1. Introduction
Fluid power systems are not the latest achievement in engineering but are still widely used in industrial drive systems. In some cases, they cannot be replaced by other systems due to their unique features that are unachievable by other systems. Wide application, mainly in the highly demanding applications in which safety has the highest priority, requires improving reliability. Failures of fluid power components have a complex nature due to the interaction between high-pressure fluid with solid and chemical agent contaminants and structural parts. The mentioned reasons and the relative elements’ motion make the fluid power component’s likelihood of failure high. The research on failures and reliability of fluid power systems or their components is made with the use of various tools and methods. Ref. [
1] presents work on monitoring and modeling gradual failure on a typical fluid power system. Y. Lee et al. [
2] have investigated a failure of the hydraulic system which led to a fire on the wind turbine. Refs. [
3,
4,
5] deal with the failure of hydraulic pumps. Research on failures, their analysis, and their influence on system operation are also conducted for fluid power components [
6,
7,
8]. Watton J. [
9] has prepared a complete compendium of analysis of fluid power system failures, while [
10] was focused on the reliability of mechanical parts, including the fluid power system’s components, and led to the base failure rate.
The reliability of fluid power components can be increased by any means, including failure modes and effects analysis (FMEA) [
11,
12], fault tree analysis (FTA) [
13], root cause analysis (RCA) [
14], and their extensions or modifications. FMEA is one of the most commonly used tools for improving system quality; however, the risk assessment has been criticized [
15] and has been found as a method weakness. The traditional FMEA uses a risk priority number (RPN), which is a product of severity (S), occurrence (O), and detection (D). The equal weight of those factors may give the same results for a different combination and can be very confused regarding safety. Although the traditional FMEA was formally defined in the industrial standards in the early 1960s [
16], later [
17] the industry also noticed the weakness in the risk evaluation. The 2008 FMEA handbook [
18] says that the RPN should no longer be recommended practice to define the need for action. Additionally, it says that for failure modes with severity numbers 9 or 10, the risk must be adequately addressed. The latest release [
19] introduced the action priority (AP) rating table in which the AP depends on a combination of S, O, and D, where the severity plays the dominant role.
Table 1 shows AP classification table. The failure modes are classified into three categories of AP: high risk (H), medium risk (M), and low risk (L) for design or process FMEA.
It seems to be a step forward from the previous release because it removes the subjectiveness of risk assessment. However, even for the highest values of severity (S 9–10), the risk is defined as medium (M) for detection (D 5–6) and occurrence (O 2–3) or low (L) for detection (D 1–3) and occurrence (O 1-3).
Other drawbacks are the conversion of linguistic terms into quantitative data and uncertainties related to subjective opinions, experience, and knowledge of experts evaluating systems.
Different methods and tools are used to overcome the weaknesses mentioned earlier. The traditional risk assessment can be extended with additional factors [
20] or relevant weights [
21]. Another approach is implementing other perspectives on the risk, such as the customer’s [
22] or maintenance [
23] perspective.
There are numerous methods that are used to minimize the uncertainties of the FMEA process. The most common approaches are the grey theory set [
24], linguistic theory [
25], fuzzy sets [
26], and reasoning theory [
27].
Liu et al. [
28], in [
28], have prepared a complex and methodical literature review of methods and tools currently used in the FMEA in both risk evaluation and elimination of uncertainties. The recent studies on overcoming traditional FMEA’s drawbacks focus on implementing new methods or combining those mentioned earlier. Ref. [
29] presents an approach of FMEA in which failure modes are classified based on the combination of risk factors in pairs: S and O, S and D, and O and D. The risk factors pair results were analyzed by using grey relation analysis. Yu et al. [
30] have implemented the cloud model theory to minimize the linguistic uncertainties and have used the VIKOR model to determine the risk priority. The authors in [
31] have modified the FMEA framework for IT according to the recommendation from the relevant literature review. Ref. [
32] has utilized the cloud model to improve the FMEA. A three-stage fuzzy risk assessment based on FMEA has been proposed by Yelda et al. [
33]. In ref. [
34] the authors have proposed an approach in which the FMEA method has been modified by integrating the fuzzy rule base (FRB) and grey relations theory (GRT) to overcome the traditional FMEA methods’ drawbacks. The uncertainty dealt with a different knowledge background of experts has been presented in [
35], where prospect theory has been implemented. Another approach to converting linguistic terms into quantitative data is in [
36]. The fuzzy numbers and traditional measurement of alternatives and ranking according to compromise solution (MARCOS) methods have been used. Meanwhile, Shi et al. [
37] have proposed integrating hesitant linguistic preference relations (HLPRs) and an extended dynamic consensus model in FMEA. Another approach to the modification of FMEA is taking into consideration influences of failure modes and the attenuation effect of such influences in the system [
38].
