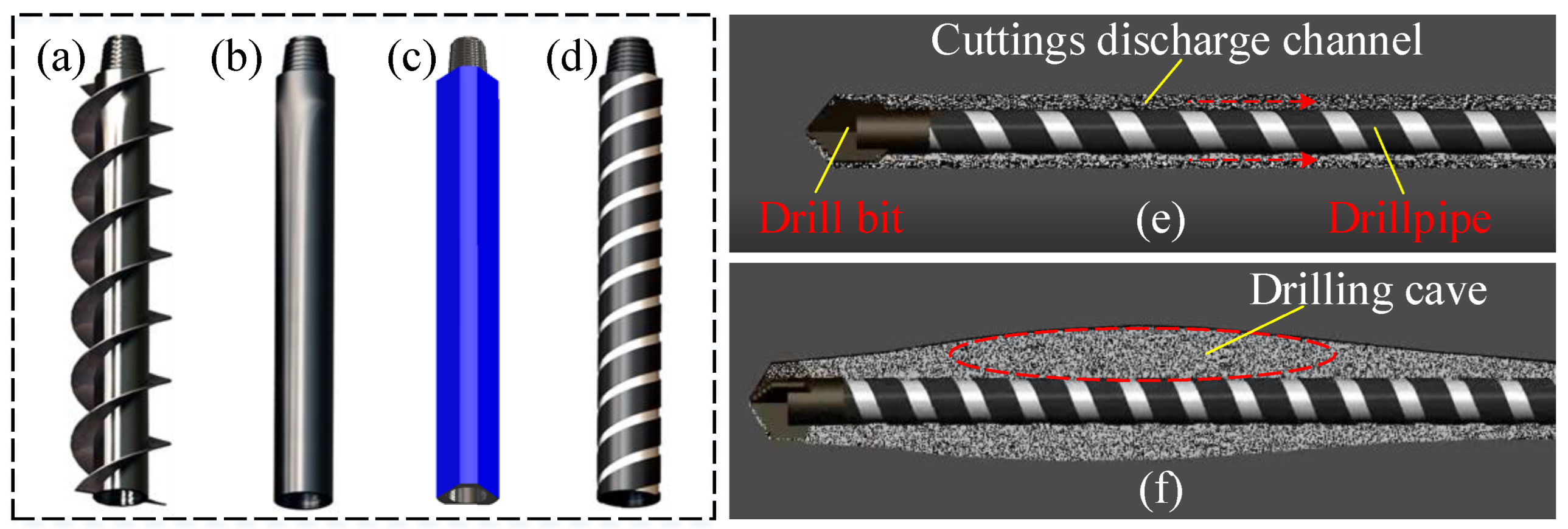
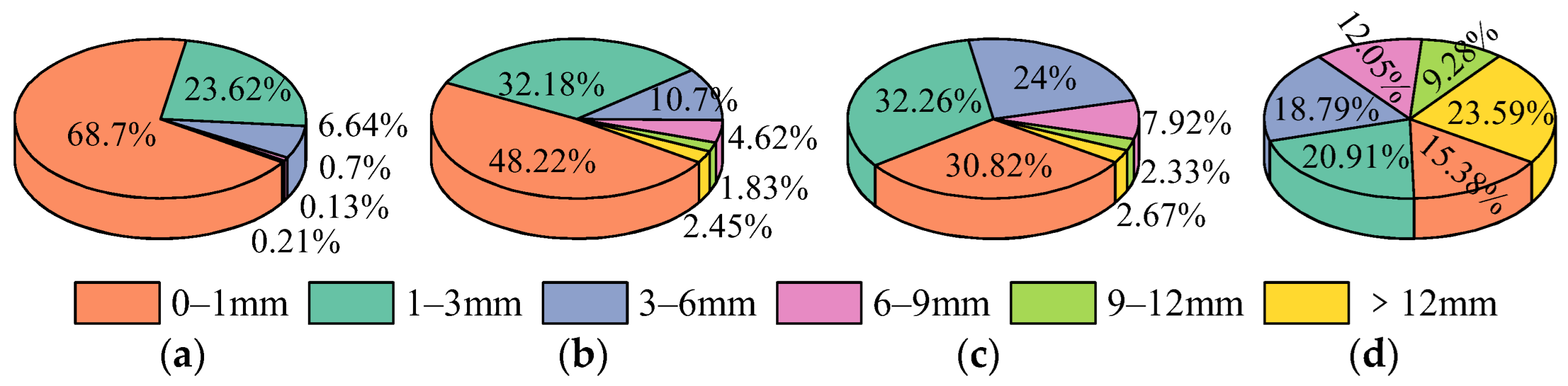
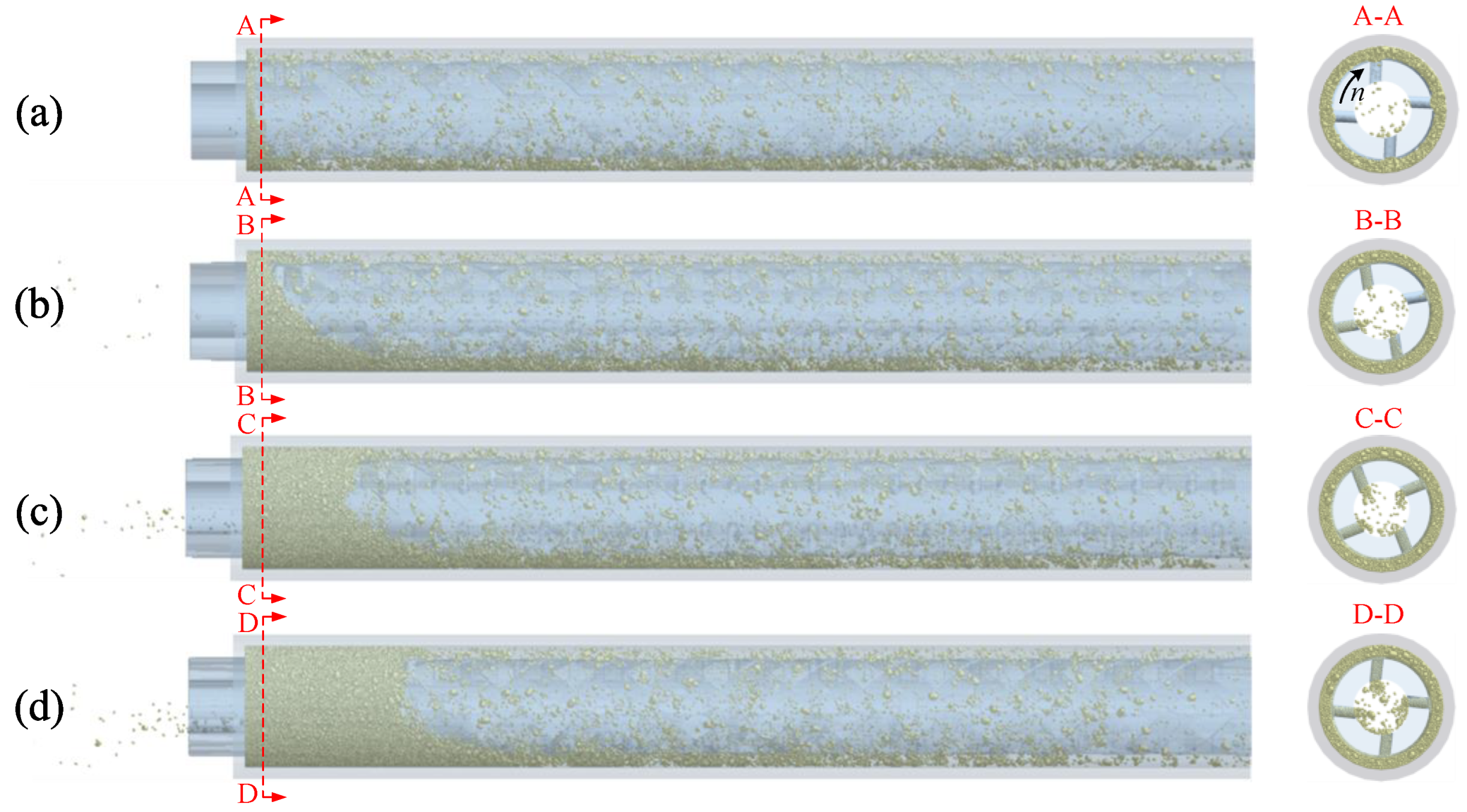
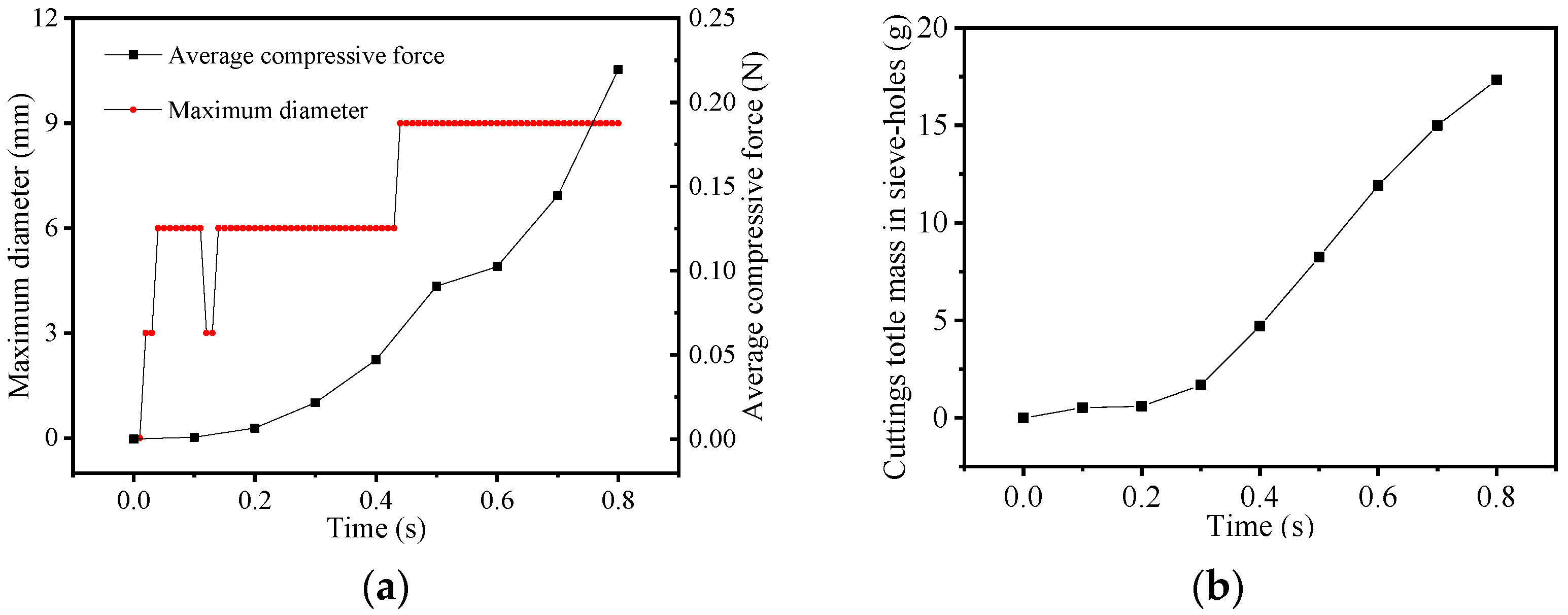
- The drilling cuttings between the borehole wall and SMH drill pipe migrated and accumulated over time and entered into the sieve holes gradually. Spiral and axial grooves on the surface of the SMH drill pipe were beneficial to the drilling cuttings’ migration and accumulation. As the drilling cuttings outside the drill pipe accumulated, the compressive force between the drilling cuttings increased, leading to significant increases in the mass and diameter of the drilling cuttings entering into the sieve holes.
