
Comparative Analysis of Combustion Characteristics of a CFB Boiler during the Changes Process between High-Rated Loads and Low-Rated Loads

Abstract
:1. Introduction
2. Experiment
2.1. Experimental Platform
2.2. Fuel Characteristics
2.3. Experimental Method and Operation Conditions
2.4. Evaluation of Regulating Target Load Arrival and Calculation Method of Response Rate between Loads
3. Results
3.1. Comparative Analysis of Combustion and Emission Characteristics in the Boiler during Stable Operation before and after Regulation between High- and Low-Rated Loads
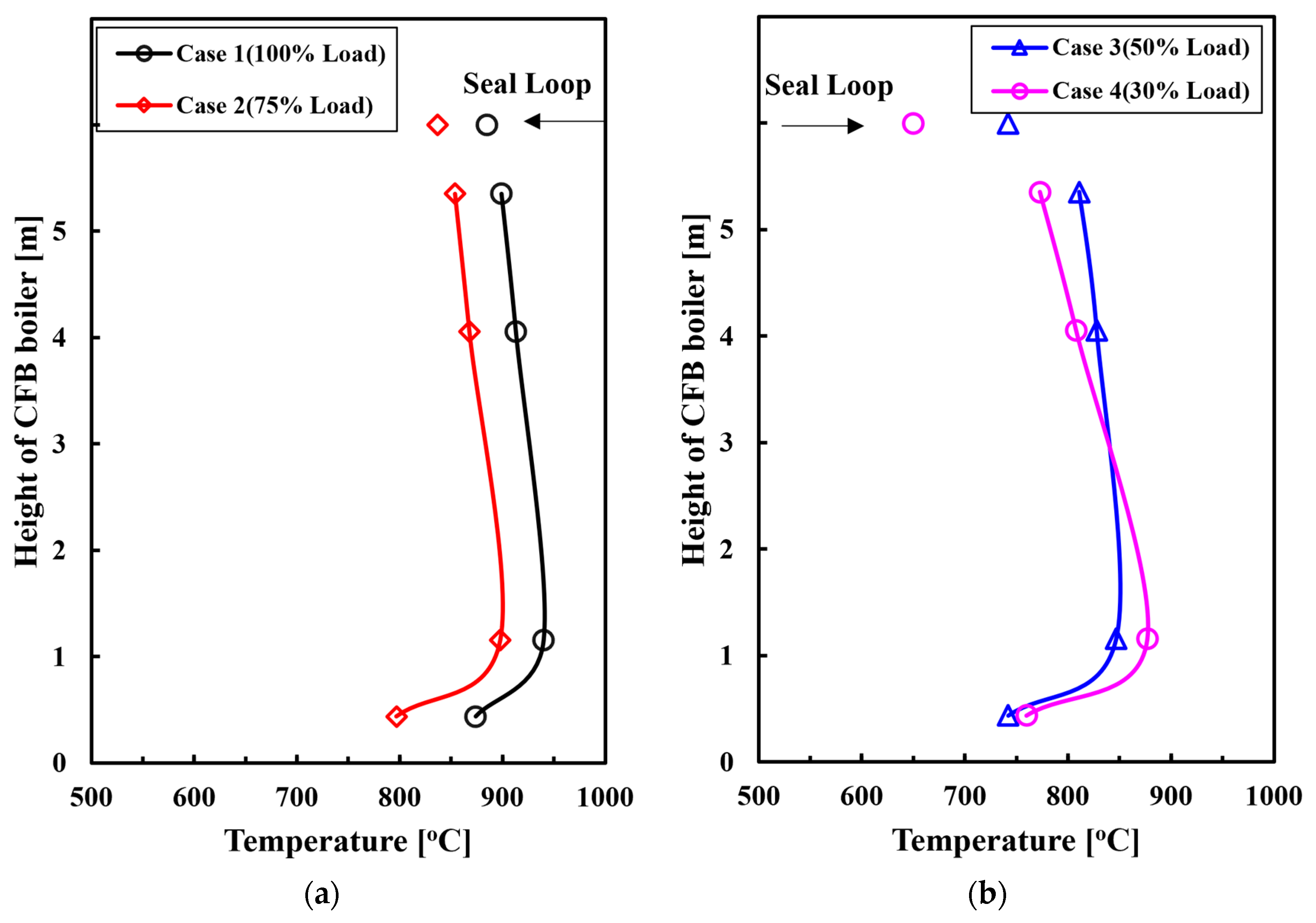
3.1.1. Temperature Characteristic
