

Study on Gas–Solid Two–Phase Flow Characteristics of One–Furnace with Two–Tower Semi–Dry Desulfurization in Circulating Fluidized Bed Boiler

Abstract
1. Introduction
2. Numerical Simulation of Gas–Solid Two–Phase Flow
2.1. Mathematical Model Building
- (1)
- Both liquid and desulfurizer particles are spherical in shape;
- (2)
- Because the liquid phase ionic reaction rate between sulfite ions dissolved in water and calcium ions is fast, the chemical reaction rate during sulfur removal is not considered to be an influential parameter, compared with the mass transfer process;
- (3)
- The reaction is only carried out in the liquid surface film; the reactants cannot coexist in the liquid surface film, and the reaction only occurs on one side of the liquid surface film;
- (4)
- It is considered that the internal temperature of the slurry droplets is uniform;
- (5)
- The liquid evaporation follows Raoult’s law and does not consider phase transition;
- (6)
- The influence of other components in the flue gas, such as CO2, on the desulfurization process is not considered.
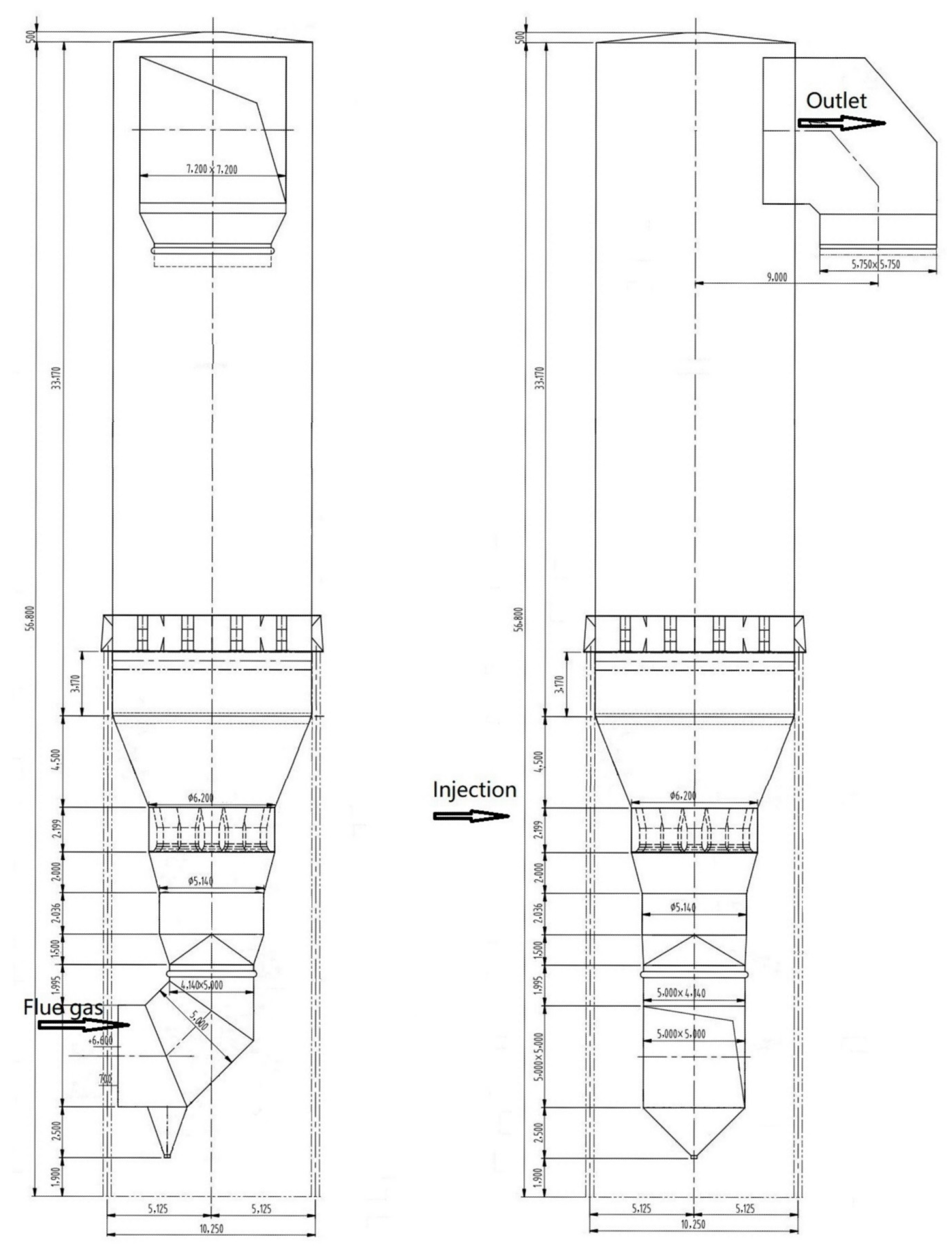
2.2. Desulfurization Tower Parameters and Numerical Simulation Conditions
3. Results and Discussions
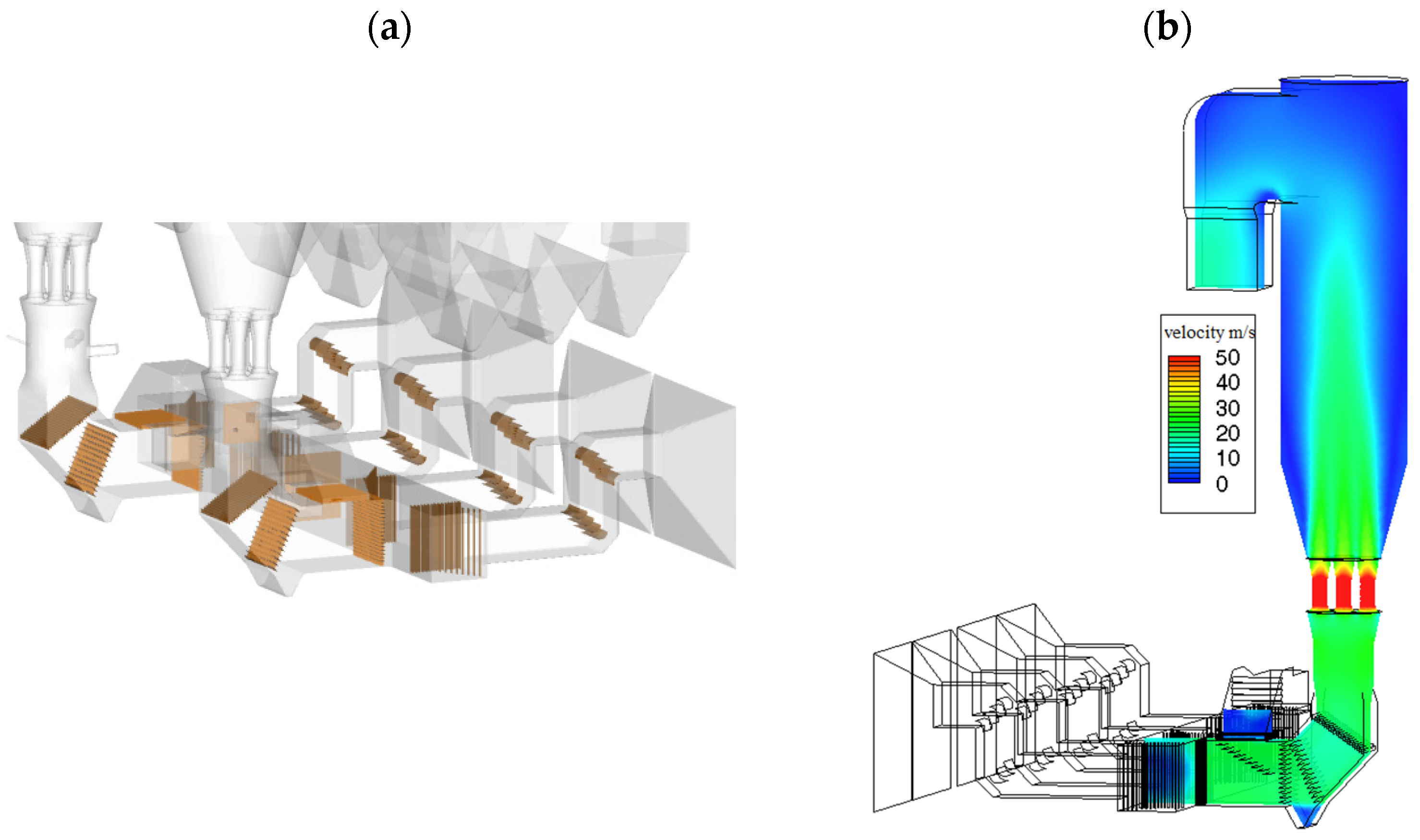
3.1. Single–Phase Flow Simulation
3.2. Characteristics of Two–Phase Flow of Solid and Gas Flows in Desulfurization Tower
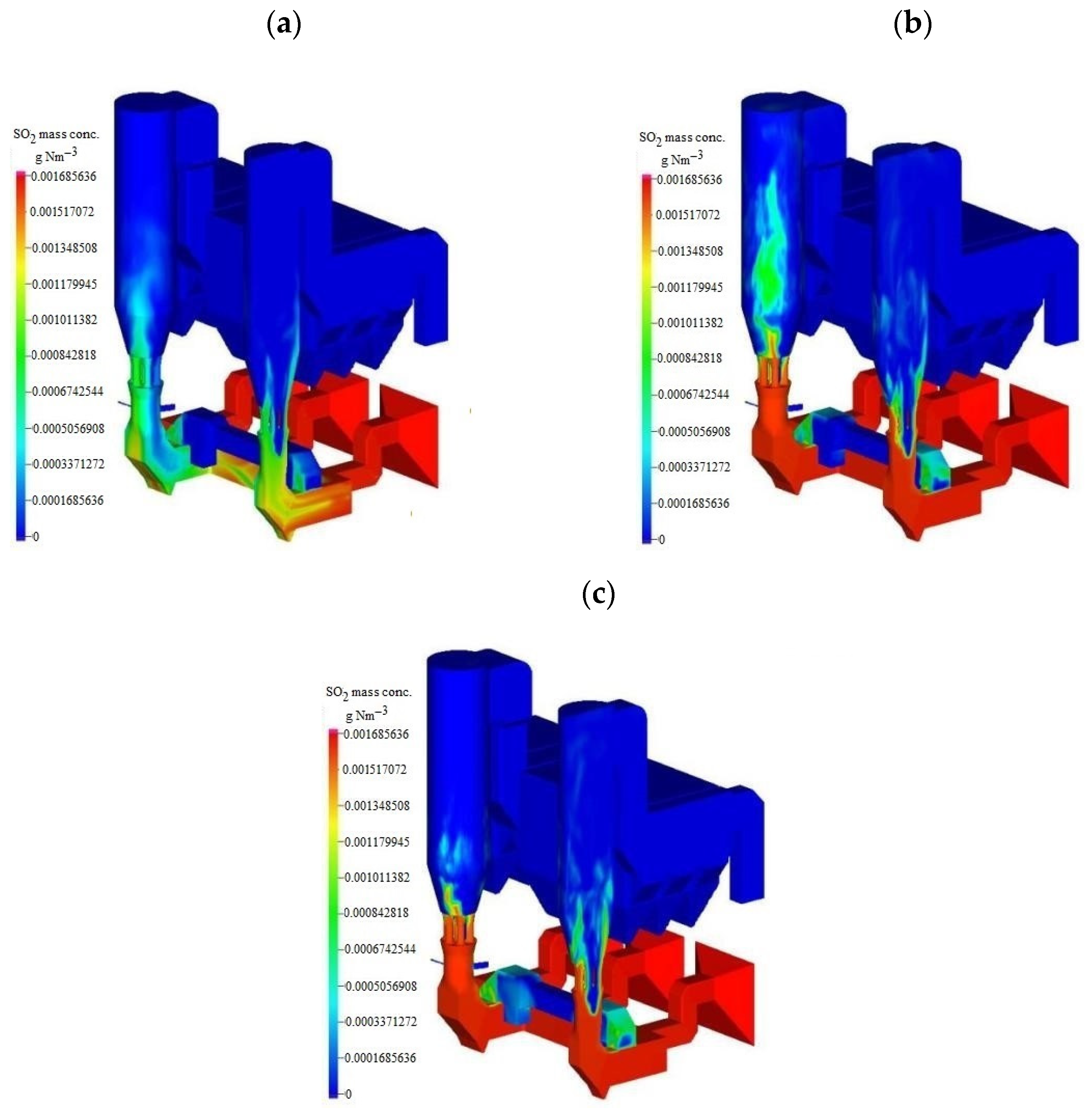
3.3. Gas–Solid Flow Characteristics of Single Tower and Double Tower Switching
3.4. Comparison of Simulation Results with Experimental Results
- (1)
- During the operation of the double tower and the single tower, the flue–gas flow rate of tower A changed greatly, increasing from 1251 kNm3 h−1 to 1634 kNm3 h−1, due to the stopping of operation of tower B and the decrease in the recirculated flue gas volume at the same time. During the switching process, the change in the bed pressure of tower A was small, and the flue–gas flow and bed pressure of tower B before and after the switching test of the single and double towers were also low. This showed that the concentration distribution of chemical substances in the desulfurization tower was uniform during the switching process, which was the same as the simulation result;