- (3)
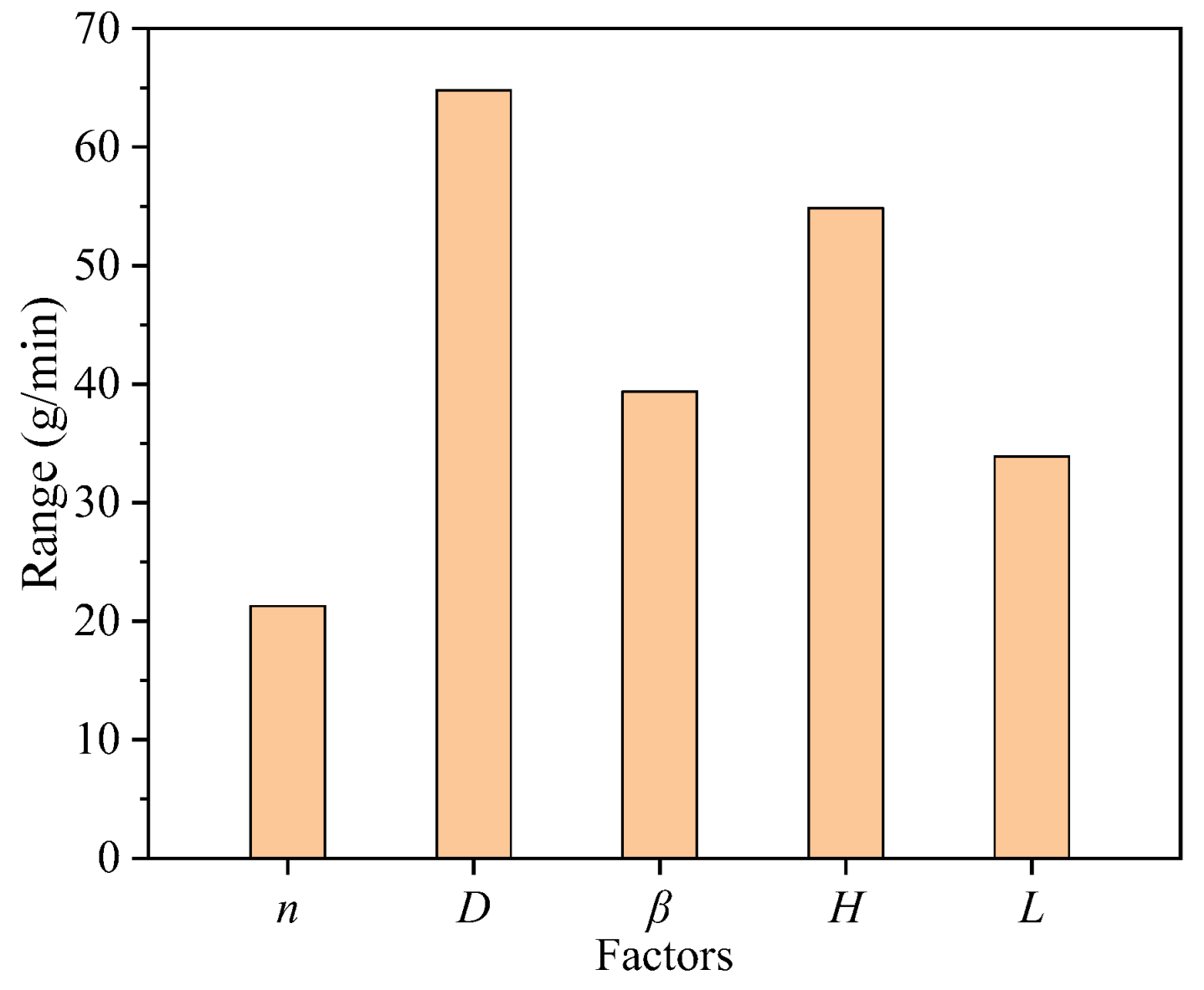
- By an orthogonal test, the influencing factors of the MDCS included the drill pipe’s rotary speed, load imposed, accumulated drilling cuttings, and sieve hole parameters that consisted of depth, diameter, and inclination angle. The sieve hole diameter and depth were the critical factors affecting the MDCS, and an appropriate rotary speed of the drill pipe could attribute to the drilling cuttings entering into the sieve holes. Based on the influencing factors and strength properties, an SMH drill pipe with a sieve hole diameter of 10 mm, inclination angle of 10°, and depth of 8 mm was determined and trial-manufactured.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Betz, M.R.; Partridge, M.D.; Farren, M.; Lobao, L. Coal mining, economic development, and the natural resources curse. Energy Econ. 2015, 50, 105–116. [Google Scholar] [CrossRef]
- Xie, H.; Wu, L.; Zheng, D. Prediction on the energy consumption and coal demand of China in 2025. J. China Coal Soc. 2019, 44, 1949–1960. [Google Scholar]
- Karacan, C.Ö.; Ruiz, F.A.; Cotè, M.; Phipps, S. Coal mine methane: A review of capture and utilization practices with benefits to mining safety and to greenhouse gas reduction. Int. J. Coal Geol. 2011, 86, 121–156. [Google Scholar] [CrossRef]
- Wang, F.; Ren, T.X.; Hungerford, F.; Tu, S.; Aziz, N. Advanced directional drilling technology for gas drainage and exploration in Australian coal mines. Procedia Eng. 2011, 26, 25–36. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Zhang, S.; Zhang, X.; Li, P.; Li, J. Effect of microstructure and chemical composition of coal on methane adsorption. J. Nat. Gas Eng. 2020, 82, 103507. [Google Scholar] [CrossRef]
- Frank, H.; Ting, R.; Naj, A. Evolution and application of in-seam drilling for gas drainage. Int. J. Min. Sci. Technol. 2013, 23, 543–553. [Google Scholar] [CrossRef]
- Wang, Z.; Sun, Y.; Wang, Y.; Zhang, J.; Sun, Z. A coupled model of air leakage in gas drainage and an active support sealing method for improving drainage performance. Fuel 2019, 237, 1217–1227. [Google Scholar] [CrossRef]
- Flores, R.M.; Wang, G.; Qin, D.; Xi, Y.; Rukstales, L.R. Advancing CMM drainage, quality, and utilization with horizontal directional-drilled boreholes in Duanshi Coal Mine, southern Qinshui Basin, China. Int. J. Coal. Geol. 2019, 209, 1–13. [Google Scholar] [CrossRef]
- Liu, C.; Zhou, F.; Yang, K.; Xiao, X.; Liu, Y. Failure analysis of borehole liners in soft coal seam for gas drainage. Eng. Fail. Anal. 2014, 42, 274–283. [Google Scholar] [CrossRef]
- Wang, Y.; Yu, Z.; Wang, Z. A Mechanical Model of Gas Drainage Borehole Clogging under Confining Pressure and Its Application. Energies 2018, 11, 2817. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X. Mechanical mechanism of spiral drill pipe sticking in soft coal seam. Geol. Exp. 1994, 5, 71–73. [Google Scholar]
