Abstract
This paper investigates bioethanol production from switchgrass, focusing on enhancement of efficiency through various pretreatment methods and comparing two bioethanol production processes: simultaneous saccharification and fermentation (SSF) and separate hydrolysis and fermentation (SHF). Physical, chemical, and biological pretreatment processes are applied to enhance the breakdown of switchgrass’s lignocellulosic structure. Effects of pretreatments, enzymatic hydrolysis, and fermentation on ethanol yield are discussed in detail. The comparative analysis reveals that SSF yields higher ethanol outputs within shorter times by integrating hydrolysis and fermentation into a single process. In contrast, SHF offers more control by separating these stages. The comparative analysis highlights that SSF achieves higher ethanol yields more efficiently, although it might restrict SHF’s operational flexibility. This study aims to provide a comprehensive overview of the current pretreatments, hydrolysis methods, and fermentation processes in bioethanol production from switchgrass, offering insights into their scalability, economic viability, and potential environmental benefits. The findings are expected to contribute to the ongoing discussions and developments in renewable bioenergy solutions, supporting advancing more sustainable and efficient bioethanol production techniques.
1. Introduction
Lignocellulose is one of the planet’s most plentiful, sustainable, and renewable bioresources [1]. Recent developments in lignocellulose valorization are more sustainable for producing high-value biofuels, bioplastics, high-value chemicals, and biofertilizers [2]. Biomass and biowaste offer significant potential as a renewable resource for creating biofuels, including biomethane [3,4], biohydrogen [5], biobutanol [6,7], biochar [8,9], and bioethanol [10,11].
Bioethanol, a renewable energy source, has emerged as a vital alternative to fossil fuels. As an alcohol derived from biological sources, bioethanol is critical in reducing greenhouse gas emissions and enhancing energy security [1]. Bioethanol (C2H5OH) is produced biologically through the fermentation of sugars derived from biomass. It is widely used as a clean, renewable fuel that replaces gasoline in internal combustion engines. According to Balat (2009), the benefits of using bioethanol include improved combustion efficiency, higher octane numbers, and a significant reduction in harmful emissions such as carbon monoxide (CO), hydrocarbons (HC), and nitrogen oxides (NOx) [12].
Bioethanol usage as a fuel can reduce CO emissions by 60–75% and CO2 emissions by up to 90% compared to gasoline, as highlighted by the U.S. Environmental Protection Agency (EPA) [13]. Bioethanol is produced from renewable resources, contributing to energy safety and reducing dependence on fossil fuels. The production and use of bioethanol can stimulate rural economies by creating new jobs and increasing demand for agricultural products [14,15].
In recent decades, energy crops have been grown for biofuel production as a specific crop species. Switchgrass, one of these promising energy crops, belongs to the Poaceae family and is a native North American prairie grass species. Since the U.S. Department of Energy designated switchgrass as a model perennial energy crop in 1991 [16], research programs began in Canada, several European countries, and China between 1990 and 2000 [17]. Switchgrass has attracted much attention from scientists due to its high potential as a biofuel feedstock and its agricultural advantages. Switchgrass is a warm-season perennial grass that can grow in different climates and has low water and nutritional requirements [18], easy adaptation to wide ranges of unfavorable conditions, high adaptation capability, long lifespan, the ability to produce a high amount of structural carbohydrate-rich biomass, positive environmental benefits like erosion preventive, a renewable and well-developed deep root system, soil protection ability against degradation, and finally a high resistance to naturally occurring pest and diseases. With these advantages, switchgrass is a promising feedstock for biofuel production, such as bioethanol and methane [3,19,20].
Producing ethanol from switchgrass involves several critical steps: harvesting the biomass and transporting, milling, and then pretreating it to improve the accessibility of cellulose and hemicellulose by separating them from lignin [21]. Following the pretreatment, detoxification may be needed if inhibitors are produced [22], enzymatic hydrolysis breaks down carbohydrates into fermentable sugars from cellulose and hemicellulose, and then fermentation and downstream processing are carried out to recover the product. Both laboratory and large-scale bioethanol production from switchgrass are significantly influenced by factors such as the type of switchgrass and harvesting time, structural components, pretreatment methods (chemical, physical, or a combination), operating conditions (like glucan loading, enzyme dosage, and microbial strains), and process configurations [10]. While pretreatment, hydrolysis, and fermentation are essential for improving ethanol recovery, practical ethanol production is often less efficient than the theoretical potential due to the complexities of the lignocellulosic structure, the need for effective sugar extraction, the capability of microorganisms to convert sugars to ethanol, and process conditions. Several critical aspects of switchgrass processing for ethanol production still require improvement at the industrial scale.
This paper examines bioethanol production from the lignocellulosic energy crop switchgrass (Panicum virgatum) and discusses the latest advancements in pretreatment and fermentation methods that optimize bioethanol production.
2. Pretreatment Methods
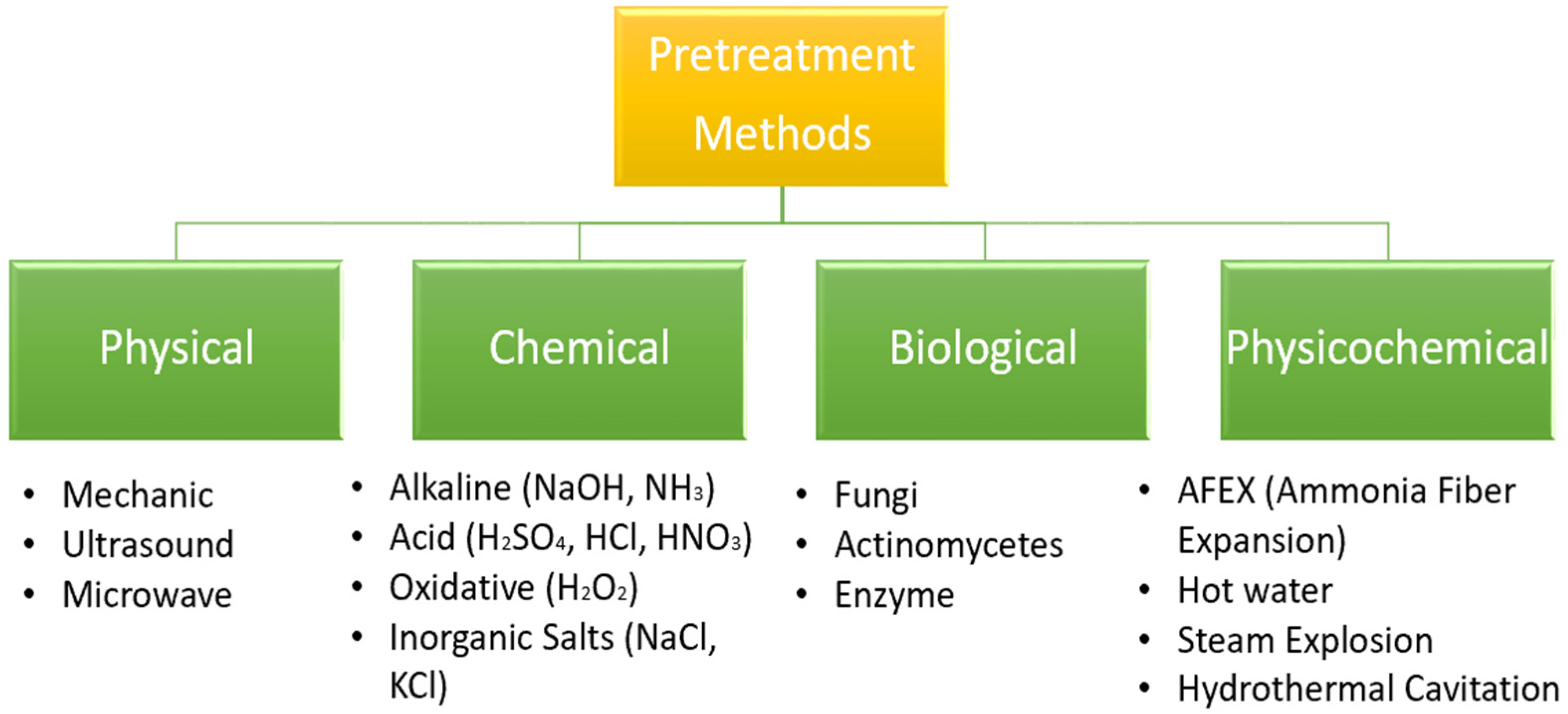
The bioethanol production from lignocellulosic biomass involves several key steps, including pretreatment, hydrolysis, fermentation, and distillation. Pretreatment is a critical step that aims to break down the complex lignocellulosic structure, enhance the accessibility of cellulose and hemicellulose, and improve the overall efficiency of the subsequent enzymatic hydrolysis. Physical, chemical, physicochemical, and biological pretreatment methods can be used for lignocellulose pretreatment (Figure 1).
