
Methane Pyrolysis with the Use of Plasma: Review of Plasma Reactors and Process Products


Abstract
:1. Introduction
2. Basics of Methane Pyrolysis
3. Types of Plasma Reactors Used for Methane Pyrolysis
4. Non-Thermal Plasma Methane Pyrolysis
4.1. DBD Plasma
4.1.1. Introduction
4.1.2. Standard Reactors
4.1.3. Two-Stage DBD Thermal Reactor
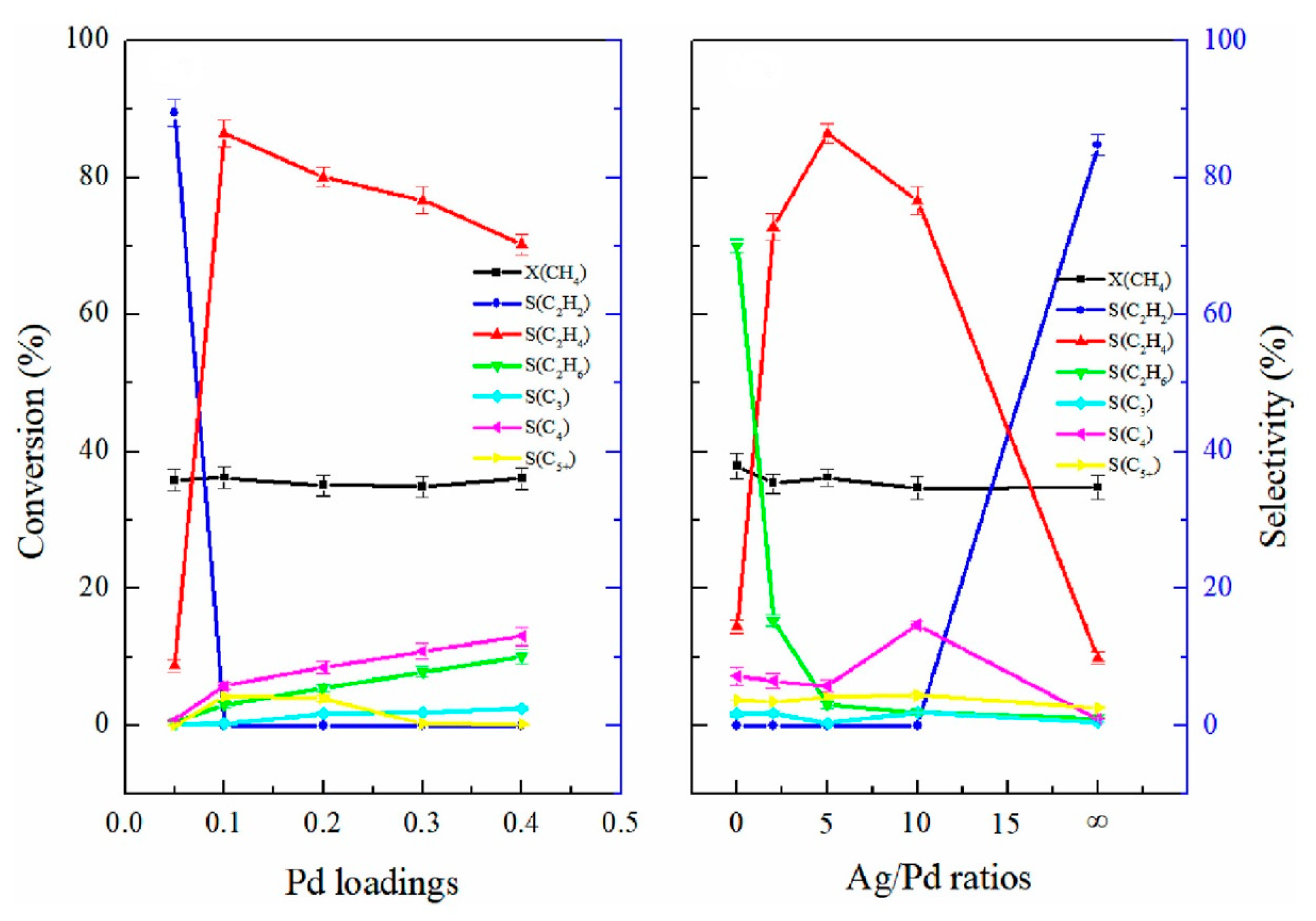
4.1.4. Catalyst-Assisted DBD
4.2. Corona, Streamer, Spark, and Glow Discharges
4.2.1. Introduction
4.2.2. Pulsed Spark Plasma Reactors
4.2.3. Corona Discharge
4.2.4. Streamer Discharge
4.2.5. Glow
4.3. Other Types of Discharges
5. Thermal Plasma Methane Pyrolysis
5.1. Introduction
5.2. Arc Plasma Reactors
6. Warm Plasma