- (2)
- When the two towers operated under loads of 60 and 100% BMCR, the flue–gas flow and the bed pressure of the two towers were not much different, and the deviation was less than 5%. This means that the distribution of the desulfurization agent inside was basically the same, and as the two desulfurization systems are arranged symmetrically, the gas–solid two–phase flow behavior in the tower was basically the same, which was the same as the simulation calculation result;
- (3)
- The test results showed that under all working conditions, the SO2 outlet concentration of the desulfurization tower was lower than the emission standard of 35 μg Nm−3, indicating that the desulfurization system can meet the emission requirements.
4. Conclusions
- A desulfurization tower set up with reasonable baffle plates can effectively enhance the stability of the sulfurous flue–gas flow in the desulfurization tower, and effectively organize the gas–solid stable flow in the tower, reducing the pressure fluctuations in the tower, with system resistance reduced to 1100 Pa; the desulfurization efficiency of the desulfurization tower was improved, the outlet concentration of SO2 ≤ 5 mg Nm−3.
- The single tower is designed to meet the unit load of 60% BMCR operation. Maintaining the stability of the gas–solid two–phase flow characteristics in the tower is the basis to ensure the stable switch between the single tower and the double towers.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| ρ | Density |
| α | Voidage |
| ug | Gas velocity |
| P | Pressure |
| μt | Turbulent viscosity |
| g | Gravitational acceleration |
| Sp | Gas–solid interaction force |
| m | Mass |
| υp | Particle velocity |
| Fd | Drag forces of particles |
| Fc,e | Contact force of elastic collision |
| Fc,t | Contact force of friction collision |
| Mass transfer flux of SO2 in the gas film | |
| Mass transfer coefficient of SO2 in the gas film | |
| Partial pressure of SO2 at the gas phase main body | |
| Partial pressure of SO2 at the gas film surface | |
| Mass transfer flux of SO2 in the liquid surface film | |
