
Development of Hybrid Membrane Systems for Highly Mineralized Waste Utilization in the Power Industry

 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
3. Results
- -
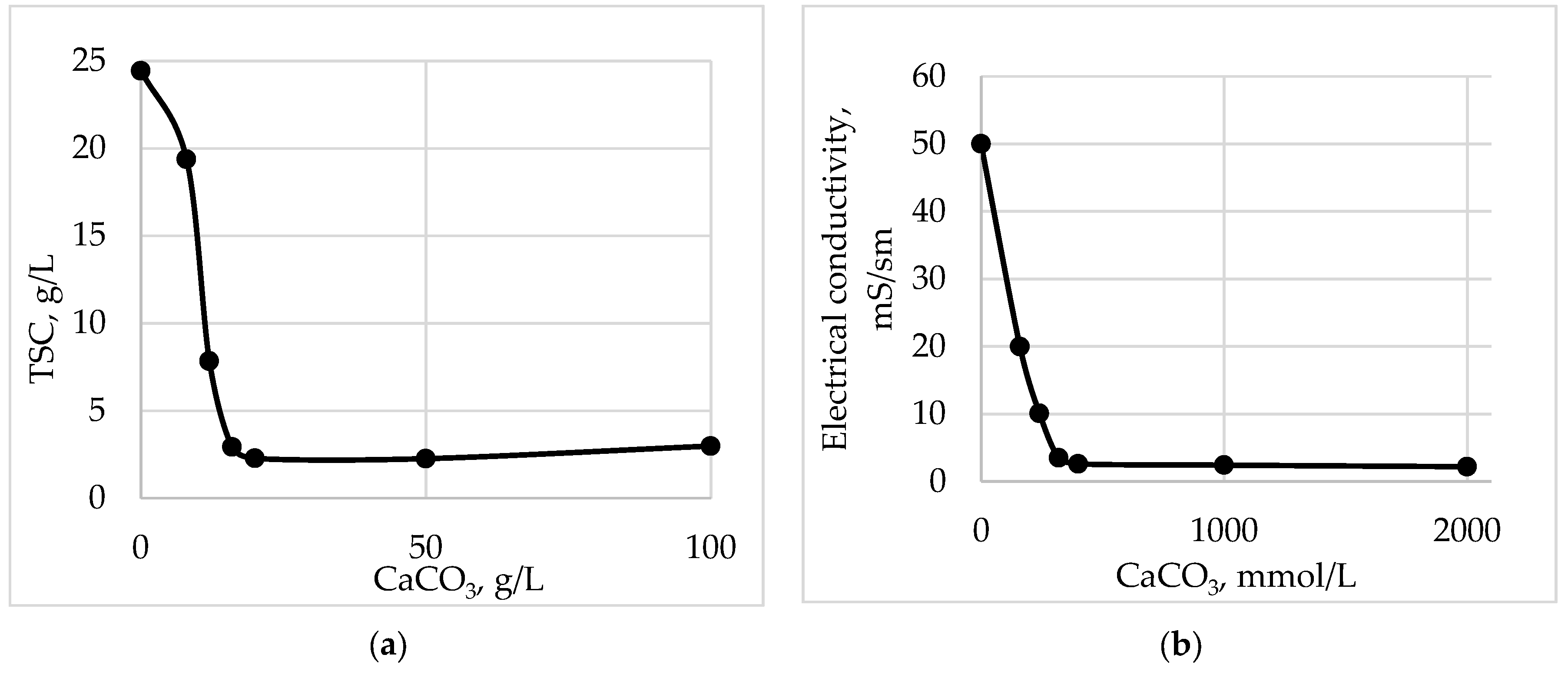
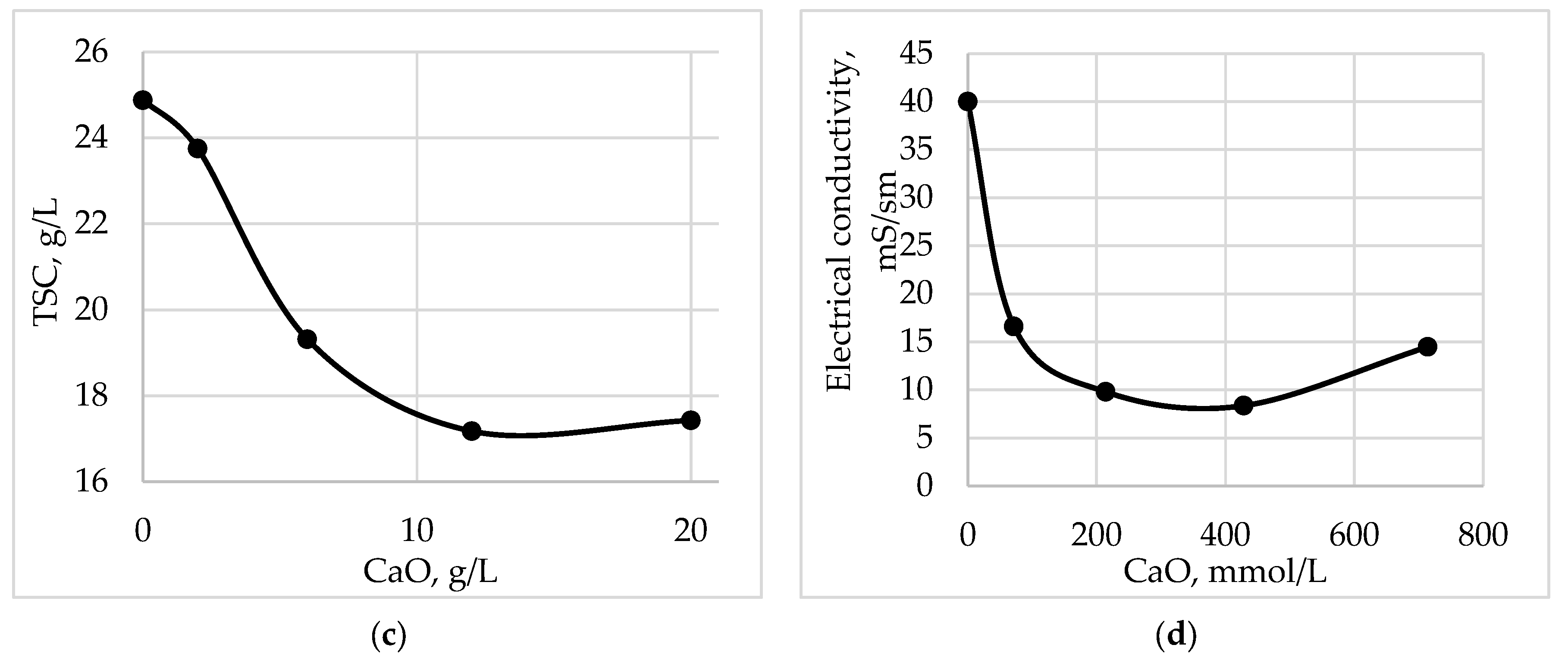
- ACWR with a high content of hardness ions and sulfates is subjected to preliminary liming and dehydration in a filter press to precipitate gypsum;
- -
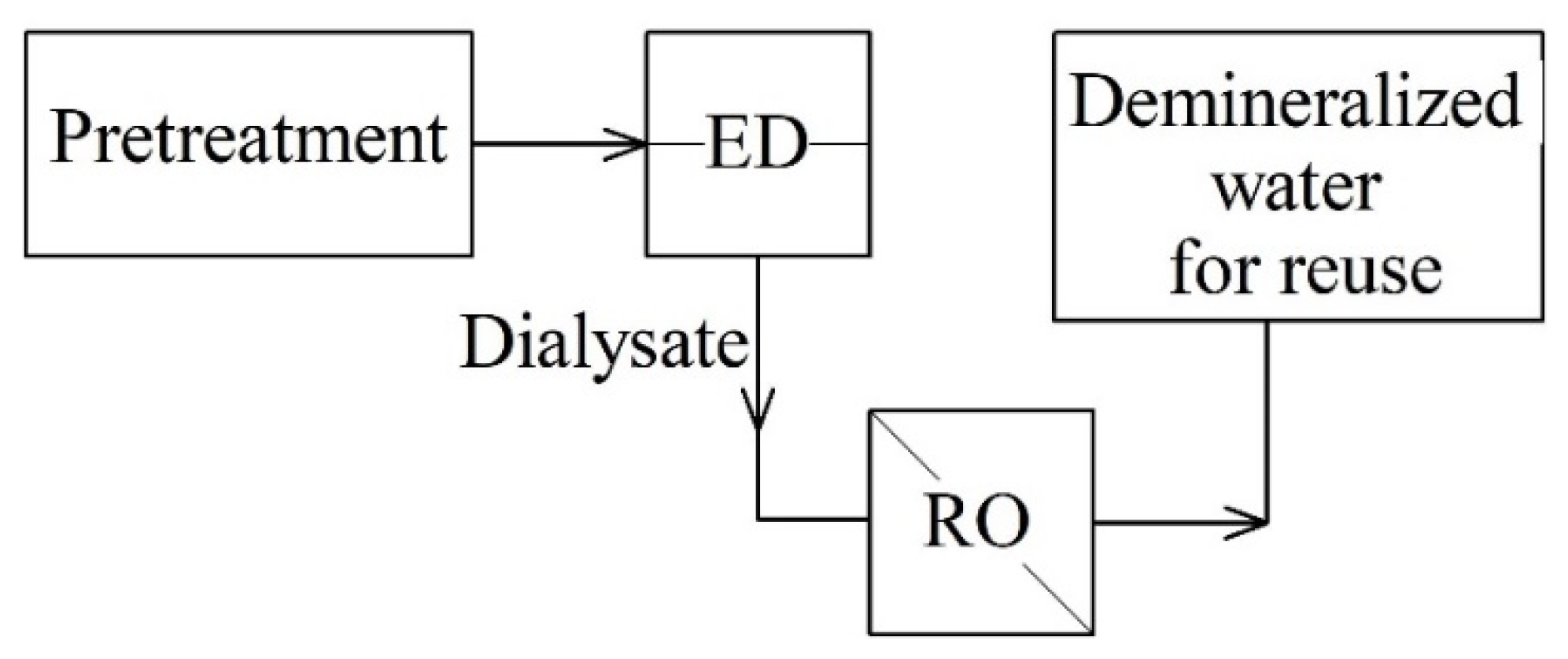
- ALWR is sent for electrodialysis if the electrical conductivity is less than 40 mS/cm for separation into a contaminated concentrate and a purified dialysate;
- -
- If the electrical conductivity of ALWR is more than 40 mS/cm, then it is mixed in a neutralizer tank with limed ACWR;
- -
- The concentrate after electrodialysis is sent to the neutralization tank for mixing with limed ACWR and the purified dialysate is sent as the source water of the ion-exchange water treatment plant;
- -
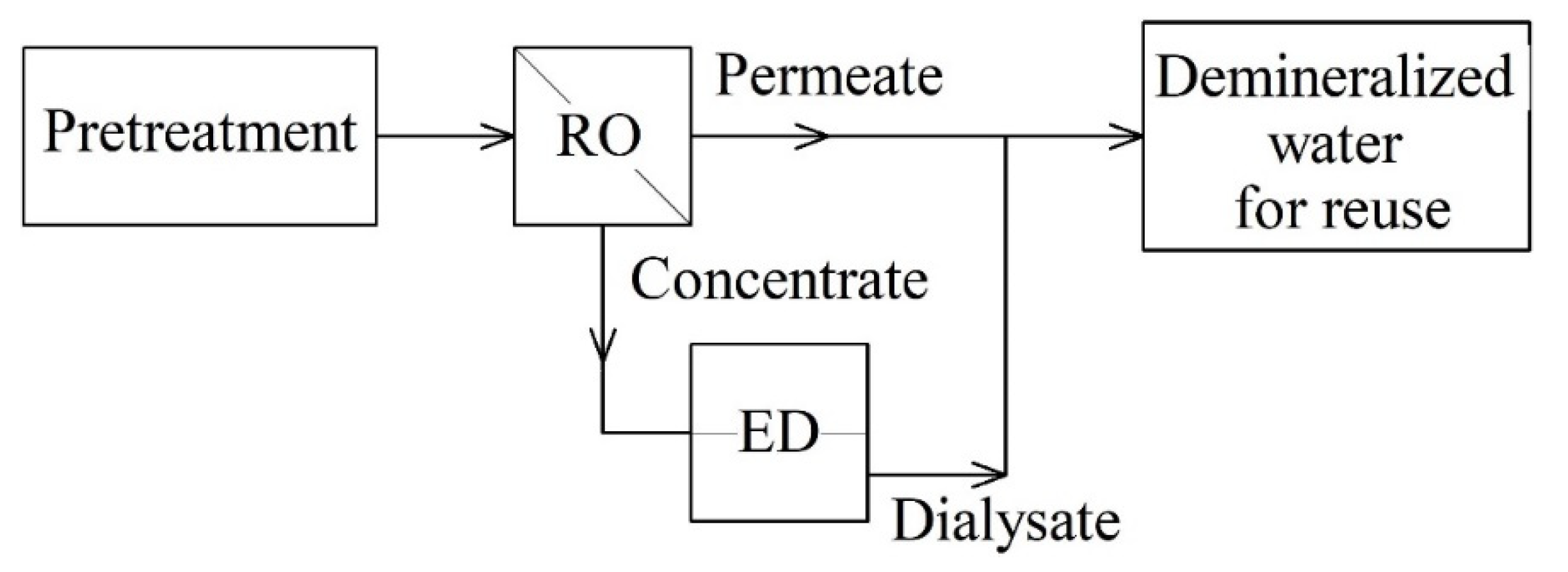
- After the neutralizer tank, the neutralized concentrated acidic and alkaline WRs pass sequentially through a mechanical and carbon filter, and then baromembrane system—nanofiltration and reverse osmosis;
- -
- The concentrate of the baromembrane plant, which is mainly sodium salts, can be reused for the regeneration of Na-cation exchange filters, or evaporated to obtain a distillate and a dry residue, and the reverse osmosis permeate is sent to the water treatment plant as source water.
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| ED | electrodialysis |
| RO | reverse osmosis |
| ZLD | zero liquid discharge |
| NF | nanofiltration |
| TPPs | thermal power plants |
| ACWR | acidic waste regeneration solutions |
| ALWR | alkaline waste regeneration solutions |
| WTP | water treatment plant |
| TSC | total salt content |
References