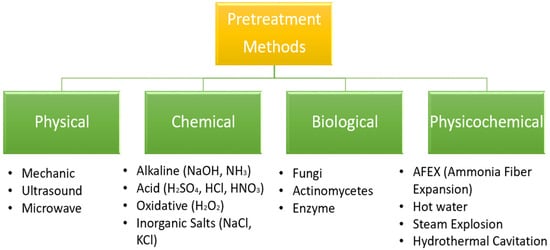
Figure 1.
Pretreatment methods of lignocellulosic biomass.
Physical pretreatment techniques such as milling and grinding increase the biomass’s surface area and porosity, but physical pretreatment is energy-intensive [23]. Chemical pretreatment involves the application of acids, alkaline, or oxidizing agents to disrupt the lignocellulosic structure and enhance enzymatic access to cellulose and hemicellulose. Acid pretreatment utilizes acids (e.g., sulfuric acid) to solubilize hemicellulose and partially hydrolyze cellulose. This method is effective but can lead to the formation of inhibitory byproducts [24]. Alkaline solutions (e.g., sodium hydroxide) remove lignin and increase cellulose digestibility. Alkaline pretreatment is known for its lower formation of inhibitors than acid pretreatment [25]. Oxidative pretreatment uses oxidizing agents (e.g., hydrogen peroxide) to degrade lignin and enhance enzyme accessibility [26].
Utilizing fungi, bacteria, or their enzymes, called biological pretreatment, is considered environmentally benign and energy-efficient. Fungi like Phanerochaete chrysosporium are studied extensively for their ability to produce lignin-degrading enzymes. These organisms can significantly degrade lignin and hemicellulose over extended periods, although the processing rate is generally slower than that of chemical or physical methods. The biological pretreatment can be tailored to achieve specific degradation, enhancing the biomass’s fermentability without harsh chemicals or high energy inputs [10].
Physicochemical pretreatments aim to increase the biomass’s surface area, decrease cellulose’s crystallinity, and reduce the degree of polymerization. Techniques like steam explosion, which involves subjecting the biomass to high-pressure steam followed by sudden decompression, disrupt the lignocellulosic structure, facilitating easier access for enzymes. Another notable method is ammonia fiber expansion (AFEX), where biomass is treated with high-pressure liquid ammonia. This treatment results in swelling of the cellulose structure, decreasing its crystallinity and thus enhancing digestibility. Ammonia acts as a swelling agent and helps preserve plant carbohydrates from degradation, thereby increasing the yield of fermentable sugars [27].
Chemical pretreatments, particularly acid and alkaline, are widely used because they break down lignin and improve sugar yields. However, they may pose environmental challenges and require careful byproduct management [28]. Recent advancements in pretreatment technologies have focused on optimizing conditions to maximize sugar yields while minimizing environmental impacts. Each method has advantages and constraints, influencing the choice based on the type of biomass, desired efficiency, cost implications, and environmental impact. The ongoing optimization of these pretreatment processes is vital to making bioethanol production more economically viable and environmentally sustainable [29].
3. Influence of Pretreatments on Switchgrass
3.1. Structural Deformations
Structural Disruption: Pretreatment methods (physical, chemical, and biological) are crucial in altering the recalcitrant structure of switchgrass [30]. For instance, chemical pretreatments like acid or alkaline treatments break down the lignin and hemicellulose matrix, exposing cellulose fibers and enhancing enzymatic accessibility. Physical/mechanical treatments (e.g., milling) reduce particle size, increasing surface area and porosity [31], which helps with the degradation of the switchgrass in the following processes.
Crystallinity and Lignin Removal: Acid pretreatments often remove hemicellulose and partial lignin, altering the crystallinity of cellulose [32]. Alkaline pretreatments, on the other hand, are more effective in lignin removal, which reduces the biomass’s structural rigidity and further increases cellulose accessibility [33].
Morphological Changes: Pretreatment, such as ultrasound, can cause swelling, pore formation, and even collapse of the cell wall structure, which further facilitates the hydrolysis process [34]. Electron microscopy studies have shown significant morphological changes post-pretreatment, such as smoother surfaces and reduced fiber integrity [35].
3.2. Toxin Release during Pretreatment
Toxin formation should be noted as a result of the pretreatment of switchgrass.
Formation of Inhibitory Compounds: Chemical pretreatments, especially those involving acids (like sulfuric acid), can lead to the formation of toxic byproducts such as furfural, hydroxymethylfurfural (HMF), acetic acid, phenolic compounds, and other degradation products [32,36]. These compounds inhibit fermentation, affecting the efficiency of biofuel production [20,37].
Lignin-Derived Phenolics: Alkaline pretreatments can also release phenolic compounds from lignin, which are known to inhibit microbial growth and enzyme activity [38]. These compounds arise from the degradation of lignin’s various structural units, primarily syringyl (S), guaiacyl (G), and p-hydroxyphenyl (H) units [39]. The type and concentration of these toxins depend on the severity and conditions of the pretreatment.
3.3. Detoxification Processes
Physical Methods: Techniques such as liquid–liquid extraction, evaporation, and membrane filtration can remove or reduce inhibitory compounds. Washing the pretreated biomass with water or mild alkaline solutions is a standard method to reduce toxin levels [40,41].
Chemical Detoxification: Overliming (adding calcium hydroxide) is a widespread method to neutralize acids and precipitate inhibitory compounds [42,43]. Additionally, the use of activated charcoal can adsorb some of the phenolic inhibitors. Mamani et al. (2021) reported a 50 % reduction in toxic compounds by activated carbon detoxification [44].
Biological Detoxification: Certain microbes and enzymes can metabolize or transform toxic compounds into less harmful substances. For example, engineered yeast strains or specific bacteria can convert furfural and HMF into less toxic alcohols, improving fermentation yields [45]. Caspeta et al. (2015) discussed the current strategies, such as adaptive evolution, reprogramming gene expression, direct evolution—DNA shuffling technology, etc.—for improving Saccharomyces cerevisiae strain tolerance to inhibitory compounds found in lignocellulosic bioethanol production. They achieved positive effects during evolutionary adaptation and in the generation of resistance to the multiple stresses found in the ethanol production process [46].
4. Bioethanol Production Process
After pretreatment, the biomass is subjected to enzymatic hydrolysis. Enzymes help break down the cellulose and hemicellulose into simple sugars, primarily glucose. This step is crucial for converting the complex carbohydrates in the biomass into fermentable sugars. After hydrolysis, the fermentation step should be followed.