- Erge, O.; van Oort, E. Modeling the Effects of Drillstring Eccentricity, Pipe Rotation and Annular Blockage on Cuttings Transport in Deviated Wells. J. Nat. Gas Sci. Eng. 2020, 79, 103221. [Google Scholar] [CrossRef]
- Busch, A.; Johansen, S.T. Cuttings transport: On the effect of drill pipe rotation and lateral motion on the cuttings bed. J. Pet. Sci. Eng. 2020, 191, 107136. [Google Scholar] [CrossRef]
- Ju, G.; Yan, T.; Sun, X. Numerical Simulation of Effective Hole Cleaning by Using an Innovative Elliptical Drillpipe in Horizontal Wellbore. Energies 2022, 15, 399. [Google Scholar] [CrossRef]
- Lu, Y.; Liu, Y.; Li, X.; Kang, Y. A new method of drilling long boreholes in low permeability coal by improving its permeability. Int. J. Coal Geo. 2010, 84, 94–102. [Google Scholar] [CrossRef]
- Liu, C.; Zhou, F.; Kang, J.; Xia, T. Application of a non-linear viscoelastic-plastic rheological model of soft coal on borehole stability. J. Nat. Gas Sci. Eng. 2016, 36, 1303–1311. [Google Scholar] [CrossRef]
- Guo, H.; Lin, F. Study on borehole wall stability of coal seam based on elastic-plastic mechanics analysis. Min. Saf. Environ. Pro. 2010, 37 (Suppl. S1), 106–109. [Google Scholar]
- Sun, Y.-N.; Wang, Y.-L.; Di, X.S.; Wang, Z.-F. Analysis on reasons of drilling difficulty in soft and out-burst coal seam. J. China Coal Soc. 2012, 37, 117–121. [Google Scholar]
- Yao, N.; Zhang, J.; Jin, X.; Huang, H. Status and Development of Directional Drilling Technology in Coal Mine. Procedia Eng. 2014, 73, 289–298. [Google Scholar] [CrossRef] [Green Version]
- Shi, Z.; Dong, S.; Yang, J. Key technology of drilling in-seam directional borehole of 3000 m in underground coal mine. Coal Geol. Explor. 2019, 47, 1–7. [Google Scholar]
- Zhang, J.; Wang, Y.; Huang, H. Directional drilling technology and equipment of pneumatic screw motor in soft seam. Coal Geol. Explor. 2020, 48, 36–41. [Google Scholar]
- Li, Q. Research and application of drilling technology combined rotary with direction in soft-fragmentized coal seam. Coal Sci. Technol. 2018, 46, 101–106. [Google Scholar] [CrossRef]
- Mo, H.; Shi, Z.; Hao, S.; Li, Q. Analysis and Application of Treatment Techniques in Horizontal Directional Drilling Borehole Accident. Procedia Earth Planet. Sci. 2011, 3, 273–279. [Google Scholar] [CrossRef] [Green Version]
- Hungerford, F.; Ren, T. Directional drilling in unstable environments. Int. J. Min. Sci. Technol. 2014, 24, 397–402. [Google Scholar] [CrossRef]
- Cui, G. Drill Pipe for Long Hole Drilling with High Gas in Soft Coal Seam. China Patent 255,635,3, 18 June 2003. [Google Scholar]
- Wang, Y.; Liu, C.; Sun, Y.; Song, W.; Wang, Z. Numerical simulation of slag discharge principle on prismatic drill pipe in gas extraction drilling hole. J. Saf. Environ. 2015, 15, 89–93. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Yu, Z.; Wang, Z.; Sun, Y.; Lu, B.; Lu, W.; Guo, D. Slag discharge characteristics and engineering application of prismatic grooved drill pipe in borehole collapse. Arab. J. Geol. 2022, 15, 141. [Google Scholar] [CrossRef]