- Zhang, L.; Ma, P.; Dai, L.; Li, S.; Yu, W.; Guan, J. In situ crystallization and growth of TiO2 nanospheres between MXene layers for improved adsorption and visible light photocatalysis. Catal. Sci. Technol. 2021, 11, 3834–3844. [Google Scholar] [CrossRef]
- Garrido-Cardenas, J.A.; Esteban-García, B.; Agüera, A.; Sánchez-Pérez, J.A.; ManzanoAgugliaro, F. Wastewater treatment by advanced oxidation process and their worldwide research trends. Int. J. Environ. Res. Public Health 2020, 17, 170. [Google Scholar] [CrossRef]
- Zhu, D.; Zhou, Q. Action and mechanism of semiconductor photocatalysis on degradation of organic pollutants in water treatment: A review. Environ. Nanotechnol. Monit. Manag. 2019, 12, 100255. [Google Scholar] [CrossRef]
- Babu, S.G.; Karthik, P.; John, M.C.; Lakhera, S.K.; Ashokkumar, M.; Khim, J.; Neppolian, B. Synergistic effect of sono-photocatalytic process for the degradation of organic pollutants using CuO-TiO2/rGO. Ultrason. Sonochem. 2019, 50, 218–223. [Google Scholar] [CrossRef]
- Khasawneh, O.F.S.; Palaniandy, P. Photocatalytic degradation of pharmaceuticals using TiO2 based nanocomposite catalyst-review. Civ. Environ. Eng. Rep. 2019, 29, 1–33. [Google Scholar] [CrossRef]
- Ahmed, S.; Rasul, M.; Martens, W.N.; Brown, R.; Hashib, M. Advances in heterogeneous photocatalytic degradation of phenols and dyes in wastewater: A review. Water Air Soil Pollut. 2011, 215, 3–29. [Google Scholar] [CrossRef]
- Rochkind, M.; Pasternak, S.; Paz, Y. Using dyes for evaluating photocatalytic properties: A critical review. Molecules 2015, 20, 88–110. [Google Scholar] [CrossRef]
- McGovern, R.K.; Zubair, S.M.; Lienhard, J.H. Hybrid electrodialysis reverse osmosis system design and its optimization for treatment of highly saline brines. IDA J. Desalination Water Reuse 2014, 6, 15–23. [Google Scholar] [CrossRef]
- Li, W.; Krantz, W.B.; Cornelissen, E.R.; Post, J.W.; Verliefde, A.R.D.; Tang, C.Y. A novel hybrid process of reverse electrodialysis and reverse osmosis for low energy seawater desalination and brine management. Appl. Energy 2013, 104, 592–602. [Google Scholar] [CrossRef]
