
Simulation Study on the Performance of an Enhanced Vapor-Injection Heat-Pump Drying System
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Model Establishment
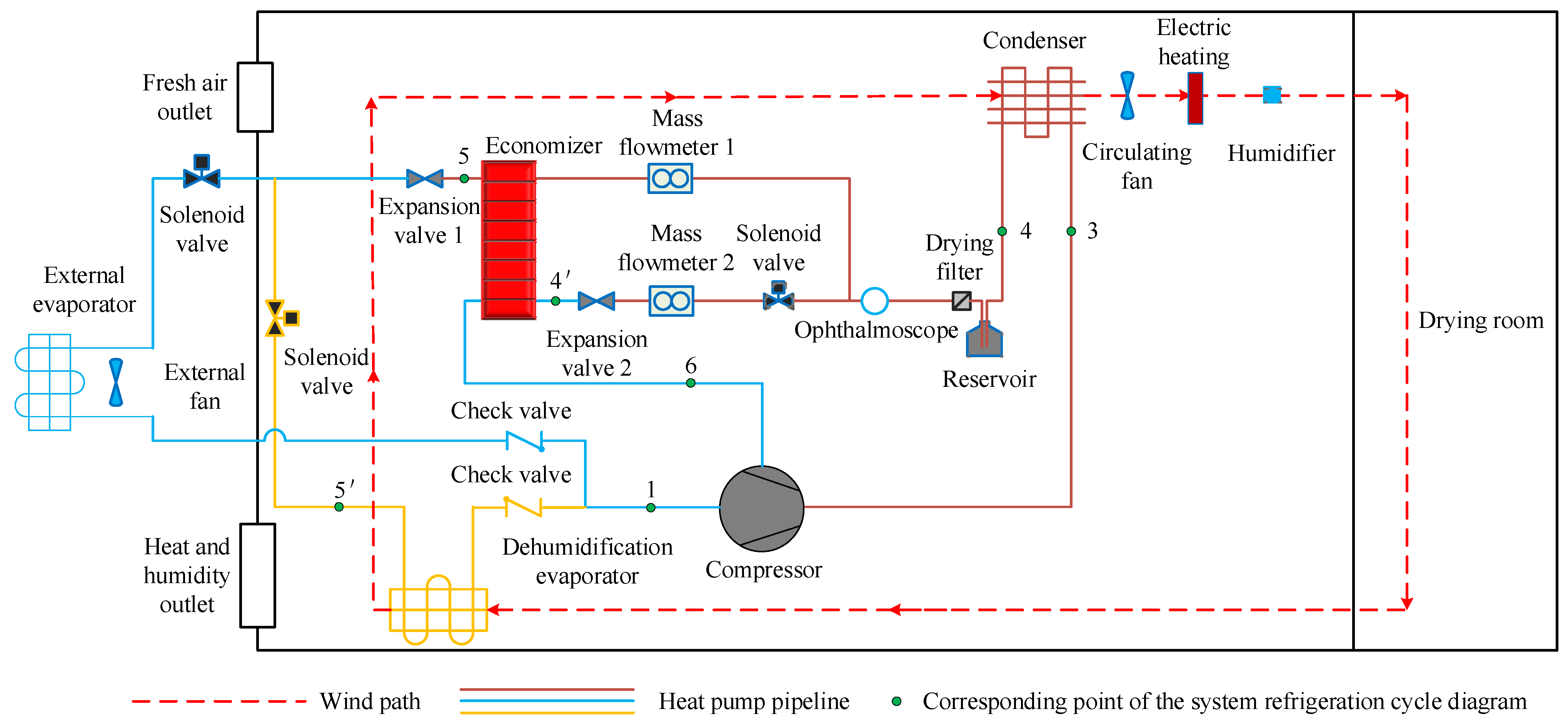
2.1. System Principles
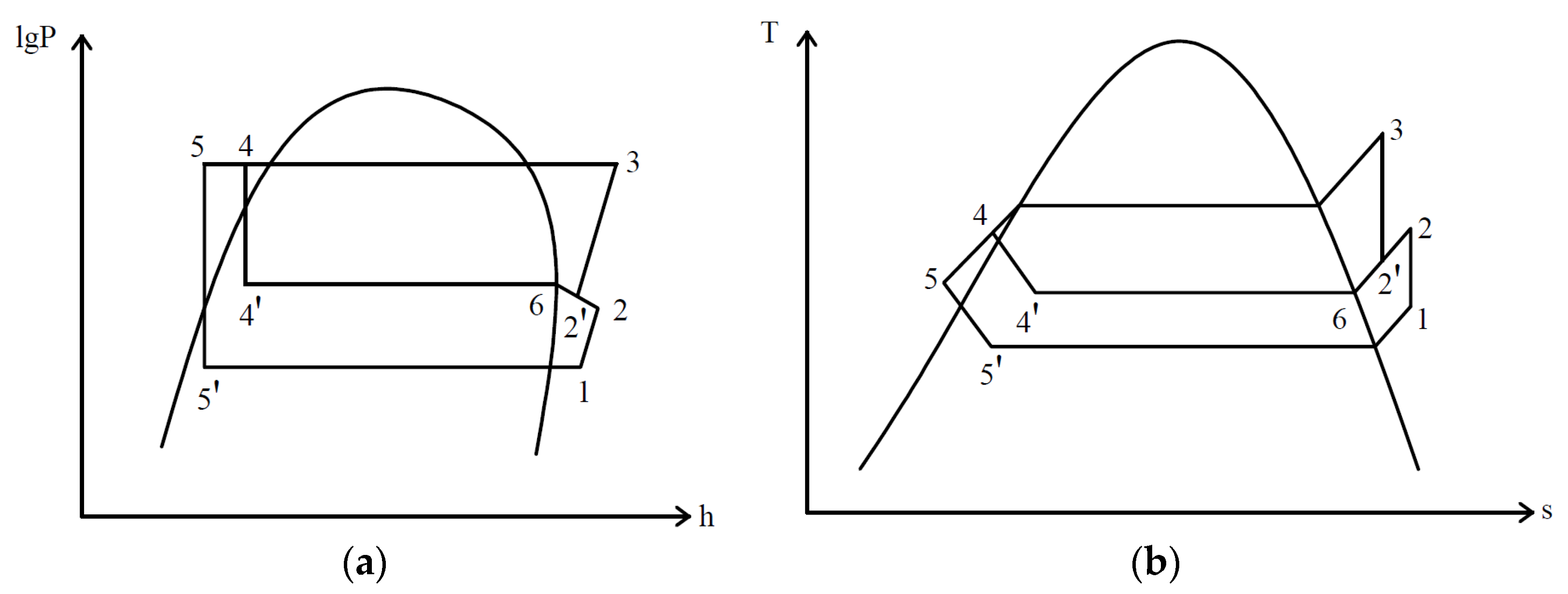
2.2. Thermodynamic Cycle Analysis
2.3. Compressor Model
2.4. Expansion Valve Model
2.5. Finned Heat-Exchanger Model
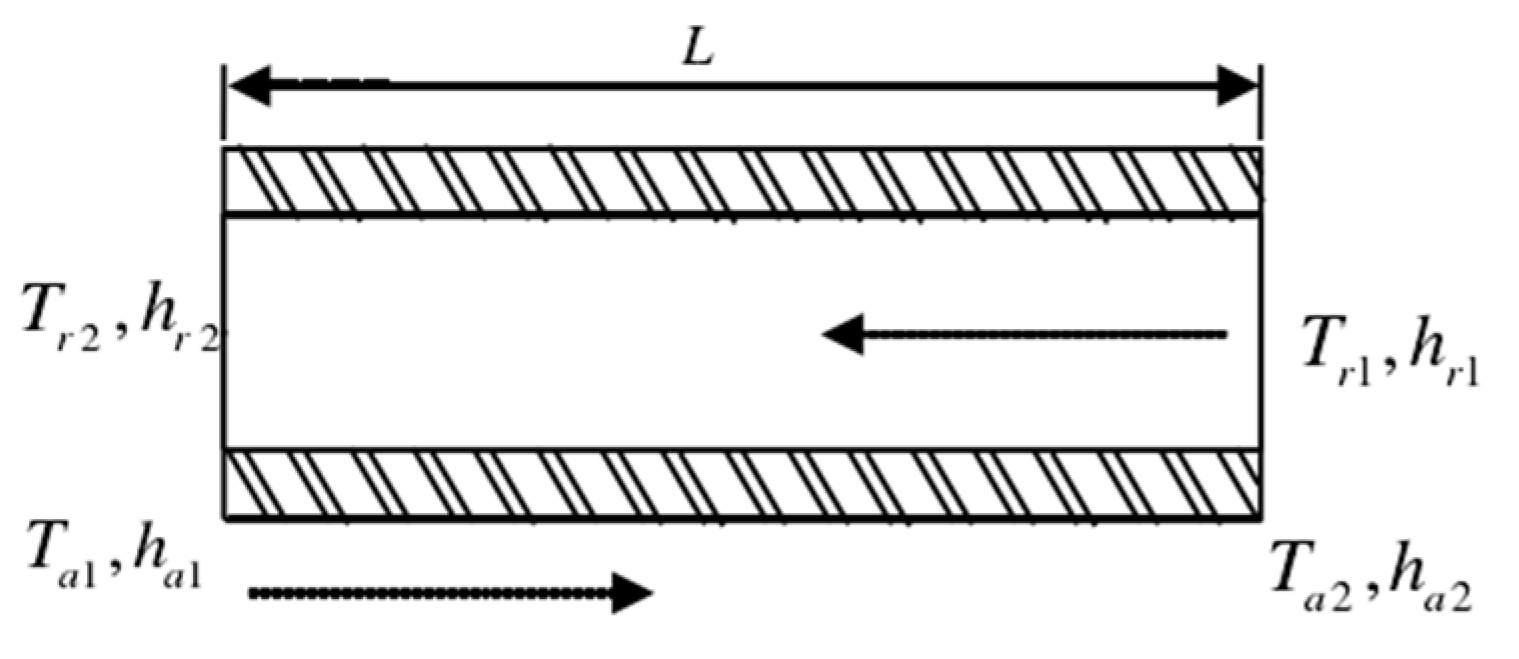
2.5.1. Heat Transfer on the Refrigerant Side
- Single-Phase Regionwhere mh is the mass flow rate of refrigerant flowing through the heat-exchanger, kg/s; hh is the enthalpy value of the import and exported refrigerant in the heat-exchanger, kJ/kg; Tw is copper tube wall temperature, °C; Thm is the average refrigerant temperature of the heat-exchanger, °C; and Ai is the heat-transfer area, m2.
