
Thermal Performance Analysis of Materials and Configurations for Cylindrical Sidewalls of Charcoal Kilns


Abstract
:1. Introduction
2. Materials and Methods
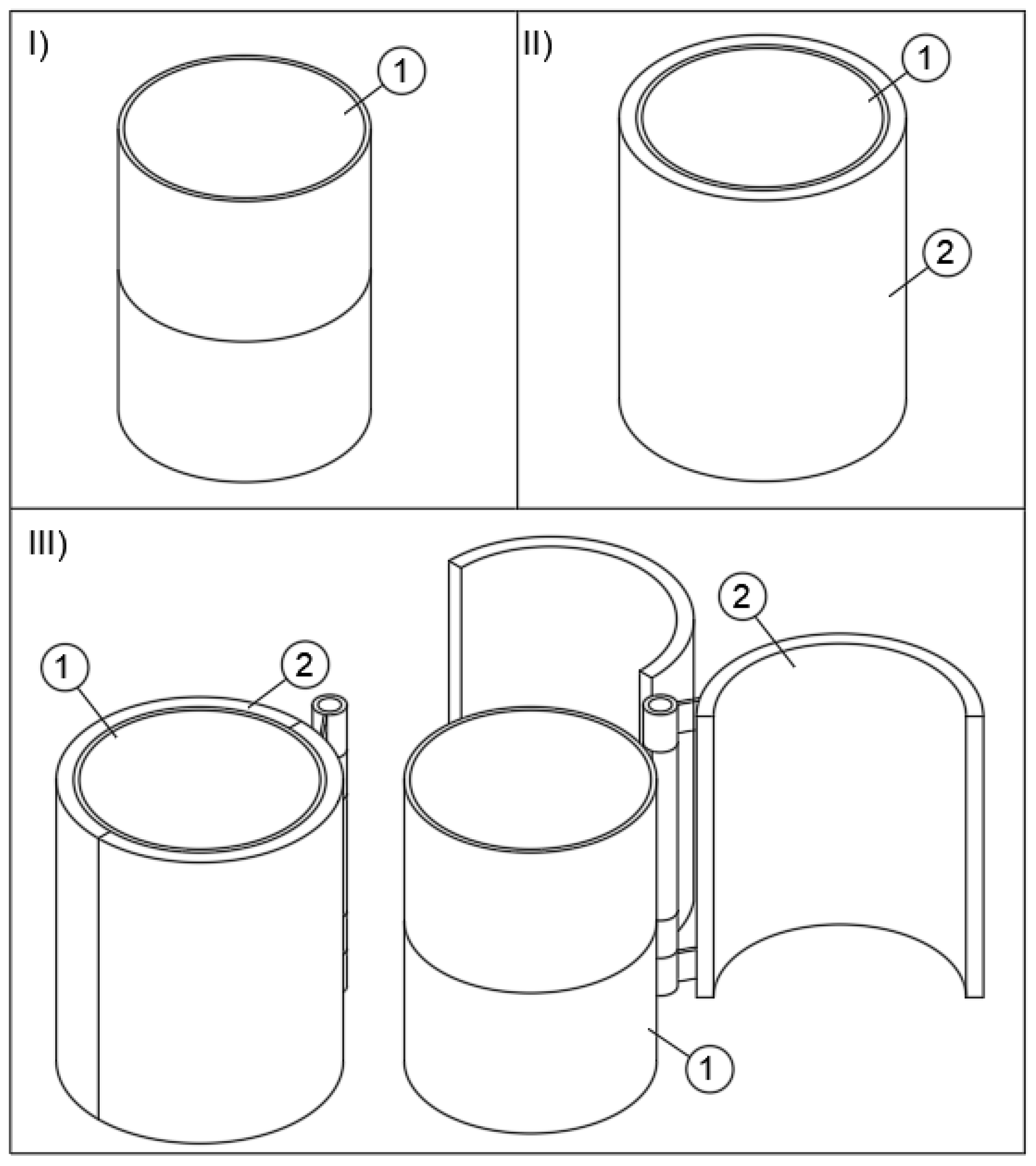
2.1. Configuration of the Kiln’s Sidewalls
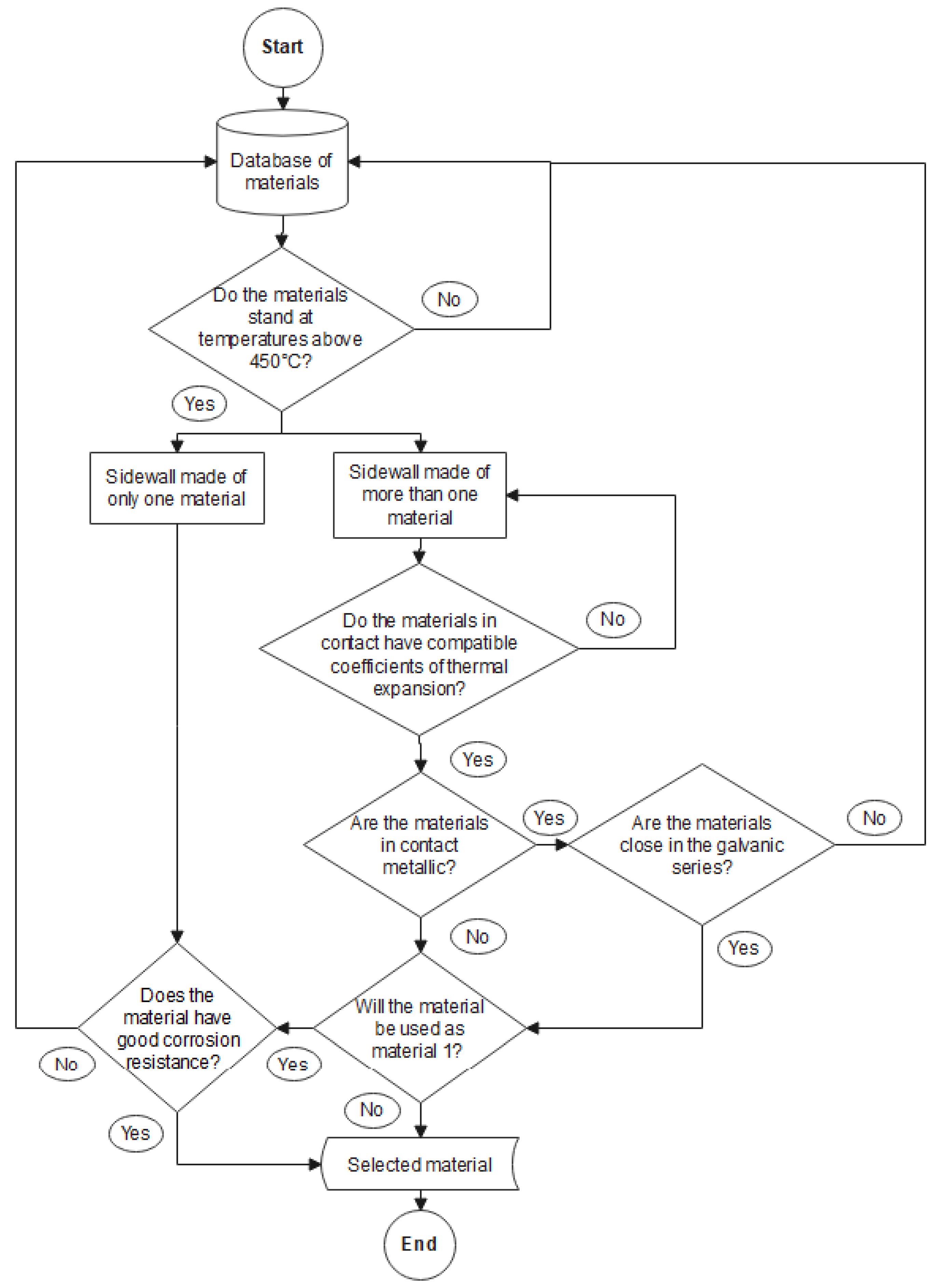
2.2. Selection of Materials for the Sidewalls
2.3. Thermal Analysis of the Kiln’s Sidewalls
- Total heat supplied to the sidewall: the total thermal energy added to the sidewall to raise the temperature of the inner surface of the kiln from 25 °C up to 300 °C during the heating stage;
- Heat loss from sidewalls: the total thermal energy delivered by sidewalls to the external environment during the heating stage;
2.3.1. Heat Transfer Model
- Heating stage: the boundary condition for the inner face of the sidewall is given by Equation (3):where is the heat flux applied to the inner surface of the sidewall. On the other hand, for the outer face of the sidewall in contact with its surroundings, the boundary condition is given by Equation (4):
- Cooling stage: for this stage, the boundary condition is given by Equation (6), which assumes that the inner face of the sidewall is adiabatic:
- For the outer face of the sidewall, Equation (4) is considered. The initial condition for the cooling stage is described by Equation (7):where is the temperature reached at the end of the heating stage at radius r of the respective sidewall.
2.3.2. Simulation Procedure and Calculation of the Thermal Performance Parameters
- Heating stage: for all simulated cases, it was considered the application of constant and uniform heat flux of 3800 W/m2 on the inner face of the sidewalls, which is held until the surface temperature reaches 300 °C [15,19,31]. This heat flux stands for approximately 10% of the total chemical energy of the wood loaded into the kiln and released as combustion thermal energy during a period of 9 h [32].
- Cooling stage: in this stage, simulations consider that the inner face of the sidewall is adiabatic and that the outer face of the sidewall loses heat by convection and thermal radiation with the environment at 25 °C. The performance parameter assessed during this stage is the cooling time of the sidewall. This time ends when the temperature of the inner face of the sidewalls reaches the value of 50 °C, which is an appropriate condition for opening the kiln [18].