| Mass transfer coefficient of SO2 in the liquid surface film | |
| Concentration of SO2 at the surface of the liquid surface film | |
| E | Enhancement factor |
| Diffusion coefficients of SO2 in the liquid surface film | |
| Diffusion coefficients of Ca(OH)2 in the liquid surface film | |
| Concentration of Ca(OH)2 at the surface of the liquid surface film | |
| Henry coefficient of SO2 | |
| Dissolved flux of Ca(OH)2 | |
| Mass transfer coefficient of Ca(OH)2 | |
| Saturated concentration of Ca(OH)2 in the liquid surface film | |
| Concentration of Ca(OH)2 in the liquid surface film | |
| Mass transfer flux of SO2 | |
| Surface area of lime particles | |
| Surface area of slurry droplets | |
| SO2 reaction rate | |
| Sh | Mass transfer Sherwood number |
| dp | Sorbent particle diameter |
| Pliq | Partial pressure of water vapor on the surface of droplets |
| u | Flu–flow rate at the entrance of desulfurization tower |
| Tg | Flue–gas temperature |
| N | Number of venturi tubes |
| Caq,Ca(OH)2 | Solubility of Ca(OH)2 at 75 °C |
| Cin,SO2 | Inlet SO2 concentration |
| Cout,SO2 | SO2 concentration at system outlet |
| Tw | Spray water temperature |
| ρCa(OH)2 | Ca(OH)2 density |
| ρCaSO3 | Caso3 density |
| d50 | Medium particle diameter |
| CaS | Ca/S ratio |
| Liquid phase mass transfer coefficient | |
| H | Henry’s law constant |
| The diffusion coefficients of SO2 in the gas film surface | |
| T | Temperature of droplet |
| φ | Ratio of diffusion coefficients in liquid phase |
| BMCR | Boiler maximum continuous rating |
| Subscripts | |
| g | Gas |
| p | Particle |
References
- He, J. Comparative Analysis of Ultra–Low Emission Technology Route of Desulphurization in 350 MW Supercritical Circulating Fluidized Bed Unit. Mech. Electr. Inf. 2020, 36, 3–8. [Google Scholar]
- Deng, Y.; Ansart, R.; Baeyens, J.; Zhang, H. Flue Gas Desulphurization in Circulating Fluidized Beds. Energies 2019, 12, 3908. [Google Scholar] [CrossRef]
- Zhao, L.; Du, Y.; Zeng, Y.; Kang, Z.; Sun, B. Sulfur Conversion of Mixed Coal and Gangue during Combustion in a CFB Boiler. Energies 2020, 13, 553. [Google Scholar] [CrossRef]