- Yan, T.; Qu, J.; Sun, X.; Chen, Y.; Hu, Q.; Li, W.; Zhang, H. Numerical investigation on horizontal wellbore hole cleaning with a four-lobed drill pipe using CFD-DEM method. Powder Technol. 2020, 375, 249–261. [Google Scholar] [CrossRef]
- Wang, Y.; Zhai, X.; Sun, Y. Reasonable parameters study on grooved drill pipe used in drilling outburst coal seam. J. China Coal Soc. 2011, 36, 304–307. [Google Scholar]
- Jiang, Q.; Du, X.; Zhu, C.; Qi, C.; Huang, F.; Wang, S. Investigation on fluid field characteristics and cinders transport laws in the annulus of grooved drill pipe based on two-phase flow model. J. Nat. Gas Sci. Eng. 2021, 92, 103972. [Google Scholar] [CrossRef]
- Li, D. A new technology for the drilling of long boreholes for gas drainage in a soft coal seam. J. Pet. Sci. Eng. 2016, 137, 107–112. [Google Scholar] [CrossRef]
- Nie, B.; Xue, F. Research progress and development tendency of borehole drilling rod for soft seam. Coal Sci. Technol. 2016, 44, 47–54. [Google Scholar]
- Yao, N.; Yin, X.; Wang, Y.; Wang, L.; Ji, Q. Practice and drilling technology of gas extraction borehole in soft coal seam. Procedia Earth Planet. Sci. 2011, 3, 53–61. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.L.; Sun, Y.N.; Wang, Z.F.; Song, W.B. Study on the mechanical characteristic of borehole clogging drilling in soft and outburst coal seam. J. Chin. Coal Soc. 2015, 40 (Suppl. S1), 119–125. [Google Scholar]
- Zhang, K.; Wang, Z. Theoretical Mechanics; Southeast University Press: Nanjing, China, 2017; pp. 104–177. [Google Scholar]
- Akhshik, S.; Behzad, M.; Rajabi, M. CFD–DEM approach to investigate the effect of drill pipe rotation on cuttings transport behavior. J. Pet. Sci. Eng. 2015, 127, 229–244. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, O.; Li, B.; Zhang, J.; Xu, X.; Wei, J. Effect of drill pipe rotation on gas-solid flow characteristics of negative pressure pneumatic conveying using CFD-DEM simulation. Powder Technol. 2021, 387, 48–60. [Google Scholar] [CrossRef]
- Wang, Z.; Hurter, S.; You, Z.; Honari, V.; Sun, Y.; Zhang, S. Influences of negative pressure on air-leakage of coal seam gas extraction: Laboratory and CFD-DEM simulations. J. Petrol. Sci. Eng. 2021, 196, 107731. [Google Scholar] [CrossRef]
- Bekiri, F.; Benchabane, A. Numerical study of drilling fluids flow in drilling operation with pipe rotation. Mater. Today Proc. 2022, 49, 950–954. [Google Scholar] [CrossRef]
- Wei, N.; Liu, Y.; Cui, Z.; Jiang, L.; Sun, W.; Xu, H.; Wang, X.; Qiu, T. The Rule of Carrying Cuttings in Horizontal Well Drilling of Marine Natural Gas Hydrate. Energies 2020, 13, 1129. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Zhu, H.-H.; Zhang, C.-C.; Zhou, G.-Y.; Zhu, B.; Zhang, W.; Azarafza, M. Strain integration-based soil shear displacement measurement using high-resolution strain sensing technology. Measurement 2020, 166, 108210. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, Q.; Gao, B. Optimization of the Structural Parameters and the Teeth Shape of Slip in Drill Rig. Math. Probl. Eng. 2021, 2021, 9930182. [Google Scholar] [CrossRef]
