
Collaborative Operation Optimization Scheduling Strategy of Electric Vehicle and Steel Plant Considering V2G


Abstract
1. Introduction
- (1)
- A joint operation mode of EV and steel production is proposed to reduce the impact load caused by steel production.
- (2)
- A linear connection approach of steel production steps is proposed, which makes the steel production model have higher scalability.
- (3)
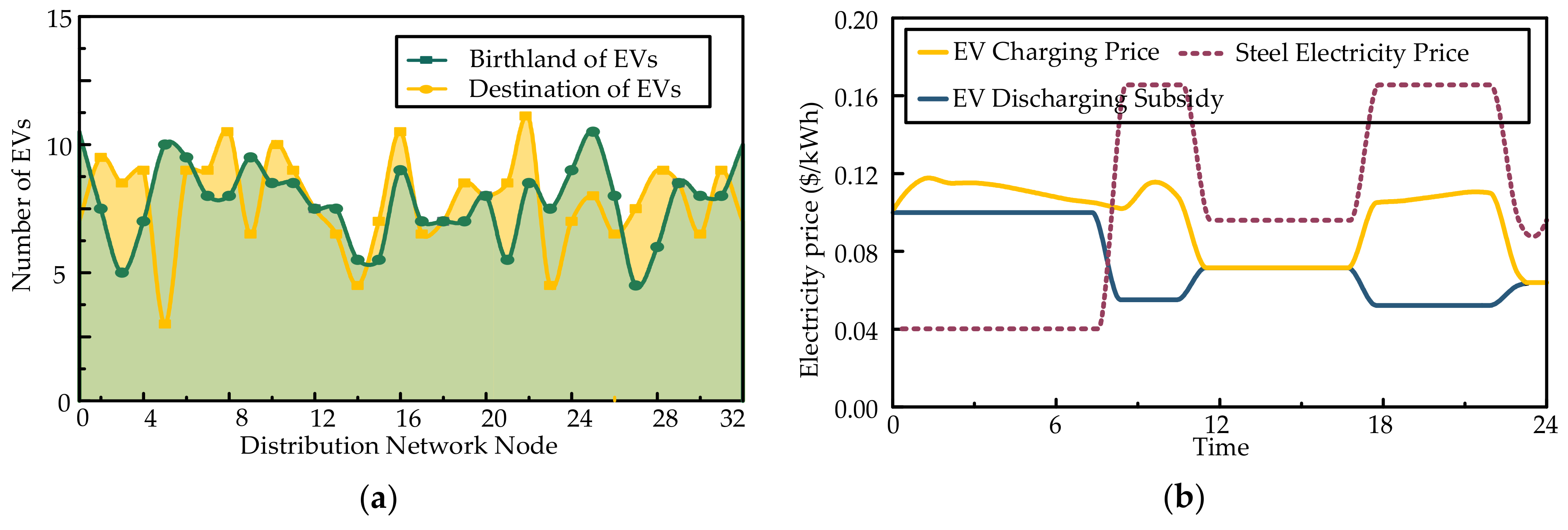
- The EV charging and discharging incentive price is formulated considering the complementary mechanisms of peak–valley price and EV charging price to achieve optimal economic operation.
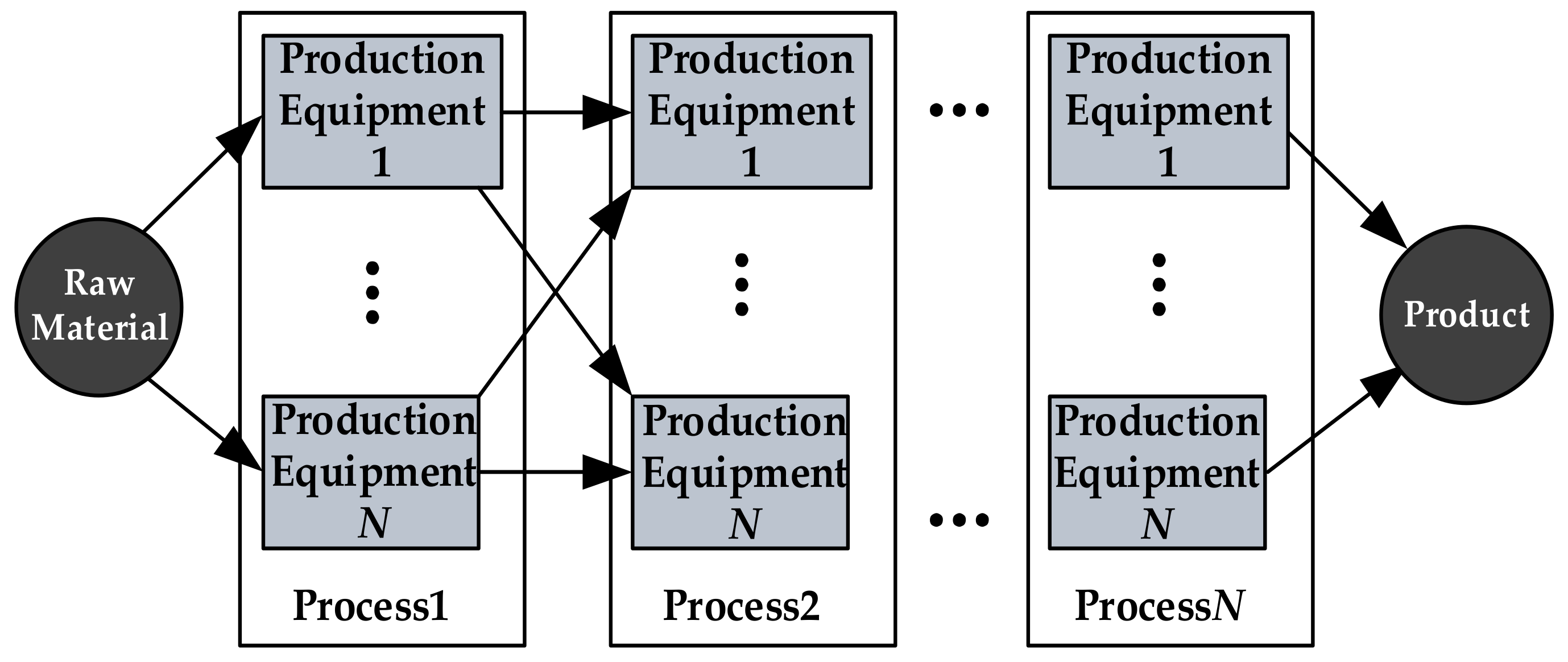
2. Establishment of Steel Production Model
2.1. EAF Steel Production Processes
- (1)
- Steel production: The scrap raw material is sent into the EAF for melting. Because of the need for electric heating, the electricity consumption of this production process is large.