6.1. Introduction
6.2. Microwave Plasma
6.3. Gliding Arc Plasma
7. Summary and Conclusions
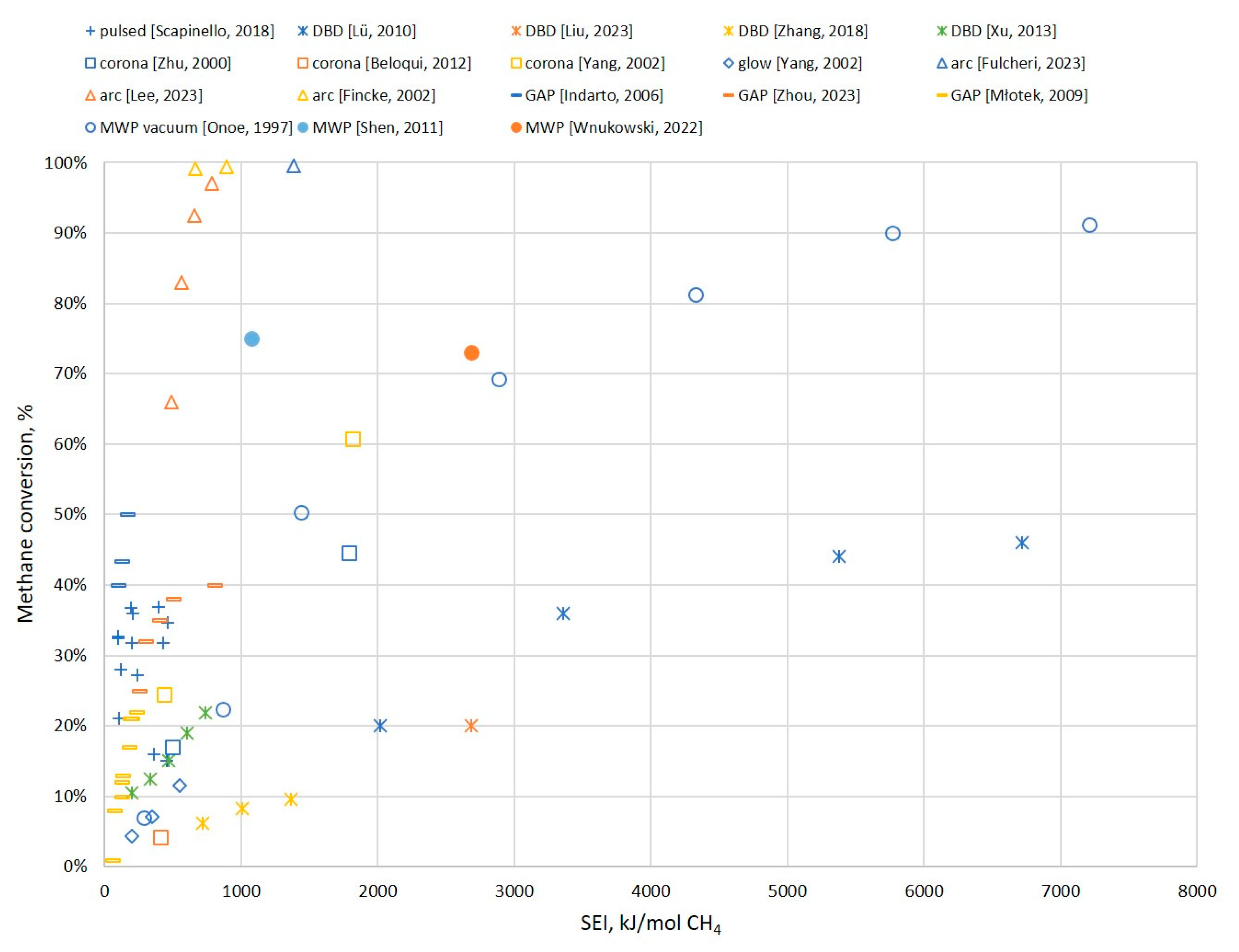
7.1. Conversion Rate
7.2. Products Composition
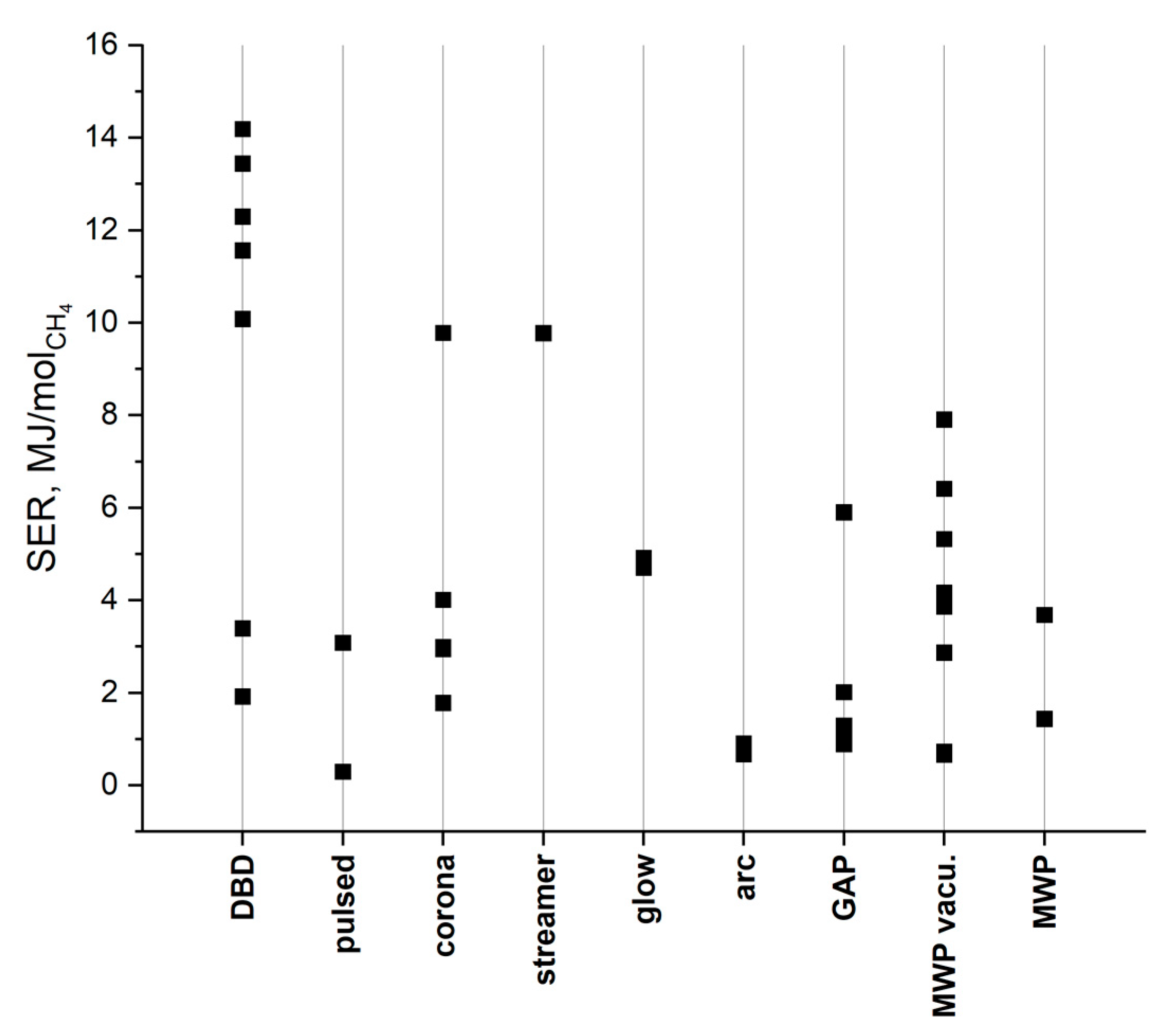
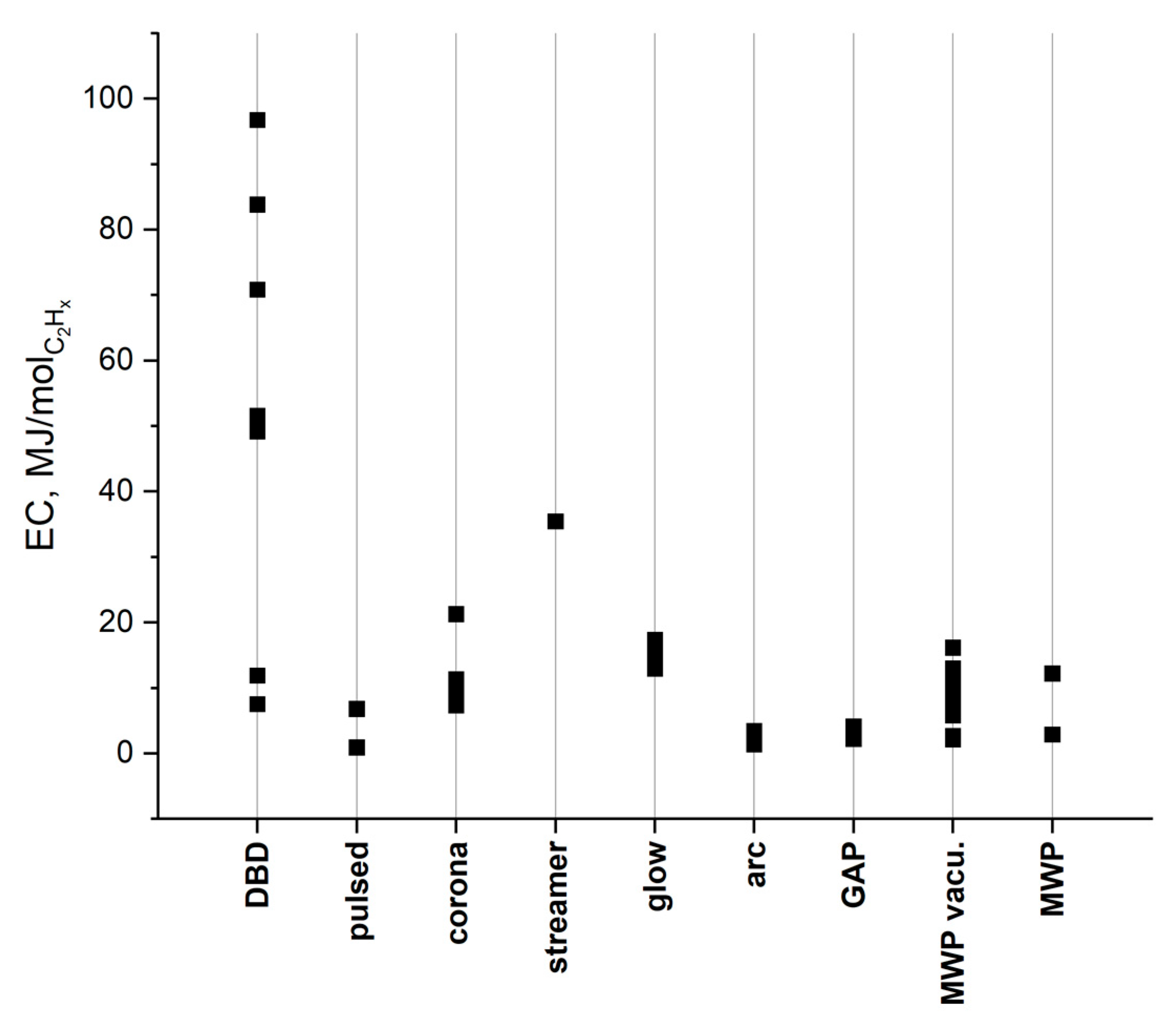
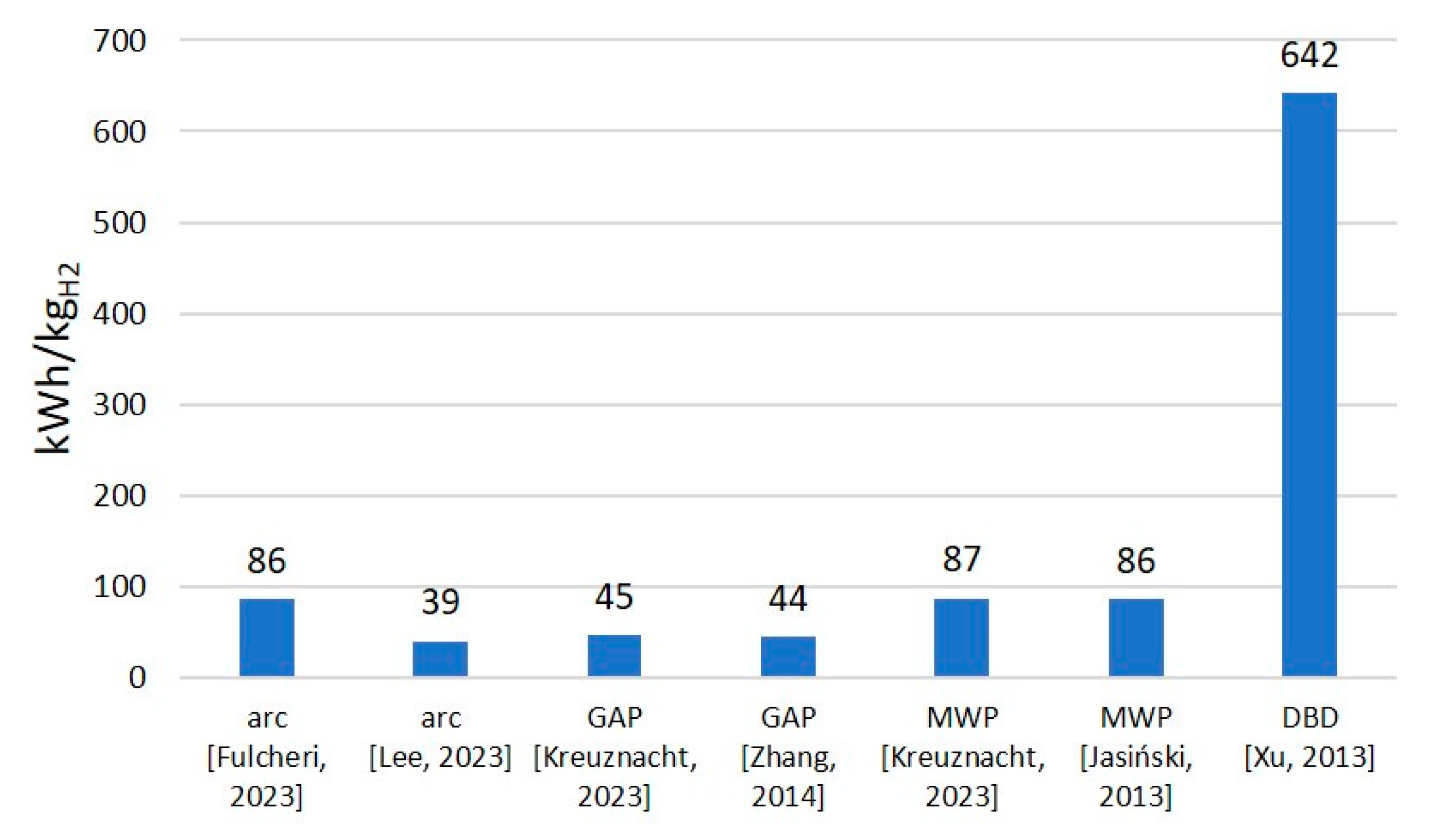
7.3. Energy Efficiency
7.4. Perspectives
7.5. Conclusions
- -
- Pyrolyzing methane into hydrogen and carbon black, with the use of arc plasma reactors, is a mature and relatively efficient technology. However, limited demand for carbon black might be a limiting factor.
- -
- Non-equilibrium and warm plasmas give the potential for the simultaneous production of hydrogen and C2 compounds. However, the more hydrogenated the C2 compounds are, the less effective the hydrogen production.
- -
- Ethylene seems to be the most-valuable product as an important chemical substrate, yet its production is not as straightforward as in the case of ethane or acetylene. Some of the modifications that could enhance the process are: two-stage processes, catalyst application, and hydrogen addition.
- -
- High carbon black selectivity might be problematic in all cases, as its presence may lead to the erosion of electrodes, problems with plasma stability, and catalyst deactivation. Strategies mitigating this issue might be necessary for the further development of plasma methane pyrolysis technologies.