- Two-Phase Region
2.5.2. Heat Transfer on the Air Side
- Heat-Transfer Coefficient under Dry Conditions
- Heat-Transfer Coefficient under Wet Conditions
2.6. Economizer Model
2.7. Wet Air Model
2.8. Heat-Pump System and Wet Air Model Solution
3. Analysis and Discussion of Simulation Results
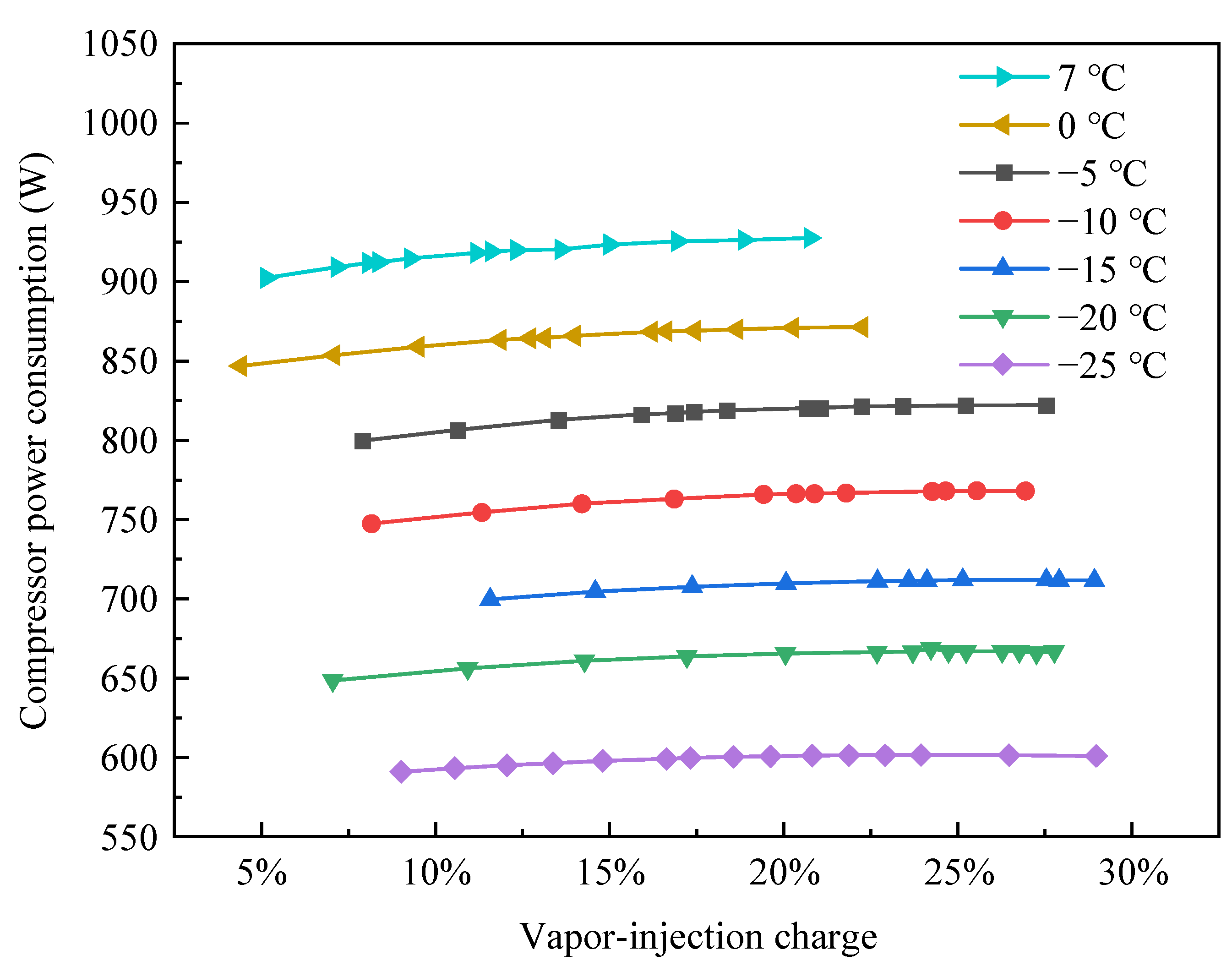
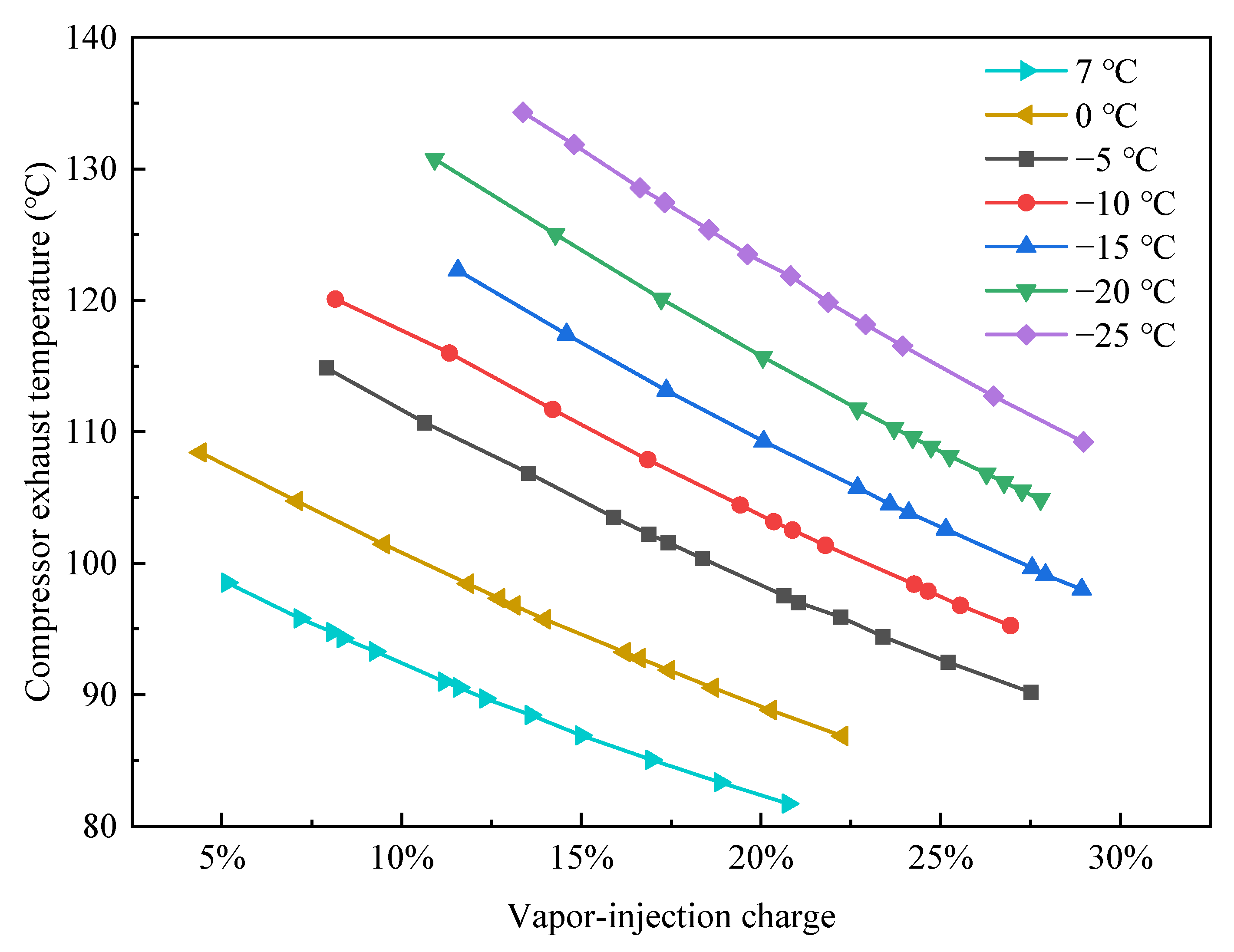
3.1. Variation of System Performance with the Vapor-Injection Charge at Different Evaporation Temperatures
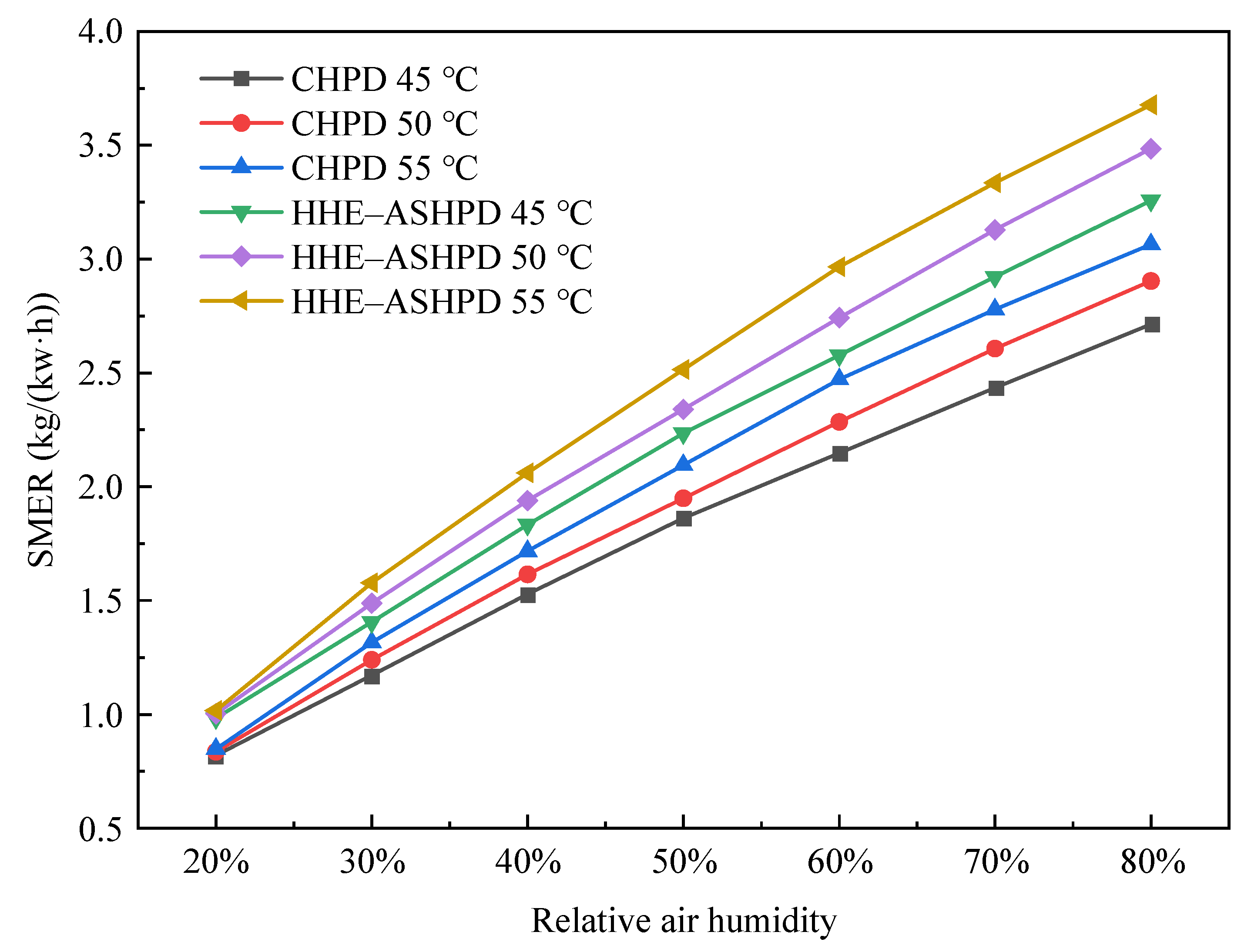
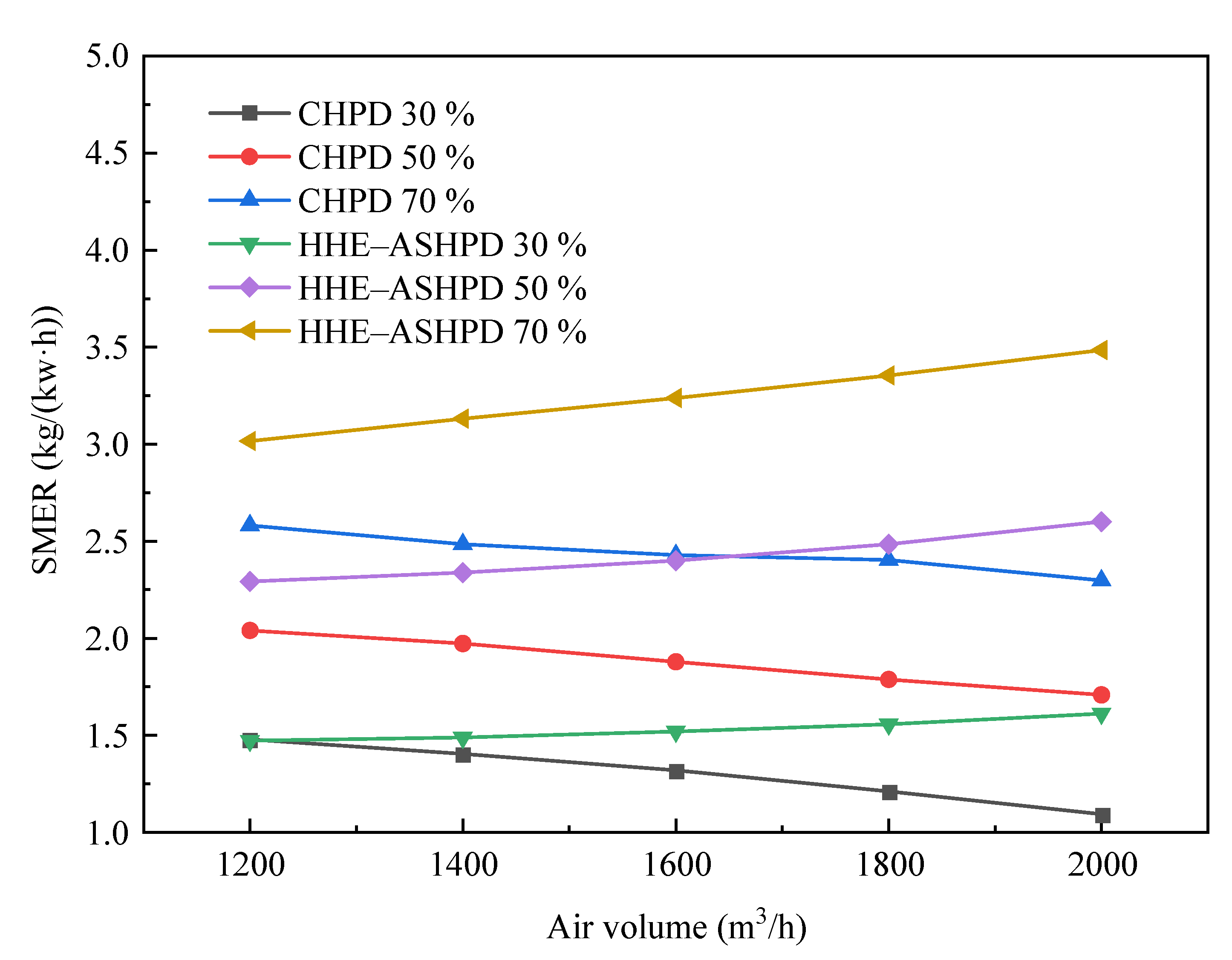