3. Results and Discussion
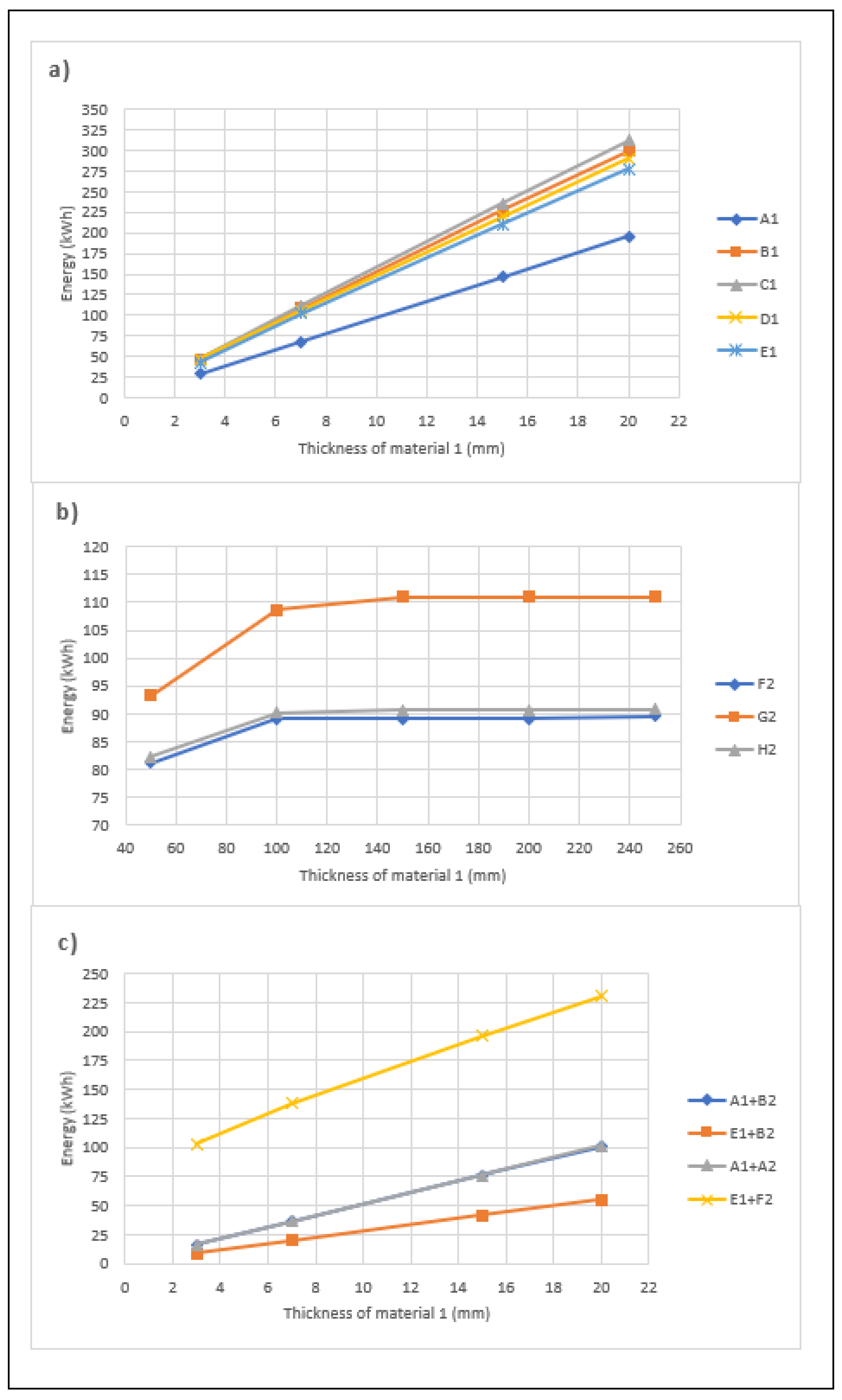
3.1. Total Heat Supplied to the Sidewall
3.2. Heat Loss from Sidewalls
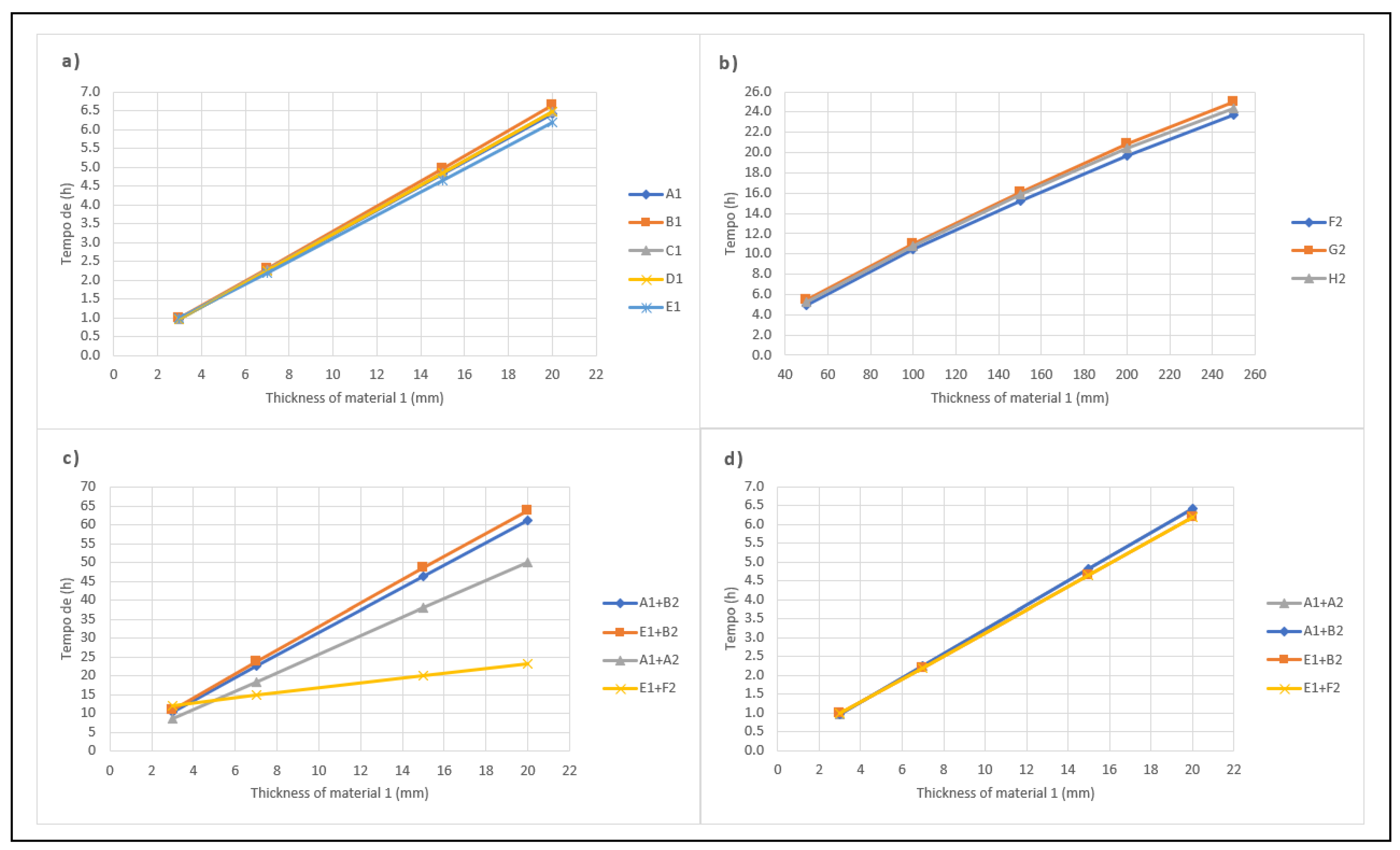
3.3. Heating Time
3.4. Cooling Time
3.5. Reduction of the Wood Charge
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- FAO. Forestry Production and Trade. Available online: http://www.fao.org/faostat/en/#data/FO (accessed on 29 April 2022).
- de Oliveira Miranda, S.D.F.; Piekarski, C.M.; Ugaya, C.M.L.; Donato, D.B.; Júnior, A.B.; De Francisco, A.C.; Carvalho, A.M.M.L. Life Cycle Analysis of Charcoal Production in Masonry Kilns with and without Carbonization Process Generated Gas Combustion. Sustainability 2017, 9, 1558. [Google Scholar] [CrossRef]
- Lopes, N.L.; de Nacif, A.P.; de Carneiro, A.C.O.; Assis, J.B.; Oliveira, A. Ciflorestas; Aço Verde Brasileiro: Açailândia, Brazil, 20 March 2018. [Google Scholar]
- Adam, J.C. Improved and More Environmentally Friendly Charcoal Production System Using a Low-Cost Retort–Kiln (Eco-Charcoal). Renew. Energy 2009, 34, 1923–1925. [Google Scholar] [CrossRef]
- Centro de Gestão e Estudos Estratégicos (CGEE). Modernização Da Produção de Carvão Vegetal No Brasil: Subsídios Para Revisão Do Plano Siderurgia; Centro de Gestão e Estudos Estratégicos: Brasília, Brazil, 2015. [Google Scholar]
- Pratt, K.; Moran, D. Evaluating the Cost-Effectiveness of Global Biochar Mitigation Potential. Biomass Bioenergy 2010, 34, 1149–1158. [Google Scholar] [CrossRef]
- Brito, J.O. Princípios de Produção e Utilização de Carvão Vegetal de Madeira; USP/ESALQ—Documentos Florestais: Piracicaba, Brazil, 1990; pp. 1–19. [Google Scholar]
- de Assis, M.R.; de Protásio, T.P.; de Assis, C.O.; Trugilho, P.F.; Santana, W.M.S. Qualidade e Rendimento Do Carvão Vegetal de Um Clone Híbrido de Eucalyptus Grandis x Eucalyptus Urophylla. Pesquisa Florestal Brasileira 2012, 32, 291–302. [Google Scholar] [CrossRef]