- McGovern, R.K.; Zubair, S.M.; Lienhard, V.J.H. The benefits of hybridising electrodialysis with reverse osmosis. J. Membr. Sci. 2014, 469, 326–335. [Google Scholar] [CrossRef]
- Al-Anzi, B.S.; Al-Rashidi, A.; Litty, A.; Fernandes, J.; Al-Sheikh, A.; Alhazza, A. Brine management from desalination plants for salt production utilizing high current density electrodialysis-evaporator hybrid system: A case study in Kuwait. Desalination 2021, 498, 114760. [Google Scholar] [CrossRef]
- Kolev, Z.D.; Kadirova, S.Y. Numerical Modelling of Heat Transfer in Convector’s Pipes by ABAQUS. IOP Conf. Ser. Mater. Sci. Eng. 2019, 595, 012006. [Google Scholar] [CrossRef]
- Havelka, J.; Fárová, H.; Jiříček, T.; Kotala, T.; Kroupa, J. Electrodialysis-based zero liquid discharge in industrial wastewater treatment. Water Sci. Technol. 2019, 79, 1580–1586. [Google Scholar] [CrossRef]
- Johannsen, P.; Karlapudi, R.; Reinhold, G. High pressure reverse osmosis for wastewater minimization and zero liquid discharge applications. Desalination 2006, 199, 84–85. [Google Scholar] [CrossRef]
- Neilly, A.; Jegatheesan, V.; Shu, L. Evaluating the potential for zero discharge from reverse osmosis desalination using integrated processes—A review. Desalination Water Treat. 2009, 11, 58–65. [Google Scholar] [CrossRef]
- Yaqub, M.; Lee, W. Zero-liquid discharge (ZLD) technology for resource recovery from wastewater: A review. Sci. Total Environ. 2019, 681, 551–563. [Google Scholar] [CrossRef] [PubMed]
- Walker, W.S.; Kim, Y.; Lawler, D.F. Treatment of model inland brackish groundwater reverse osmosis concentrate with electrodialysis—Part I: Sensitivity to superficial velocity. Desalination 2014, 344, 152–162. [Google Scholar] [CrossRef]
- Walker, W.S.; Kim, Y.; Lawler, D.F. Treatment of model inland brackish groundwater reverse osmosis concentrate with electrodialysis—Part II: Sensitivity to voltage application and membranes. Desalination 2014, 345, 128–135. [Google Scholar] [CrossRef]