3.2. Effects of Various Air Circulation Modes on the Effectiveness of the System’s Dehumidification
4. Summary
- (1)
- The HHE–ASHPD system increased vapor-injection technology lowers the compressor discharge temperature while raising heating capacity and COP. The intermediate pressure of the system is positively correlated with the vapor-injection charge, and as the evaporation temperature drops, so does the intermediate pressure;
- (2)
- For different evaporation temperatures, the HHE–ASHPD system has a suitable vapor-injection charge to cause the system to perform at its best. When the evaporation temperature is higher than 0 °C, the optimal vapor-injection charge of the system is 12.3~13.9%. When the evaporation temperature is −15~0 °C, the optimal vapor-injection charge of the system is 13~20%. When the evaporation temperature is lower than −15 °C, the optimal vapor-injection charge of the system is 20~24%;
- (3)
- Under the condition of the same air volume and different air temperatures, the SMER of the heat-pump system increases gradually with the increase in air relative humidity, and the influence of relative air humidity on dehumidification capacity is greater than that of air temperature. Under the same temperature and humidity conditions, the SMER of the HHE–ASHPD system is greater than that of the CHPD system. Under the condition of the same air temperature and different air volume, the dehumidification efficiency of the CHPD system decreases with the increase in humidity, while the dehumidification efficiency of the HHE–ASHPD system increases with the increase in humidity.