- Peláez-Samaniego, M.R.; Garcia-Perez, M.; Cortez, L.B.; Rosillo-Calle, F.; Mesa, J. Improvements of Brazilian carbonization industry as part of the creation of a global biomass economy. Renew. Sustain. Energy Rev. 2008, 12, 1063–1086. [Google Scholar] [CrossRef]
- Syred, C.; Griffiths, A.J.; Syred, N.; Beedie, D.; James, D. A clean, efficient system for producing Charcoal, Heat and Power (CHaP). Fuel 2006, 85, 1566–1578. [Google Scholar] [CrossRef]
- Rodrigues, T.; Braghini Junior, A. Charcoal: A discussion on carbonization kilns. J. Anal. Appl. Pyrolysis 2019, 143, 104670. [Google Scholar] [CrossRef]
- Silva, F.T.M.; Ataíde, C.H. Valorization of Eucalyptus Urograndis Wood via Carbonization: Product Yields and Characterization. Energy 2019, 172, 509–516. [Google Scholar] [CrossRef]
- Oliveira, A.C.; de Carneiro, A.C.O.; Barcellos, D.C.; Rodriguez, A.V.; Amaral, B.M.N.; Pereira, B.L.C. Resfriamento Artificial Em Fornos Retangulares Para a Produção de Carvão Vegetal. Revista Árvore 2015, 39, 769–778. [Google Scholar] [CrossRef]
- Rodrigues, T.; Braghini Junior, A. Technological Prospecting in the Production of Charcoal: A Patent Study. Renew. Sustain. Energy Rev. 2019, 111, 170–183. [Google Scholar] [CrossRef]
- Bustos-Vanegas, J.D.; Martins, M.A.; De Cassia, A.; Carneiro, O.; Freitas, A.G.; Barbosa, R.C. Thermal Inertia e Ff Acts of the Structural Elements in Heat Losses during the Charcoal Production in Brick Kilns. Fuel 2018, 226, 508–515. [Google Scholar] [CrossRef]
- Bustos-Vanegas, J.D. Characoal Cooling Kinetics: Computacional Simulation and Industrial Aplications. Ph.D. Thesis, Universidade Federal de Viçosa, Viçosa, Brazil, 2018. [Google Scholar]
- Shah, N.; Girard, P.; Mezerette, C.; Vergnet, A.M. Wood-to-Charcoal Conversion in a Partial-Combustion Kiln: An Experimental Study to Understand and Upgrade the Process. Fuel 1992, 71, 955–962. [Google Scholar] [CrossRef]
- Oliveira, A.C. Sistema forno-fornalha para produção de carvão vegetal. Master’s Thesis, Universidade Federal de Viçosa, Viçosa, Brazil, 2012. [Google Scholar]