4.1. Hydrolysis
Polymeric carbohydrates, such as cellulose and hemicellulose, generate sugar monomers during hydrolysis. This step is crucial because the enzymes needed for the following fermentation process can only break down sugar monomers [47]. The hydrolysis can be catalyzed by acid or enzymes. The most common approach is acid-catalyzed hydrolysis, which can be carried out using either concentrated or dilute acid, such as H2SO4 or HCl, as in Equation (1) [48]. Concentrated acid hydrolysis is performed at lower temperatures with high acid concentrations, leading to a 90% sugar recovery in a short time. However, this method has disadvantages, including high production costs due to challenges in acid recovery, waste disposal, concentration control, and recycling, as Azhar et al. (2017) reported [49]. Additionally, the acidic environment in concentrated acid hydrolysis can degrade sugar monomers [50]. On the other hand, dilute acid hydrolysis operates at high temperatures and low acid concentrations [51]. Furthermore, dilute acid hydrolysis is the most commonly used process [52,53].
Enzyme-catalyzed hydrolysis uses enzymes to convert polymeric carbohydrates into sugar monomers under milder conditions—temperatures of 45–50 °C and a pH of 4.8–5.0 [54]. This method is highly efficient, resulting in high sugar yields without the formation of inhibitors or the risk of corrosion [55]. However, the efficiency of enzyme-catalyzed hydrolysis is influenced by factors such as pH, enzyme loading, time, temperature, and substrate concentration [56]. The process can be catalyzed by three types of cellulase enzymes: endo-1,4-β-glucanase, cellobiohydrolase, and β-glucosidase. These enzymes are typically expensive due to their high demand in paper, textile, and food-processing industries [56,57]. The high cost of these enzymes contributes significantly to the overall production costs, as large quantities are required. To mitigate these costs, microorganisms capable of secreting cellulolytic enzymes, such as Clostridium, Cellulomonas, Erwinia, Thermomonospora, Bacteroides, Bacillus, Ruminococcus, Acetivibrio, and Streptomyces, are increasingly used [58,59]. Fungi like Trichoderma, Penicillium, Fusarium, Phanerochaete, Humicola, and Schizophyllum are also employed, with Trichoderma species being the most common [60]. However, microbial enzymes face challenges like stability, substrate or product inhibition, and catalytic efficiency. Advances in genetic modification, recombinant DNA techniques, and other strategies to enhance enzyme production have helped make these enzymes more robust and economically viable [61].
4.2. Fermentation
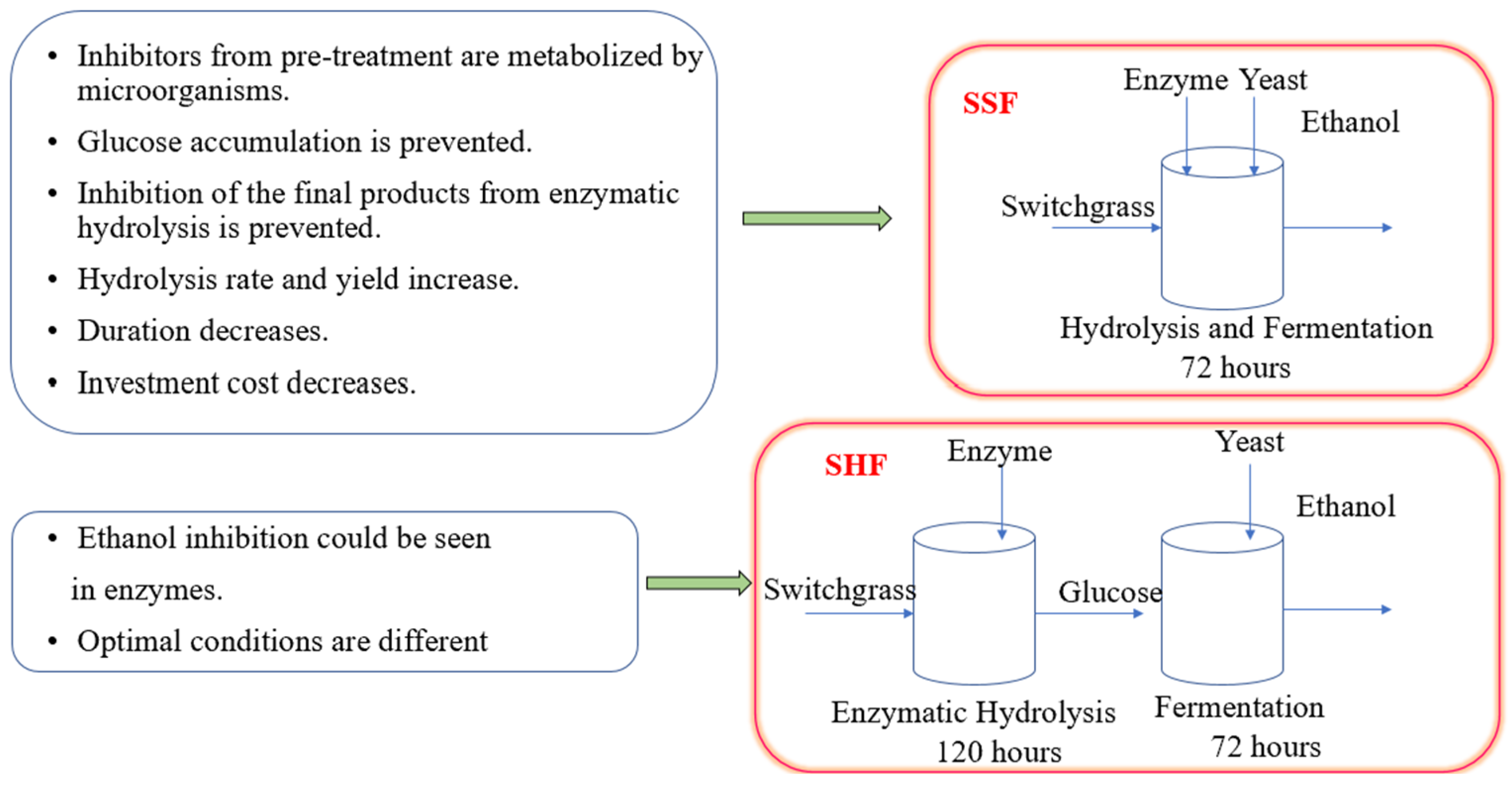
The bioethanol production process is handled mainly by two different fermentation processes: simultaneous saccharification and fermentation (SSF) and separate hydrolysis and fermentation (SHF). Comparisons of SSF and SHF processes and the yield are presented in Figure 2 by combining different studies [62,63,64]. These comparisons show the difference between SHF and SSF ethanol yields using switchgrass samples without pretreatment.
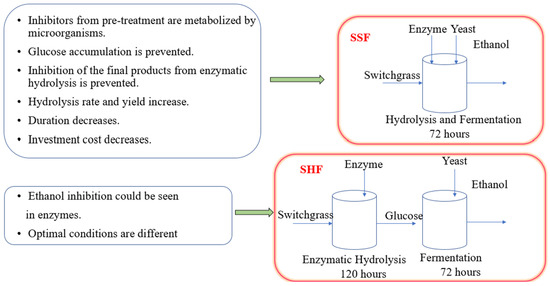
Figure 2.
SSF and SHS advantages/disadvantages and efficiency layout [62,63,64].