- Yang, C.; Wu, H.; Deng, K.; He, H.; Sun, L. Study on Powder Coke Combustion and Pollution Emission Characteristics of Fluidized Bed Boilers. Energies 2019, 12, 1424. [Google Scholar] [CrossRef]
- Dongjie, Y.; Xuemin, H.; Ya, Y.; Qing, L.; Dangsheng, L. Progress of Additives for FGD Process. In Proceedings of the Ebm 2010: International Conference on Engineering and Business Management, Chengdu, China, 24–26 March 2010; Volume 1–8, pp. 3644–3647. [Google Scholar]
- Wang, X.; Li, Y.; Zhu, T.; Jing, P.; Wang, J. Simulation of the heterogeneous semi–dry flue gas desulfurization in a pilot CFB riser using the two–fluid model. Chem. Eng. J. 2015, 264, 479–486. [Google Scholar] [CrossRef]
- Han, J.; Huang, Y.; Lu, X.; Tong, Z. Effect of humidification of circulating ash on desulfurization efficiency in dense flow semidry flue gas absorber. Chin. J. Environ. Eng. 2015, 9, 4479–4482. [Google Scholar]
- Li, J.; Zhu, W.; Zhou, J.; Sun, Q.; Wang, M. Experimental study on factors affecting efficiency of flue gas desulfurization by spray drying wet(semi–dry) process. CIESC J. 2014, 65, 724–730. [Google Scholar]
- Wang, N.; Zhang, X. Effect of Humidification Water on Semi–Dry Flue Gas Desulfurization. Procedia Environ. Sci. 2011, 11, 1023–1028. [Google Scholar] [CrossRef]
- Zhang, J.; You, C.; Chen, C.; Qi, H.; Xu, X. Effect of near–wall air curtain on the wall deposition of droplets in a semidry flue gas desulfurization reactor. Environ. Sci. Technol. 2007, 41, 4415–4421. [Google Scholar] [CrossRef]
- Zhang, J.; You, C.; Zhao, S.; Chen, C.; Qi, H. Characteristics and reactivity of rapidly hydrated sorbent for semidry flue gas desulfurization. Environ. Sci. Technol. 2008, 42, 1705–1710. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhu, X.; Peng, J.; Liu, Y.; Zhang, D.; Zhang, M. The effect of hydrogen peroxide solution on SO2 removal in the semidry flue gas desulfurization process. J. Hazard. Mater. 2009, 170, 436–442. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Wang, J.; Liu, Y. Experimental study on the effect of CO2–activated CaCO3 slurry on semi–dry flue gas desulfurization. J. Eng. Therm. Energy Power 2006, 4, 401–404+38. [Google Scholar]