- -
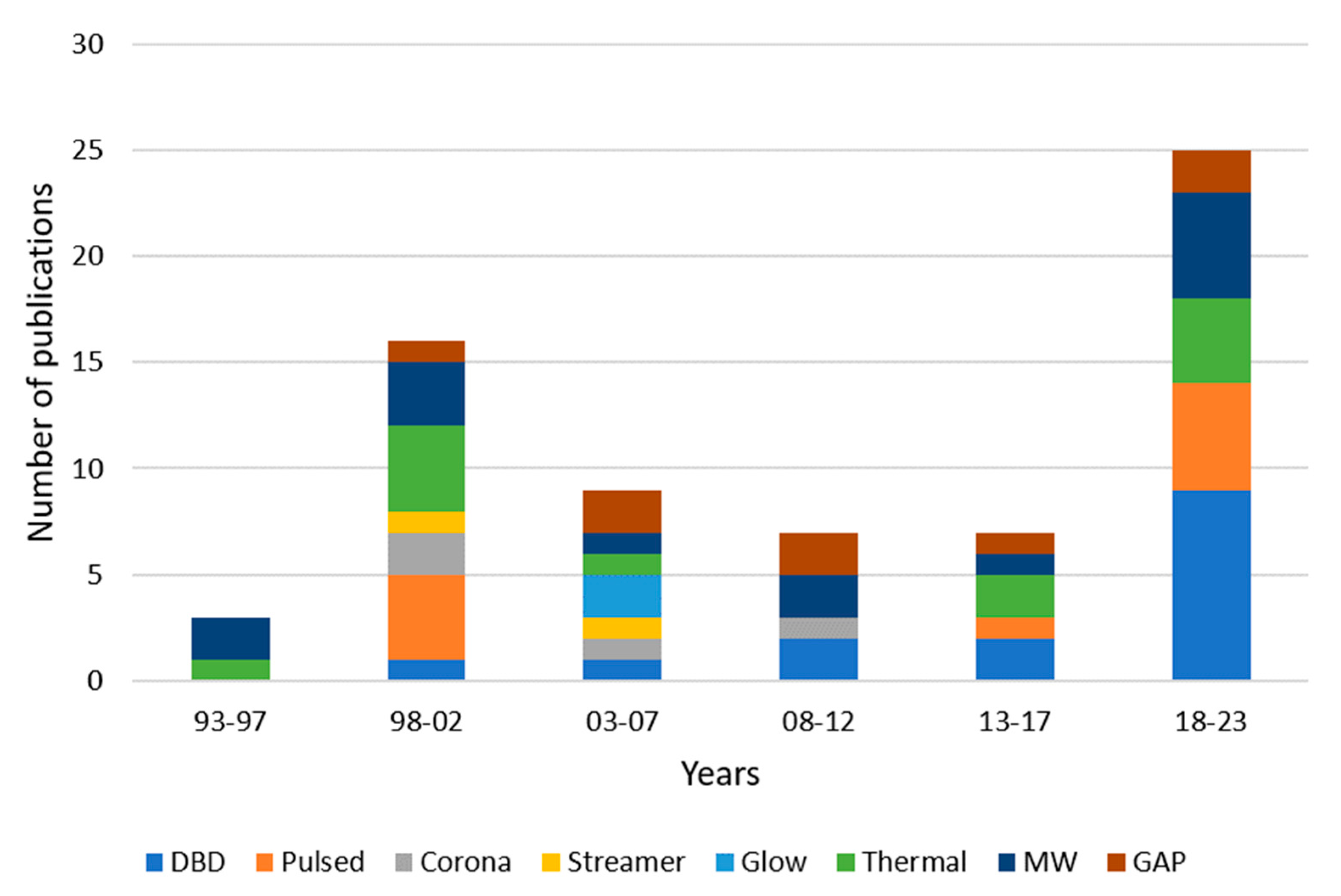
- The increasing number of articles on the topic of methane plasma pyrolysis and favorable political circumstances may suggest that this technology will develop. Recent research work indicates that DBD, warm plasmas (MWP, GAP, and pulsed spark), and arc plasma will be the main reactor types for further development and investigation.
Funding
Data Availability Statement
Conflicts of Interest
References
- Cheon, S.; Byun, M.; Lim, D.; Lee, H.; Lim, H. Parametric study for thermal and catalytic methane pyrolysis for hydrogen production: Techno-economic and scenario analysis. Energies 2021, 14, 6102. [Google Scholar] [CrossRef]
- Wróbel, K.; Wróbel, J.; Tokarz, W.; Lach, J.; Podsadni, K.; Czerwiński, A. Hydrogen internal combustion engine vehicles: A review. Energies 2022, 15, 8937. [Google Scholar] [CrossRef]
- Manoharan, Y.; Hosseini, S.E.; Butler, B.; Alzhahrani, H.; Senior, B.T.F.; Ashuri, T.; Krohn, J. Hydrogen fuel cell vehicles; current status and future prospect. Appl. Sci. 2019, 9, 2296. [Google Scholar] [CrossRef]
- Böhm, M.; Fernández Del Rey, A.; Pagenkopf, J.; Varela, M.; Herwartz-Polster, S.; Nieto Calderón, B. Review and comparison of worldwide hydrogen activities in the rail sector with special focus on on-board storage and refueling technologies. Int. J. Hydrogen Energy 2022, 47, 38003–38017. [Google Scholar] [CrossRef]
- Caramanico, N.; Di Florio, G.; Baratto, M.C.; Cigolotti, V.; Basosi, R.; Busi, E. Economic analysis of hydrogen household energy systems including incentives on energy communities and externalities: A case study in Italy. Energies 2021, 14, 5847. [Google Scholar] [CrossRef]
- Sandri, O.; Holdsworth, S.; Hayes, J.; Willand, N.; Moore, T. Hydrogen for all? Household energy vulnerability and the transition to hydrogen in Australia. Energy Res. Soc. Sci. 2021, 79, 102179. [Google Scholar] [CrossRef]
- Badea, N.I. Hydrogen as energy sources—Basic concepts. Energies 2021, 14, 5783. [Google Scholar] [CrossRef]
- Bhaskar, A.; Assadi, M.; Somehsaraei, H.N. Can methane pyrolysis based hydrogen production lead to the decarbonisation of iron and steel industry? Energy Convers. Manag. X 2021, 10, 100079. [Google Scholar] [CrossRef]
- Chen, G.; Tu, X.; Homm, G.; Weidenkaff, A. Plasma pyrolysis for a sustainable hydrogen economy. Nat. Rev. Mater. 2022, 7, 333–334. [Google Scholar] [CrossRef]
- Sánchez-Bastardo, N.; Schlögl, R.; Ruland, H. Methane pyrolysis for zero-emission hydrogen production: A potential bridge technology from fossil fuels to a renewable and sustainable hydrogen economy. Ind. Eng. Chem. Res. 2021, 60, 11855–11881. [Google Scholar] [CrossRef]
- Bui, M.; Adjiman, C.S.; Bardow, A.; Anthony, E.J.; Boston, A.; Brown, S.; Fennell, P.S.; Fuss, S.; Galindo, A.; Hackett, L.A.; et al. Carbon capture and storage (CCS): The way forward. Energy Environ. Sci. 2018, 11, 1062–1176. [Google Scholar] [CrossRef]
- Zavarkó, M.; Imre, A.R.; Pörzse, G.; Csedő, Z. Past, present and near future: An overview of closed, running and planned biomethanation facilities in Europe. Energies 2021, 14, 5591. [Google Scholar] [CrossRef]
- Rogala, Z.; Stanclik, M.; Łuszkiewicz, D. Perspectives for the use of biogas and biomethane in the context of the green energy transformation on the example of an eu country. Energies 2023, 16, 1911. [Google Scholar] [CrossRef]
- Daliah, R. Technology Landscape: Key Players in Plastic Pyrolysis. 2021. Available online: https://www.luxresearchinc.com/blog/technology-landscape-key-players-in-methane-pyrolysis/ (accessed on 10 March 2023).