4.2.1. Simultaneous Saccharification and Fermentation (SSF)
SSF is an efficient process that combines enzymatic hydrolysis and fermentation into a single step. This method is advantageous because it allows for the immediate fermentation of sugars as they are released, preventing the accumulation of sugars that might inhibit the enzymes involved in hydrolysis [65]. SSF can potentially reduce the inhibition effects seen in separate processes, where sugars build up and slow down the conversion rate. By integrating saccharification and fermentation, SSF reduces the overall processing time and can lead to higher ethanol yields due to reduced enzyme feedback inhibition [66]. In this system, microorganisms such as yeast metabolize the sugars to ethanol directly in the same vessel where the enzymes are breaking down the biomass [49].
On the other hand, the optimal temperature for enzymatic hydrolysis (~50 °C) is higher than that for fermentation (~30 °C). When both hydrolysis and fermentation are carried out in one place, this requires a compromise, potentially reducing the efficiency of one or both processes [67]. Also, as ethanol concentration increases during fermentation, it can inhibit the activity of the fermenting microorganisms and the enzymes, limiting the final yield [68].
4.2.2. Separate Hydrolysis and Fermentation (SHF)
SHF, in contrast, separates these two processes into distinct steps. First, enzymatic hydrolysis occurs, converting the pretreated biomass into sugar solutions. Once complete, this sugar-rich solution is transferred to another reactor for fermentation [69]. The advantage of SHF is that each step can be optimized independently, allowing for conditions ideal for both enzymes and fermentation microorganisms, which often require different environmental conditions to function optimally [70]. As mentioned above, hydrolysis and fermentation steps may be held at optimum temperatures and pH levels. However, this method may have lower efficiency due to the time delay between sugar release and fermentation, which can lead to higher sugar concentrations that inhibit enzyme performance [71,72].
In both SSF and SHF processes, inhibitors produced during pretreatment can affect microbial growth and enzyme activity. Strategies to mitigate these effects include detoxifying the biomass before fermentation or developing microbial strains and enzymes more resistant to these inhibitors. Additionally, the production of ethanol itself can inhibit the fermentation process. Optimal conditions for hydrolysis and fermentation differ, which must be carefully balanced in SSF but can be individually tailored in SHF.
Integrating the SSF and SHF methods into the bioethanol production description clarifies the technological choices and their implications on efficiency, cost, and final ethanol yield. This detailed explanation helps us understand how different process configurations can be adapted to meet specific production goals.
5. Brief Comparison of Pretreatment Methods Combined with the Fermentation Process
As the demand for renewable energy sources escalates, optimizing bioethanol production through various pretreatment methods has become crucial in enhancing yield and operational efficiency. This discussion delves into the comparative effectiveness of different pretreatment techniques and their impact on the subsequent fermentation processes. It reveals critical insights that could guide the optimization of bioethanol production from biomass such as switchgrass. Table 1 compares the effect of fermentation processes and pretreatment methods on the bioethanol yield from switchgrass.

Table 1.
Literature study comparison for the effect of fermentation processes and pretreatment methods on the bioethanol yield from switchgrass.
In evaluating the efficiency of various pretreatment methods for bioethanol production from switchgrass, a detailed comparison reveals distinct advantages and challenges associated with each technique. Ionic liquid (IL) pretreatment stands out for its exceptional performance, achieving the highest glucose yield (722 g/kg) and substantial bioethanol output (85.7 g/kg), which underscores its ability to effectively disrupt biomass structures for enhanced sugar release in the SHF process [63]. Ammonia fiber explosion (AFEX) also shows versatility, with conditions yielding up to 276 g/kg glucose [74] and 200 g/kg bioethanol [64], highlighting its potential for optimization in the SSF process. AFEX is more effective at specific concentrations and temperatures (60–180 °C) [86]. Teymouri et al. (2015) reported the key advantages of AFEX, including less severe operational conditions and the ability to handle high biomass loadings effectively [87]. Steam explosion with SO2-impregnated variants delivers robust results with 100% glucose conversion and significant bioethanol production, indicating their efficacy in breaking down lignocellulosic materials under high pressure and temperature. Steam explosion pretreats biomass with high-pressure saturated steam followed by a rapid pressure decrease, disrupting the biomass structure. This method can yield 113.22 g/kg ethanol to 149 g/kg [69,84]. The process’s simplicity and efficiency make steam explosion attractive, though the equipment costs can be high due to the need for pressure vessels. The innovative microwave-based alkali pretreatment method uses microwave radiation to enhance the alkali treatment of biomass. Despite its technological appeal, the method provided an 82% glucose yield [84].
Pressurized hot water (PHW), also known as hydrothermal pretreatment, uses high-temperature water to hydrolyze hemicellulose [63]. Soaking in aqueous ammonia is a milder pretreatment resulting in significant delignification and hemicellulose removal. The process yielded 132.75 g/kg of ethanol, balancing efficacy and operational simplicity [75].
Dilute chemical treatments such as acid and alkali pretreatments produce variable results; for example, using 2% NaOH at 140 °C results in a 79.9% glucose conversion and 244 g/kg bioethanol, demonstrating strong effectiveness under certain conditions typically paired with SHF to manage high sugar concentrations [78]. Using sulfuric acid facilitates the hydrolysis of cellulose and hemicellulose into fermentable sugars, but it can require corrosion-resistant equipment and careful handling [88]. On the other hand, hydrothermal techniques and mild chemical treatments like hydrothermal and ethanol and pressurized hot water (PHW) show moderate glucose yields but varied bioethanol efficiency, pointing to the necessity for careful optimization of operational conditions. Additionally, methods such as lime and dilute sulfur dioxide SO2 pretreatments, while effective at preparing the biomass by removing lignin and hemicellulose, exhibit varied conversion efficiencies in the SSF process. While lime pretreatment is less corrosive than acid, its efficiency varies significantly based on the operational parameters.
According to a study by Larnaudie et al. (2022), ethanol concentrations ranging from 14 to 53 g/L and yields between 100 and 249 L/Mg of switchgrass have been documented. However, they reported that when high solids concentrations were used, the ethanol production efficiency was only 40–42% of the theoretical potential based on the glucan content of the original switchgrass. This resulted in a lower ethanol yield of 106–112 L/Mg, likely due to inhibition issues [89].
The choice between SSF and SHF processes also plays a crucial role, with SSF typically yielding higher bioethanol outputs for pretreatments like lime, dilute acid, and ammonia due to the immediate fermentation of sugars. In contrast, SHF is preferable for treatments that result in high glucose concentrations, like ionic liquid and alkali treatments, allowing better management of fermentation inhibitors. Novel methods such as microwave-based alkali, methanol, and soaking in aqueous ammonia show promise but require further investigation to assess their commercial viability. Ultimately, selecting a pretreatment method must consider biomass characteristics, desired efficiency, scalability, and specific operational constraints within the bioethanol production framework. The SHF process benefits from conducting hydrolysis and fermentation under ideal conditions. However, a disadvantage is that high glucose levels can inhibit enzyme activity. This issue can be addressed using the SSF configuration, where glucose is converted to ethanol as it is released. SSF offers additional benefits, including reduced costs, shorter processing times, and a lower risk of contamination [89].
6. Prospects of Future Study
Improving Pretreatment Efficiency: Future research should focus on developing more efficient and cost-effective pretreatment methods that minimize toxin formation while maximizing the breakdown of lignocellulosic components. Innovations in milder or combined pretreatment processes (e.g., coupling chemical and biological methods) hold promise.
Integrated Detoxification Approaches: There is potential in exploring integrated detoxification approaches that combine physical, chemical, and biological methods to enhance the removal of inhibitory compounds. Research into novel microbial strains or enzymes that are more tolerant to inhibitors can also be a significant development area.