The drawbacks of FMEA still draw the attention of scholars and remain unsolved.
Despite the rich assortment of implemented methods and tools, the risk assessment in FMEA is still problematic. Approaches available in the literature are excessively complicated or too computationally expensive to be able to be used in the industrial standard. The recent practical implementation of FMEA by AIAG and VDA is helpful in removing subjective decisions in risk assessment. However, the implemented risk ranking may lead to misvalued failure modes in the aspect of safety. The uncertainty linked to the subjectiveness of experts’ knowledge and background is still high. Our main motivation was to modify FMEA in a way to be similar to traditional analysis without using complex tools and methods and concurrently minimize typical uncertainties. The main idea of our approach is the assumption that any system is created to perform the intended task(s) and failures that can occur may disorganize that process. For that reason, we categorize failures that may occur for individual components as those that stop the system from performing a system task and those that still allow the main task to be completed but with major or minor malfunctions. We propose assessing the system’s risk based on the combination of failures and related components in the aspect of the ability to perform the intended task(s). Once the failures for related components are categorized, they are prioritized by the product of occurrence (O) and detection (D) factors. In the proposed approach, the occurrence (O) has been defined as a function of subfactors that determine the likelihood of failure occurrences such as the manufacturing process, duty time, and functions performed by individual components. The detection (D) remains the same as in traditional FMEA. The presented approach is an extension of our previous work [
39], in which a similar approach has been proposed. The novelty of this approach is the risk categorization and the method which allows for evaluating the occurrence (O) factor. In contrast to our previous study, in which we used a base failure rate to evaluate the occurrence, in this approach, it was defined based on functions performed by components. To distinguish those failures which can be created for other reasons than during normal operation, we have proposed to use additional modification subfactors. The occurrence (O) and detection (D) factors are equally valued. The proposed method was implemented in the risk assessment for the FMEA of the flow control valve.
2. Methodology
The presented methodology by principle is very similar to the traditional FMEA framework. Almost all steps are analogical. As presented in our previous studies [
40], the potential failures are typical for fluid power components used in the conventional FMEA.
2.1. Assumptions
The primary purpose of this study was a qualitative analysis of failures and their end effects on components of fluid power systems. Failures that may occur in them are complex, and primary failure may only trigger the final failure. Therefore, we assume only primary forms of failure, and the presented analysis was carried out only for primary mechanical failures. We also assume that only a few essential data are available for the investigated component. Detailed technical data and manufacturing/assembly processes are inaccessible.
Another assumption is that the failures can be detected without a sophisticated diagnostic system or disassembly. Only basic measurements such as the pressure and flow rate are available.
2.2. Method
One of the stages of the FMEA is the functional analysis of the system, which includes the identification of the basic elements of the system, their potential failures, and causes. However, formal rules for this step are not strictly defined and may differ depending on the considered case. The proposed method assumes that any system is created to fulfill one or more tasks. Therefore, if any failure occurs, the system may not be able to perform the intended task or only perform it partially with some degradation.
We assume that system S consists of a set of components , which can be connected to each other in any way (parallel, series, or series-parallel). Each component performs a specific function or several functions in the system S. The set of component functions can be determined as follows:
Each components may have a certain state determined by the failure , which can be determined as follows:
: failures, which stop s component from executing its function;
: failures, which allow a component to execute its function with a major degradation;
: failures, which allow a component to execute its function with a minor degradation.
We introduce the failure importance factor
as:
Among components , when creating a system we can distinguish those:
that are essential to perform the intended system’s task: main components ;
that are supplementing main components and ensure the proper system operation: major components ;
whose failure has little effect on the main task of the system: minor components ;
additional components whose failure does not affect the main task of the system .
We introduce the component importance factor
as:
Additionally, we assume that failures that may appear for some components may influence other components’ failures. For that reason, we have implemented a component failure factor
which can be described as:
where:
k is the number of components that a given component may influence;
n is the total number of components.
The system severity
we can define as the ability to perform the intended task. We assume that risk assessment is evaluated primarily by severity
Se, which can be expressed as:
The severity is valued with numbers 1–15.
The occurrence
O we define as an estimator of failure for corresponding components. We assumed that the main contributor to the likelihood of component failure is the number of functions (
factor) the component realizes with modification factors
:
where:
The factors above arise from the analysis of fluid power components [
10], which states that the reliability of fluid power components depends on:
Each modification factor has equal weight and may reach a maximal value equal to 0.25. The function factor maximal value is 4. The evaluation of all mentioned factors can be set arbitrarily and then renormalized to the required range.