- (2)
- Secondary metallurgy: The molten steel after EAF processing is sent to the LF furnace for refining, desulfurization and temperature control. Due to the need to control the temperature of molten steel, the electricity consumed in this process is also high.
- (3)
- Refining decarburization: The molten steel of the LF furnace is fed into the AOD furnace, and the decarburization process is carried out under the protection of argon and oxygen. This step does not involve heating load and consumes less electricity.
- (4)
- Continuous casting: In this production step, the molten steel is continuously solidified into steel, and the power consumption is less.
2.2. Establishment of Steel Production Model
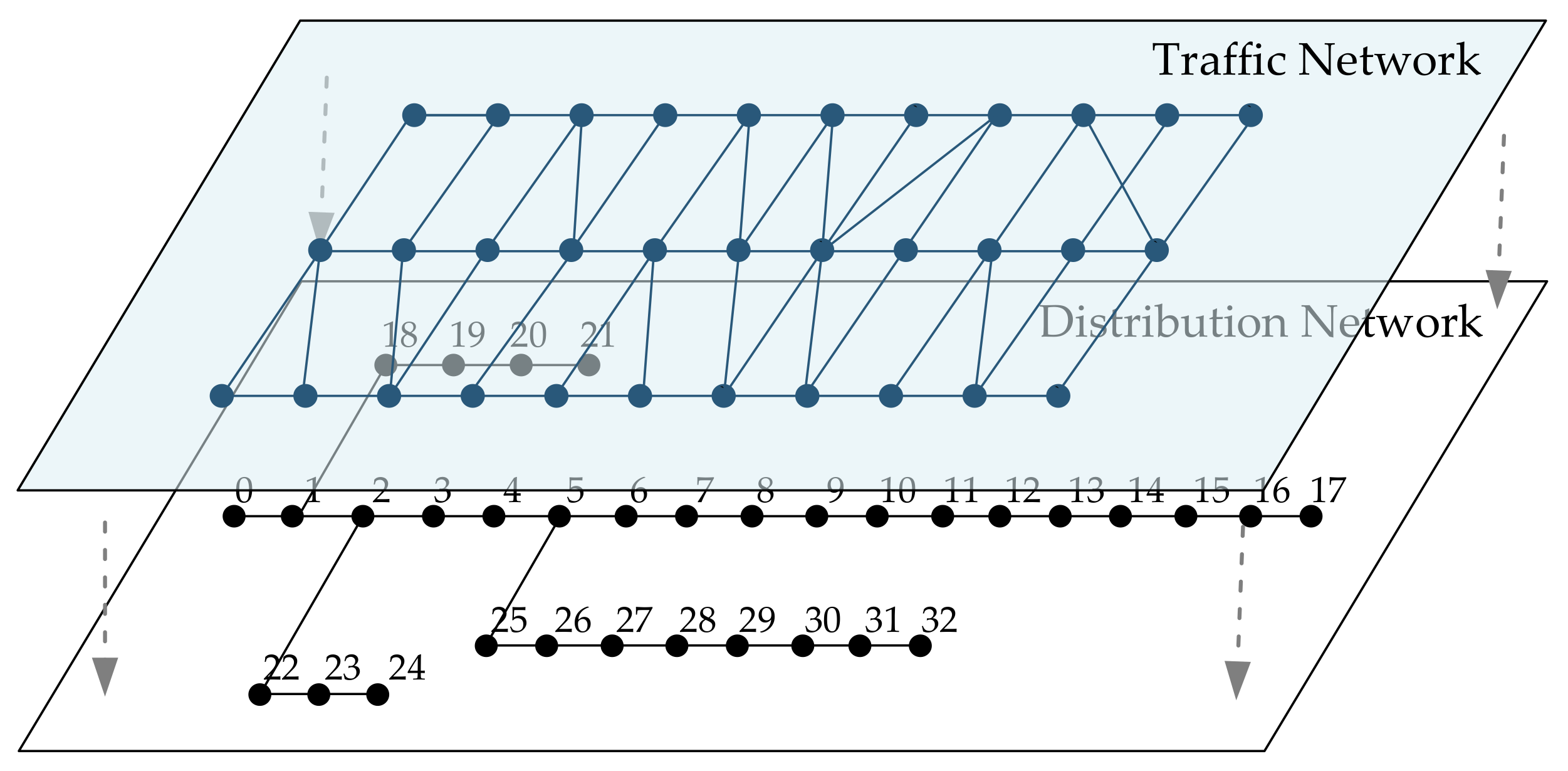
3. Establishment of EV Steel Plant Joint Scheduling Model
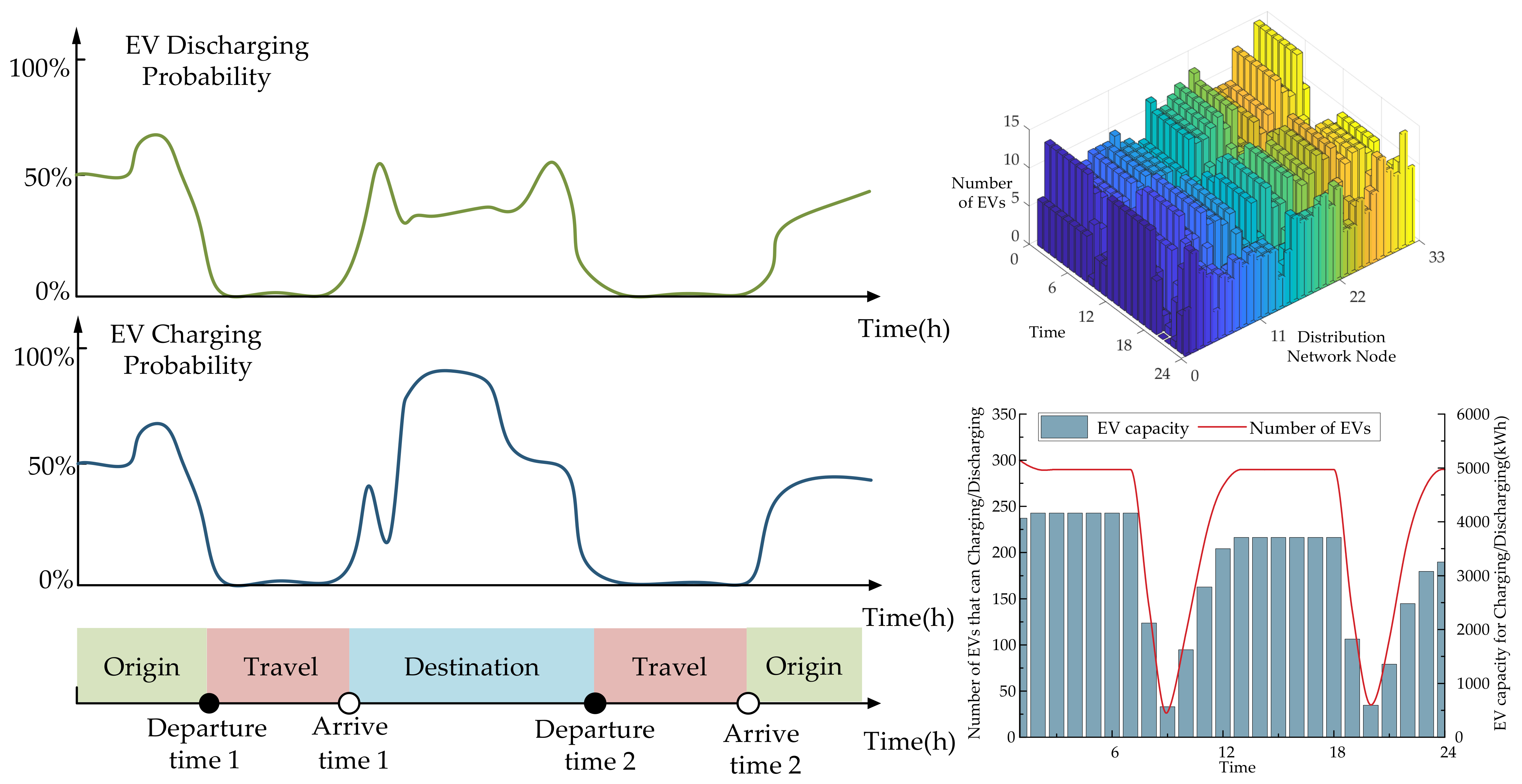
3.1. Analysis of EV Travel Characteristics
3.2. Model Assumptions
- (1)
- Because the change is small, and this work focuses on the power consumption of the steel mill, this work ignores the quality change in the finished product caused by the production decarburization during the production of 20 tons of steel per heat.
- (2)
- This work assumes that the charging and discharging behavior of EV users is only affected by SOC state and electricity price.
- (3)
- This work considers that each EV user is based on the maximum travel efficiency. It is assumed that the travel of EV users is limited to the starting point and destination and will not stop on the road.
- (4)
- Because the number of EVs simulated in this paper is small, this paper assumes that all EVs are the same type of working vehicles, and the travel distance of each EV is fixed.
- (5)
- This work mainly studies the participation of EV in the peak shaving and valley filling of the steel plant, so the remaining load in the IEEE33 node is considered as the constant load.