Sustainability and Environmental Impact: Future studies should focus on the environmental impact of pretreatment processes, including waste generation and energy use. Research should aim to reduce the environmental footprint of pretreatment processes through green chemistry approaches and renewable energy utilization.
Process Optimization and Scale-Up: As pretreatment and detoxification methods evolve, research should also focus on scaling up these processes for industrial applications. Process optimization through advanced modeling and simulation could improve efficiency and reduce costs.
7. Conclusions
The review of different pretreatment methods applied to switchgrass for bioethanol production underscores the significant impact these methods have on the efficiency of the subsequent fermentation processes. Among the methods analyzed, the AFEX and dilute acid treatments emerge as particularly effective, yielding up to 316 g/kg and 285 g/kg of bioethanol, respectively, demonstrating their potential to optimize ethanol production. Ionic liquid pretreatment notably achieved the highest glucose yield, converting up to 722 g/kg of biomass, translating into substantial ethanol production, underscoring the method’s ability to disrupt biomass structures for enhanced sugar release. This suggests that IL pretreatment could be crucial in advancing bioethanol’s commercial viability from switchgrass. Conversely, while dilute acid and alkali treatments have shown variable results, their effectiveness under specific conditions indicates that operational parameters must be carefully optimized to maximize bioethanol yields.
The study also highlights that SSF processes generally yield higher bioethanol outputs due to the immediate fermentation of sugars. The choice between SSF and SHF processes may depend on the pretreatment and biomass characteristics. The SSF approach demonstrated a higher ethanol yield. SSF’s integrated process, lasting 72 h, significantly improved the hydrolysis rate and overall efficiency by preventing the accumulation of glucose and inhibiting microorganisms. This reduces the operational time and lowers investment costs due to fewer steps involved and lessened microbial stress.
As the demand for renewable energy continues to grow, the findings from this review could guide future efforts in the field, helping to scale up bioethanol production in a commercially viable and environmentally sustainable manner. Future research should explore optimizing conditions specific to SSF to enhance ethanol yields further and reduce costs. Investigating the tolerance levels of different microbial strains to inhibitors present during fermentation could provide insights into more robust and efficient bioethanol production systems.
Author Contributions
Conceptualization, H.U.; methodology, H.U.; validation, H.U. and S.S.; formal analysis, H.U.; investigation, H.U., N.A.P. and S.S.; resources, H.U. and P.P.; data curation, H.U.; writing—original draft preparation, H.U. and N.A.P.; writing—review and editing, H.U., N.A.P., A.S.-W., S.S. and P.P.; visualization, H.U. and A.S.-W.; supervision, N.A.P. and S.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research received the support from BIOmass Valorisation via Superheated Steam Torrefaction, Pyrolysis, Gasification Amplified by Multidisciplinary Researchers TRAINing for Multiple Energy and Products’ AddedVALUEs (BioTrainValue), with project number: 101086411, funded under Horizon Europe’s Maria Skłodowska-Curie Staff Exchange program.
Data Availability Statement
No new data were created or analyzed in this study. Data sharing is not applicable to this article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Lu, H.; Yadav, V.; Bilal, M.; Iqbal, H.M.N. Bioprospecting Microbial Hosts to Valorize Lignocellulose Biomass—Environmental Perspectives and Value-Added Bioproducts. Chemosphere 2022, 288, 132574. [Google Scholar] [CrossRef] [PubMed]
- Su, G.; Wang, C.; Tan, J.K.; Zhang, C.; He, J. Enhanced Butanol Production from Dough and Okara Waste through Co-Fermentation. Renew. Energy 2024, 234, 121157. [Google Scholar] [CrossRef]
- Başar, İ.A.; Perendeci, N.A. Optimization of Zero-Waste Hydrogen Peroxide—Acetic Acid Pretreatment for Sequential Ethanol and Methane Production. Energy 2021, 225, 120324. [Google Scholar] [CrossRef]
- Günerhan, Ü.; Us, E.; Dumlu, L.; Yılmaz, V.; Carrère, H.; Perendeci, A.N. Impacts of Chemical-Assisted Thermal Pretreatments on Methane Production from Fruit and Vegetable Harvesting Wastes: Process Optimization. Molecules 2020, 25, 500. [Google Scholar] [CrossRef] [PubMed]
- Ntaikou, I.; Antonopoulou, G.; Lyberatos, G. Biohydrogen Production from Biomass and Wastes via Dark Fermentation: A Review. Waste Biomass Valorization 2010, 1, 21–39. [Google Scholar] [CrossRef]
- Thanapornsin, T.; Laopaiboon, L.; Laopaiboon, P. Novel Batch and Repeated-Batch Butanol Fermentation from Sweet Sorghum Stem Juice by Co-Culture of Arthrobacter and Immobilized Clostridium in Scaled-Up Bioreactors. Energies 2024, 17, 1009. [Google Scholar] [CrossRef]
- Su, G.; Chan, C.; He, J. Enhanced Biobutanol Production from Starch Waste via Orange Peel Doping. Renew. Energy 2022, 193, 576–583. [Google Scholar] [CrossRef]
- Unyay, H.; Piersa, P.; Zabochnicka, M.; Romanowska-Duda, Z.; Kuryło, P.; Kuligowski, K.; Kazimierski, P.; Hutsol, T.; Dyjakon, A.; Wrzesińska-Jędrusiak, E.; et al. Torrefaction of Willow in Batch Reactor and Co-Firing of Torrefied Willow with Coal. Energies 2023, 16, 8083. [Google Scholar] [CrossRef]
- Landrat, M.; Abawalo, M.; Pikoń, K.; Fufa, P.A.; Seyid, S. Assessing the Potential of Teff Husk for Biochar Production through Slow Pyrolysis: Effect of Pyrolysis Temperature on Biochar Yield. Energies 2024, 17, 1988. [Google Scholar] [CrossRef]
- Başar, A.; Kökdemir Ünşar, E.; Ünyay, H.; Perendeci, N.A. Ethanol, Methane, or Both? Enzyme Dose Impact on Ethanol and Methane Production from Untreated Energy Crop Switchgrass Varieties. Renew. Energy 2020, 149, 287–297. [Google Scholar] [CrossRef]
- Regis, F.; Monteverde, A.H.A.; Fino, D. A Techno-Economic Assessment of Bioethanol Production from Switchgrass through Biomass Gasification and Syngas Fermentation. Energy 2023, 274, 127318. [Google Scholar] [CrossRef]
- Paluri, B.; Patel, D. Combustion and Performance Characteristics of SI Engine with Bioethanol Blended Fuels. Int. J. Energy Res. 2022, 46, 24454–24464. [Google Scholar] [CrossRef]
- EPA n.d. EPA Non-CO2 Greenhouse Gas (GHG) Technical Report. Available online: https://www.epa.gov/global-mitigation-non-co2-greenhouse-gases (accessed on 14 July 2024).