3.1.2. Pressure Characteristic
3.1.3. Flue Gas Composition Characteristic
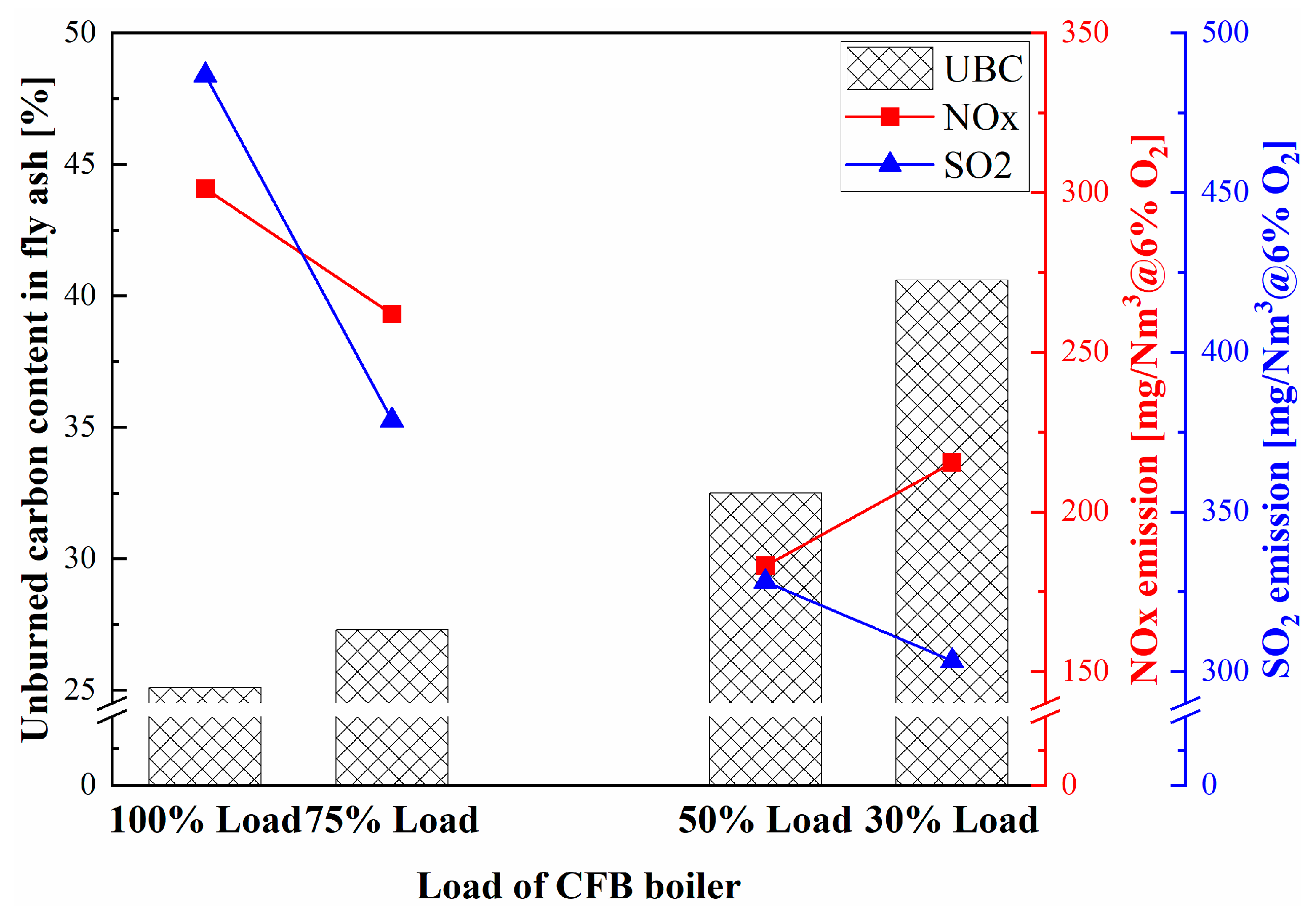
3.1.4. Emission Characteristics
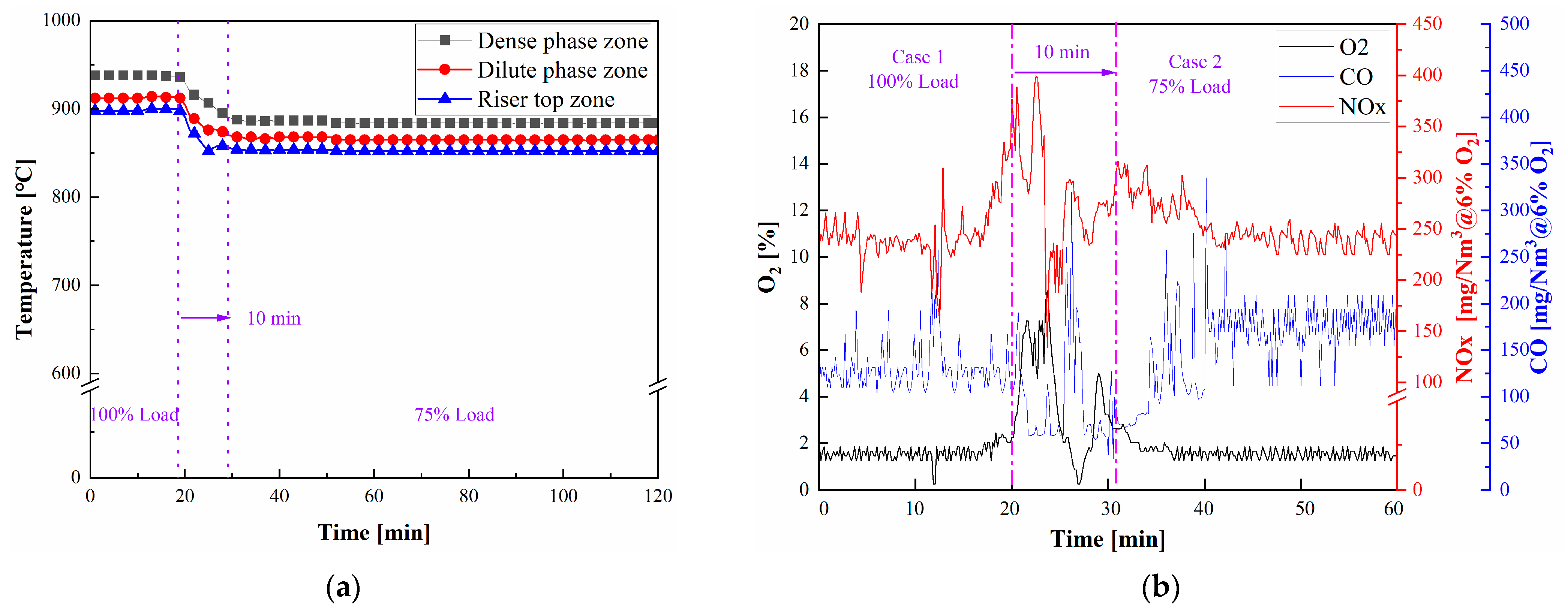
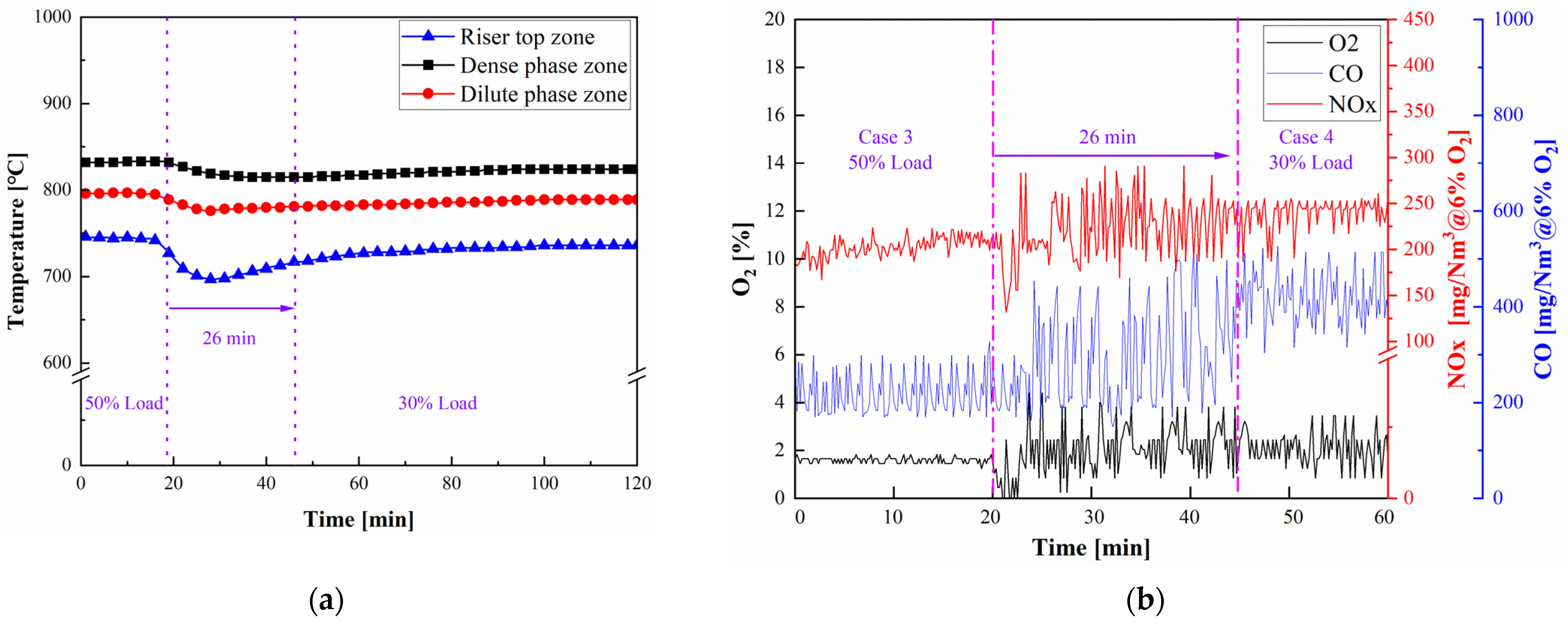
3.2. Influence of the Regulating Process between High and Low Loads on the Combustion and Pollutant Characteristics
4. Conclusions
- (1)
- Under the condition of a high-rated load, the temperature was positively correlated with the size of the load. Under low-load conditions, affected by factors such as the deterioration of the furnace circulation caused by the reduction of the primary air and the downward movement of the main combustion zone, the overall average temperature of the boiler increases first and then decreases with the decrease of the load.
- (2)
- The pressure difference between high-rated loads was obviously stronger than that between low-rated loads, reflecting that the effective solid circulation was weakened at low loads, and the fluidized state changed to a bubbling bed under the condition of 30% load.
- (3)
- The O2 concentration has not significantly changed during the high-load operation stage, but it increased due to factors such as uneven fluidization and weak oxidation reaction of pulverized coal under the low-load 30% operation condition. The CO concentration was positively correlated with the UBC concentration under rated load conditions, which depends on the burnout degree of pulverized coal. In terms of CO2, it shows a downward trend mainly with the reduction of load.
- (4)
- In terms of NOx generation, it was proportional to the load in the high-rated load range and depends on the amount of pulverized coal entering the boiler. In the low-load stage, the main reason for the 30% load to generate about 30 mg/Nm3(@6%O2) higher NOx than the 50% load was due to factors such as uneven fluidization and unstable combustion.