- Schneider, S.; Bajohr, S.; Graf, F.; Kolb, T. State of the art of hydrogen production via pyrolysis of natural gas. ChemBioEng. Rev. 2020, 7, 150–158. [Google Scholar] [CrossRef]
- Raza, J.; Khoja, A.H.; Anwar, M.; Saleem, F.; Naqvi, S.R.; Liaquat, R.; Hassan, M.; Javaid, R.; Qazi, U.M.; Lumbers, B. Methane decomposition for hydrogen production: A comprehensive review on catalyst selection and reactor systems. Renew. Sustain. Energy Rev. 2022, 168, 112774. [Google Scholar] [CrossRef]
- Msheik, M.; Rodat, S.; Abanades, S. Methane cracking for hydrogen production: A review of catalytic and molten media pyrolysis. Energies 2021, 14, 3107. [Google Scholar] [CrossRef]
- Korányi, T.I.; Németh, M.; Beck, A.; Horváth, A. Recent advances in methane pyrolysis: Turquoise hydrogen with solid carbon production. Energies 2022, 15, 6342. [Google Scholar] [CrossRef]
- Patlolla, S.R.; Katsu, K.; Sharafian, A.; Wei, K.; Herrera, O.E.; Mérida, W. A review of methane pyrolysis technologies for hydrogen production. Renew. Sustain. Energy Rev. 2023, 181, 113323. [Google Scholar] [CrossRef]
- Amghizar, I.; Vandewalle, L.A.; Van Geem, K.M.; Marin, G.B. New trends in olefin production. Engineering 2017, 3, 171–178. [Google Scholar] [CrossRef]
- Gholami, Z.; Gholami, F.; Tišler, Z.; Tomas, M.; Vakili, M. A review on production of light olefins via fluid catalytic cracking. Energies 2021, 14, 1089. [Google Scholar] [CrossRef]
- Minea, T.; van den Bekerom, D.C.M.; Peeters, F.J.J.; Zoethout, E.; Graswinckel, M.F.; van de Sanden, M.C.M.; Cents, T.; Lefferts, L.; van Rooij, G.J. Non-oxidative methane coupling to C2 hydrocarbons in a microwave plasma reactor. Plasma Process. Polym. 2018, 15, 1–16. [Google Scholar] [CrossRef]
- Scapinello, M.; Delikonstantis, E.; Stefanidis, G.D. The panorama of plasma-assisted non-oxidative methane reforming. Chem. Eng. Process. Process. Intensif. 2017, 117, 120–140. [Google Scholar] [CrossRef]
- Fincke, J.R.; Anderson, R.P.; Hyde, T.; Wright, R.; Bewley, R.; Haggard, D.C.; Swank, W.D. Thermal Conversion of Methane to Acetylene Final Report; Idaho National Lab.: Idaho Falls, ID, USA, 2000. [Google Scholar]
- Lee, D.H.; Kang, H.; Kim, Y.; Song, H.; Lee, H.; Choi, J.; Kim, K.-T.; Song, Y.-H. Plasma-assisted hydrogen generation: A mechanistic review. Fuel. Process. Technol. 2023, 247, 107761. [Google Scholar] [CrossRef]
- Feng, J.; Sun, X.; Li, Z.; Hao, X.; Fan, M.; Ning, P.; Li, K. Plasma-assisted reforming of methane. Adv. Sci. 2022, 9, 2203221. [Google Scholar] [CrossRef] [PubMed]
- Nozaki, T.; Okazaki, K. Non-thermal plasma catalysis of methane: Principles, energy efficiency, and applications. Catal. Today 2013, 211, 29–38. [Google Scholar] [CrossRef]
- Fincke, J.R.; Anderson, R.P.; Hyde, T.A.; Detering, B.A. Plasma pyrolysis of methane to hydrogen and carbon black. Ind. Eng. Chem. Res. 2002, 41, 1425–1435. [Google Scholar] [CrossRef]
- Dors, M.; Nowakowska, H.; Jasiński, M.; Mizeraczyk, J. Chemical kinetics of methane pyrolysis in microwave plasma at atmospheric pressure. Plasma Chem. Plasma Process 2014, 34, 313–326. [Google Scholar] [CrossRef]
- Guo, X.; Fang, G.; Li, G.; Ma, H.; Fan, H.; Yu, L.; Ma, C.; Wu, X.; Deng, D.; Wei, M.; et al. Direct, nonoxidative conversion of methane to ethylene, aromatics, and hydrogen. Science 2014, 344, 616–619. [Google Scholar] [CrossRef] [PubMed]
- Kreuznacht, S.; Purcel, M.; Böddeker, S.; Awakowicz, P.; Xia, W.; Muhler, M.; Boke, M.; von Keudell, A. Comparison of the performance of a microwave plasma torch and a gliding arc plasma for hydrogen production via methane pyrolysis. Plasma Process Polym. 2023, 20, 2200132. [Google Scholar] [CrossRef]
- Jamróz, P.; Kordylewski, W.; Wnukowski, M. Microwave plasma application in decomposition and steam reforming of model tar compounds. Fuel Process. Technol. 2018, 169, 1–14. [Google Scholar] [CrossRef]
- Cuoci, A.; Frassoldati, A.; Faravelli, T.; Ranzi, E. A computational tool for the detailed kinetic modeling of laminar flames: Application to C2H4/CH4 coflow flames. Combust. Flame 2013, 160, 870–886. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, W.; Li, X.; Han, L.; Yan, M.; Zhong, Y.; Tu, X. Plasma activation of methane for hydrogen production in a N2 rotating gliding arc warm plasma: A chemical kinetics study. Chem. Eng. J. 2018, 345, 67–78. [Google Scholar] [CrossRef]
- Keramiotis, C.; Vourliotakis, G.; Skevis, G.; Founti, M.A.; Esarte, C.; Sánchez, N.E.; Millera, A.; Bilbao, R.; Alzueta, M.U. Experimental and computational study of methane mixtures pyrolysis in a flow reactor under atmospheric pressure. Energy 2012, 43, 103–110. [Google Scholar] [CrossRef]
- Wnukowski, M.; van de Steeg, A.W.; Hrycak, B.; Jasiński, M.; van Rooij, G.J. Influence of hydrogen addition on methane coupling in a moderate pressure microwave plasma. Fuel 2021, 288, 119674. [Google Scholar] [CrossRef]
- Scapinello, M.; Delikonstantis, E.; Stefanidis, G.D. A study on the reaction mechanism of non-oxidative methane coupling in a nanosecond pulsed discharge reactor using isotope analysis. Chem. Eng. J. 2019, 360, 64–74. [Google Scholar] [CrossRef]
- Butterworth, T.; Van Den Steeg, A.; Van Den Bekerom, D.; Minea, T.; Righart, T.; Ong, Q. Plasma induced vibrational excitation of CH4—A window to its mode selective processing. Plasma Sources Sci. Technol. 2020, 29, 1–34. [Google Scholar] [CrossRef]
- Butterworth, T.D.; Amyay, B.; Bekerom, D.V.D.; Steeg, A.V.D.; Minea, T.; Gatti, N.; Ong, Q.; Richard, C.; van Kruijsdijk, C.; Smits, J.T.; et al. Quantifying methane vibrational and rotational temperature with Raman scattering. J. Quant. Spectrosc. Radiat. Transf. 2019, 236, 106562. [Google Scholar] [CrossRef]
- Heijkers, S.; Aghaei, M.; Bogaerts, A. Plasma-based CH4 conversion into higher hydrocarbons and H2: Modeling to reveal the reaction mechanisms of different plasma sources. J. Phys. Chem. C 2020, 124, 7016–7030. [Google Scholar] [CrossRef]
- Fridman, A. Introduction to Theoretical and Applied Plasma Chemistry—Plasma Chemistry; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]