- Walker, W.S.; Kim, Y.; Lawler, D.F. Treatment of model inland brackish groundwater reverse osmosis concentrate with electrodialysis—Part III: Sensitivity to composition and hydraulic recovery. Desalination 2014, 347, 158–164. [Google Scholar] [CrossRef]
- Filimonova, A.A. Electro-membrane technologies in energy and industry. Membr. Membr. Technol. 2020, 2, 221–229. [Google Scholar] [CrossRef]
- Medina, V.F.; Johnson, J.L.; Waisner, S.A.; Wade, R.; Mattei-Sosa, J. Development of a Treatment Process for Electrodialysis Reversal Concentrate with Intermediate Softening and Secondary Reverse Osmosis to Approach 98-Percent Water Recovery. J. Environ. Eng. 2015, 147, 04015002. [Google Scholar] [CrossRef]
- Generous, M.M.; Qasem, N.A.A.; Zubair, S.M. An innovative hybridization of electrodialysis with reverse osmosis for brackish water desalination. Energy Convers. Manag. 2021, 245, 114589. [Google Scholar] [CrossRef]
- Gurreri, L.; La Cerva, M.; Moreno, J.; Goossens, B.; Trunz, A.; Tamburini, A. Coupling of electromembrane processes with reverse osmosis for seawater desalination: Pilot plant demonstration and testing. Desalination 2022, 526, 115541. [Google Scholar] [CrossRef]
- Generous, M.M.; Qasem, N.A.A.; Akbar, U.A.; Zubair, S.M. Techno-economic assessment of electrodialysis and reverse osmosis desalination plants. Sep. Purif. 2021, 272, 118875. [Google Scholar] [CrossRef]
- Greenlee, L.F.; Lawler, D.F.; Freeman, B.D.; Marrot, B.; Moulin, P. Reverse osmosis desalination: Water sources, technology, and today’s challenges. Water Res. 2009, 43, 2317–2348. [Google Scholar] [CrossRef]
- Pandey, S.R.; Jegatheesan, V.; Baskaran, K.; Shu, L. Fouling in reverse osmosis (RO) membrane in water recovery from secondary effluent: A review. Rev. Environ. Sci. Biotechnol. 2012, 11, 125–145. [Google Scholar] [CrossRef]