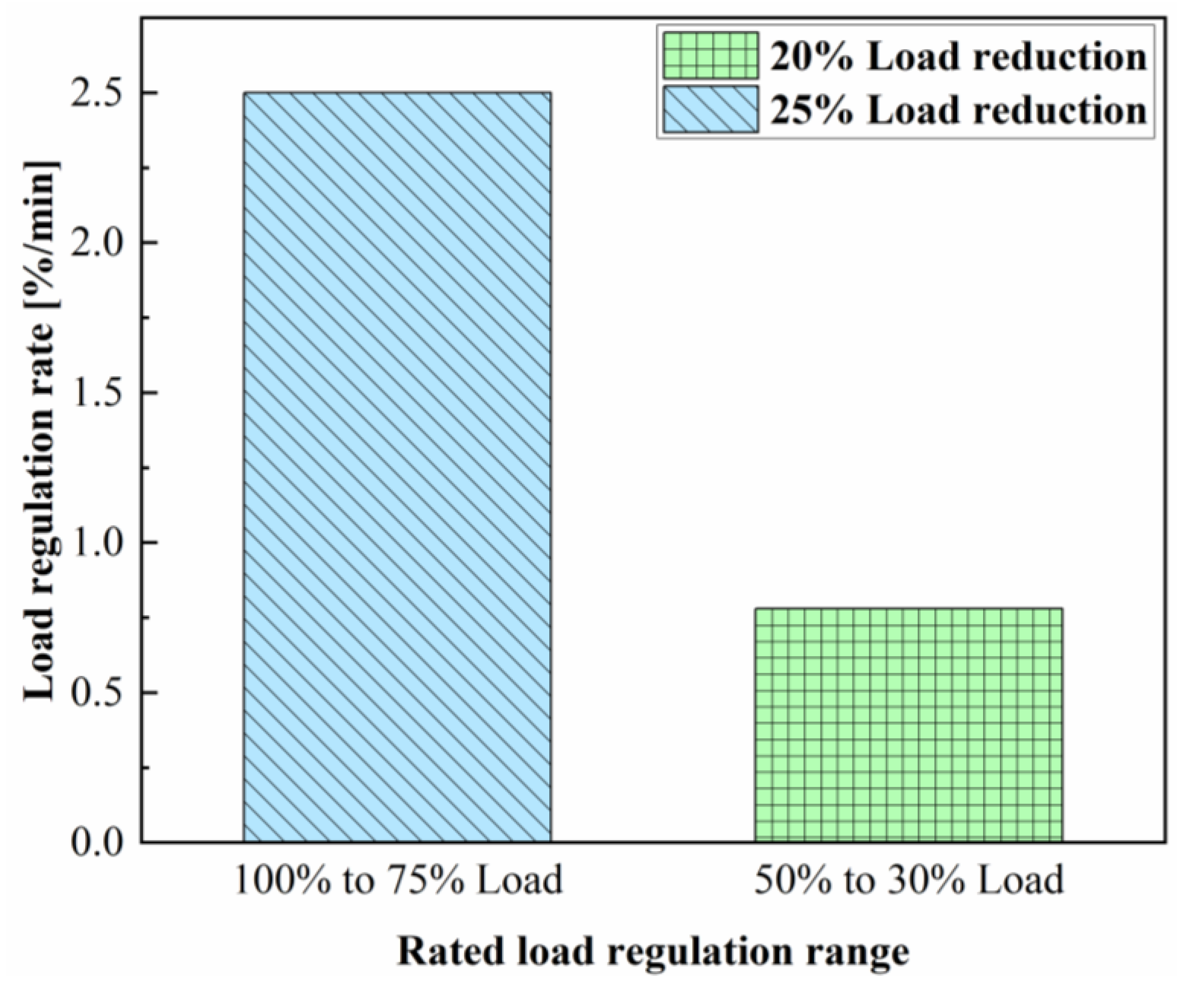
- (5)
- The variable load response rate (2.5%/min) between high-load conditions was significantly greater than that between low-load conditions (0.78%/min). The load responded process between low-load conditions was affected by uneven fluidization and Combustion instability and other factors caused large fluctuations in the concentration of key parameters (O2, CO).