- Meichsner, J.; Schmidt, M.; Schneider, R.; Wganer, H.-E. Introduction. In Nonthermal Plasma Chemistry and Physics; Meichsner, J., Ed.; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Meichsner, J.; Schmidt, M.; Schneider, R.; Wganer, H.-E. Thermal and nonthermal plasmas. In Nonthermal Plasma Chemistry and Physics; Meichsner, J., Ed.; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Tendero, C.; Tixier, C.; Tristant, P.; Desmaison, J.; Leprince, P. Atmospheric pressure plasmas: A review. Spectrochim. Acta Part B At. Spectrosc. 2006, 61, 2–30. [Google Scholar] [CrossRef]
- Zhang, H.; Du, C.; Wu, A.; Bo, Z.; Yan, J.; Li, X. Rotating gliding arc assisted methane decomposition in nitrogen for hydrogen production. Int. J. Hydrogen Energy 2014, 39, 12620–12635. [Google Scholar] [CrossRef]
- Boselli, M.; Colombo, V.; Ghedini, E.; Gherardi, M.; Laurita, R.; Liguori, A.; Sanibondi, P.; Stancampiano, A. Study of the role of dielectric material in a dielectric barrier discharge (DBD) plasma source for dermatological applications. In Proceedings of the IEEE International Conference on Solid Dielectrics, Bologna, Italy, 30 June–4 July 2013; pp. 595–598. [Google Scholar] [CrossRef]
- Khoja, A.H.; Tahir, M.; Amin, N.A.S. Recent developments in non-thermal catalytic DBD plasma reactor for dry reforming of methane. Energy Convers. Manag. 2019, 183, 529–560. [Google Scholar] [CrossRef]
- Snoeckx, R.; Setareh, M.; Aerts, R.; Simon, P.; Maghari, A.; Bogaerts, A. Influence of N2 concentration in a CH4/N2 dielectric barrier discharge used for CH4 conversion into H2. Int. J. Hydrogen Energy 2013, 38, 16098–16120. [Google Scholar] [CrossRef]
- Xu, C.; Tu, X. Plasma-assisted methane conversion in an atmospheric pressure dielectric barrier discharge reactor. J. Energy Chem. 2013, 22, 420–425. [Google Scholar] [CrossRef]
- Taheraslani, M.; Gardeniers, H. Coupling of CH4 to C2 hydrocarbons in a packed bed DBD plasma reactor: The effect of dielectric constant and porosity of the packing. Energies 2020, 13, 468. [Google Scholar] [CrossRef]
- Kim, J.; Jeoung, J.; Jeon, J.; Kim, J.; Mok, Y.S.; Ha, K.S. Effects of dielectric particles on non-oxidative coupling of methane in a dielectric barrier discharge plasma reactor. Chem. Eng. J. 2019, 377, 119896. [Google Scholar] [CrossRef]
- Taheraslani, M.; Gardeniers, H. Plasma catalytic conversion of CH4 to alkanes, olefins and H2 in a packed bed DBD reactor. Processes 2020, 8, 774. [Google Scholar] [CrossRef]
- Zhang, S.; Gao, Y.; Sun, H.; Bai, H.; Wang, R.; Shao, T. Time-resolved characteristics and chemical kinetics of non-oxidative methane conversion in repetitively pulsed dielectric barrier discharge plasmas. J. Phys. D. Appl. Phys. 2018, 51, 274005. [Google Scholar] [CrossRef]
- Liu, R.; Hao, Y.; Wang, T.; Wang, L.; Bogaerts, A.; Guo, H.; Yi, Y. Hybrid plasma-thermal system for methane conversion to ethylene and hydrogen. Chem. Eng. J. 2023, 463, 142442. [Google Scholar] [CrossRef]
- Górska, A.; Krawczyk, K.; Jodzis, S.; Schmidt-Szałowski, K. Non-oxidative methane coupling using Cu/ZnO/Al2O3 catalyst in DBD. Fuel 2011, 90, 1946–1952. [Google Scholar] [CrossRef]
- Chen, H.L.; Lee, H.M.; Chen, S.H.; Chao, Y.; Chang, M.B. Review of plasma catalysis on hydrocarbon reforming for hydrogen production-Interaction, integration, and prospects. Appl. Catal. B Environ. 2008, 85, 1–9. [Google Scholar] [CrossRef]
- Lü, J.; Li, Z. Conversion of natural gas to C2 hydrocarbons via cold plasma technology. J. Nat. Gas Chem. 2010, 19, 375–379. [Google Scholar] [CrossRef]
- Boutot, T.; Buckle, K.; Collins, F.; Fletcher, D.; Frontain, E.; Kozinski, J.; Lister, D.; Lin, H.; Liu, Z.; Mendoza, G.; et al. High-concentration hydrogen production from natural gas using a pulsed dielectric barrier discharge. In Proceedings of the Hydrogen Fuel Cells 2004, Toronto, ON, Canada, 25–28 September 2004. [Google Scholar]
- Liu, L.; Das, S.; Zhang, Z.; Kawi, S. Nonoxidative coupling of methane over ceria-supported single-atom pt catalysts in DBD plasma. ACS Appl. Mater. Interfaces 2022, 14, 5363–5375. [Google Scholar] [CrossRef]
- Mao, X.; Chen, Q.; Guo, C. Methane pyrolysis with N2/Ar/He diluents in a repetitively-pulsed nanosecond discharge: Kinetics development for plasma assisted combustion and fuel reforming. Energy Convers. Manag. 2019, 200, 112018. [Google Scholar] [CrossRef]
- Thanyachotpaiboon, K.; Chavadej, S.; Caldwell, T.A.; Lobban, L.L.; Mallinson, R.G. Conversion of methane to higher hydrocarbons in AC nonequilibrium plasmas. AIChE J. 1998, 44, 2252–2257. [Google Scholar] [CrossRef]
- García-Moncada, N.; van Rooij, G.; Cents, T.; Lefferts, L. Catalyst-assisted DBD plasma for coupling of methane: Minimizing carbon-deposits by structured reactors. Catal. Today 2021, 369, 210–220. [Google Scholar] [CrossRef]
- Chawdhury, P.; Bhanudas Rawool, S.; Umamaheswara Rao, M.; Subrahmanyam, C. Methane decomposition by plasma-packed bed non-thermal plasma reactor. Chem. Eng. Sci. 2022, 258, 117779. [Google Scholar] [CrossRef]
- Yang, Y. Methane conversion and reforming by nonthermal plasma on pins. Ind. Eng. Chem. Res. 2002, 41, 5918–5926. [Google Scholar] [CrossRef]
- Pai, D.Z.; Lacoste, D.A.; Laux, C.O. Transitions between corona, glow, and spark regimes of nanosecond repetitively pulsed discharges in air at atmospheric pressure. J. Appl. Phys. 2010, 107, 093303. [Google Scholar] [CrossRef]
- Kado, S.; Sekine, Y.; Urasaki, K.; Okazaki, K.; Nozaki, T. High performance methane conversion into valuable products with spark discharge at room temperature. Stud. Surf. Sci. Catal. 2004, 147, 577–582. [Google Scholar] [CrossRef]
- Li, X.S.; Zhu, A.M.; Wang, K.J.; Xu, Y.; Song, Z.M. Methane conversion to C2 hydrocarbons and hydrogen in atmospheric non-thermal plasmas generated by different electric discharge techniques. Catal. Today 2004, 98, 617–624. [Google Scholar] [CrossRef]
- Nijdam, S.; Teunissen, J.; Ebert, U. The physics of streamer discharge phenomena. Plasma Sources Sci. Technol. 2020, 29, 103001. [Google Scholar] [CrossRef]
- Yao, S.L.; Suzuki, E.; Meng, N.; Nakayama, A. A high-efficiency reactor for the pulsed plasma conversion of methane. Plasma Chem. Plasma Process. 2002, 22, 225–237. [Google Scholar] [CrossRef]