- Zhao, Q.; Zhang, Z. Application of Semi–dry Flue Gas Desulfurization Technology in Circulating Fluidized Bed Boilers. IOP Conf. Ser. Earth Environ. Sci. 2021, 781, 042039. [Google Scholar] [CrossRef]
- Korpela, T.; Majanne, Y.; Salminen, O.; Laari, A.; Björkqvist, T. Monitoring of spraying in semi–dry desulfurization processes in coal fired power plants. IFAC Pap. 2015, 48, 403–408. [Google Scholar] [CrossRef]
- Liu, X.; Yang, H.; Lyu, J. Optimization of Fluidization State of a Circulating Fluidized Bed Boiler for Economical Operation. Energies 2020, 13, 376. [Google Scholar] [CrossRef]
- Li, X.; Han, J.; Liu, Y.; Dou, Z.; Zhang, T. Summary of research progress on industrial flue gas desulfurization technology. Sep. Purif. Technol. 2020, 281, 119849. [Google Scholar] [CrossRef]
- Li, Y.; Tong, H.; Ma, C.; Zhuo, Y.; Xu, X. Analytic study on approach to adiabatic saturation temperature and the control scheme for the amount of water sprayed in the semi–dry FGD process. Fuel 2004, 83, 2255–2264. [Google Scholar] [CrossRef]
- Nakazato, T.; Liu, Y.; Kato, K. Removal of SO2 in semi–dry flue gas desulfurization process with a powder–particle spouted bed. Can. J. Chem. Eng. 2004, 82, 110–115. [Google Scholar] [CrossRef]
- Liu, J.; Gao, J.; Jiang, X.; Gao, J.; Du, Q.; Wu, S. Simultaneous Removal of SO2 and Small Particles in a Multistage Spouted Fluidized Tower. Energy Fuels 2009, 23, 5934–5941. [Google Scholar] [CrossRef]
- Chang, G.; Song, C.; Wang, L. A modeling and experimental study of flue gas desulfurization in a dense phase tower. J. Hazard. Mater. 2011, 189, 134–140. [Google Scholar] [CrossRef]
- Wang, X.; Wang, S.; Wang, R.; Yuan, Z.; Shao, B.; Fan, J. Numerical simulation of semi–dry desulfurization spouted bed using the discrete element method (DEM). Powder Technol. 2021, 378, 191–201. [Google Scholar] [CrossRef]
- Xu, Z. Process Simulation and Optimization of Semi–dry Circulating Fluidized Bed Flue Gas Desulfurization Process Based on CFD. Master’s Thesis, Xiangtan University, Xiangtan, China, 2020. [Google Scholar]
- Yu, B.; Wang, A.; Sun, H.; Wa, Q.; Chen, Y.; Zheng, Y.; Yao, X. Flue Flow Field Simulation and Optimization in CFB Semi–Dry Desulfurization Plant. Clean Coal Technol. 2020, 3, 75–81. [Google Scholar]