Author Contributions
Funding
Conflicts of Interest
References
- International Energy Agency (IEA). World Energy Outlook (2022 Edition); International Energy Agency Report; International Energy Agency (IEA): Paris, France, 2022; pp. 32–72. [Google Scholar]
- Virguez, E.; Wang, X.; Patino-Echeverri, D. Utility-scale photovoltaics and storage: Decarbonizing and reducing greenhouse gases abatement costs. Appl. Energy 2021, 282, 116120. [Google Scholar] [CrossRef]
- The State Council of the People’s Republic of China. Report on the Work of the Government 2021; The State Council of the People’s Republic of China: Beijing, China, 2021. [Google Scholar]
- Gao, G. Peaking CO2 emission and carbon neutrality: The inevitable choice of China to go to a green economy. North. Econ. 2021, 3, 25–27. [Google Scholar]
- Mo, Q.; Zhu, X.; Deng, C.; Cen, S.; Ye, H.; Wang, C.; Lu, W.; Chen, X.; Lin, X. Analysis on influencing factors and improvement of thermal efficiency of bagasse boilers based on performance test data. Energy 2023, 271, 127099. [Google Scholar] [CrossRef]
- Chen, J.; Liu, W.; Jiang, D.; Zhang, J.; Ren, S.; Li, L.; Li, X.; Shi, X. Preliminary investigation on the feasibility of a clean CAES system coupled with wind and solar energy in China. Energy 2017, 127, 462–478. [Google Scholar] [CrossRef]
- Gonzalez-Salazar, M.A.; Kirsten, T.; Prchlik, L. Review of the operational flexibility and emissions of gas- and coal-fired power plants in a future with growing renewables. Renew. Sustain. Energy Rev. 2018, 82, 1497–1513. [Google Scholar] [CrossRef]
- Yu, H.Y.; Zu, G.X.; Dong, E.J. Research on effect of large-scale grid connected PV power station for power system. Northeast. Elect. Power Technol. 2016, 37, 54–57. [Google Scholar]
- Jiang, Y.; Lee, B.H.; Oh, D.H.; Jeon, C.H. Optimization of operating conditions to achieve combustion stability and reduce NOx emission at half-load for a 550-MW tangentially fired pulverized coal boiler. Fuel 2021, 306, 121727. [Google Scholar] [CrossRef]
- Jiang, Y.; Lee, B.H.; Oh, D.H.; Jeon, C.H. Influence of various air-staging on combustion and NOX emission characteristics in a tangentially fired boiler under the 50% load condition. Energy 2022, 244, 123167. [Google Scholar] [CrossRef]
- Aunedi, M.; Kindi, A.A.A.; Pantaleo, A.M.; Markides, C.N.; Strbac, G. System-driven design of flexible nuclear power plant configurations with thermal energy storage. Energy Convers. Manag. 2023, 291, 117257. [Google Scholar] [CrossRef]
- International Energy Agency (IEA). Coal 2022; International Energy Agency Report; International Energy Agency (IEA): Paris, France, 2022; pp. 13–14. [Google Scholar]
- Jiang, Y.; Ahn, S.; Oh, D.H.; Lee, B.H.; Jeon, C.H. Optimization of separated overfire air to reduce NOX emissions under combustion stability for the retrofit of a 500 MW tangentially pulverized coal boiler. Fuel 2021, 289, 119764. [Google Scholar] [CrossRef]
- Yue, G.; Cai, R.; Lu, J.; Zhang, H. From a CFB reactor to a CFB boiler: The review of R&D progress of CFB coal combustion technology in China. Powder Technol. 2016, 316, 18–28. [Google Scholar]
- Lee, B.H.; Bae, Y.H.; Kim, K.M.; Jiang, Y.; Ahn, Y.H.; Jeon, C.H. Application of the CPFD method to analyze the effects of bed material density on gas-particle hydrodynamics and wall erosion in a CFB boiler. Fuel 2023, 342, 127878. [Google Scholar] [CrossRef]
- Gao, M.; Zhang, B.; Hong, F.; Chen, F. Design and application of the feed water control strategy for a 350 MW circulating fluidized bed boiler. Appl. Therm. Eng. 2017, 125, 1–8. [Google Scholar] [CrossRef]
- Gao, M.; Hong, F.; Liu, J. Investigation on energy storage and quick load change control of subcritical circulating fluidized bed boiler units. Appl. Energy 2017, 185, 463–471. [Google Scholar] [CrossRef]