- Rostocki, A.; Unyay, H.; Ławińska, K.; Obraniak, A. Granulates Based on Bio and Industrial Waste and Biochar in a Sustainable Economy. Energies 2022, 16, 56. [Google Scholar] [CrossRef]
- Stelmach, J.; Kuncewicz, C.; Szufa, S.; Jirout, T.; Rieger, F. The Influence of Hydrodynamic Changes in a System with a Pitched Blade Turbine on Mixing Power. Processes 2020, 9, 68. [Google Scholar] [CrossRef]
- Wright, L.; Turhollow, A. Switchgrass Selection as a “Model” Bioenergy Crop: A History of the Process. Biomass Bioenergy 2010, 34, 851–868. [Google Scholar] [CrossRef]
- Zheng, Z.; Liu, J.; Yuan, X.; Wang, X.; Zhu, W.; Yang, F.; Cui, Z. Effect of Dairy Manure to Switchgrass Co-Digestion Ratio on Methane Production and the Bacterial Community in Batch Anaerobic Digestion. Appl. Energy 2015, 151, 249–257. [Google Scholar] [CrossRef]
- Głowacka, A.; Szostak, B.; Klebaniuk, R. Effect of Biogas Digestate and Mineral Fertilisation on the Soil Properties and Yield and Nutritional Value of Switchgrass Forage. Agronomy 2020, 10, 490. [Google Scholar] [CrossRef]
- Başar, İ.A.; Çoban, Ö.; Göksungur, M.Y.; Eskicioğlu, Ç.; Perendeci, N.A. Enhancement of Lignocellulosic Biomass Anaerobic Digestion by Optimized Mild Alkaline Hydrogen Peroxide Pretreatment for Biorefinery Applications. J. Environ. Manag. 2021, 298, 113539. [Google Scholar] [CrossRef]
- Ünyay, H.; Yılmaz, F.; Başar, İ.A.; Altınay Perendeci, N.; Çoban, I.; Şahinkaya, E. Effects of Organic Loading Rate on Methane Production from Switchgrass in Batch and Semi-Continuous Stirred Tank Reactor System. Biomass Bioenergy 2022, 156, 106306. [Google Scholar] [CrossRef]
- Akman, H.E.; Perendeci, N.A.; Ertekin, C.; Yaldiz, O. Energy Crops and Methane: Process Optimization of Ca(OH)2 Assisted Thermal Pretreatment and Modeling of Methane Production. Molecules 2022, 27, 6891. [Google Scholar] [CrossRef]
- Guo, H.; Zhao, Y.; Chang, J.-S.; Lee, D.-J. Inhibitor Formation and Detoxification during Lignocellulose Biorefinery: A Review. Bioresour. Technol. 2022, 361, 127666. [Google Scholar] [CrossRef] [PubMed]
- Unyay, H.; Piersa, P.; Perendeci, N.A.; Wielgosinski, G.; Szufa, S. Valorization of Anaerobic Digestate: Innovative Approaches for Sustainable Resource Management and Energy Production—Case Studies from Turkey and Poland. Int. J. Green Energy 2023, 21, 1928–1943. [Google Scholar] [CrossRef]
- Jensen, J.R.; Morinelly, J.E.; Gossen, K.R.; Brodeur-Campbell, M.J.; Shonnard, D.R. Effects of Dilute Acid Pretreatment Conditions on Enzymatic Hydrolysis Monomer and Oligomer Sugar Yields for Aspen, Balsam, and Switchgrass. Bioresour. Technol. 2010, 101, 2317–2325. [Google Scholar] [CrossRef] [PubMed]
- Lorenci Woiciechowski, A.; Dalmas Neto, C.J.; Porto de Souza Vandenberghe, L.; de Carvalho Neto, D.P.; Novak Sydney, A.C.; Letti, L.A.J.; Karp, S.G.; Zevallos Torres, L.A.; Soccol, C.R. Lignocellulosic Biomass: Acid and Alkaline Pretreatments and Their Effects on Biomass Recalcitrance—Conventional Processing and Recent Advances. Bioresour. Technol. 2020, 304, 122848. [Google Scholar] [CrossRef]
- Kumar, V.; Yadav, S.K.; Kumar, J.; Ahluwalia, V. A Critical Review on Current Strategies and Trends Employed for Removal of Inhibitors and Toxic Materials Generated during Biomass Pretreatment. Bioresour. Technol. 2020, 299, 122633. [Google Scholar] [CrossRef]
- Hu, M.; Cai, Z.; Zhang, J.; Yuan, L.; Fu, Q.; Ji, D. Ammonia Fiber Expansion (AFEX) Combined with White-Rot Fungi Pretreatment to Improve Enzymatic Hydrolysis of Lignocellulose. Biomass Convers. Biorefinery 2024, 14, 10085–10099. [Google Scholar] [CrossRef]
- Khan, M.U.; Usman, M.; Ashraf, M.A.; Dutta, N.; Luo, G.; Zhang, S. A Review of Recent Advancements in Pretreatment Techniques of Lignocellulosic Materials for Biogas Production: Opportunities and Limitations. Chem. Eng. J. Adv. 2022, 10, 100263. [Google Scholar] [CrossRef]
- Zabochnicka, M.; Krzywonos, M.; Romanowska-Duda, Z.; Szufa, S.; Darkalt, A.; Mubashar, M. Algal Biomass Utilization toward Circular Economy. Life 2022, 12, 1480. [Google Scholar] [CrossRef]
- MOSIER, N. Features of Promising Technologies for Pretreatment of Lignocellulosic Biomass. Bioresour. Technol. 2005, 96, 673–686. [Google Scholar] [CrossRef]
- Zhao, X.; Cheng, K.; Liu, D. Organosolv Pretreatment of Lignocellulosic Biomass for Enzymatic Hydrolysis. Appl. Microbiol. Biotechnol. 2009, 82, 815–827. [Google Scholar] [CrossRef]
- Abolore, R.S.; Jaiswal, S.; Jaiswal, A.K. Green and Sustainable Pretreatment Methods for Cellulose Extraction from Lignocellulosic Biomass and Its Applications: A Review. Carbohydr. Polym. Technol. Appl. 2024, 7, 100396. [Google Scholar] [CrossRef]
- Leu, S.-Y.; Zhu, J.Y. Substrate-Related Factors Affecting Enzymatic Saccharification of Lignocelluloses: Our Recent Understanding. BioEnergy Res. 2013, 6, 405–415. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, X.; Cui, Y.; Yuan, W. Ultrasound for Microalgal Cell Disruption and Product Extraction: A Review. Ultrason. Sonochem. 2022, 87, 106054. [Google Scholar] [CrossRef] [PubMed]
- Amrutha, S.R.; Suja, N.R.; Menon, S. Morphological Analysis of Biomass. In Handbook of Biomass; Springer Nature: Singapore, 2023; pp. 1–31. [Google Scholar]
- Pereira, J.; de Melo, M.M.R.; Silva, C.M.; Lemos, P.C.; Serafim, L.S. Impact of a Pretreatment Step on the Acidogenic Fermentation of Spent Coffee Grounds. Bioengineering 2022, 9, 362. [Google Scholar] [CrossRef]
- Aktas, K.; Liu, H.; Basar, I.A.; Eskicioglu, C. Adsorption Enhanced Biological Treatment of Hydrothermal Liquefaction Aqueous Phase Derived from Municipal Sludge. Bioresour. Technol. 2024, 407, 131093. [Google Scholar] [CrossRef]
- Zhai, R.; Hu, J.; Jin, M. Towards Efficient Enzymatic Saccharification of Pretreated Lignocellulose: Enzyme Inhibition by Lignin-Derived Phenolics and Recent Trends in Mitigation Strategies. Biotechnol. Adv. 2022, 61, 108044. [Google Scholar] [CrossRef]