Since the mentioned study defines failure rate, it was necessary to introduce a corrective factor , which allows distinguishing failures which occur during regular operation or in other circumstances. The coefficient is valued in the following way:
The detection D has been defined and evaluated in the following way:
detection of failure is almost certain: 1;
detection is very high: 2;
detection is high: 3;
detection is moderately high: 4;
detection is moderate: 5;
detection is low: 6;
detection is very low: 7;
detection is remote: 8;
detection is very remote: 9;
detection is nearly not possible: 10.
According to our primary hypothesis, the risk assessment is realized based on severity , which defines whether the system is able to perform intended tasks. The prioritization of failures inside task failures is performed by product occurrence O and detection D.
3. Case Study
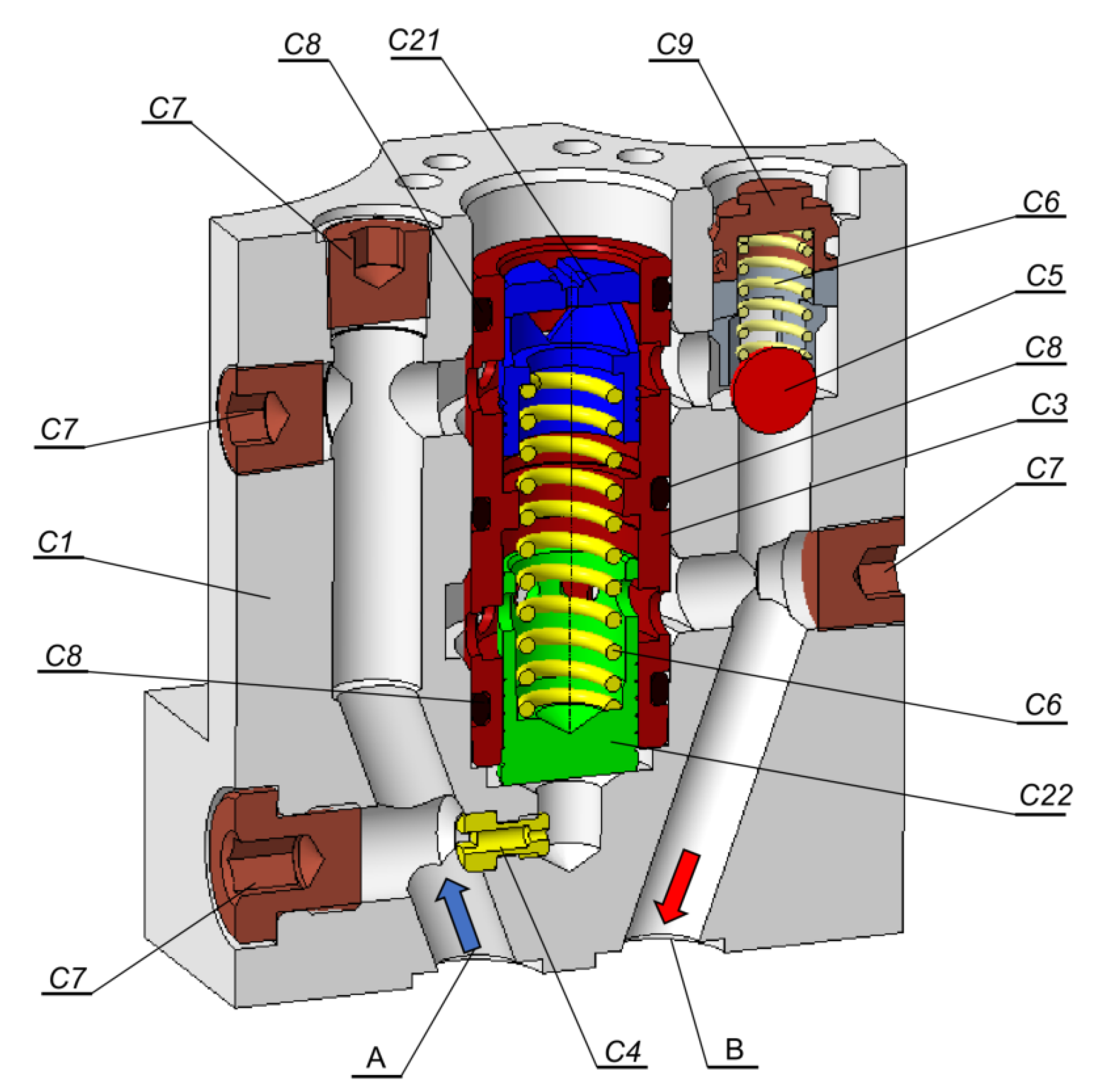
The investigated fluid power component is a two-way flow control valve presented in
Figure 1. The valve’s purpose is to maintain a constant flow rate regardless of the pressure difference between ports A and B. When the pressure line is connected to port A, the flow rate is controlled by the throttling gap between piston C21 and sleeve C3. The solenoid sets the gap by setting the position of the piston C21. The constant flow rate is provided by a pressure compensator (piston C22 and nozzle C4).