- Xie, R.J.; Gomez, M.J.; Xing, Y.J.; Klose, P.S. Fouling assessment in a municipal water reclamation reverse osmosis system as related to concentration factor. J. Environ. Eng. Sci. 2004, 3, 61–72. [Google Scholar] [CrossRef]
- Feria-Díaz, J.J.; Correa-Mahecha, F.; López-Méndez, M.C.; Rodríguez-Miranda, J.P.; Barrera-Rojas, J. Recent Desalination Technologies by Hybridization and Integration with Reverse Osmosis: A Review. Water 2021, 13, 1369. [Google Scholar] [CrossRef]
- Patel, S.K.; Biesheuvel, P.M.; Elimelech, M. Energy Consumption of Brackish Water Desalination: Identifying the Sweet Spots for Electrodialysis and Reverse Osmosis. ACS ES&T Eng. 2021, 1, 851–864. [Google Scholar] [CrossRef]
- Schäfer, A.I.; Andritsot, N.; Karabelas, A.A.; Hoek, E.M.V.; Schneider, R.; Nyström, M. Nano-Filtration—Principle and Applications; Elsevier: Amsterdam, The Netherlands, 2005; pp. 1–543. [Google Scholar]
- Turek, M.; Mitko, K.; Laskowska, E.; Chorążewska, M.; Piotrowski, K.; Jakóbik-Kolon, A.; Dydo, P. Energy consumption and gypsum scaling assessment in a hybrid nanofiltration-reverse osmosis-electrodialysis system. Chem. Eng. Technol. 2018, 2, 392–400. [Google Scholar] [CrossRef]
- Venzke, C.D.; Giacobbo, A.; Klauck, C.R.; Viegas, C.; Hansen, E.; de Aquim, P.M.; Rodrigues, M.A.S.; Bernardes, A.M. Integrated membrane processes (EDR-RO) for water reuse in the petrochemical industry. J. Membr. Sci. Res. 2018, 4, 218–226. [Google Scholar] [CrossRef]
- Gurreri, L.; Tamburini, A.; Cipollina, A.; Micale, G. Electrodialysis Applications in Wastewater Treatment for Environmental Protection and Resources Recovery: A Systematic Review on Progress and Perspectives. Membranes 2020, 10, 146. [Google Scholar] [CrossRef] [PubMed]
- Seigworth, A.; Ludlum, R.; Reahl, E. Case study: Integrating membrane processes with evaporation to achieve economical zero liquid discharge at the Doswell Combined Cycle Facility. Desalination 1995, 102, 81–86. [Google Scholar] [CrossRef]