- Scapinello, M.; Delikonstantis, E.; Stefanidis, G.D. Direct methane-to-ethylene conversion in a nanosecond pulsed discharge. Fuel 2018, 222, 705–710. [Google Scholar] [CrossRef]
- Delikonstantis, E.; Scapinello, M.; Stefanidis, G.D. Low energy cost conversion of methane to ethylene in a hybrid plasma-catalytic reactor system. Fuel Process. Technol. 2018, 176, 33–42. [Google Scholar] [CrossRef]
- Morais, E.; Delikonstantis, E.; Scapinello, M.; Smith, G.; Stefanidis, G.D.; Bogaerts, A. Methane coupling in nanosecond pulsed plasmas: Correlation between temperature and pressure and effects on product selectivity. Chem. Eng. J. 2023, 462, 142227. [Google Scholar] [CrossRef]
- Lotfalipour, R.; Ghorbanzadeh, A.M.; Mahdian, A. Methane conversion by repetitive nanosecond pulsed plasma. J. Phys. D. Appl. Phys. 2014, 47, 365201. [Google Scholar] [CrossRef]
- Yao, S.L.; Suzuki, E.; Nakayama, A. The pyrolysis property of a pulsed plasma of methane. Plasma Chem. Plasma Process. 2001, 21, 651–663. [Google Scholar] [CrossRef]
- Yao, S.; Nakayama, A.; Suzuki, E. Methane conversion using a high-frequency pulsed plasma: Discharge Features. AIChE J. 2001, 47, 419–426. [Google Scholar] [CrossRef]
- Yao, S.; Nakayama, A.; Suzuki, E. Methane conversion using a high-frequency pulsed plasma: Important factors. AIChE J. 2001, 47, 413–418. [Google Scholar] [CrossRef]
- Delikonstantis, E.; Scapinello, M.; Van Geenhoven, O.; Stefanidis, G.D. Nanosecond pulsed discharge-driven non-oxidative methane coupling in a plate-to-plate electrode configuration plasma reactor. Chem. Eng. J. 2020, 380, 122477. [Google Scholar] [CrossRef]
- Zhu, A.; Gong, W.; Zhang, X.; Zhang, B. Coupling of methane under pulse corona plasma (I)—In the absence of oxygen. Sci. China Ser. B Chem. 2000, 43, 208–214. [Google Scholar] [CrossRef]
- Beloqui Redondo, A.; Troussard, E.; Van Bokhoven, J.A. Non-oxidative methane conversion assisted by corona discharge. Fuel Process. Technol. 2012, 104, 265–270. [Google Scholar] [CrossRef]
- Dai, B.; Zhang, X.L.; Gong, W.M.; He, R. Effects of hydrogen on the methane coupling under non-equilibrium plasma. Plasma Sci. Technol. 2001, 3, 637–639. [Google Scholar] [CrossRef]
- Dai, W.; Yu, H.; Chen, Q.; Yin, Y.; Dai, X. Methane conversion to C2 hydrocarbons by abnormal glow discharge at atmospheric pressure. Plasma Sci. Technol. 2005, 7, 3132–3134. [Google Scholar] [CrossRef]
- Patiño, P.; Pérez, Y.; Caetano, M. Coupling and reforming of methane by means of low pressure radio-frequency plasmas. Fuel 2005, 84, 2008–2014. [Google Scholar] [CrossRef]
- Majidi Bidgoli, A.; Ghorbanzadeh, A.; Lotfalipour, R.; Roustaei, E.; Zakavi, M. Gliding spark plasma: Physical principles and performance in direct pyrolysis of methane. Energy 2017, 125, 705–715. [Google Scholar] [CrossRef]
- Bae, J.; Lee, M.; Park, S.; Jeong, M.G.; Hong, D.Y.; Kim, Y.D.; Park, Y.-K.; Hwang, Y.K. Investigation of intermediates in non-oxidative coupling of methane by non-thermal RF plasma. Catal. Today 2017, 293, 105–112. [Google Scholar] [CrossRef]
- Kuznetsov, D.L.; Uvarin, V.V.; Filatov, I.E. Plasma chemical conversion of methane by pulsed electron beams and non-self-sustained discharges. J. Phys. D Appl. Phys. 2021, 54, 435203. [Google Scholar] [CrossRef]
- Raja, R.B.; Sarathi, R.; Vinu, R. Selective production of hydrogen and solid carbon via methane pyrolysis using a swirl-induced point–plane non-thermal plasma reactor. Energy Fuels 2022, 36, 826–836. [Google Scholar] [CrossRef]
- Erdogan, A.A.; Yilmazoglu, M.Z. Plasma gasification of the medical waste. Int. J. Hydrog. Energy 2021, 46, 29108–29125. [Google Scholar] [CrossRef]
- Fulcheri, L.; Rohani, V.J.; Wyse, E.; Hardman, N.; Dames, E. An energy-efficient plasma methane pyrolysis process for high yields of carbon black and hydrogen. Int. J. Hydrogen Energy 2023, 48, 2920–2928. [Google Scholar] [CrossRef]
- Gautier, M.; Rohani, V.; Fulcheri, L. Direct decarbonization of methane by thermal plasma for the production of hydrogen and high value-added carbon black. Int. J. Hydrogen Energy 2017, 42, 28140–28156. [Google Scholar] [CrossRef]
- Fulcheri, L.; Schwob, Y. From methane to hydrogen, carbon black and water. Int. J. Hydrog. Energy 1995, 20, 197–202. [Google Scholar] [CrossRef]
- Ravary, B.; Fulcheri, L.; Bakken, J.A.; Flamant, G.; Fabry, F. Influence of the electromagnetic forces on momentum and heat transfer in a 3-phase ac plasma reactor. Plasma Chem. Plasma Process 1999, 19, 69–89. [Google Scholar] [CrossRef]
- Fulcheri, L.; Probst, N.; Flamant, G.; Fabry, F.; Grivei, E.; Bourrat, X. Plasma processing: A step towards the production of new grades of carbon black. Carbon 2002, 40, 169–176. [Google Scholar] [CrossRef]
- Kim, K.S.; Seo, J.H.; Nam, J.S.; Ju, W.T.; Hong, S.H. Production of hydrogen and carbon black by methane decomposition using DC-RF hybrid thermal plasmas. IEEE Trans. Plasma Sci. 2005, 33, 813–823. [Google Scholar]
- Mašláni, A.; Hrabovský, M.; Křenek, P.; Hlína, M.; Raman, S.; Sikarwar, V.S.; Jeremias, M. Pyrolysis of methane via thermal steam plasma for the production of hydrogen and carbon black. Int. J. Hydrog. Energy 2021, 46, 1605–1614. [Google Scholar] [CrossRef]
- Fincke, J.R.; Anderson, R.P.; Hyde, T.; Detering, B.A.; Wright, R.; Bewley, R.L.; Haggard, D.C.; Swank, W.D. Plasma thermal conversion of methane to acetylene. Plasma Chem. Plasma Process. 2002, 22, 105–136. [Google Scholar] [CrossRef]
- An, H.; Cheng, Y.; Li, T.; Li, Y.; Cheng, Y. Numerical analysis of methane pyrolysis in thermal plasma for selective synthesis of acetylene. Fuel Process. Technol. 2018, 172, 195–199. [Google Scholar] [CrossRef]
- Lee, Y.H.; Oh, J.H.; Choi, S. Evaluation of process conditions for methane pyrolysis applying the triple thermal plasma system. Int. J. Hydrog. Energy 2023, 48, 27127–27136. [Google Scholar] [CrossRef]
- Li, T.; Rehmet, C.; Cheng, Y.; Jin, Y.; Cheng, Y. Experimental comparison of methane pyrolysis in thermal plasma. Plasma Chem. Plasma Process. 2017, 37, 1033–1049. [Google Scholar] [CrossRef]