- Oliveira, A.C.; de Cássia Oliveira Carneiro, A.; Pereira, B.L.C.; Rocha Vital, B.R.; Carvalho, A.M.M.L.; Trugilho, P.F.; Damásio, R.A.P. Optimization of charcoal production through control of carbonization temperatures. Revista Árvore 2013, 37, 557–566. Available online: https://www.scielo.br/pdf/rarv/v37n3/a19v37n3.pdf (accessed on 30 May 2022). [CrossRef]
- Lana, A.Q. Forno de Alvenaria Para Incremento Da Produtividade Por Meio Do Resfriamento Externo Do Carvão Vegetal. Ph.D. Thesis, USP/Escola Superior de Agricultura, Piracicaba, Brazil, 2018. [Google Scholar]
- Matweb AISI 1020 Steel, as Rolled. Available online: http://www.matweb.com/search/DataSheet.aspx?MatGUID=a2eed65d6e5e4b66b7315a1b30f4b391 (accessed on 27 February 2021).
- Çengel, Y.A.; Ghajar, A. Transferência de Calor e Massa—Uma Abordagem Prática, 4th ed.; McGraw Hill: Porto Alegre, Brazil, 2012. [Google Scholar]
- Matmatch SEW 470 Grade X12CrNi23-13 Solution Annealed (+AT). Available online: https://matmatch.com/materials/minfm32771-sew-470-grade-x12crni23-13-solution-annealed-at- (accessed on 27 February 2021).
- Matmatch EN 10088-1 Grade X6Cr13 Soft Annealed (+A). Available online: https://matmatch.com/materials/minfc21051-en-10088-1-grade-x6cr13-soft-annealed-a- (accessed on 27 February 2021).
- Matmatch EN 10095 Grade NiCr20Ti Solution Annealed (+AT). Available online: https://matmatch.com/materials/minfm35126-en-10095-grade-nicr20ti-solution-annealed-at-%0A (accessed on 2 May 2022).
- Matmatch EN 10028-7 Grade X3CrNiMoBN17-13-3 Solution Annealed (+AT). Available online: https://matmatch.com/materials/minfm36124-en-10028-7-grade-x3crnimobn17-13-3-solution-annealed-at- (accessed on 2 May 2022).
- França, G.A.C.; Campos, M.B. Análise Teórica e Experimental Do Resfriamento de Carvão Vegetal Em Forno Retangular. In Proceedings of the 4th Encontro de Energia no Meio Rural. 2020. Available online: http://www.proceedings.scielo.br/scielo.php?pid=MSC0000000022002000100017&script=sci_arttext&tlng=en (accessed on 30 May 2022).