- Zakzeski, J.; Bruijnincx, P.C.A.; Jongerius, A.L.; Weckhuysen, B.M. The Catalytic Valorization of Lignin for the Production of Renewable Chemicals. Chem. Rev. 2010, 110, 3552–3599. [Google Scholar] [CrossRef]
- Bokhary, A.; Leitch, M.; Liao, B.Q. Liquid–Liquid Extraction Technology for Resource Recovery: Applications, Potential, and Perspectives. J. Water Process Eng. 2021, 40, 101762. [Google Scholar] [CrossRef]
- Roque, L.R.; Morgado, G.P.; Nascimento, V.M.; Ienczak, J.L.; Rabelo, S.C. Liquid-Liquid Extraction: A Promising Alternative for Inhibitors Removing of Pentoses Fermentation. Fuel 2019, 242, 775–787. [Google Scholar] [CrossRef]
- Gyan, K.; Afedzi, A.E.K.; Tanypramphan, P.; Parakulsuksatid, P. A Review of the Advances in Detoxification Strategies of Lignocellulosic Hydrolysate for Bio-Based Succinic Acid Production. Biocatal. Agric. Biotechnol. 2024, 60, 103323. [Google Scholar] [CrossRef]
- Cantarella, M.; Cantarella, L.; Gallifuoco, A.; Spera, A.; Alfani, F. Comparison of Different Detoxification Methods for Steam-Exploded Poplar Wood as a Substrate for the Bioproduction of Ethanol in SHF and SSF. Process Biochem. 2004, 39, 1533–1542. [Google Scholar] [CrossRef]
- Arminda, M.; Josúe, C.; Cristina, D.; Fabiana, S.; Yolanda, M. Use of Activated Carbons for Detoxification of a Lignocellulosic Hydrolysate: Statistical Optimisation. J. Environ. Manag. 2021, 296, 113320. [Google Scholar] [CrossRef] [PubMed]
- Lam, F.H.; Turanlı-Yıldız, B.; Liu, D.; Resch, M.G.; Fink, G.R.; Stephanopoulos, G. Engineered Yeast Tolerance Enables Efficient Production from Toxified Lignocellulosic Feedstocks. Sci. Adv. 2021, 7, 26. [Google Scholar] [CrossRef] [PubMed]
- Caspeta, L.; Castillo, T.; Nielsen, J. Modifying Yeast Tolerance to Inhibitory Conditions of Ethanol Production Processes. Front. Bioeng. Biotechnol. 2015, 3, 184. [Google Scholar] [CrossRef] [PubMed]
- Deng, W.; Feng, Y.; Fu, J.; Guo, H.; Guo, Y.; Han, B.; Jiang, Z.; Kong, L.; Li, C.; Liu, H.; et al. Catalytic Conversion of Lignocellulosic Biomass into Chemicals and Fuels. Green Energy Environ. 2023, 8, 10–114. [Google Scholar] [CrossRef]
- Shahbazi, A.; Zhang, B. Dilute and Concentrated Acid Hydrolysis of Lignocellulosic Biomass. In Bioalcohol Production; Elsevier: Amsterdam, The Netherlands, 2010; pp. 143–158. [Google Scholar]
- Mohd Azhar, S.H.; Abdulla, R.; Jambo, S.A.; Marbawi, H.; Gansau, J.A.; Mohd Faik, A.A.; Rodrigues, K.F. Yeasts in Sustainable Bioethanol Production: A Review. Biochem. Biophys. Rep. 2017, 10, 52–61. [Google Scholar] [CrossRef]
- Oriez, V.; Peydecastaing, J.; Pontalier, P.-Y. Lignocellulosic Biomass Fractionation by Mineral Acids and Resulting Extract Purification Processes: Conditions, Yields, and Purities. Molecules 2019, 24, 4273. [Google Scholar] [CrossRef]
- Taherzadeh, M.J.; Karimi, K. Acid-Based Hydrolysis Processes for Ethanol from Lignocellulosic Materials: A Review. BioResources 2007, 2, 472–499. [Google Scholar] [CrossRef]
- Behera, S.S.; Saranraj, P.; Ray, R.C. Microbial Bioethanol Fermentation Technologies—Recent Trends and Future Prospects. In Biofuels and Biorefining; Elsevier: Amsterdam, The Netherlands, 2022; pp. 75–108. [Google Scholar]
- Kumar, D.; Singh, B.; Korstad, J. Utilization of Lignocellulosic Biomass by Oleaginous Yeast and Bacteria for Production of Biodiesel and Renewable Diesel. Renew. Sustain. Energy Rev. 2017, 73, 654–671. [Google Scholar] [CrossRef]
- Yuan, Y.; Jiang, B.; Chen, H.; Wu, W.; Wu, S.; Jin, Y.; Xiao, H. Recent Advances in Understanding the Effects of Lignin Structural Characteristics on Enzymatic Hydrolysis. Biotechnol. Biofuels 2021, 14, 205. [Google Scholar] [CrossRef]
- Robinson, P.K. Enzymes: Principles and Biotechnological Applications. Essays Biochem. 2015, 59, 1–41. [Google Scholar] [CrossRef] [PubMed]
- Cruz-Casas, D.E.; Aguilar, C.N.; Ascacio-Valdés, J.A.; Rodríguez-Herrera, R.; Chávez-González, M.L.; Flores-Gallegos, A.C. Enzymatic Hydrolysis and Microbial Fermentation: The Most Favorable Biotechnological Methods for the Release of Bioactive Peptides. Food Chem. Mol. Sci. 2021, 3, 100047. [Google Scholar] [CrossRef] [PubMed]
- Maki, M.; Leung, K.T.; Qin, W. The Prospects of Cellulase-Producing Bacteria for the Bioconversion of Lignocellulosic Biomass. Int. J. Biol. Sci. 2009, 5, 500–516. [Google Scholar] [CrossRef] [PubMed]
- Saratale, G.D.; Saratale, R.G.; Oh, S.E. Production and Characterization of Multiple Cellulolytic Enzymes by Isolated Streptomyces Sp. MDS. Biomass Bioenergy 2012, 47, 302–315. [Google Scholar] [CrossRef]
- Lynd, L.R.; Weimer, P.J.; van Zyl, W.H.; Pretorius, I.S. Microbial Cellulose Utilization: Fundamentals and Biotechnology. Microbiol. Mol. Biol. Rev. 2002, 66, 506–577. [Google Scholar] [CrossRef]
- Dey, P.; Pal, P.; Kevin, J.D.; Das, D.B. Lignocellulosic Bioethanol Production: Prospects of Emerging Membrane Technologies to Improve the Process—A Critical Review. Rev. Chem. Eng. 2020, 36, 333–367. [Google Scholar] [CrossRef]
- Broda, M.; Yelle, D.J.; Serwańska, K. Bioethanol Production from Lignocellulosic Biomass—Challenges and Solutions. Molecules 2022, 27, 8717. [Google Scholar] [CrossRef]
- Dahnum, D.; Tasum, S.O.; Triwahyuni, E.; Nurdin, M.; Abimanyu, H. Comparison of SHF and SSF Processes Using Enzyme and Dry Yeast for Optimization of Bioethanol Production from Empty Fruit Bunch. Energy Procedia 2015, 68, 107–116. [Google Scholar] [CrossRef]
- Papa, G.; Rodriguez, S.; George, A.; Schievano, A.; Orzi, V.; Sale, K.L.; Singh, S.; Adani, F.; Simmons, B.A. Comparison of Different Pretreatments for the Production of Bioethanol and Biomethane from Corn Stover and Switchgrass. Bioresour. Technol. 2015, 183, 101–110. [Google Scholar] [CrossRef]
- Alizadeh, H.; Teymouri, F.; Gilbert, T.I.; Dale, B.E. Pretreatment of Switchgrass by Ammonia Fiber Explosion (AFEX). Appl. Biochem. Biotechnol. 2005, 124, 1133–1141. [Google Scholar] [CrossRef]