- Wang, G.; Dong, M.; Wang, Z.; Ren, T.; Xu, S. Removing cuttings from inclined and horizontal wells: Numerical analysis of the required drilling fluid rheology and flow rate. J. Nat. Gas Eng. 2022, 102, 104544. [Google Scholar] [CrossRef]
- Liu, Y.; Li, F.; Xu, X.; Yang, B.; Lu, C. Simulation Technology in Failure Analysis of Drill Pipe. Procedia Eng. 2011, 12, 236–241. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Wang, S. Finite Element Simulation Analysis of Drill Pipe Based on ANSYS. Aeronaut. Comput. Tech. 2010, 40, 61–64. [Google Scholar]
- Han, Y.; Zhao, X.; Bai, Z.; Yin, C. Failure Analysis on Fracture of a S135 Drill Pipe. Procedia Mater. Sci. 2014, 3, 447–453. [Google Scholar] [CrossRef] [Green Version]
- Yu, Z.; Zeng, D.; Hu, S.; Zhou, X.; Lu, W.; Luo, J.; Fan, Y.; Meng, K. The failure patterns and analysis process of drill pipes in oil and gas well: A case study of fracture S135 drill pipe. Eng. Fail. Anal. 2022, 138, 106171. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Drill Pipes | Analysis Methods | Advantages | Disadvantages |
|---|---|---|---|
| Spiral blade drill pipe | Theoretical and mechanical analysis; multiphase flow in CFD; CFD-DEM | Cuttings discharged by spiral blade, no need for fluid. | Rotation resistance is large; drill pipe jams easily. |
| Smooth-surfaced drill pipe | Structure of drill pipe is simple. The drill pipe strength is high. | Borehole blockage easy in soft coal seam. | |
| Prismatic drill pipe | Vortex release effect on cuttings in borehole. | Drillpipe joint strength is low; drillpipe jamming. | |
| Grooved drill pipe | Cuttings discharged by fluid and spiral grooves. | The spiral delivery function is small; borehole blockage in soft coal seam. |
| Levels | Factors | ||||
|---|---|---|---|---|---|
| H (mm) | D (mm) | β (°) | n (rpm) | L (KPa) | |
| 1 | 4 | 8 | 0 | 100 | 0 |
| 2 | 8 | 9 | 5 | 120 | 2 |
| 3 | 12 | 10 | 10 | 140 | 4 |
| 4 | 16 | 11 | 15 | 160 | 6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, L.; Sun, Y.; Wang, Z.; Song, W.; Wang, Y. Parameter Optimization of Drilling Cuttings Entering into Sieve Holes on a Surface Multi-Hole (SMH) Drill Pipe. Energies 2022, 15, 3763. https://doi.org/10.3390/en15103763
Ding L, Sun Y, Wang Z, Song W, Wang Y. Parameter Optimization of Drilling Cuttings Entering into Sieve Holes on a Surface Multi-Hole (SMH) Drill Pipe. Energies. 2022; 15(10):3763. https://doi.org/10.3390/en15103763
Chicago/Turabian StyleDing, Lipei, Yuning Sun, Zhiming Wang, Weibin Song, and Yonglong Wang. 2022. "Parameter Optimization of Drilling Cuttings Entering into Sieve Holes on a Surface Multi-Hole (SMH) Drill Pipe" Energies 15, no. 10: 3763. https://doi.org/10.3390/en15103763
APA StyleDing, L., Sun, Y., Wang, Z., Song, W., & Wang, Y. (2022). Parameter Optimization of Drilling Cuttings Entering into Sieve Holes on a Surface Multi-Hole (SMH) Drill Pipe. Energies, 15(10), 3763. https://doi.org/10.3390/en15103763