- de Miranda, R.C.; Bailis, R.; de Vilela, A.O. Cogenerating Electricity from Charcoaling: A Promising New Advanced Technology. Energy Sustain. Dev. 2013, 17, 171–176. [Google Scholar] [CrossRef]
- Filho, D.O.; Teixeira, C.A.; De Silva, J.S.E.; Reis, H.O.; Vorobieff, C.L. Resfriamento Rápido de Fornos de Carbonização. Eng. Agric. 2010, 30, 1023–1032. [Google Scholar] [CrossRef]
- Santos, I.D.S.D. Resfriamento Artificial de Carvão Vegeral Em Fornos de Alvenaria. Ph.D. Thesis, Universidade Federal de Viçosa, Viçosa, Brazil, 2013. [Google Scholar]
- Sangsuk, S.; Buathong, C.; Suebsiri, S. High-Energy Conversion Efficiency of Drum Kiln with Heat Distribution Pipe for Charcoal and Biochar Production. Energy Sustain. Dev. 2020, 59, 1–7. [Google Scholar] [CrossRef]
- Daugaard, D.E.; Brown, R.C. Enthalpy for Pyrolysis for Several Types of Biomass. Energy Fuels 2003, 50011, 934–939. [Google Scholar] [CrossRef]
- Tukey, J.W. One Degree of Freedom for Non-Additivity. Biometrics 1949, 5, 232–242. [Google Scholar] [CrossRef]
- Duncan, B. David Multiple Range and Multiple F Tests. Biometrics 1955, 11, 1–42. [Google Scholar] [CrossRef]
- Roman, K.; Barwicki, J.; Rzodkiewicz, W.; Dawidowski, M. Evaluation of Mechanical and Energetic Properties of the Forest Residues Shredded Chips during Briquetting Process. Energies 2021, 14, 3270. [Google Scholar] [CrossRef]
- Nurek, T.; Gendek, A.; Roman, K. Forest Residues as a Renewable Source of Energy: Elemental Composition and Physical Properties. BioResources 2019, 14, 6–20. [Google Scholar] [CrossRef]
- Quirino, W.F.; Do Vale, A.T.; De Andrade, A.P.A.; Abreu, V.L.S.; Azevedo, A.C.D.S. Poder Calorífico Da Madeira e de Materiais Ligno-Celulósicos. Revista da Madeira 2005, 89, 100–106. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Symbol | Density | Thermal Conductivity | Specific Heat | Emissivity | Ref. |
|---|---|---|---|---|---|---|
| (kg/m3) | (W/m·K) | (J/kg·K) | - | |||
| AISI 1020 | A1 | 7940 | 51.9 | 438 | 0.32 | [21,22] |
| AISI 309 S | B1 | 7800 | 15.9 | 503 | 0.40 | [22,23] |
| AISI 410 S | C1 | 7700 | 25.2 | 498 | 0.40 | [22,24] |
| Nimonic 75 | D1 | 8400 | 15.6 | 455 | 0.40 | [22,25] |
| AISI 316 L | E1 | 7980 | 15.0 | 460 | 0.40 | [22,26] |
| Material | Symbol | Concentration (wt%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Al2O3 | SiO2 | Fe2O3 | CaO | MgO | Fe2O3 + TiO2 | Na2O + K2O | CaO + MgO | Na,O,K | ||
| Insulating blanket | A2 | 44 | 56 | - | - | - | 0.15 | 0.1 | 0.05 | - |
| Insulating blanket | B2 | - | 60 | <1 | 29 | 7 | - | - | - | - |
| Insulating blanket | C2 | 45 | 54 | ≤0.15 | - | - | - | ≤0.2 | ≤0.1 | - |
| Insulating blanket | D2 | 48 | 51 | - | - | - | 0.2-0.4 | - | - | - |
| Insulating blanket | E2 | 45 | 54 | ≤0.15 | - | - | - | ≤0.2 | ≤0.1 | - |
| Typical brick (clay) | F2 | - | - | - | - | - | - | - | - | - |
| Brick (refractory) | G2 | - | - | - | - | - | - | - | - | - |
| Mortar with cement, sand, and stone | H2 | - | - | - | - | - | - | - | - | - |
| Material | Density | Thermal Conductivity | Specific Heat | Emissivity | Ref. |
|---|---|---|---|---|---|
| (kg/m3) | (W/m·K) | (J/kg·K) | - | ||
| A2 | 96 | 0.06 | 750 | 0.32 | [22] |
| B2 | 128 | 0.048 | 850 | 0.32 | [22] |
| C2 | 96 | 0.065 | 730 | 0.32 | [22] |
| D2 | 62 | 0.08 | 710 | 0.32 | [22] |
| E2 | 96 | 0.07 | 800 | 0.32 | [22] |
| F2 | 1922 | 0.72 | 800 | 0.95 | [22] |
| G2 | 1920 | 0.90 | 790 | 0.75 | [22] |
| H2 | 1860 | 0.72 | 840 | 0.90 | [22] |
| Kiln’s Configuration | Materials of the Sidewall | Energy (kWh) | |||
|---|---|---|---|---|---|
| 3 (mm) | 7 (mm) | 15 (mm) | 20 (mm) * | ||
| I | A1 | 28.97 | 67.78 | 146.71 | 195.92 |
| II or III | A1 + B2 | 16.27 | 36.21 | 75.58 | 100.09 |
| Reduction | 44% | 47% | 48% | 49% | |
| I | E1 | 42.43 | 102.14 | 210.77 | 277.63 |
| II or III | E1 + B2 | 8.94 | 19.99 | 41.73 | 55.22 |
| Reduction | 79% | 80% | 80% | 80% | |
| Case | Material Type | Source of Variation | F | Fcritical | F > Fcritical |
|---|---|---|---|---|---|
| Results obtained for configuration I | Metallic materials | Materials of the sidewall | 186.23 | 3.49 | yes |
| Thickness of material 1 | 9.70 | 3.26 | yes | ||
| Ceramic materials | Materials of the sidewall | 13.24 | 3.84 | yes | |
| Thickness of material 1 | 102.42 | 4.46 | yes | ||
| Results obtained for configuration II or III | Layered materials | Materials of the sidewall | 26.89 | 3.86 | yes |