- Luo, G.; Zhang, X.; Liu, S.; Dan, E.; Guo, Y. Demand for flexibility improvement of thermal power units and accommodation of wind power under the situation of high-proportion renewable integration—Taking North Hebei as an example. Environ. Sci. Pollut. Control Ser. 2019, 26, 7033–7047. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Hong, F.; Gao, M.; Li, C.; Chen, F. Research on the Control Strategy for Quick Load Change of Circulating Fluidized Bed Boiler Units. Proc. Chin. Soc. Electr. Eng. 2017, 37, 4130–4137. [Google Scholar]
- Jiang, C.; Niu, R. Research on operation method of deep peak-shaving of 330 MW fluidized bed units. J. Shenyang Inst. Eng. 2017, 13, 42–46. [Google Scholar]
- Deng, B.; Zhang, M.; Shan, L.; Wei, G.; Lyu, J.; Yang, H.; Gao, M. Modeling study on the dynamic characteristics in the full-loop of a 350 MW supercritical fluidized bed boiler under load regulation. J. Energy Inst. 2021, 97, 117–130. [Google Scholar] [CrossRef]
- Liu, Z.; Ma, S.; Pan, X.; Chen, J. Experimental study on the load response rate under the dynamic combined combustion of PC coal and CFB coal in a fluidized bed boiler. Fuel 2019, 236, 445–451. [Google Scholar] [CrossRef]
- Alobaid, F.; Peters, J.; Epple, B. Experimental measurements for Polish lignite combustion in a 1MWth circulating fluidized bed during load changes. Energy 2021, 228, 120585. [Google Scholar] [CrossRef]
- Tourunen, A.; Saastamoinen, J.; Nevalainen, H. Experimental trends of NO in circulating fluidized bed combustion. Fuel 2009, 88, 1333–1341. [Google Scholar] [CrossRef]
- Lupiáñez, C.; Guedea, I.; Bolea, I.; Díez, L.; Romeo, L. Experimental study of SO2 and NOx emissions in fluidized bed oxy-fuel combustion. Fuel Process Technol. 2013, 106, 587–594. [Google Scholar] [CrossRef]
- Jiang, Y.; Park, K.H.; Jeon, C.H. Feasibility Study of Co-Firing of Torrefied Empty Fruit Bunch and Coal through Boiler Simulation. Energies 2020, 13, 3051. [Google Scholar] [CrossRef]
- Stanmore, B.; Tschamber, V.; Brilhac, J. Oxidation of carbon by NOx with particular reference to NO2 and N2O. Fuel 2008, 87, 131–146. [Google Scholar] [CrossRef]
- Glarborg, P.; Jensen, A.; Johnsson, J. Fuel nitrogen conversion in solid fuel fired systems. Prog. Energy Combust. Sci. 2003, 29, 89–113. [Google Scholar] [CrossRef]
- Hayhurst, A.; Lawrence, A. The amounts of NOx and N2O formed in a fluidized bed combustor during the burning of coal volatiles and also of char. Combust. Flame 1996, 105, 341–357. [Google Scholar] [CrossRef]
- Miller, J.; Bowman, C. Mechanism and modeling of nitrogen chemistry in combustion. Prog. Energy Combust. Sci. 1989, 15, 287–338. [Google Scholar] [CrossRef]
- Winter, F.; Wartha, C.; Löffler, G.; Hofbauer, H. The NO and N2O formation mechanism during devolatilization and char combustion under fluidized-bed conditions. Symp. Int. Combust. 1996, 26, 3325–3334. [Google Scholar] [CrossRef]
- Li, S.; Yu, J.; Wei, X.; Guo, X.; Chen, Y. Catalytic reduction of nitric oxide by carbon monoxide over coal gangue hollow ball. Fuel Process Technol. 2014, 125, 163–169. [Google Scholar] [CrossRef]
- Wang, C.; Du, Y.; Che, D. Investigation on the NO reduction with coal char and high concentration CO during oxy-fuel combustion. Energy Fuel 2012, 26, 7367–7377. [Google Scholar] [CrossRef]
- Tarelho, L.; Matos, M.; Pereira, F. Axial and radial CO concentration profiles in an atmospheric bubbling fluidized bed combustor. Fuel 2005, 84, 1128–1135. [Google Scholar] [CrossRef]
- Ke, X.; Cai, R.; Zhang, M.; Miao, M.; Lyu, J.; Yang, H. Application of ultra-low NOx emission control for CFB boilers based on theoretical analysis and industrial practices. Fuel Process Technol. 2018, 181, 252–258. [Google Scholar] [CrossRef]