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| CHPD | Closed heat-pump drying |
| COP | Coefficient of Performance |
| HHE–ASHPD | Heat and humidity exhausted air source heat-pump drying |
| SAHPD | Solar-assisted heat-pump desiccators |
| SD | Solar desiccators |
| SMER | Specific moisture-extraction rate (kg/(kW·h) |
| Symbols | |
| a | Injection ratio |
| A | Area (m2) |
| B | Ambient atmospheric pressure (MPa) |
| c | Constant |
| C | Mass flow coefficient |
| h | Enthalpy value (kJ/kg) |
| m | Mass flow rate (kg/s) |
| P | Pressure (MPa) |
| T | Temperature (°C) |
| v | Specific volume (m3/kg) |
| W | Power consumption (kW) |
| Greek Letters | |
| ξ | Moisture-separation coefficient |
| ρ | Density (kg/m3) |
| α | Heat-transfer coefficient (W/(m2·°C)) |
| Subscripts | |
| a | Wet air |
| c | Condensation |
| e | Evaporation |
| h | Heat-exchanger |
| in | Inlet |
| l | Wet air |
| out | Outlet |
| w | Wall |
References
- Minea, V. Drying heat pumps—Part II: Agro-food, biological and wood products. Int. J. Refrig. 2013, 36, 659–673. [Google Scholar] [CrossRef]
- Mujumdar, A.S.; Zhonghua, W. Thermal Drying Technologies—Cost-Effective Innovation Aided by Mathematical Modeling Approach. Dry. Technol. Int. J. 2008, 26, 145–153. [Google Scholar] [CrossRef]
- Chua, K.J.; Mujumdar, A.S.; Hawlader, M.N.; Chou, S.K.; Ho, J.C. Batch drying of banana pieces–effect of stepwise change in drying air temperature on drying kinetics and product colour. Food Res. Int. 2001, 34, 721–731. [Google Scholar] [CrossRef]
- Wen, X.; Li, W.; Li, W.; Chen, W.; Zhang, Z.; Wu, D.; Yang, Y. Quality characteristics and non-volatile taste formation mechanism of Lentinula edodes during hot air drying. Food Chem. 2022, 393, 133378. [Google Scholar] [CrossRef] [PubMed]
- Moreno, Á.H.; Aguirre, Á.J.; Maqueda, R.H.; Jiménez, G.J.; Miño, C.T. Effect of temperature on the microwave drying process and the viability of amaranth seeds. Biosyst. Eng. 2022, 215, 49–66. [Google Scholar] [CrossRef]
- Wu, X.; Zhang, M.; Li, Z. Influence of infrared drying on the drying kinetics, bioactive compounds and flavor of Cordyceps militaris. LWT 2019, 111, 790–798. [Google Scholar] [CrossRef]
- Xu, X.; Zhang, L.; Feng, Y.; Zhou, C.; Yagoub, A.E.A.; Wahia, H.; Ma, H.; Zhang, J.; Sun, Y. Ultrasound freeze-thawing style pretreatment to improve the efficiency of the vacuum freeze-drying of okra (Abelmoschus esculentus (L.) Moench) and the quality characteristics of the dried product. Ultrason. Sonochem. 2021, 70, 105300. [Google Scholar] [CrossRef]
- Gu, C.; Ma, H.; Tuly, J.A.; Guo, L.; Zhang, X.; Liu, D.; Ouyang, N.; Luo, X.; Shan, Y. Effects of catalytic infrared drying in combination with hot air drying and freeze drying on the drying characteristics and product quality of chives. LWT 2022, 161, 113363. [Google Scholar] [CrossRef]
- Zhang, M.; Tang, J.; Mujundar, A.S.; Wang, S. Trends in microwave-related drying of fruits and vegetables. Trends Food Sci. Technol. 2006, 17, 524–534. [Google Scholar] [CrossRef]
- Guo, Y.; Wu, B.; Guo, X.; Ding, F.; Pan, Z.; Ma, H. Effects of power ultrasound enhancement on infrared drying of carrot slices: Moisture migration and quality characterizations. LWT 2020, 126, 109312. [Google Scholar] [CrossRef]
- Ma, Y.; Wu, X.; Zhang, Q.; Giovanni, V.; Meng, X. Key composition optimization of meat processed protein source by vacuum freeze-drying technology. Saudi J. Biol. Sci. 2018, 25, 724–732. [Google Scholar] [CrossRef] [PubMed]
- Abhay, M.; Valentina, S.; Savvas, A.T. A systematic review on the recent advances of the energy efficiency improvements in non-conventional food drying technologies. Trends Food Sci. Tech. 2020, 100, 67–76. [Google Scholar]
- Colak, N.; Hepbasli, A. A review of heat pump drying: Part 1—Systems, models and studies. Energy Convers. Manag. 2009, 50, 2180–2186. [Google Scholar] [CrossRef]
- Zhu, M.; Wang, Z.; Zhang, H.; Sun, X.; Dou, B.; Wu, W.; Zhang, G.; Jiang, L. Experimental investigation of the comprehensive heat transfer performance of PCMs filled with CMF in a heat storage device. Int. J. Heat Mass. Tran. 2022, 188, 122582. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, H.; Dou, B.; Zhang, G.; Wu, W.; Zhou, X. Effect of copper metal foam proportion on heat transfer enhancement in the melting process of phase change materials. Appl. Therm. Eng. 2022, 201, 117778. [Google Scholar] [CrossRef]