- Chichirov, A.A.; Chichirova, N.D.; Filimonova, A.A.; Minibaev, A.I.; Tolmachev, L.I. Electrodialysis concentration of highly mineralized wastes of water treatment plants modeling. IOP Conf. Ser. Earth Environ. Sci. 2019, 288, 012006. [Google Scholar] [CrossRef]
- Bordbar, B.; Khosravi, A.; Azin, R. A Review on Sustainable Hybrid Water Treatment Processes. In Proceedings of the 3rd International Biennial Conference on Oil, Gas, and Petrochemical Engineering, Bushehr, Iran, 28–30 December 2020. [Google Scholar]
- Valdés, H.; Saavedra, A.; Flores, M.; Vera-Puerto, I.; Aviña, H.; Belmonte, M. Reverse Osmosis Concentrate: Physicochemical Characteristics, Environmental Impact, and Technologies. Membranes 2021, 11, 753. [Google Scholar] [CrossRef] [PubMed]
- Hangzhou Lanran Technologe Co., Ltd. Membrane Manufacturer. 2023. Available online: http://lanran.com.cn/ (accessed on 20 July 2023).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hybrid System | Energy Consumption, kWh/m3 | Water Extraction, % | Concentrate | |
|---|---|---|---|---|
| Volume, m3 | TSC, g/L | |||
| RO | 2.76 | 42.6 | 0.574 | 60 |
| RO-ED | 7.77 | 81.1 | 0.188 | 182 |
| NF-RO | 3.93 | 41.2 | NF 0.250 RO 0.363 | NF 65.5 RO 49.7 |
| NF-RO-ED | 6.9 | 69.0 | 0.06 | 300 |
| Parameter | ACWR | Diluted ALWR | Concentrated ALWR |
|---|---|---|---|
| Electrical conductivity, mS/sm | 40 | 2.9 | 44.4 |
| SO42−, g/L | 19 | not measured | not measured |
| Hydrate alkalinity, mmol-eq/L | 0 | 10.8 | 16.5 |
| Carbonate alkalinity, mmol-eq/L | 0 | 2.4 | 2.4 |
| Total water hardness, mmol-eq/L | 44 | 0 | 0 |
| Fe 3+, mg/L | 5 | 0 | 0 |
| pH | 1.35 | 12.06 | 12.3 |
| Name and Purpose of the Electromembrane Apparatus | Laboratory Electromembrane Stand EMA-120/4 |
|---|---|
| Type of electromembrane apparatus | Multi-chamber, single-packet four-tracts with separate power supply for near-electrode chambers |
| Membrane size, mm | 358 × 226 × 0.5 |
| Total membrane area, dm2 | 8.3 |