- Jasiński, M.; Czylkowski, D.; Hrycak, B.; Dors, M.; Mizeraczyk, J. Atmospheric pressure microwave plasma source for hydrogen production. Int. J. Hydrog. Energy 2013, 38, 11473–11483. [Google Scholar] [CrossRef]
- Chun, S.M.; Hong, Y.C.; Choi, D.H. Reforming of methane to syngas in a microwave plasma torch at atmospheric pressure. J. CO2 Util. 2017, 19, 221–229. [Google Scholar] [CrossRef]
- Heintze, M.; Magureanu, M.; Kettlitz, M. Mechanism of C2 hydrocarbon formation from methane in a pulsed microwave plasma. J. Appl. Phys. 2002, 92, 7022–7031. [Google Scholar] [CrossRef]
- Heintze, M.; Magureanu, M. Methane conversion into acetylene in a microwave plasma: Optimization of the operating parameters. J. Appl. Phys. 2002, 92, 2276–2283. [Google Scholar] [CrossRef]
- Onoe, K.; Fujie, A.; Yamaguchi, T.; Hatano, Y. Selective synthesis of acetylene from methane by microwave plasma reactions. Fuel 1997, 76, 281–282. [Google Scholar] [CrossRef]
- Cho, W.; Lee, S.H.; Ju, W.S.; Baek, Y.; Lee, J.K. Conversion of natural gas to hydrogen and carbon black by plasma and application of plasma carbon black. Catal. Today 2004, 98, 633–638. [Google Scholar] [CrossRef]
- Suib, S.L.; Zerger, R.P. A direct, continuous, low-power catalytic conversion of methane to higher hydrocarbons via microwave plasmas. J. Catal. 1993, 139, 383–391. [Google Scholar] [CrossRef]
- Zhang, J.Q.; Yang, Y.J.; Zhang, J.S.; Liu, Q.; Tan, K.R. Non-oxidative coupling of methane to C2 hydrocarbons under above-atmospheric pressure using pulsed microwave plasma. Energy Fuels 2002, 16, 687–693. [Google Scholar] [CrossRef]
- Vander Wal, R.; Sengupta, A.; Musselman, E.; Skoptsov, G. Microwave-Driven Plasma-Mediated Methane Cracking: Product Carbon Characterization. C 2018, 4, 61. [Google Scholar] [CrossRef]
- Wnukowski, M.; Jamróz, P.; Niedzwiecki, L. The role of hydrogen in microwave plasma valorization of producer gas. Int. J. Hydrog. Energy 2021, 48, 11640–11651. [Google Scholar] [CrossRef]
- Jasiński, M.; Dors, M.; Nowakowska, H.; Mizeraczyk, J. Hydrogen production via methane reforming using various microwave plasma sources. Chem. List 2008, 102, 1332–1337. [Google Scholar]
- Shen, C.; Sun, D.; Yang, H. Methane coupling in microwave plasma under atmospheric pressure. J. Nat. Gas. Chem. 2011, 20, 449–456. [Google Scholar] [CrossRef]
- Wnukowski, M.; Gerber, J.; Mróz, K. Shifts in product distribution in microwave plasma methane pyrolysis due to hydrogen and nitrogen addition. Methane 2022, 1, 286–299. [Google Scholar] [CrossRef]
- Zhou, M.; Yang, Z.; Ren, J.; Zhang, T.; Xu, W.; Zhang, J. Non-oxidative coupling reaction of methane to hydrogen and ethene via plasma-catalysis process. Int. J. Hydrog. Energy 2023, 48, 78–89. [Google Scholar] [CrossRef]
- Czernichowski, A.; Czernichowski, P. Pyrolysis of natural gas in the gliding electric discharges. In Proceedings of the 10th Canadaian Hydrogen Conference, Quebec, QC, Canada, 28–31 May 2000. [Google Scholar]
- Indarto, A.; Choi, J.W.; Lee, H.; Song, H.K. Effect of additive gases on methane conversion using gliding arc discharge. Energy 2006, 31, 2986–2995. [Google Scholar] [CrossRef]
- Lee, H.; Sekiguchi, H. Plasma-catalytic hybrid system using spouted bed with a gliding arc discharge: CH4 reforming as a model reaction. J. Phys. D Appl. Phys. 2011, 44, 274008. [Google Scholar] [CrossRef]
- Młotek, M.; Sentek, J.; Krawczyk, K.; Schmidt-Szałowski, K. The hybrid plasma-catalytic process for non-oxidative methane coupling to ethylene and ethane. Appl. Catal. A Gen. 2009, 366, 232–241. [Google Scholar] [CrossRef]
- Lee, D.H.; Kim, K.T.; Cha, M.S.; Song, Y.H. Optimization scheme of a rotating gliding arc reactor for partial oxidation of methane. Proc. Combust. Inst. 2007, 31, 3343–3351. [Google Scholar] [CrossRef]
- Singh Aulakh, D.J.; Boulama, K.G.; Pharoah, J.G. On the reduction of electric energy consumption in electrolysis: A thermodynamic study. Int. J. Hydrogen Energy 2021, 46, 17084–17096. [Google Scholar] [CrossRef]
- Jiang, Q.; Ren, Y.; Yang, Y.; Liu, H.; Wang, L.; Li, J.; Dai, L.; He, Z. High-activity and stability graphite felt supported by Fe, N, S co-doped carbon nanofibers derived from bimetal-organic framework for vanadium redox flow battery. Chem. Eng. J. 2023, 460, 141751. [Google Scholar] [CrossRef]
- Jiang, Q.; Ren, Y.; Yang, Y.; Wang, L.; Dai, L.; He, Z. Recent advances in carbon-based electrocatalysts for vanadium redox flow battery: Mechanisms, properties, and perspectives. Compos. Part B Eng. 2022, 242, 110094. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of plasma: | DBD | Pulse spark, MWP, GAP | Arc |
| Main carbon-containing products: | C2H6, C3+, carbonaceous material | C2H2, C2H4, carbon black | Carbon black, C2H2 |
| Hydrogen yield: | Low | Moderate to high | High |
| TRL: | ~4–5 | ~4–5 | 8 |
| Remarks: | Very often combined with a catalyst, relatively low conversion rate and a high SEI, possible hybrid reactor (plasma–thermal) with high C2H4 yield | A wide range of product distribution depending on the process conditions (pressure, addition of hydrogen), possible to combine with a catalyst, a relatively low SEI, and a moderate conversion rate | Mostly designed for hydrogen and carbon black/acetylene production, a high conversion rate and a moderate SEI, requires the use of a plasma agent gas (e.g., Ar, H2, N2) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wnukowski, M. Methane Pyrolysis with the Use of Plasma: Review of Plasma Reactors and Process Products. Energies 2023, 16, 6441. https://doi.org/10.3390/en16186441
Wnukowski M. Methane Pyrolysis with the Use of Plasma: Review of Plasma Reactors and Process Products. Energies. 2023; 16(18):6441. https://doi.org/10.3390/en16186441
Chicago/Turabian StyleWnukowski, Mateusz. 2023. "Methane Pyrolysis with the Use of Plasma: Review of Plasma Reactors and Process Products" Energies 16, no. 18: 6441. https://doi.org/10.3390/en16186441
APA StyleWnukowski, M. (2023). Methane Pyrolysis with the Use of Plasma: Review of Plasma Reactors and Process Products. Energies, 16(18), 6441. https://doi.org/10.3390/en16186441