- Ng, M.X.; Tham, T.C.; Gan, S.H.; Chua, L.S.; Aziz, R.; Baba, M.R.; Abdullah, L.C.; Chin, N.L.; Ong, S.P.; Law, C.L. Clinacanthus nutans Lindau: Effects of drying methods on the bioactive compounds, color characteristics, and water activity. Dry Technol. 2017, 36, 7372017–7373937. [Google Scholar] [CrossRef]
- Chua, K.J.; Chou, S.K.; Yang, W.M. Advances in heat pump systems: A review. Appl. Energy 2010, 87, 3611–3624. [Google Scholar] [CrossRef]
- Saha, B.; Bucknall, M.; Arcot, J.; Driscoll, R. Derivation of two layer drying model with shrinkage and analysis of volatile depletion during drying of banana. J. Food Eng. 2018, 226, 42–52. [Google Scholar] [CrossRef]
- Wang, D.; Cao, X.; Li, X.; Li, Y.; Wang, X. Experimental investigation of a part air dehumidification cascade-like heat pump drying system. Int. J. Refrig. 2021, 131, 235–243. [Google Scholar] [CrossRef]
- Perna, R.; Abela, M.; Mameli, M.; Mariotti, A.; Pietrasanta, L.; Marengo, M.; Filippeschi, S. Flow characterization of a pulsating heat pipe through the wavelet analysis of pressure signals. Appl. Therm. Eng. 2020, 171, 115128. [Google Scholar] [CrossRef]
- Yu, Q.; Ming, L.; Reda, H.E.H.; Wang, Y.; Luo, X.; Yu, Q. Performance and operation mode analysis of a heat recovery and thermal storage solar-assisted heat pump drying system. Sol. Energy 2016, 137, 225–235. [Google Scholar]
- Salih, C.; İbrahim, D.; Cüneyt, T.; Erdoğan, S. Investigation of drying kinetics of tomato slices dried by using a closed loop heat pump dryer. Heat Mass Transf. 2017, 53, 1863–1871. [Google Scholar]
- Jeyaprakash, S.; Frank, D.C.; Driscoll, R.H. Influence of heat pump drying on tomato flavor. Dry Technol. 2016, 34, 1709–1718. [Google Scholar] [CrossRef]
- Yahya, M.; Fudholi, A.; Hafizh, H.; Sopian, K. Comparison of solar dryer and solar-assisted heat pump dryer for cassava. Sol. Energy 2016, 136, 606–613. [Google Scholar] [CrossRef]
- Hao, W.; Zhang, H.; Liu, S.; Mi, B.; Lai, Y. Mathematical modeling and performance analysis of direct expansion heat pump assisted solar drying system. Renew. Energy 2021, 165, 77–87. [Google Scholar] [CrossRef]
- Chua, K.J.; Chou, S.K.; Ho, J.C.; Mi, B.; Lai, Y. Heat pump drying: Recent developments and future trends. Dry Technol. 2002, 20, 1579–1610. [Google Scholar] [CrossRef]
- Du, A.; Long, J. Heating performance of a novel two-stage evaporator air-source heat-pump for drying applications. Dry Technol. 2022, 40, 1356–1368. [Google Scholar] [CrossRef]
- Direk, M.; Tunckal, C.; Yuksel, F. Comparative performance analysis of experimental frigorific air conditioning system using R-134a and HFO-1234yf as a refrigerant. Therm. Sci. 2016, 20, 2065–2072. [Google Scholar] [CrossRef] [Green Version]
- Nhut, L.M.; Hien, H.T.T.; Park, Y.C. A Study on the Effect of the Weather Conditions on the Performance of the Solar Assisted Heat Pump Drying System for Red Chili. In Proceedings of the 2019 International Conference on System Science and Engineering (ICSSE), Dong Hoi, Vietnam, 19–21 July 2019. [Google Scholar]
- AHRI Standard 540; Performance Rating of Positive Displacement Refrigerant Compressors and Compressor Units. AHRI Standard: Arlington, TX, USA, 2015.
- Wil, D.D. The measurement of expansion valve capacity. Refrig. Eng. 1935, 8, 1–81. [Google Scholar]
- Turaga, M.; Guy, R.W. Refrigerant side heat transfer and pressure drop estimates for direct expansion coils. Int. J. Refrig. 1985, 8, 134–142. [Google Scholar] [CrossRef]
- Xu, S.; Ma, G.; Liu, Q.; Liu, Z. Experiment study of an enhanced vapor injection refrigeration/heat pump system using R32. Int. J. Therm. Sci. 2013, 68, 103–109. [Google Scholar]
- Gorbunova, A.; Korablev, V.A.; Zarichnyak, Y. Calculation of thermophysical properties of slab laser multi-component gas medium. J. Sci. Tech. Inf. Technol. Mech. Opt. 2020, 126, 277–282. [Google Scholar]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, S.; Liu, Y.; Meng, Z.; Zhai, S.; Hu, K.; Zhang, F.; Zhou, D. Simulation Study on the Performance of an Enhanced Vapor-Injection Heat-Pump Drying System. Energies 2022, 15, 9542. https://doi.org/10.3390/en15249542
Dong S, Liu Y, Meng Z, Zhai S, Hu K, Zhang F, Zhou D. Simulation Study on the Performance of an Enhanced Vapor-Injection Heat-Pump Drying System. Energies. 2022; 15(24):9542. https://doi.org/10.3390/en15249542
Chicago/Turabian StyleDong, Suiju, Yin Liu, Zhaofeng Meng, Saina Zhai, Ke Hu, Fan Zhang, and Dong Zhou. 2022. "Simulation Study on the Performance of an Enhanced Vapor-Injection Heat-Pump Drying System" Energies 15, no. 24: 9542. https://doi.org/10.3390/en15249542