3.3. Objective Function
3.3.1. Power Generation Cost
3.3.2. Charging Cost of EV Users
3.3.3. Production Cost of Steel Plant
3.4. Constraints
3.4.1. Generation Constraints
3.4.2. Power Balance Constraints
3.4.3. Steel Production Steps Constraints
3.4.4. EV Charge and Discharge Constraints
3.4.5. SOC State Constraints
4. Analysis of Simulation Example
4.1. Analysis of Simulation Examples
4.2. Results and Discussion
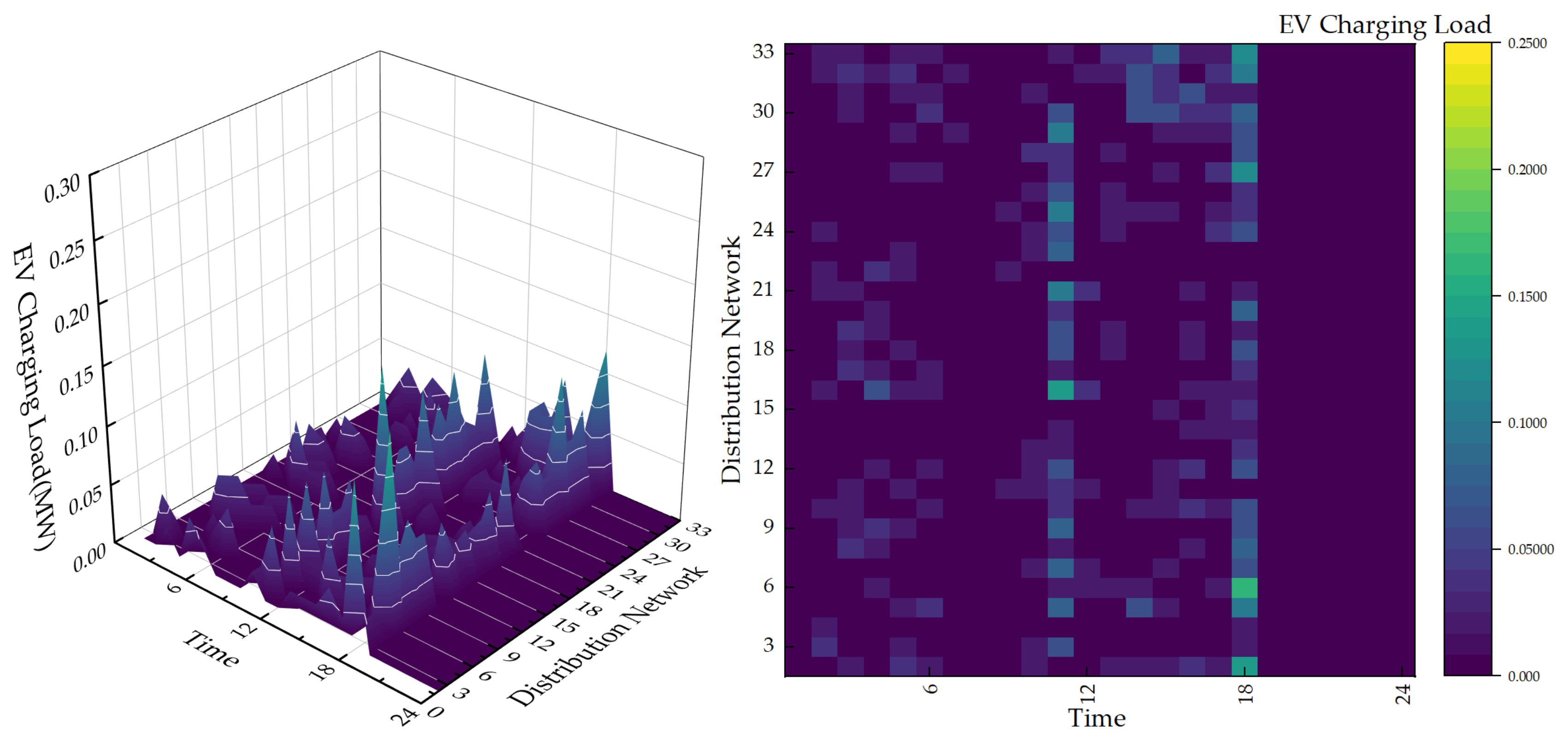
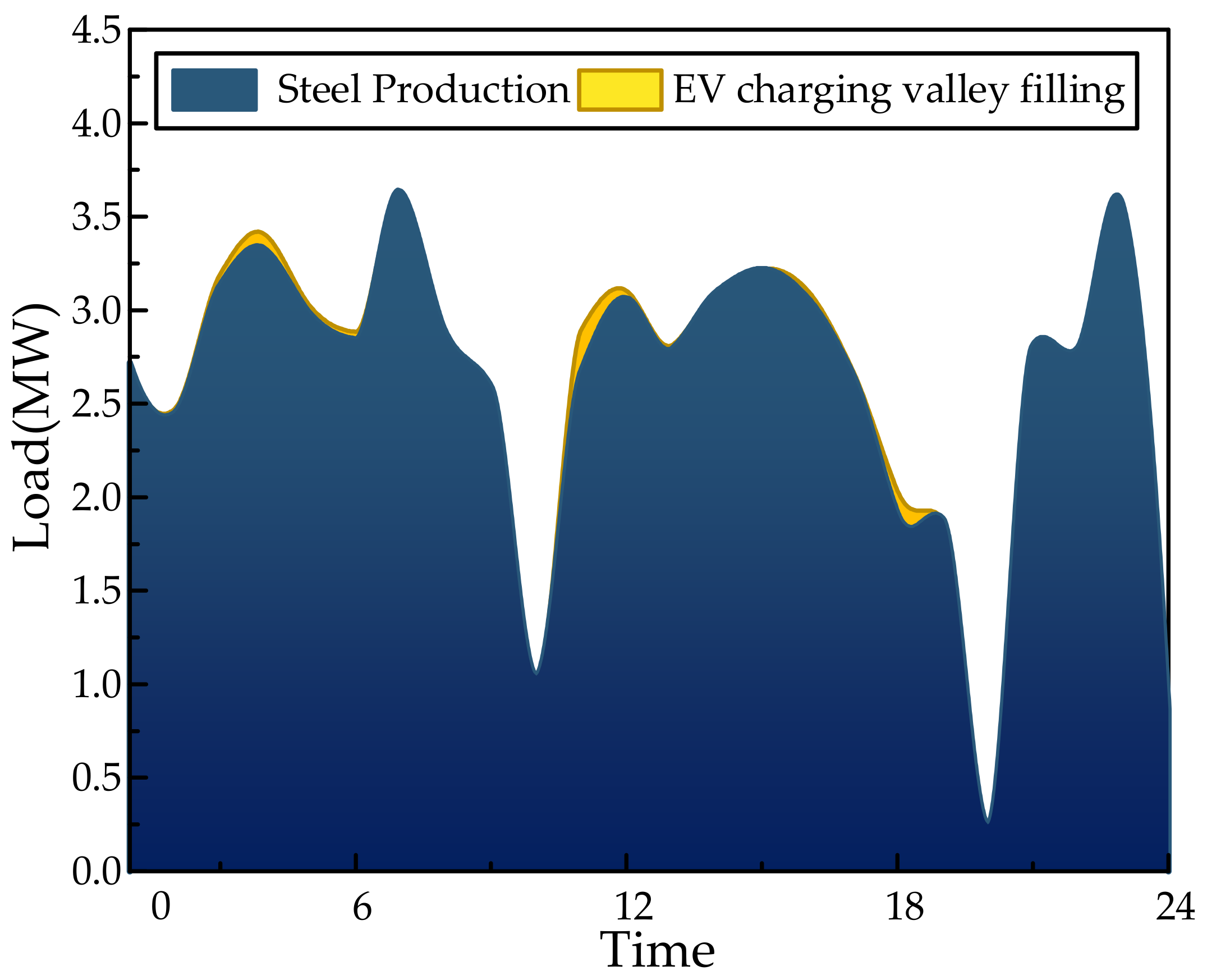
4.2.1. Scenario 1
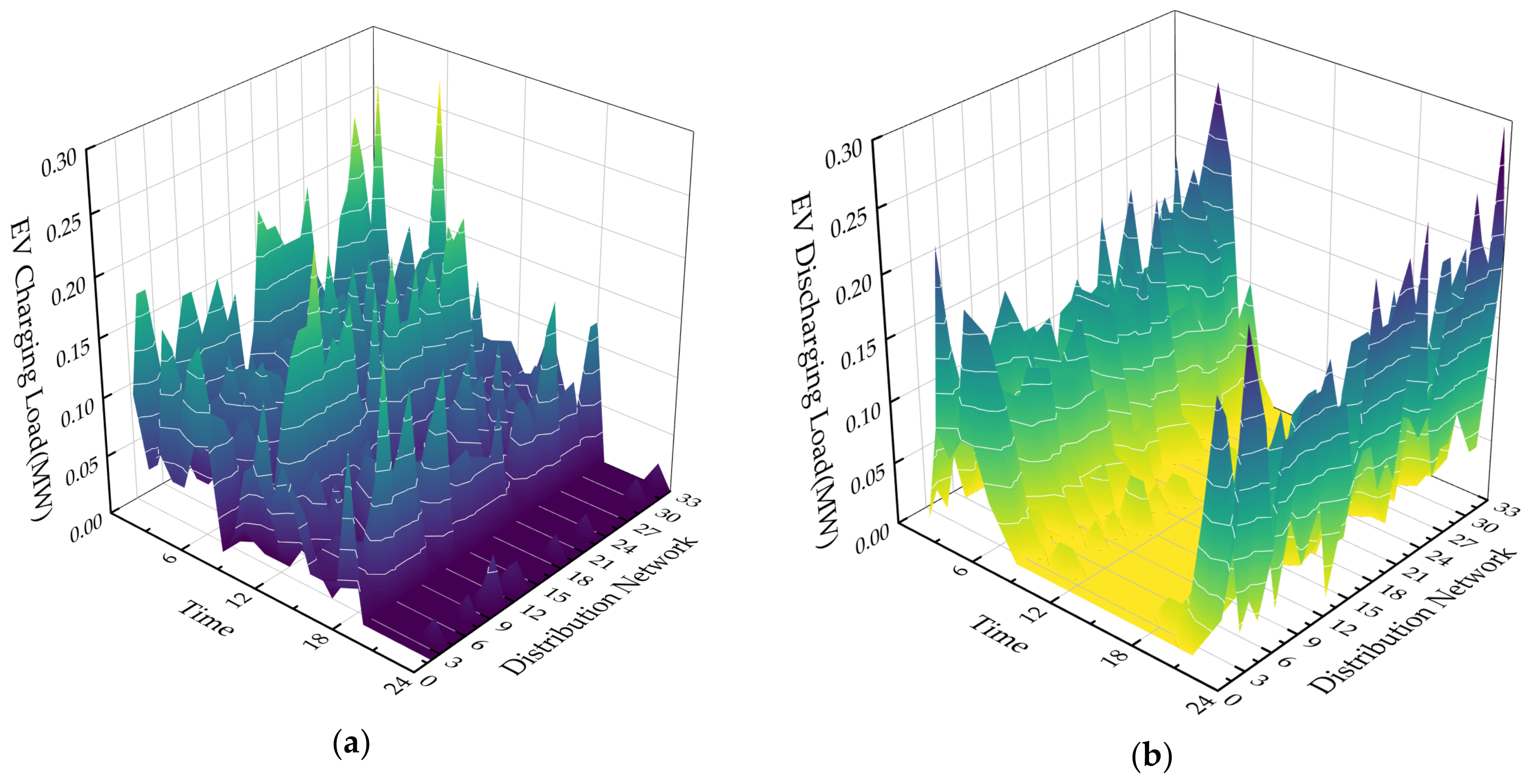
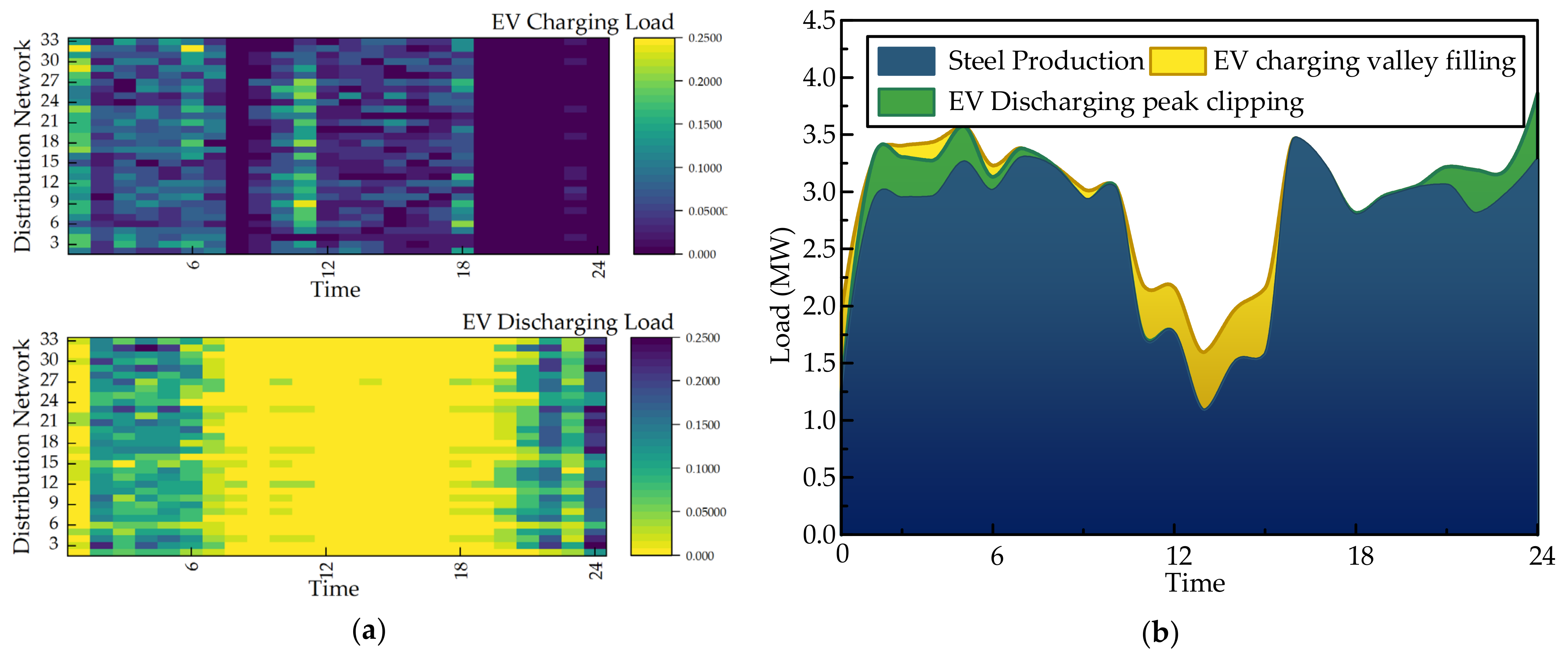
4.2.2. Scenario 2
5. Conclusions
- (a)
- By adjusting the charging and discharging time of EVs, EV users can obtain discharge compensation while meeting the driving demand of EVs, so as to realize the operation “zero cost” of EV users.
- (b)
- In the distribution network node connected to the steel plant, the electric vehicle can cut the peak and fill the valley of the steel plant by charging and discharging, reducing the peak–valley difference of the steel plant load, and reducing the impact load of the steel plant.
- (c)
- Steel enterprises can use EVs as a flexible resource to reduce the production load of their steel plants during peak electricity prices, thereby lowering their electricity costs. At the same time, the addition of EVs as a flexible energy storage resource also reduces the power generation cost of distributed generators in distribution network nodes.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Unfccc.int. The Paris Agreement. Available online: https://unfccc.int/process-and-meetings/the-paris-agreement/the-paris-agreement (accessed on 16 February 2024).
- International Energy Agency. Iron and Steel Technology Roadmap: Towards More Sustainable Steelmaking. Available online: https://www.iea.org/reports/iron-and-steel-technology-roadmap (accessed on 15 February 2024).