| Thickness of material 1 | 65.92 | 3.86 | yes | ||
| Comparative results for configuration I versus II or III | Layered materials | Materials of the sidewall | 35.18 | 3.01 | yes |
| Thickness of material 1 | 9.39 | 2.36 | yes |
| Case | Duncan (Confidence Interval of 95%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Sidewall Material | Group | Thickness Material 1 | Group | |||||||
| Results obtained for configuration I | C1 | A | 20 | A | ||||||
| B1 | A | 15 | B | |||||||
| D1 | A | 7 | C | |||||||
| E1 | A | 3 | D | |||||||
| A1 | B | |||||||||
| G2 | A | 250 | A | |||||||
| H2 | B | 150 | A | |||||||
| F2 | B | 200 | A | |||||||
| 100 | A | |||||||||
| 50 | B | |||||||||
| Results obtained for configuration II or III | E1 + F2 | A | 20 | A | ||||||
| A1 + A2 | B | 15 | B | |||||||
| A1 + B2 | B | 7 | C | |||||||
| E1 + B2 | C | 3 | C | |||||||
| Comparative results for configuration I versus II or III | C1 | A | 20 | A | ||||||
| B1 | A | B | 15 | B | ||||||
| E1 + F2 | A | B | 7 | C | ||||||
| D1 | A | B | 3 | D | ||||||
| E1 | A | B | ||||||||
| A1 | B | C | ||||||||
| A1 + A2 | C | D | ||||||||
| A1 + B2 | C | D | ||||||||
| Kiln’s Configuration | Materials of the Sidewall | Energy (kWh) | |||
|---|---|---|---|---|---|
| 3 (mm) | 7 (mm) | 15 (mm) | 20 (mm) * | ||
| I | A1 | 15.80 | 36.35 | 57.92 | 70.65 |
| II or III | A1 + B2 | 0.05 | 0.51 | 0.91 | 1.52 |
| Reduction | 99.7% | 99% | 98% | 98% | |
| I | E1 | 25.20 | 56.81 | 137.55 | 190.94 |
| II or III | E1 + B2 | 0.06 | 0.37 | 0.79 | 1.65 |
| Reduction | 99.8% | 99% | 99% | 99% | |
| Case | Material Type | Source of Variation | F | Fcritical | F > Fcritical |
|---|---|---|---|---|---|
| Results obtained for configuration I | Metallic materials | Materials of the sidewall | 34.41 | 3.49 | yes |
| Thickness of material 1 | 5.24 | 3.25 | yes | ||
| Ceramic materials | Materials of the sidewall | 8.34 | 3.83 | yes | |
| Thickness of material 1 | 1.38 | 4.45 | yes | ||
| Results obtained for configuration II or III | Layered materials | Materials of the sidewall | 2.70 | 3.86 | no |
| Thickness of material 1 | 9.17 | 3.86 | yes | ||
| Comparative results for configuration I versus II or II | Layered materials | Materials of the sidewall | 9.23 | 3.00 | yes |
| Thickness of material 1 | 8.41 | 2.35 | yes |
| Case | Duncan (Confidence Interval of 95%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Sidewall Material | Group | Thickness of Material 1 | Group | ||||||
| Results obtained for configuration I | B1 | A | 20 | A | |||||
| D1 | A | 15 | B | ||||||
| E1 | A | 7 | C | ||||||
| C1 | A | 3 | D | ||||||
| A1 | B | ||||||||
| G2 | A | 50 | A | ||||||
| F2 | A | 100 | B | ||||||
| H2 | A | 150 | B | ||||||
| 200 | B | ||||||||
| 250 | B | ||||||||
| Results obtained for configuration II or III | E1 + F2 | A | 20 | A | |||||
| A1 + A2 | B | 15 | A | ||||||
| A1 + B2 | B | 7 | A | ||||||
| E1 + B2 | B | 3 | A | ||||||
| Comparative results for configuration I versus II or II | B1 | A | 20 | A | |||||
| D1 | A | 15 | A | ||||||
| E1 | A | 7 | B | ||||||
| C1 | A | B | 3 | B | |||||
| A1 | B | C | |||||||
| E1 + F2 | C | ||||||||
| A1 + A2 | C | ||||||||
| A1 + B2 | C | ||||||||
| E1 + B2 | C | ||||||||
| Kiln’s Configuration | Materials of the Sidewall | Time (h) | |||
|---|---|---|---|---|---|
| 3 (mm) | 7 (mm) | 15 (mm) | 20 (mm) * | ||
| I | A1 | 0.43 | 1.01 | 2.19 | 2.93 |
| II or III | A1 + B2 | 0.24 | 0.54 | 1.13 | 1.50 |
| Reduction | 44% | 47% | 48% | 49% | |
| I | E1 | 0.66 | 1.53 | 3.15 | 4.15 |
| II or III | E1 + B2 | 0.25 | 0.57 | 1.19 | 1.57 |
| Reduction | 62% | 63% | 62% | 62% | |
| Case | Material Type | Source of Variation | F | Fcritical | F > Fcritical |
|---|---|---|---|---|---|
| Results obtained for configuration I | Metallic materials | Materials of the sidewall | 186.09 | 3.49 | yes |
| Thickness of material 1 | 9.72 | 3.26 | yes | ||
| Ceramic materials | Materials of the sidewall | 22.07 | 3.84 | yes | |
| Thickness of material 1 | 123.70 | 4.46 | yes | ||
| Results obtained for configuration II or III | Layered materials | Materials of the sidewall | 84.62 | 3.86 | yes |
| Thickness of material 1 | 133.84 | 3.86 | yes | ||
| Comparative results for configuration I versus II or II | Layered materials | Materials of the sidewall | 43.76 | 3.01 | yes |