We can distinguish the following components whose failure will disturb the main task of the valve:
body ();
piston 1 ();
piston 2 ();
sleeve ();
nozzle ();
spring ();
plug ();
sealing ring ().
The following components, when failures occur, may still complete the primary task but with some limitations:
ball ();
check valve seat ();
oil (), it should be understood as a component that transfers pressure energy.
Failures that leave the valve unable to perform the task are:
Failures that still allow the valve to perform the task but with a major degradation are:
Failures that still allow the valve to perform the task but with a minor degradation are the same as the aforementioned. The factor which defines whether the failure belongs to major or minor degradation is its intensity. For simplicity, we will not consider failures with minor degradation. Functions that are performed by individual components are presented in
Table 2.
Task failures for the corresponding components are presented in
Table 3.
5. Discussion
The ranking method in this study allowed for the segregation of those failures that can potentially occur and leave the valve component unable to perform the intended task. However, some failures have the same value of severity (
) inside the assumed categories. The adopted product of occurrence (O) and detection (D) as an additional evaluating criterion did not allow for distinguishing their ranks. This indicates that another factor apart from those presented in this study would need to be employed. Another solution might be a modification of the detection factor (D), which remained unchanged, and problems with uncertainties related to linguistic conversion to quantitative data remain relatively high. The presented method uses factors based on failure history and research of similar but not strictly identical objects; therefore, it is suitable during the design process or initial stage of failure analysis. Additionally, it can be combined with other tools and methods such as root cause analysis (RCA) or fault tree analysis (FTA). As was mentioned earlier, a ranking for failures with minor degradation of the valve’s intended function is the same as for major degradation. The only difference is the intensity of failure. As the majority of failures in
Table 5 are caused during the normal operational condition, it is certain the degradation of the valve’s main task will depend on the intensity of wear or erosion of valve components.
Another feature that can be observed is the source of the failures which stop the valve from performing its task. All of those failures are mainly caused during assembling, maintenance work, or operation outside specifications. Analogously, those failures which cause major or minor degradation of the valve are mainly produced during normal operation.
The presented method can be easily extended to any fluid power components, however, we are unable to perform FMEA for electrical/electronic components. It can be used only for purely mechanical or hydromechanical components. Proposed subfactors in occurrence (O) were defined only as typical for mechanical or hydromechanical failures.
The severity values can be set arbitrary with any values; the proposed methods only prioritize failures for related components inside categorized failures on those which stop the valve from performing its task and those which cause a major or minor malfunction.
Comparison with the Traditional FMEA Risk Assessment
The
Table 6 presents a risk analysis using the traditional approach for selected failures and related components by invited experts. The risk has been expressed as the RPN (product of severity (S), occurrence (O), and detection (D)) and by using action priority (AP).
According to the table, the highest RPN value was reached for failure wear and erosion for the components pistons 1 and piston 2 . For both, the action priority (AP) is high (H). This is overestimating those failures, which can cause a major or minor malfunction in the valve. In contrast, the failure fracture for the body and thread stripping for plug are underestimated. Their RPN values are lower than other failures, and action priority (AP) is low (L). Those failures, when they occur, stop the valve’s operation.
6. Conclusions
Despite the continuous improvement of FMEA and its new standards, many problems remain unresolved. The proposal of risk assessment presented in this paper and the assessment of the likelihood of potential defects allows minimizing the uncertainty of the gathered data.
The proposed method categories failures and relevant components in the aspect of their influence on the ability to perform the intended task. The method presented in this paper is universal and can be used in any component of the fluid power system.
The proposed method also identifies failures that can cause critical failure to the system, which would be neglected by the traditional FMEA method or even the latest one implemented in the industry.
The proposed methods do not require computationally extensive tools or simulational methods. In principle, it is very similar to the traditional FMEA method. The proposed failures and component categorization make it so the proposed method can be adjusted to individual needs and valued with arbitrary weights.
The presented method has shown its superiority over the recent AIAG and VDA FMEA standard and the traditional FMEA framework. Some of the failures that can occur on main valve components would not be recognized as critical to the system.
An extension of the presented method might be a redefinition of the detection factor to minimize the still relatively high uncertainties and implement new risk factors such as the cost of manufacturing or repairs.







{kind=link}