- Afedzi, A.E.K.; Parakulsuksatid, P. Recent Advances in Process Modifications of Simultaneous Saccharification and Fermentation (SSF) of Lignocellulosic Biomass for Bioethanol Production. Biocatal. Agric. Biotechnol. 2023, 54, 102961. [Google Scholar] [CrossRef]
- Permatasari, N.S.; Zainuri, M.; Kusumaningrum, H.P.; Mishbach, I.; Hastuti, E.D. Bioethanol Production Using the SSF Method (Simultaneous Saccharification and Fermentation) of Microalgae Anabaena Sp. J. Phys. Conf. Ser. 2020, 1524, 012071. [Google Scholar] [CrossRef]
- Oehlenschläger, K.; Schepp, E.; Stiefelmaier, J.; Holtmann, D.; Ulber, R. Simultaneous Fermentation and Enzymatic Biocatalysis—A Useful Process Option? Biotechnol. Biofuels Bioprod. 2024, 17, 67. [Google Scholar] [CrossRef] [PubMed]
- Alexandre, H.; Charpentier, C. Biochemical Aspects of Stuck and Sluggish Fermentation in Grape Must. J. Ind. Microbiol. Biotechnol. 1998, 20, 20–27. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Y.; Cui, Q.; Feng, Y.; Xuan, J. Composition of Lignocellulose Hydrolysate in Different Biorefinery Strategies: Nutrients and Inhibitors. Molecules 2024, 29, 2275. [Google Scholar] [CrossRef]
- Capecchi, L.; Galbe, M.; Wallberg, O.; Mattarelli, P.; Barbanti, L. Combined Ethanol and Methane Production from Switchgrass (Panicum virgatum L.) Impregnated with Lime Prior to Steam Explosion. Biomass Bioenergy 2016, 90, 22–31. [Google Scholar] [CrossRef]
- Derman, E.; Abdulla, R.; Marbawi, H.; Sabullah, M.K. Oil Palm Empty Fruit Bunches as a Promising Feedstock for Bioethanol Production in Malaysia. Renew. Energy 2018, 129, 285–298. [Google Scholar] [CrossRef]
- Hsieh, C.C.; Cannella, D.; Jørgensen, H.; Felby, C.; Thygesen, L.G. Cellulase Inhibition by High Concentrations of Monosaccharides. J. Agric. Food Chem. 2014, 62, 3800–3805. [Google Scholar] [CrossRef]
- Wang, X.; Feng, H.; Li, Z. Pretreatment of Switchgrass with Electrolyzed Water and a Two-Stage Method for Bioethanol Production. Biotechnol. Bioprocess Eng. 2012, 17, 624–633. [Google Scholar] [CrossRef]
- Bals, B.; Rogers, C.; Jin, M.; Balan, V.; Dale, B. Evaluation of Ammonia Fibre Expansion (AFEX) Pretreatment for Enzymatic Hydrolysis of Switchgrass Harvested in Different Seasons and Locations. Biotechnol. Biofuels 2010, 3, 1. [Google Scholar] [CrossRef]
- Tao, L.; Aden, A.; Elander, R.T.; Pallapolu, V.R.; Lee, Y.Y.; Garlock, R.J.; Balan, V.; Dale, B.E.; Kim, Y.; Mosier, N.S.; et al. Process and Technoeconomic Analysis of Leading Pretreatment Technologies for Lignocellulosic Ethanol Production Using Switchgrass. Bioresour. Technol. 2011, 102, 11105–11114. [Google Scholar] [CrossRef] [PubMed]
- Smullen, E.; Finnan, J.; Dowling, D.; Mulcahy, P. Bioconversion of Switchgrass: Identification of a Leading Pretreatment Option Based on Yield, Cost and Environmental Impact. Renew. Energy 2017, 111, 638–645. [Google Scholar] [CrossRef]
- Chung, Y.-C.; Bakalinsky, A.; Penner, M.H. Enzymatic Saccharification and Fermentation of Xylose-Optimized Dilute Acid–Treated Lignocellulosics. Appl. Biochem. Biotechnol. 2005, 124, 0947–0962. [Google Scholar] [CrossRef] [PubMed]
- Das, L.; Liu, E.; Saeed, A.; Williams, D.W.; Hu, H.; Li, C.; Ray, A.E.; Shi, J. Industrial Hemp as a Potential Bioenergy Crop in Comparison with Kenaf, Switchgrass and Biomass Sorghum. Bioresour. Technol. 2017, 244, 641–649. [Google Scholar] [CrossRef]
- El-Mashad, H.M. Biomethane and Ethanol Production Potential of Spirulina Platensis Algae and Enzymatically Saccharified Switchgrass. Biochem. Eng. J. 2015, 93, 119–127. [Google Scholar] [CrossRef]
- Xu, J.; Chen, Y.; Cheng, J.J.; Sharma-Shivappa, R.R.; Burns, J.C. Delignification of Switchgrass Cultivars for Bioethanol Production. BioResources 2011, 6, 707–720. [Google Scholar] [CrossRef]
- Garlock, R.J.; Balan, V.; Dale, B.E.; Ramesh Pallapolu, V.; Lee, Y.Y.; Kim, Y.; Mosier, N.S.; Ladisch, M.R.; Holtzapple, M.T.; Falls, M.; et al. Comparative Material Balances around Pretreatment Technologies for the Conversion of Switchgrass to Soluble Sugars. Bioresour. Technol. 2011, 102, 11063–11071. [Google Scholar] [CrossRef]
- Xu, Y.; Li, J.; Zhang, M.; Wang, D. Modified Simultaneous Saccharification and Fermentation to Enhance Bioethanol Titers and Yields. Fuel 2018, 215, 647–654. [Google Scholar] [CrossRef]
- Chang, V.S.; Kaar, W.E.; Burr, B.; Holtzapple, M.T. Simultaneous Saccharification and Fermentation of Lime-Treated Biomass. Biotechnol. Lett. 2001, 23, 1327–1333. [Google Scholar] [CrossRef]
- Keshwani, D.R.; Cheng, J.J. Microwave-Based Alkali Pretreatment of Switchgrass and Coastal Bermudagrass for Bioethanol Production. Biotechnol. Prog. 2010, 26, 644–652. [Google Scholar] [CrossRef]
- Ewanick, S.; Bura, R. The Effect of Biomass Moisture Content on Bioethanol Yields from Steam Pretreated Switchgrass and Sugarcane Bagasse. Bioresour. Technol. 2011, 102, 2651–2658. [Google Scholar] [CrossRef] [PubMed]
- Chundawat, S.P.S.; Pal, R.K.; Zhao, C.; Campbell, T.; Teymouri, F.; Videto, J.; Nielson, C.; Wieferich, B.; Sousa, L.; Dale, B.E.; et al. Ammonia Fiber Expansion (AFEX) Pretreatment of Lignocellulosic Biomass. J. Vis. Exp. 2020, 158, e57488. [Google Scholar] [CrossRef]
- Teymouri, F.; Laureano-Perez, L.; Alizadeh, H.; Dale, B.E. Optimization of the Ammonia Fiber Explosion (AFEX) Treatment Parameters for Enzymatic Hydrolysis of Corn Stover. Bioresour. Technol. 2005, 96, 2014–2018. [Google Scholar] [CrossRef] [PubMed]
- Ben Atitallah, I.; Antonopoulou, G.; Ntaikou, I.; Soto Beobide, A.; Dracopoulos, V.; Mechichi, T.; Lyberatos, G. A Comparative Study of Various Pretreatment Approaches for Bio-Ethanol Production from Willow Sawdust, Using Co-Cultures and Mono-Cultures of Different Yeast Strains. Molecules 2022, 27, 1344. [Google Scholar] [CrossRef] [PubMed]
- Larnaudie, V.; Ferrari, M.D.; Lareo, C. Switchgrass as an Alternative Biomass for Ethanol Production in a Biorefinery: Perspectives on Technology, Economics and Environmental Sustainability. Renew. Sustain. Energy Rev. 2022, 158, 112115. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).