- Wang, C.R.; Walsh, S.; Weng, Z.; Haynes, M.; Feitz, A.; Summerfield, D. Green steel: Synergies between the Australian iron ore industry and the production of green hydrogen. Int. J. Hydrogen Energy 2023, 48, 32277–32293. [Google Scholar] [CrossRef]
- Zhao, J.; Han, Z.; Pedrycz, W.; Wang, W. Granular Model of Long-Term Prediction for Energy System in Steel Industry. IEEE Trans. Cybern. 2016, 46, 388–400. [Google Scholar] [CrossRef] [PubMed]
- Pena, J.G.C.; de Oliveira Junior, V.B.; Salles, J.L.F. Optimal scheduling of a by-product gas supply system in the iron- and steel-making process under uncertainties. Comput. Chem. Eng. 2019, 125, 351–364. [Google Scholar] [CrossRef]
- Dock, J.; Wallner, S.; Traupmann, A.; Kienberger, T. Provision of Demand-Side Flexibility through the Integration of Power-to-Gas Technologies in an Electric Steel Mill. Energies 2022, 15, 5815. [Google Scholar] [CrossRef]
- Facchini, F.; Mossa, G.; Mummolo, G.; Vitti, M. An Economic Model to Assess Profitable Scenarios of EAF-Based Steelmaking Plants under Uncertain Conditions. Energies 2021, 14, 7395. [Google Scholar] [CrossRef]
- Zhang, X.; Hug, G.; Harjunkoski, I. Cost-Effective Scheduling of Steel Plants With Flexible EAFs. IEEE Trans. Smart Grid 2017, 8, 239–249. [Google Scholar] [CrossRef]
- Qian, T.; Ming, W.; Shao, C.; Hu, Q.; Wang, X.; Wu, J.; Wu, Z. An Edge Intelligence-Based Framework for Online Scheduling of Soft Open Points With Energy Storage. IEEE Trans. Smart Grid 2023, 15, 2934–2945. [Google Scholar] [CrossRef]
- Zhang, Y.; Shotorbani, A.M.; Wang, L.; Mohammadi-Ivatloo, B. Distributed secondary control of a microgrid with a generalized PI finite-time controller. IEEE Open Access J. Power Energy 2021, 8, 57–67. [Google Scholar] [CrossRef]
- Hu, Q.; Han, R.; Quan, X.; Wu, Z.; Tang, C.; Li, W.; Wang, W. Grid-Forming Inverter Enabled Virtual Power Plants with Inertia Support Capability. IEEE Trans. Smart Grid 2022, 13, 4134–4143. [Google Scholar] [CrossRef]
- Hakam, Y.; Gaga, A.; Tabaa, M.; El hadadi, B. Enhancing Electric Vehicle Charger Performance with Synchronous Boost and Model Predictive Control for Vehicle-to-Grid Integration. Energies 2024, 17, 1787. [Google Scholar] [CrossRef]
- Zhang, Y.; Qian, W.; Ye, Y.; Li, Y.; Tang, Y.; Long, Y.; Duan, M. A novel non-intrusive load monitoring method based on ResNet-seq2seq networks for energy disaggregation of distributed energy resources integrated with residential houses. Appl. Energy 2023, 349, 121703. [Google Scholar] [CrossRef]
- Wang, W.; Liu, L.; Liu, J.; Chen, Z. Energy management and optimization of vehicle-to-grid systems for wind power integration. CSEE J. Power Energy Syst. 2021, 7, 172–180. [Google Scholar]
- Zhang, Y.; Shotorbani, A.M.; Wang, L.; Mohammadi-Ivatloo, B. Enhanced PI control and adaptive gain tuning schemes for distributed secondary control of an islanded microgrid. IET Renew. Power Gener. 2021, 15, 854–864. [Google Scholar] [CrossRef]
- Chen, Y.-A.; Zeng, W.; Khurram, A.; Kleissl, J. Cost-Optimal Aggregated Electric Vehicle Flexibility for Demand Response Market Participation by Workplace Electric Vehicle Charging Aggregators. Energies 2024, 17, 1745. [Google Scholar] [CrossRef]
- Silva, L.N.F.d.; Capeletti, M.B.; Abaide, A.d.R.; Pfitscher, L.L. A Stochastic Methodology for EV Fast-Charging Load Curve Estimation Considering the Highway Traffic and User Behavior. Energies 2024, 17, 1764. [Google Scholar] [CrossRef]
- Leijon, J.; Santos Döhler, J.; Hjalmarsson, J.; Brandell, D.; Castellucci, V.; Boström, C. An Analysis of Vehicle-to-Grid in Sweden Using MATLAB/Simulink. World Electr. Veh. J. 2024, 15, 153. [Google Scholar] [CrossRef]
- Zhong, W.; Yu, R.; Xie, S.; Zhang, Y.; Yau, D.K.Y. On Stability and Robustness of Demand Response in V2G Mobile Energy Networks. IEEE Trans. Smart Grid 2018, 9, 3203–3212. [Google Scholar] [CrossRef]
- Mokhtar, M.; Shaaban, M.F.; Ismail, M.H.; Sindi, H.F.; Rawa, M. Reliability Assessment under High Penetration of EVs including V2G Strategy. Energies 2022, 15, 1585. [Google Scholar] [CrossRef]
- He, L.; Yang, J.; Yan, J. A bi-layer optimization based temporal and spatial scheduling for large-scale electric vehicles. Appl. Energy 2016, 168, 179–192. [Google Scholar] [CrossRef]
- Zhong, J.; Bollen, M.H.J. On the Way to Utilizing Green Hydrogen as an Energy Carrier—A Case of Northern Sweden. Energies 2024, 17, 1514. [Google Scholar] [CrossRef]