- Wu, F.; Yue, K.; Gao, W.; Gong, M.; Ma, X.; Zhou, W. Numerical simulation of semi–dry flue gas desulfurization process in the powder–particle spouted bed. Adv. Powder Technol. 2020, 31, 323–331. [Google Scholar] [CrossRef]
- Yu, Y.; Zhao, L.; Li, Y.; Zhou, Q. A Model to Improve Granular Temperature in CFD–DEM Simulations. Energies 2020, 13, 4730. [Google Scholar] [CrossRef]
- Yang, C.; Chen, C.; Liu, G.; Duan, Y. Parallel Algorithm of CFD–DEM Model and Applications on Gas–Solids Flow in Fluidized Beds. CIESC J. 2016, 7, 2748–2755. [Google Scholar]
- Geng, T.; Wang, Z.; Meng, C.; Yu, Z. Study on Droplet Evaporation Model of Semi–Dry Desulfurization Spray. Ind. Heat. 2021, 3, 37–39. [Google Scholar]
- Cai, L.; Xu, Z.; Wang, X.; Bai, H.; Han, L.; Zhou, Y. Numerical simulation and optimization of semi–dry flue gas desulfurization in a CFB based on the two–film theory using response surface methodology. Powder Technol. 2022, 401, 117268. [Google Scholar] [CrossRef]
- Zhang, S.; Gui, Y.; Yuan, H.-T.; Song, C.; Wang, Y. Dynamic Analysis of Sintering Flue Gas Desulfurization with Steel Slag. Foundry Technol. 2017, 3, 662–665+673. [Google Scholar]
- Xiao, R. Numerical Simulation about Flow Field inside Desulfurization Tower in the Process of Semidry Flue Gas Desulfurization. Master’s Thesis, Northeastern University, Boston, MA, USA, 2009. [Google Scholar]
- Teng, B. Experimental and Theoretical Study on Semi–Dry Flue Gas Desulfurization. Ph.D. Thesis, Zhejiang University, Hangzhou, China, 2004. [Google Scholar]
- Wang, N. Experimental and Theoretical Study on A New Semi–Dry Flue Gas Desulfurization. Ph.D. Thesis, Zhejiang University, Hangzhou, China, 2002. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Geometry Parameters | Units | Value of Number |
|---|---|---|
| The inlet size of the desulfurization tower | mm | 5000 × 5000 |
| The diameter of reaction section | mm | 9800 |
| The height of reaction section | mm | 33,170 |
| The height of cone section | mm | 12,235 |
| The outlet size of the desulfurization tower | mm | 7200 × 7200 |
| Physical Parameter | Symbol | Units | Value of Number |
|---|---|---|---|
| Flue–flow rate at the entrance of desulfurization tower | u | m/s | 15 |