| Thickness of material 1 | 9.31 | 2.36 | yes |
| Case | Duncan (Confidence Interval of 95%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Sidewall Material | Group | Thickness of Material 1 | Group | ||||||
| Results obtained for configuration I | C1 | A | 20 | A | |||||
| B1 | A | 15 | B | ||||||
| D1 | A | 7 | C | ||||||
| E1 | A | 3 | D | ||||||
| A1 | B | ||||||||
| G2 | A | 250 | A | ||||||
| F2 | B | 150 | A | ||||||
| H2 | B | 200 | A | ||||||
| 100 | A | ||||||||
| 50 | B | ||||||||
| Results obtained for configuration II or III | E1 + F2 | A | 20 | A | |||||
| E1 + B2 | B | 15 | B | ||||||
| A1 + A2 | B | 7 | C | ||||||
| A1 + B2 | B | 3 | D | ||||||
| Comparative results for configuration I versus II or II | C1 | A | 20 | A | |||||
| B1 | A | 15 | B | ||||||
| E1 + F2 | A | 7 | C | ||||||
| D1 | A | 3 | D | ||||||
| E1 | A | B | |||||||
| A1 | B | C | |||||||
| E1 + B2 | C | ||||||||
| A1 + A2 | C | ||||||||
| A1 + B2 | C | ||||||||
| Materials of the Sidewall | Thickness of Material 1 (mm) | Cooling Time (h) | Time Reduction | |
|---|---|---|---|---|
| Configuration II | Configuration III | |||
| E1 + B2 | 3.00 | 10.83 | 0.99 | 91% |
| 7.00 | 23.61 | 2.18 | 91% | |
| 15.00 | 48.61 | 4.65 | 90% | |
| 20.00 | 63.89 | 6.19 | 90% | |
| A1 + A2 | 3.00 | 8.47 | 0.96 | 89% |
| 7.00 | 18.44 | 2.25 | 88% | |
| 15.00 | 37.92 | 4.82 | 87% | |
| 20.00 | 50.00 | 6.42 | 87% | |
| A1 + B2 | 3.00 | 10.42 | 0.96 | 91% |
| 7.00 | 22.50 | 2.25 | 90% | |
| 15.00 | 46.39 | 4.82 | 90% | |
| 20.00 | 61.11 | 6.42 | 89% | |
| E1 + F2 | 3.00 | 12.00 | 0.99 | 92% |
| 7.00 | 15.00 | 2.18 | 85% | |
| 15.00 | 20.00 | 4.65 | 77% | |
| 20.00 | 23.06 | 6.19 | 73% | |
| Case | Material Type | Source of Variation | F | Fcritical | F > Fcritical |
|---|---|---|---|---|---|
| Results obtained for configuration I or III | Metallic materials | Materials of the sidewall | 6221.89 | 3.49 | yes |
| Thickness of material 1 | 5.55 | 3.26 | yes | ||
| Ceramic materials | Materials of the sidewall | 5322.33 | 3.84 | yes | |
| Thickness of material 1 | 27.28 | 4.46 | yes | ||
| Results obtained for configuration II | Layered materials | Materials of the sidewall | 5743.29 | 3.86 | yes |
| Thickness of material 1 | 3.82 | 3.86 | yes | ||
| Comparative results for configuration I or III versus II | Layered materials | Materials of the sidewall | 8.24 | 3.01 | yes |
| Thickness of material 1 | 9.7 | 2.36 | yes |
| Case | Duncan (Confidence Interval of 95%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Sidewall Material | Group | Thickness of Material 1 | Group | |||||||
| Results obtained for configuration I or III | B1 | A | 20 | A | ||||||
| C1 | A | B | 15 | B | ||||||
| D1 | A | B | 7 | C | ||||||
| A1 | B | C | 3 | D | ||||||
| E1 | C | |||||||||
| G2 | A | 250 | A | |||||||
| H2 | B | 200 | B | |||||||
| F2 | C | 150 | C | |||||||
| 100 | D | |||||||||
| 50 | E | |||||||||
| Results obtained for configuration II | A1 + A2 | A | 20 | A | ||||||
| A1 + B2 | A | B | 15 | B | ||||||
| E1 + B2 | B | C | 7 | C | ||||||
| E1 + F2 | C | 3 | D | |||||||
| Comparative results for configuration I or III versus II | E1 + B2 | A | 20 | A | ||||||
| A1 + B2 | A | 15 | A | |||||||
| A1 + A2 | A | B | 7 | B | ||||||
| E1 + F2 | B | C | 3 | B | ||||||
| B1 | C | |||||||||
| C1 | C | |||||||||
| D1 | C | |||||||||
| A1 | C | |||||||||
| E1 | C | |||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valentim, A.R.; Behainne, J.R.; Junior, A.B. Thermal Performance Analysis of Materials and Configurations for Cylindrical Sidewalls of Charcoal Kilns. Energies 2022, 15, 5872. https://doi.org/10.3390/en15165872
Valentim AR, Behainne JR, Junior AB. Thermal Performance Analysis of Materials and Configurations for Cylindrical Sidewalls of Charcoal Kilns. Energies. 2022; 15(16):5872. https://doi.org/10.3390/en15165872
Chicago/Turabian StyleValentim, Antão Rodrigo, Jhon Ramírez Behainne, and Aldo Braghini Junior. 2022. "Thermal Performance Analysis of Materials and Configurations for Cylindrical Sidewalls of Charcoal Kilns" Energies 15, no. 16: 5872. https://doi.org/10.3390/en15165872
APA StyleValentim, A. R., Behainne, J. R., & Junior, A. B. (2022). Thermal Performance Analysis of Materials and Configurations for Cylindrical Sidewalls of Charcoal Kilns. Energies, 15(16), 5872. https://doi.org/10.3390/en15165872