- Pan, P.; Hou, D.; Wang, D.; Wang, H.; Qu, T.; Tian, J. Effect of magnesium treatment on microstructure and property of H13 die steel during EAF-LF-VD-CC steelmaking process. J. Mater. Res. Technol. 2022, 21, 416–428. [Google Scholar] [CrossRef]
- Kong, J.; Wang, Z. Research on Flexible Job Shop Scheduling Problem with Handling and Setup Time Based on Improved Discrete Particle Swarm Algorithm. Appl. Sci. 2024, 14, 2586. [Google Scholar] [CrossRef]
- Li, X.; Sun, W.; Zhao, L.; Cai, J. Material Metabolism and Environmental Emissions of BF-BOF and EAF Steel Production Routes. Miner. Process. Extr. Metall. Rev. 2018, 39, 50–58. [Google Scholar] [CrossRef]
- Elsheikh, H.; Eveloy, V. Assessment of variable solar- and grid electricity-driven power-to-hydrogen integration with direct iron ore reduction for low-carbon steel making. Fuel 2022, 324, 124758. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Interpretation | Acronyms | Interpretation | Symbol |
|---|---|---|---|
| Electric Vehicle | EV | Steel production state variable | |
| Vehicle to Grid | V2G | Production time | |
| Blast Furnace | BF | Number of production equipment | |
| Basic Oxygen Furnace | BOF | Cost coefficient of generator | |
| Iron and Steel | I and S | Generator power | |
| Electric Arc Furnace | EAF | Upper and lower limits of generator power | / |
| Ladel Furnace | LF | EV charge and discharge state variables | |
| Argon–Oxygen Decarburization | AOD | Charging and discharging power of EVs | / |
| Continuous Casting | CC | Number of charging/discharging EVs | / |
| Demand Response | DR | Electricity price of EVCharging/discharging | / |
| Flexible Job Shop Scheduling Problem | FJSP | State of Charge of EV | |
| State of Charge | SOC | EV driving power consumption |
| EV Operating Parameters | Explanation |
|---|---|
| Origin/Destination | The starting/arriving traffic nodes of EVs and the corresponding distribution network nodes. |
| Driving distance | The driving distance of the traffic node between the starting point and the destination of EVs. |
| Departure/Arrive time 1 | EV departure time and arrival time from the origin to the destination. |
| Departure/Arrive time 2 | EV departure time and arrival time from the destination to the origin. |
| Initial SOC state | The SOC state of EV before departure. |
| Charging speed | Charging speed of EV connected to charging station (considering charging efficiency). |
| Discharging speed | Discharging speed of EV connected to charging station (considering discharging efficiency). |
| Parameters [25,26] | Title 3 |
|---|---|
| EAF electricity consumption (kWh/tS 1) | 535.7 |
| EAF producing time (min/heat 2) | 120 |
| LF electricity consumption (kWh/tS) | 121.5 |
| LF producing time (min/heat) | 120 |
| AOD electricity consumption (kWh/tS) | 25.4 |
| AOD producing time (min/heat) | 60 |
| CC electricity consumption (kWh/tS) | 31 |
| CC producing time (min/heat) | 60 |
| Parameters | Maximum Output (kW) | Minimum Output (kW) | Cost Coefficient (USD/kWh) |
|---|---|---|---|
| Generator 1 | 300 | 60 | 14 |
| Generator 2 | 300 | 50 | 30 |
| Generator 3 | 300 | 65 | 40 |
| Generator 4 | 300 | 70 | 20 |
| Parameters | Scenario 1 | Scenario 2 |
|---|---|---|
| EV charging cost (USD) | 2606 | 2886 |
| EV discharge subsidy (USD) | 0 | −3537 |
| Distributed generation costs (USD) | 1827 | 1352 |
| Steel production cost (USD) | 6105 | 5748 |
| Total cost (USD) | 10,538 | 6339 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, W.; Zou, B.; Li, F.; Luo, Y.; Chen, Q.; Zhang, Y.; Li, Y. Collaborative Operation Optimization Scheduling Strategy of Electric Vehicle and Steel Plant Considering V2G. Energies 2024, 17, 2448. https://doi.org/10.3390/en17112448
Pan W, Zou B, Li F, Luo Y, Chen Q, Zhang Y, Li Y. Collaborative Operation Optimization Scheduling Strategy of Electric Vehicle and Steel Plant Considering V2G. Energies. 2024; 17(11):2448. https://doi.org/10.3390/en17112448
Chicago/Turabian StylePan, Weiqi, Bokang Zou, Fengtao Li, Yifu Luo, Qirui Chen, Yuanshi Zhang, and Yang Li. 2024. "Collaborative Operation Optimization Scheduling Strategy of Electric Vehicle and Steel Plant Considering V2G" Energies 17, no. 11: 2448. https://doi.org/10.3390/en17112448
APA StylePan, W., Zou, B., Li, F., Luo, Y., Chen, Q., Zhang, Y., & Li, Y. (2024). Collaborative Operation Optimization Scheduling Strategy of Electric Vehicle and Steel Plant Considering V2G. Energies, 17(11), 2448. https://doi.org/10.3390/en17112448