| Flue–gas temperature | Tg | °C | 120 |
| Number of venturi tubes | N | - | 7 |
| Solubility of Ca(OH)2 at 75 °C | Caq,Ca(OH)2 | mol/m3 | 13.5 |
| Inlet SO2 concentration | Cin SO2 | mg/Nm3 | 1600 |
| SO2 concentration at system outlet | Cout,SO2 | mg/Nm3 | ≤5 |
| Spray water temperature | Tw | °C | 120 |
| Ca(OH)2 density | ρCa(OH)2 | kg/Nm3 | 2240 |
| CaSO3 density | ρCaSO3 | kg/Nm3 | 1595 |
| medium particle diameter | d50 | μm | 200 |
| Ca/S ratio | CaS | mol/mol | 1.5 |
| Total Air Flow kNm3 h−1 | Flue–Gas Flow (A/B) kNm3 h−1 | Furnace Bed Pressure (A/B) kPa | Inlet SO2 Concentration (A/B) μg Nm−3 | Outlet SO2 Concentration (A/B) μg Nm−3 | |
|---|---|---|---|---|---|
| Initial operation of the double towers | 948 | 1251/1244 | 0.79/0.73 | 71/10 | 0/0 |
| Switch from double tower to single tower | 951 | 1634/0 | 0.80/0 | 81/0 | 5/0 |
| Switch from single tower to double tower | 954 | 1252/1361 | 0.83/0.73 | 75/15 | 0/0 |
| 100% BMCR load operation of double towers | 1625 | 1541/1531 | 1.64/1.65 | 182/219 | 0/2 |
| 60% BMCR load operation of double towers | 1248 | 1345/1332 | 1.40/1.47 | 652/290 | 0/11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Gan, Z.; Xin, S.; Yang, C. Study on Gas–Solid Two–Phase Flow Characteristics of One–Furnace with Two–Tower Semi–Dry Desulfurization in Circulating Fluidized Bed Boiler. Energies 2023, 16, 1971. https://doi.org/10.3390/en16041971
Wang X, Gan Z, Xin S, Yang C. Study on Gas–Solid Two–Phase Flow Characteristics of One–Furnace with Two–Tower Semi–Dry Desulfurization in Circulating Fluidized Bed Boiler. Energies. 2023; 16(4):1971. https://doi.org/10.3390/en16041971
Chicago/Turabian StyleWang, Xueshen, Zheng Gan, Shengwei Xin, and Chunzhen Yang. 2023. "Study on Gas–Solid Two–Phase Flow Characteristics of One–Furnace with Two–Tower Semi–Dry Desulfurization in Circulating Fluidized Bed Boiler" Energies 16, no. 4: 1971. https://doi.org/10.3390/en16041971
APA StyleWang, X., Gan, Z., Xin, S., & Yang, C. (2023). Study on Gas–Solid Two–Phase Flow Characteristics of One–Furnace with Two–Tower Semi–Dry Desulfurization in Circulating Fluidized Bed Boiler. Energies, 16(4), 1971. https://doi.org/10.3390/en16041971