| Working membrane area, dm2 | 8 |
| Total number of working chambers, pcs | 120 |
| Number of working chambers in one tract, pcs | 30 |
| Membrane utilization rate, % | 71 |
| Number of electrodes, pcs | 2 |
| Electrode material | Platinum-coated titanium |
| Voltage limit on the electrodes, V | 0–145 |
| Maximum operating current, A | 8 |
| Maximum temperature of working solutions at the outlet of the apparatus, °C | |
| in flow mode | 49 |
| in circulation mode | 40 |
| Operating performance range of one tract, l/h | 100–800 |
| Type and Membrane Area, m2 | Polyamide Thin-Film Composite Filmtec TW30-1812-50 |
|---|---|
| Membrane size, mm | 298 × 44.5 × 44.5 |
| Selectivity, % | 98 |
| Demineralized water capacity, L/h | 7.9 |
| Working pressure, no more than, bar | 3.4 |
| Working temperature, °C | 10–45 |
| pH | 2–11 |
| Maximum colloidal index | 5 |
| Maximum concentration of free chlorine | <0.1 mg/L |
| Parameter | IONSEP | |
|---|---|---|
| MC-C | MC-A | |
| Dry membrane thickness, mm | 0.42 | 0.42 |
| Water content, % | 45 | 42 |
| Total exchange capacity for 0.1 M HCl (NaOH), mmol-eq/g | 2.4 | 2.2 |
| Diffusion coefficient 10−3 mmol NaCl solution/(cm2 × h × mol/L) | 4.7 | 4.3 |
| Selectivity, % | 91 | 90 |
| Surface electrical resistance, Ohm/cm2 | 6–10 | 8–10 |
| Parameter | Neutralized Waste | After Filtration | After NF | After RO | ||
|---|---|---|---|---|---|---|
| Concentrate | Permeate | Concentrate | Permeate | |||
| Electrical conductivity, mS/sm | 21 | 19.9 | 22.75 | 4.7 | 48 | 0.4 |
| Total water hardness, mmol-eq/L | 17 | 19 | 19.5 | 0.1 | 44 | 0.01 |
| pH | 7.8 | 9.12 | 9.23 | 9.4 | 9.4 | 9.25 |
| Color, degrees | 2055 | 2140 | 2509 | 3 | 2787 | 1 |
| Solution volume, L | 10 | 10 | 4.2 | 5.8 | 2.0 | 2.8 |
| Parameter | Diluted ALWR | Concentrate ED | Dialysate ED |
|---|---|---|---|
| Electrical conductivity, mS/sm | 2.9 | 31 | 0.4 |
| pH | 12.06 | 13 | 9.4 |