- Gong, Z.; Liu, Z.; Zhou, T.; Lu, Q.; Sun, Y. Combustion and NO emission of Shenmu char in a 2 MW circulating fluidized bed. Energy Fuels 2015, 29, 1219–1226. [Google Scholar] [CrossRef]
- Leckner, B. Fluidized bed combustion: Mixing and pollutant limitation. Prog. Energy Combust. Sci. 1998, 24, 31–61. [Google Scholar] [CrossRef]
- Leckner, B. Developments in fluidized bed conversion of solid fuels. Therm. Sci. 2016, 20, 1–18. [Google Scholar] [CrossRef]
- Krzywanski, J.; Czakiert, T.; Zylka, A.; Nowak, W.; Sosnowski, M.; Grabowska, K.; Skrobek, D.; Sztekler, K.; Kulakowska, A.; Ashraf, W.M.; et al. Modelling of SO2 and NOx Emissions from Coal and Biomass Combustion in Air-Firing, Oxyfuel, iG-CLC, and CLOU Conditions by Fuzzy Logic Approach. Energies 2022, 15, 8095. [Google Scholar] [CrossRef]
- Wang, C.; Song, G.; Chen, R.; Jiang, Y.; Lyu, Q. Influence of Operating Parameters on NOx and SO2 Emissions in Circulating Fluidized Bed with Post-Combustion. J. Therm. Sci. 2023. [Google Scholar] [CrossRef]
- Krzywanski, J.; Czakiert, T.; Nowak, W.; Shimizu, T.; Zylka, A.; Idziak, K.; Sosnowski, M.; Grabowska, K. Gaseous Emissions from Advanced CLC and Oxyfuel Fluidized Bed Combustion of Coal and Biomass in a Complex Geometry Facility: A Comprehensive Model. Energy 2022, 251, 123896. [Google Scholar] [CrossRef]
- Ke, X.; Zhu, S.; Huang, Z.; Zhang, M. Issues in deep peak regulation for circulating fluidized bed combustion: Variation of NOx emissions with boiler load. Environ. Pollut. 2023, 318, 120912. [Google Scholar] [CrossRef]
- Kawabata, Y.; Nakagome, H.; Wajima, T.; Hosokai, S.; Sato, H.; Matsuoka, K. Tar emission during pyrolysis of low rank coal in a circulating fluidized bed reactor. Energy Fuels 2018, 32, 1387–1394. [Google Scholar] [CrossRef]
- Li, J.; Zhang, Y.; Yang, H.; Yang, Y. Study of the effect of ash composition in coal on the kinetic parameters of NO reduction reaction by CO. J. China Coal Soc. 2016, 41, 2448–2453. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fuel Type | Ultimate Analysis/wt % | Proximate Analysis/wt % | Qar,net,p/MJ/kg | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C ad | H ad | O ad | N ad | S ad | M ad | V ad | FC ad | A ad | ||
| Shenmu coal | 62.94 | 3.88 | 10.18 | 0.98 | 0.4 | 11.8 | 39.01 | 47.80 | 9.82 | 24.52 |
| Item | Unit | Case 1 | Case 1–2 | Case 2 | Case 3 | Case 3–4 | Case 4 |
|---|---|---|---|---|---|---|---|
| Thermal load | KW | 100 | 100~75 | 75 | 50 | 50~30 | 30 |
| Level | - | High | - | High | Low | - | Ultra low |
| Load percentage | % | 100 | 100~75 | 75 | 50 | 50~30 | 30 |
| Coal feeding rate | kg/h | 14.5 | 14.5~11.2 | 11.2 | 7.2 | 7.2~4.9 | 4.9 |
| Total air flow rate | Nm3/h | 104.1 | 104.1~78.26 | 78.26 | 51.69 | 51.67~35.18 | 35.18 |
| Primary air flow rate | Nm3/h | 88.49 | 88.49~66.52 | 66.52 | 43.94 | 43.94~29.9 | 29.9 |
| Excess air coefficient | - | 1.1 | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Tang, Z.; Zhang, X.; Wang, C.; Song, G.; Lyu, Q. Comparative Analysis of Combustion Characteristics of a CFB Boiler during the Changes Process between High-Rated Loads and Low-Rated Loads. Energies 2023, 16, 6190. https://doi.org/10.3390/en16176190
Jiang Y, Tang Z, Zhang X, Wang C, Song G, Lyu Q. Comparative Analysis of Combustion Characteristics of a CFB Boiler during the Changes Process between High-Rated Loads and Low-Rated Loads. Energies. 2023; 16(17):6190. https://doi.org/10.3390/en16176190
Chicago/Turabian StyleJiang, Yu, Zihua Tang, Xiaoyu Zhang, Chao Wang, Guoliang Song, and Qinggang Lyu. 2023. "Comparative Analysis of Combustion Characteristics of a CFB Boiler during the Changes Process between High-Rated Loads and Low-Rated Loads" Energies 16, no. 17: 6190. https://doi.org/10.3390/en16176190