| Hydrate alkalinity, mmol-eq/L | 10.8 | 98 | 0.6 |
| Carbonate alkalinity, mmol-eq/L | 2.4 | 2 | 0.4 |
| Solution volume, L | 10 | 1 | 9 |
| Characteristic | Baromembrane | Electromembrane | Evaporation | Photocatalysis | Reagent Treatment | Hybrid Methods |
|---|---|---|---|---|---|---|
| The ratio of purified water to concentrate | 75/25 | 95/5 | 100/0 | 100/0 | 98/2 | 100/0 |
| Energy consumption | Average | Average | High | Average | Low | Average |
| Removed substances | Inorganic, organic | Inorganic, organic | Inorganic, organic | Mainly organic | Mainly inorganic | Inorganic, organic |
| Environmental pollution | Low | Low | Low | Low | High | Low |
| Technology application level | Industrial | Pilot | Industrial | Pilot | Industrial | Pilot |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iliev, I.K.; Chichirov, A.A.; Filimonova, A.A.; Chichirova, N.D.; Pechenkin, A.V.; Beloev, I.H. Development of Hybrid Membrane Systems for Highly Mineralized Waste Utilization in the Power Industry. Energies 2023, 16, 6166. https://doi.org/10.3390/en16176166
Iliev IK, Chichirov AA, Filimonova AA, Chichirova ND, Pechenkin AV, Beloev IH. Development of Hybrid Membrane Systems for Highly Mineralized Waste Utilization in the Power Industry. Energies. 2023; 16(17):6166. https://doi.org/10.3390/en16176166
Chicago/Turabian StyleIliev, Iliya Krastev, Andrey Alexandrovich Chichirov, Antonina Andreevna Filimonova, Natalia Dmitrievna Chichirova, Alexander Vadimovich Pechenkin, and Ivan Hristov Beloev. 2023. "Development of Hybrid Membrane Systems for Highly Mineralized Waste Utilization in the Power Industry" Energies 16, no. 17: 6166. https://doi.org/10.3390/en16176166
APA StyleIliev, I. K., Chichirov, A. A., Filimonova, A. A., Chichirova, N. D., Pechenkin, A. V., & Beloev, I. H. (2023). Development of Hybrid Membrane Systems for Highly Mineralized Waste Utilization in the Power Industry. Energies, 16(17), 6166. https://doi.org/10.3390/en16176166